
Sonsuz Vi̇da Çarki Yapmak
Sonsuz Vi̇da Çarki Yapmak
You might also like
- TÜRK İNKİLAP TARİHİ - Prof - Dr. Ali İhsan Gencer, Prof - Dr. Sabahattin Özel - 14.basım - 2010Document190 pagesTÜRK İNKİLAP TARİHİ - Prof - Dr. Ali İhsan Gencer, Prof - Dr. Sabahattin Özel - 14.basım - 2010Ahmet Akter100% (3)
- 2 Kademeli Dişli Kutusu Tasarımı Ve Millerin Yorulmaya Karşı AnaliziDocument56 pages2 Kademeli Dişli Kutusu Tasarımı Ve Millerin Yorulmaya Karşı AnaliziAbdurrahman Can Ayalp100% (8)
- Teknik Resim 2Document30 pagesTeknik Resim 2TaylanYıldırıcıNo ratings yet
- 2 Kademeli Dişli Çark MekanizmasıDocument50 pages2 Kademeli Dişli Çark MekanizmasıOnur Kaplan0% (2)
- Civata DayanimlariDocument31 pagesCivata DayanimlariSamsun SamsunNo ratings yet
- 10 Temel Tornalama İşlemleri 3 PDFDocument11 pages10 Temel Tornalama İşlemleri 3 PDFonurNo ratings yet
- Di̇şli̇ Çark Düzenleri̇ TümDocument16 pagesDi̇şli̇ Çark Düzenleri̇ TümONUR ÇELİKNo ratings yet
- Disli Cark MekanizmalariDocument55 pagesDisli Cark MekanizmalariEbru şahinNo ratings yet
- Silo - Tips Freze Tezgahinda Blme LemlerDocument44 pagesSilo - Tips Freze Tezgahinda Blme LemlerFurkan YazıcıNo ratings yet
- Temel Frezeci̇li̇kDocument8 pagesTemel Frezeci̇li̇kkilicumitNo ratings yet
- Gear1 Disli Cark Kinematigi Profilleri İmalat MetodlarıDocument18 pagesGear1 Disli Cark Kinematigi Profilleri İmalat MetodlarıMustafa ŞENNo ratings yet
- Torna Tezgâhi Ve Torna İşleri̇Document12 pagesTorna Tezgâhi Ve Torna İşleri̇Furkan ÖzcanNo ratings yet
- Bölüm Makel-1Document27 pagesBölüm Makel-1aysenur karacaNo ratings yet
- 14 VidalarDocument22 pages14 VidalarNecati UçakNo ratings yet
- Planya, Vargel Ve Delik Delme IşlemleriDocument43 pagesPlanya, Vargel Ve Delik Delme IşlemleriAnonymous HPlNDhM6ejNo ratings yet
- Kılavuz Ve Pafta-1Document31 pagesKılavuz Ve Pafta-1mustafametin566No ratings yet
- Vida MekanizmalariDocument42 pagesVida MekanizmalariMert ErgünNo ratings yet
- Teknik Resim Vidalar Civatalar SomunlarDocument30 pagesTeknik Resim Vidalar Civatalar SomunlardozajNo ratings yet
- CIVATADocument33 pagesCIVATAÇağatay BaşbuğNo ratings yet
- Imalat IslemleriDocument40 pagesImalat Islemleridunkelgelb mannNo ratings yet
- T.i.işlemleri 10. HaftaDocument19 pagesT.i.işlemleri 10. HaftaAykut SametCan AktaşcıNo ratings yet
- Dişliler Ve Dişli İmalatıDocument18 pagesDişliler Ve Dişli İmalatıkaslangsNo ratings yet
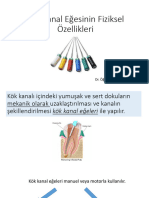
- Kök Kanal Eğesinin Fiziksel ÖzellikleriDocument43 pagesKök Kanal Eğesinin Fiziksel ÖzelliklerialiNo ratings yet
- İmalat İşlemleri IDocument63 pagesİmalat İşlemleri IMehmet PusuNo ratings yet
- Diş AçmaDocument32 pagesDiş AçmaŞefikNo ratings yet
- 06.hafta - Vida, Civata, Pim - IIDocument65 pages06.hafta - Vida, Civata, Pim - IIbora berat demirNo ratings yet
- FREZECİLİK Ve Bölme AygıtlarıDocument29 pagesFREZECİLİK Ve Bölme AygıtlarıAmina GoyimNo ratings yet
- 3 Hafta Vida KlavuzDocument37 pages3 Hafta Vida KlavuzSelim AykutNo ratings yet
- 3-Talaşli İmalata Gi̇ri̇ş - 2Document34 pages3-Talaşli İmalata Gi̇ri̇ş - 2Hakan DüzelNo ratings yet
- Disli CarklarDocument95 pagesDisli CarklarToprak KayarNo ratings yet
- Rayba Delme Kılavuz PaftaDocument7 pagesRayba Delme Kılavuz PaftakilicumitNo ratings yet
- Vida VerimiDocument5 pagesVida VerimiAlicanTanrıverdiNo ratings yet
- Cıvata Somun BağlantılarıDocument54 pagesCıvata Somun Bağlantılarıe.korkmazNo ratings yet
- Mukavemet Burulma Lab FöyüDocument5 pagesMukavemet Burulma Lab FöyüDursun ÇatalNo ratings yet
- Civata Somun Bağlantıları PDFDocument52 pagesCivata Somun Bağlantıları PDFBerk TekinNo ratings yet
- Civata HesabıDocument55 pagesCivata Hesabıe.korkmazNo ratings yet
- 08 Kanal AletleriDocument83 pages08 Kanal Aletlerimehmetalibaran186No ratings yet
- TS 61-1 Bağlama Elemanları-Vidalar-Kısım 1-Terimler Ve TariflerDocument24 pagesTS 61-1 Bağlama Elemanları-Vidalar-Kısım 1-Terimler Ve TariflerdelikurtNo ratings yet
- Talasli Imalat Ve MakinalariDocument28 pagesTalasli Imalat Ve MakinalariOnur KaplanNo ratings yet
- Umtik2000 15Document11 pagesUmtik2000 15zehir4No ratings yet
- Endodonti̇de Döner Alet Si̇stemleri̇Document39 pagesEndodonti̇de Döner Alet Si̇stemleri̇Elvan kinevirskaNo ratings yet
- 4 B VidaDocument5 pages4 B VidaBahtiyar İlysNo ratings yet
- Ucgen Vida Acmapdfsrfa7 (Tienren)Document10 pagesUcgen Vida Acmapdfsrfa7 (Tienren)Cương Phạm NgọcNo ratings yet
- Agizlik Tekn.Document73 pagesAgizlik Tekn.ibayraktar775208No ratings yet
- CNC Torna 1 HaftaDocument41 pagesCNC Torna 1 HaftaSAMETNo ratings yet
- Vida Tipleri Ve ÖzellikleriDocument18 pagesVida Tipleri Ve Özelliklerie.korkmazNo ratings yet
- Ölçme Tekniği 3. HAFTADocument53 pagesÖlçme Tekniği 3. HAFTAFiras 01No ratings yet
- Makine Elemanlari Ders Notlari-8.HaftaDocument11 pagesMakine Elemanlari Ders Notlari-8.HaftaSami Onur VuralNo ratings yet
- VidalarDocument51 pagesVidalarFurkan BostancıNo ratings yet
- TS 61-1Document25 pagesTS 61-1asgorosNo ratings yet
- 05 Konservatif Tedavide - Kullanilan - AletlerDocument8 pages05 Konservatif Tedavide - Kullanilan - Aletlermehmetalibaran186No ratings yet
- Hi̇dro Stati̇k Pompa PDFDocument52 pagesHi̇dro Stati̇k Pompa PDFbekyurekmehmetNo ratings yet
- Osmanlı Tarihi) UygarlığıDocument13 pagesOsmanlı Tarihi) Uygarlığıdewrim45No ratings yet
- TemizSu KritikDevreBasincKaybiHesabiDocument1 pageTemizSu KritikDevreBasincKaybiHesabibilal cetinNo ratings yet
- KPSS Vatandaşlık Ders NotlarıDocument23 pagesKPSS Vatandaşlık Ders NotlarıKPSS AnalizNo ratings yet
- VERGi HUKUKU KPSS-A GRUBU DERS NOTLARIDocument64 pagesVERGi HUKUKU KPSS-A GRUBU DERS NOTLARIsinemiz_35No ratings yet
- Arapça Cümle Kuruluşunda Olumsuzluk IfadeleriDocument18 pagesArapça Cümle Kuruluşunda Olumsuzluk IfadeleriYunus InançNo ratings yet
- Kalite Sözcükleri Ingilizce-TürkçeDocument8 pagesKalite Sözcükleri Ingilizce-TürkçeErdem Gökçe ŞahinNo ratings yet
- Osmanli TarihiDocument1,153 pagesOsmanli TarihiatillaNo ratings yet
- Termostatik Vanalar Hakkinda Genel BilgilerDocument2 pagesTermostatik Vanalar Hakkinda Genel BilgilerOnur KaplanNo ratings yet
- Sicak Hava Apareyleri Ve Radyant IsiticilarDocument4 pagesSicak Hava Apareyleri Ve Radyant IsiticilarOnur KaplanNo ratings yet
- Sicak Su Kazanlari Hakkinda Genel BilgilerDocument10 pagesSicak Su Kazanlari Hakkinda Genel BilgilerOnur KaplanNo ratings yet
- Sanayide Dogal Gaz Donusumu Ve LPG Ile YedeklenmesiDocument10 pagesSanayide Dogal Gaz Donusumu Ve LPG Ile YedeklenmesiOnur KaplanNo ratings yet
- Scada Sistemi Ve Igdas UygulamasiDocument8 pagesScada Sistemi Ve Igdas UygulamasiOnur KaplanNo ratings yet
- Kazan DaireleriDocument3 pagesKazan DaireleriOnur KaplanNo ratings yet
- Kaynar Su Kizgin Yag Ve Buhar SistemleriDocument17 pagesKaynar Su Kizgin Yag Ve Buhar SistemleriOnur KaplanNo ratings yet
































































Download as doc, pdf, or txt
You might also like
- TÜRK İNKİLAP TARİHİ - Prof - Dr. Ali İhsan Gencer, Prof - Dr. Sabahattin Özel - 14.basım - 2010Document190 pagesTÜRK İNKİLAP TARİHİ - Prof - Dr. Ali İhsan Gencer, Prof - Dr. Sabahattin Özel - 14.basım - 2010Ahmet Akter100% (3)
- 2 Kademeli Dişli Kutusu Tasarımı Ve Millerin Yorulmaya Karşı AnaliziDocument56 pages2 Kademeli Dişli Kutusu Tasarımı Ve Millerin Yorulmaya Karşı AnaliziAbdurrahman Can Ayalp100% (8)
- Teknik Resim 2Document30 pagesTeknik Resim 2TaylanYıldırıcıNo ratings yet
- 2 Kademeli Dişli Çark MekanizmasıDocument50 pages2 Kademeli Dişli Çark MekanizmasıOnur Kaplan0% (2)
- Civata DayanimlariDocument31 pagesCivata DayanimlariSamsun SamsunNo ratings yet
- 10 Temel Tornalama İşlemleri 3 PDFDocument11 pages10 Temel Tornalama İşlemleri 3 PDFonurNo ratings yet
- Di̇şli̇ Çark Düzenleri̇ TümDocument16 pagesDi̇şli̇ Çark Düzenleri̇ TümONUR ÇELİKNo ratings yet
- Disli Cark MekanizmalariDocument55 pagesDisli Cark MekanizmalariEbru şahinNo ratings yet
- Silo - Tips Freze Tezgahinda Blme LemlerDocument44 pagesSilo - Tips Freze Tezgahinda Blme LemlerFurkan YazıcıNo ratings yet
- Temel Frezeci̇li̇kDocument8 pagesTemel Frezeci̇li̇kkilicumitNo ratings yet
- Gear1 Disli Cark Kinematigi Profilleri İmalat MetodlarıDocument18 pagesGear1 Disli Cark Kinematigi Profilleri İmalat MetodlarıMustafa ŞENNo ratings yet
- Torna Tezgâhi Ve Torna İşleri̇Document12 pagesTorna Tezgâhi Ve Torna İşleri̇Furkan ÖzcanNo ratings yet
- Bölüm Makel-1Document27 pagesBölüm Makel-1aysenur karacaNo ratings yet
- 14 VidalarDocument22 pages14 VidalarNecati UçakNo ratings yet
- Planya, Vargel Ve Delik Delme IşlemleriDocument43 pagesPlanya, Vargel Ve Delik Delme IşlemleriAnonymous HPlNDhM6ejNo ratings yet
- Kılavuz Ve Pafta-1Document31 pagesKılavuz Ve Pafta-1mustafametin566No ratings yet
- Vida MekanizmalariDocument42 pagesVida MekanizmalariMert ErgünNo ratings yet
- Teknik Resim Vidalar Civatalar SomunlarDocument30 pagesTeknik Resim Vidalar Civatalar SomunlardozajNo ratings yet
- CIVATADocument33 pagesCIVATAÇağatay BaşbuğNo ratings yet
- Imalat IslemleriDocument40 pagesImalat Islemleridunkelgelb mannNo ratings yet
- T.i.işlemleri 10. HaftaDocument19 pagesT.i.işlemleri 10. HaftaAykut SametCan AktaşcıNo ratings yet
- Dişliler Ve Dişli İmalatıDocument18 pagesDişliler Ve Dişli İmalatıkaslangsNo ratings yet
- Kök Kanal Eğesinin Fiziksel ÖzellikleriDocument43 pagesKök Kanal Eğesinin Fiziksel ÖzelliklerialiNo ratings yet
- İmalat İşlemleri IDocument63 pagesİmalat İşlemleri IMehmet PusuNo ratings yet
- Diş AçmaDocument32 pagesDiş AçmaŞefikNo ratings yet
- 06.hafta - Vida, Civata, Pim - IIDocument65 pages06.hafta - Vida, Civata, Pim - IIbora berat demirNo ratings yet
- FREZECİLİK Ve Bölme AygıtlarıDocument29 pagesFREZECİLİK Ve Bölme AygıtlarıAmina GoyimNo ratings yet
- 3 Hafta Vida KlavuzDocument37 pages3 Hafta Vida KlavuzSelim AykutNo ratings yet
- 3-Talaşli İmalata Gi̇ri̇ş - 2Document34 pages3-Talaşli İmalata Gi̇ri̇ş - 2Hakan DüzelNo ratings yet
- Disli CarklarDocument95 pagesDisli CarklarToprak KayarNo ratings yet
- Rayba Delme Kılavuz PaftaDocument7 pagesRayba Delme Kılavuz PaftakilicumitNo ratings yet
- Vida VerimiDocument5 pagesVida VerimiAlicanTanrıverdiNo ratings yet
- Cıvata Somun BağlantılarıDocument54 pagesCıvata Somun Bağlantılarıe.korkmazNo ratings yet
- Mukavemet Burulma Lab FöyüDocument5 pagesMukavemet Burulma Lab FöyüDursun ÇatalNo ratings yet
- Civata Somun Bağlantıları PDFDocument52 pagesCivata Somun Bağlantıları PDFBerk TekinNo ratings yet
- Civata HesabıDocument55 pagesCivata Hesabıe.korkmazNo ratings yet
- 08 Kanal AletleriDocument83 pages08 Kanal Aletlerimehmetalibaran186No ratings yet
- TS 61-1 Bağlama Elemanları-Vidalar-Kısım 1-Terimler Ve TariflerDocument24 pagesTS 61-1 Bağlama Elemanları-Vidalar-Kısım 1-Terimler Ve TariflerdelikurtNo ratings yet
- Talasli Imalat Ve MakinalariDocument28 pagesTalasli Imalat Ve MakinalariOnur KaplanNo ratings yet
- Umtik2000 15Document11 pagesUmtik2000 15zehir4No ratings yet
- Endodonti̇de Döner Alet Si̇stemleri̇Document39 pagesEndodonti̇de Döner Alet Si̇stemleri̇Elvan kinevirskaNo ratings yet
- 4 B VidaDocument5 pages4 B VidaBahtiyar İlysNo ratings yet
- Ucgen Vida Acmapdfsrfa7 (Tienren)Document10 pagesUcgen Vida Acmapdfsrfa7 (Tienren)Cương Phạm NgọcNo ratings yet
- Agizlik Tekn.Document73 pagesAgizlik Tekn.ibayraktar775208No ratings yet
- CNC Torna 1 HaftaDocument41 pagesCNC Torna 1 HaftaSAMETNo ratings yet
- Vida Tipleri Ve ÖzellikleriDocument18 pagesVida Tipleri Ve Özelliklerie.korkmazNo ratings yet
- Ölçme Tekniği 3. HAFTADocument53 pagesÖlçme Tekniği 3. HAFTAFiras 01No ratings yet
- Makine Elemanlari Ders Notlari-8.HaftaDocument11 pagesMakine Elemanlari Ders Notlari-8.HaftaSami Onur VuralNo ratings yet
- VidalarDocument51 pagesVidalarFurkan BostancıNo ratings yet
- TS 61-1Document25 pagesTS 61-1asgorosNo ratings yet
- 05 Konservatif Tedavide - Kullanilan - AletlerDocument8 pages05 Konservatif Tedavide - Kullanilan - Aletlermehmetalibaran186No ratings yet
- Hi̇dro Stati̇k Pompa PDFDocument52 pagesHi̇dro Stati̇k Pompa PDFbekyurekmehmetNo ratings yet
- Osmanlı Tarihi) UygarlığıDocument13 pagesOsmanlı Tarihi) Uygarlığıdewrim45No ratings yet
- TemizSu KritikDevreBasincKaybiHesabiDocument1 pageTemizSu KritikDevreBasincKaybiHesabibilal cetinNo ratings yet
- KPSS Vatandaşlık Ders NotlarıDocument23 pagesKPSS Vatandaşlık Ders NotlarıKPSS AnalizNo ratings yet
- VERGi HUKUKU KPSS-A GRUBU DERS NOTLARIDocument64 pagesVERGi HUKUKU KPSS-A GRUBU DERS NOTLARIsinemiz_35No ratings yet
- Arapça Cümle Kuruluşunda Olumsuzluk IfadeleriDocument18 pagesArapça Cümle Kuruluşunda Olumsuzluk IfadeleriYunus InançNo ratings yet
- Kalite Sözcükleri Ingilizce-TürkçeDocument8 pagesKalite Sözcükleri Ingilizce-TürkçeErdem Gökçe ŞahinNo ratings yet
- Osmanli TarihiDocument1,153 pagesOsmanli TarihiatillaNo ratings yet
- Termostatik Vanalar Hakkinda Genel BilgilerDocument2 pagesTermostatik Vanalar Hakkinda Genel BilgilerOnur KaplanNo ratings yet
- Sicak Hava Apareyleri Ve Radyant IsiticilarDocument4 pagesSicak Hava Apareyleri Ve Radyant IsiticilarOnur KaplanNo ratings yet
- Sicak Su Kazanlari Hakkinda Genel BilgilerDocument10 pagesSicak Su Kazanlari Hakkinda Genel BilgilerOnur KaplanNo ratings yet
- Sanayide Dogal Gaz Donusumu Ve LPG Ile YedeklenmesiDocument10 pagesSanayide Dogal Gaz Donusumu Ve LPG Ile YedeklenmesiOnur KaplanNo ratings yet
- Scada Sistemi Ve Igdas UygulamasiDocument8 pagesScada Sistemi Ve Igdas UygulamasiOnur KaplanNo ratings yet
- Kazan DaireleriDocument3 pagesKazan DaireleriOnur KaplanNo ratings yet
- Kaynar Su Kizgin Yag Ve Buhar SistemleriDocument17 pagesKaynar Su Kizgin Yag Ve Buhar SistemleriOnur KaplanNo ratings yet