
Fundamentals of Metal Casting
Fundamentals of Metal Casting
You might also like
- Mineral AliasDocument4 pagesMineral AliasBNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- 2a-CASTING FUNDAMENTALSDocument26 pages2a-CASTING FUNDAMENTALSIzzat IkramNo ratings yet
- Lec 3_MMB 332 - 2020_Solidification in MetalsDocument45 pagesLec 3_MMB 332 - 2020_Solidification in Metalskgotla lefikaNo ratings yet
- MPP - 4 Casting Process - SRS - 2014Document38 pagesMPP - 4 Casting Process - SRS - 2014SpidyNo ratings yet
- BMP (Class 06-Class 07) Casting 01-6-7Document28 pagesBMP (Class 06-Class 07) Casting 01-6-7Asesh PramanikNo ratings yet
- MetalCasting 2Document38 pagesMetalCasting 2P2109 Praphul HampapuramNo ratings yet
- Casting PDFDocument86 pagesCasting PDFBIPINNo ratings yet
- ENSC3002: Manufacturing and Materials: Lecture 2: Casting IntroductionDocument30 pagesENSC3002: Manufacturing and Materials: Lecture 2: Casting IntroductionRoger HanNo ratings yet
- 1 - Metal Casting Fundamentals PDFDocument38 pages1 - Metal Casting Fundamentals PDFHusain AliNo ratings yet
- Unit1 - 6 - Solidfication - CoolingDocument30 pagesUnit1 - 6 - Solidfication - CoolingPrajesh KrishnaNo ratings yet
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Hot and Cold Working ProcessesDocument11 pagesHot and Cold Working ProcessesKunal BorkarNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- PT R19 - Unit-5Document20 pagesPT R19 - Unit-5C MohanNo ratings yet
- Chap # 02, CastingDocument57 pagesChap # 02, CastingHassanMahmoodNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Metal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyDocument58 pagesMetal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyAditya UNo ratings yet
- Pemilba CastingDocument8 pagesPemilba CastingRefky FNo ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Chapter 2 Metal Casting ProcessesDocument59 pagesChapter 2 Metal Casting Processesdagimawgchew777No ratings yet
- Material Processing DefectsDocument52 pagesMaterial Processing DefectsAmeem TariqNo ratings yet
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamNo ratings yet
- CH 10Document31 pagesCH 10fateh mehmoodNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Special Casting ProcessesDocument25 pagesSpecial Casting ProcessesV Phanindra BoguNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Digital Assignment 2: 1.classify Various Continuous Casting Process With The Help of Simple SketchesDocument11 pagesDigital Assignment 2: 1.classify Various Continuous Casting Process With The Help of Simple SketchesAdarsh NageshNo ratings yet
- Contents:: Properties of Hot and Cold Drawing Process Advantages & Disadvantages BibliographyDocument7 pagesContents:: Properties of Hot and Cold Drawing Process Advantages & Disadvantages BibliographyMithun MuraleedharanNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocument54 pages2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005No ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument37 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingNihad MohammedNo ratings yet
- Lecture 11Document22 pagesLecture 11Huraira AbidNo ratings yet
- Teknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Document62 pagesTeknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Aszhari AszhariNo ratings yet
- Topic 4 Contemporary Casting ProcessesDocument47 pagesTopic 4 Contemporary Casting ProcesseslucasNo ratings yet
- Introduction To Casting DefectsDocument234 pagesIntroduction To Casting Defectsyash100% (1)
- Unit 6 (Metal Processing)Document33 pagesUnit 6 (Metal Processing)Syfull musicNo ratings yet
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Casting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurDocument14 pagesCasting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurJahid JoyNo ratings yet
- Module 3Document107 pagesModule 3uditNo ratings yet
- Bulk Deformation Processes in Metal WorkingDocument83 pagesBulk Deformation Processes in Metal WorkingMr-Mk MughalNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- Chapter 2 Casting: Manufacturing ProcessesDocument52 pagesChapter 2 Casting: Manufacturing ProcessesnunuNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- MPP - SRS Class 4 Casting ProcessDocument35 pagesMPP - SRS Class 4 Casting ProcessAngelNo ratings yet
- Metal Fabrication TechniquesDocument29 pagesMetal Fabrication TechniquesAnn NavarroNo ratings yet
- ميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesDocument45 pagesميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesAbdullahNo ratings yet
- Metal CastingDocument23 pagesMetal CastingIntan Nurhaslinda100% (1)
- Metal CastingDocument58 pagesMetal CastingTusharNo ratings yet
- Manufacturing Processes Project: Automotive Differential: Group 3Document6 pagesManufacturing Processes Project: Automotive Differential: Group 3Pratik AcharyaNo ratings yet
- Rolling MachingDocument19 pagesRolling MachingPramodPradhanNo ratings yet
- Metal-Casting Processes and EquipmentDocument48 pagesMetal-Casting Processes and EquipmenttemesgenNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Shell CastingDocument24 pagesShell CastingMuhammad IshaqNo ratings yet
- Defects in Forming ProcessDocument7 pagesDefects in Forming ProcessDhruv BhandariNo ratings yet
- Cast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHDocument40 pagesCast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHjaybertvillones6No ratings yet
- UNIT - I Short Notes Metal FormingDocument31 pagesUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97No ratings yet
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97No ratings yet
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97No ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97No ratings yet
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97No ratings yet
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97No ratings yet
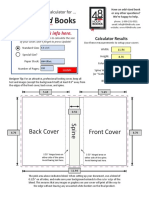
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97No ratings yet
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97No ratings yet
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97No ratings yet
- List of Registered Plastic Recycling UnitsDocument22 pagesList of Registered Plastic Recycling UnitsEaswari PrabhuNo ratings yet
- Wollastonite Raw Materials and Their Applications (A Review)Document5 pagesWollastonite Raw Materials and Their Applications (A Review)duyen nguyen chi luongNo ratings yet
- Lesson Plan in Metal and Non MetalsDocument4 pagesLesson Plan in Metal and Non MetalsmarcNo ratings yet
- JKT - Price List Promo YESDocument1 pageJKT - Price List Promo YESlaay lightNo ratings yet
- MINERALSDocument17 pagesMINERALSKarl mhelo JazminNo ratings yet
- Recovery Recrystallization Grain GrowthDocument13 pagesRecovery Recrystallization Grain GrowthsivaenotesNo ratings yet
- Cupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)Document430 pagesCupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)SPYDERSKILL90% (10)
- IMA Commission On New Minerals, Nomenclature and Classification (CNMNC) - Newsletter 61Document6 pagesIMA Commission On New Minerals, Nomenclature and Classification (CNMNC) - Newsletter 61DerianSyahNo ratings yet
- So Sanh CableDocument8 pagesSo Sanh CablehungleteNo ratings yet
- ESE Rereg Question Paper PM TE Prod RLK-Dec 2009Document2 pagesESE Rereg Question Paper PM TE Prod RLK-Dec 2009rahul72No ratings yet
- Product Catalogue HSADocument9 pagesProduct Catalogue HSASalapang MotorNo ratings yet
- Mineral AliasDocument2 pagesMineral AliasKimberly AceradoNo ratings yet
- Chapter 3: The Structure of Crystalline Solids: Energy and PackingDocument36 pagesChapter 3: The Structure of Crystalline Solids: Energy and PackingAruzhanNo ratings yet
- 5750-Article Text-18609-1-10-20221028Document10 pages5750-Article Text-18609-1-10-20221028Dafa RamadhanNo ratings yet
- Fundamental Batu MuliaDocument6 pagesFundamental Batu Muliaaloysius andriantoNo ratings yet
- Kelompok 4 - Classifications of Materials - PPTDocument15 pagesKelompok 4 - Classifications of Materials - PPTAnnas HanifNo ratings yet
- Derivations 2nd Puc NewDocument5 pagesDerivations 2nd Puc NewVinayak BhatNo ratings yet
- Lecture # 2: Department of Mechanical Engineering UMT LahoreDocument19 pagesLecture # 2: Department of Mechanical Engineering UMT LahoreAsfand KhanNo ratings yet
- Structure of MetalsDocument2 pagesStructure of MetalsSam Wilcock100% (1)
- Achieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyDocument9 pagesAchieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyPATIL VISHWESH NARENDRANo ratings yet
- Lecture 19 12sep17Document35 pagesLecture 19 12sep17navishNo ratings yet
- Solution Manual For Materials For Civil and Construction Engineers 4Th Edition Mamlouk Zaniewski 0134320530 9780134320533 Full Chapter PDFDocument28 pagesSolution Manual For Materials For Civil and Construction Engineers 4Th Edition Mamlouk Zaniewski 0134320530 9780134320533 Full Chapter PDFrolland.pletcher494100% (18)
- DAILY PLAN - Shift 2 19-Nov-2020-Shift 1 20-Nov-2020: PT M It Rabara Adiperdan A, T B KDocument8 pagesDAILY PLAN - Shift 2 19-Nov-2020-Shift 1 20-Nov-2020: PT M It Rabara Adiperdan A, T B Klamosy78No ratings yet
- Periodic Table Color CodedDocument1 pagePeriodic Table Color CodedETHAN HENG ZENG AN MoeNo ratings yet
- Materials and DensitiesDocument5 pagesMaterials and Densitiesitsjust4funNo ratings yet
- SolutionManual ch01Document12 pagesSolutionManual ch01juan david trespalaciosNo ratings yet
- Cross Reference Mann 00025Document1 pageCross Reference Mann 00025GerenciamentoNo ratings yet
- Sample - Summary Transmission DT19Document2 pagesSample - Summary Transmission DT19Deni IndraNo ratings yet
- ASTM B 564 Specifications For Nickel Alloy ForgingsDocument8 pagesASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanNo ratings yet




































































































Download as ppt, pdf, or txt
You might also like
- Mineral AliasDocument4 pagesMineral AliasBNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- 2a-CASTING FUNDAMENTALSDocument26 pages2a-CASTING FUNDAMENTALSIzzat IkramNo ratings yet
- Lec 3_MMB 332 - 2020_Solidification in MetalsDocument45 pagesLec 3_MMB 332 - 2020_Solidification in Metalskgotla lefikaNo ratings yet
- MPP - 4 Casting Process - SRS - 2014Document38 pagesMPP - 4 Casting Process - SRS - 2014SpidyNo ratings yet
- BMP (Class 06-Class 07) Casting 01-6-7Document28 pagesBMP (Class 06-Class 07) Casting 01-6-7Asesh PramanikNo ratings yet
- MetalCasting 2Document38 pagesMetalCasting 2P2109 Praphul HampapuramNo ratings yet
- Casting PDFDocument86 pagesCasting PDFBIPINNo ratings yet
- ENSC3002: Manufacturing and Materials: Lecture 2: Casting IntroductionDocument30 pagesENSC3002: Manufacturing and Materials: Lecture 2: Casting IntroductionRoger HanNo ratings yet
- 1 - Metal Casting Fundamentals PDFDocument38 pages1 - Metal Casting Fundamentals PDFHusain AliNo ratings yet
- Unit1 - 6 - Solidfication - CoolingDocument30 pagesUnit1 - 6 - Solidfication - CoolingPrajesh KrishnaNo ratings yet
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Hot and Cold Working ProcessesDocument11 pagesHot and Cold Working ProcessesKunal BorkarNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- PT R19 - Unit-5Document20 pagesPT R19 - Unit-5C MohanNo ratings yet
- Chap # 02, CastingDocument57 pagesChap # 02, CastingHassanMahmoodNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Metal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyDocument58 pagesMetal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyAditya UNo ratings yet
- Pemilba CastingDocument8 pagesPemilba CastingRefky FNo ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Chapter 2 Metal Casting ProcessesDocument59 pagesChapter 2 Metal Casting Processesdagimawgchew777No ratings yet
- Material Processing DefectsDocument52 pagesMaterial Processing DefectsAmeem TariqNo ratings yet
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamNo ratings yet
- CH 10Document31 pagesCH 10fateh mehmoodNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Special Casting ProcessesDocument25 pagesSpecial Casting ProcessesV Phanindra BoguNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Digital Assignment 2: 1.classify Various Continuous Casting Process With The Help of Simple SketchesDocument11 pagesDigital Assignment 2: 1.classify Various Continuous Casting Process With The Help of Simple SketchesAdarsh NageshNo ratings yet
- Contents:: Properties of Hot and Cold Drawing Process Advantages & Disadvantages BibliographyDocument7 pagesContents:: Properties of Hot and Cold Drawing Process Advantages & Disadvantages BibliographyMithun MuraleedharanNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocument54 pages2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005No ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument37 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingNihad MohammedNo ratings yet
- Lecture 11Document22 pagesLecture 11Huraira AbidNo ratings yet
- Teknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Document62 pagesTeknologi Manufaktur (TPS-1116A) : Prodi Teknologi Pengolahan Sawit (D-3) Institut Teknologi Sains Bandung (ITSB) 2021Aszhari AszhariNo ratings yet
- Topic 4 Contemporary Casting ProcessesDocument47 pagesTopic 4 Contemporary Casting ProcesseslucasNo ratings yet
- Introduction To Casting DefectsDocument234 pagesIntroduction To Casting Defectsyash100% (1)
- Unit 6 (Metal Processing)Document33 pagesUnit 6 (Metal Processing)Syfull musicNo ratings yet
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Casting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurDocument14 pagesCasting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurJahid JoyNo ratings yet
- Module 3Document107 pagesModule 3uditNo ratings yet
- Bulk Deformation Processes in Metal WorkingDocument83 pagesBulk Deformation Processes in Metal WorkingMr-Mk MughalNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- Chapter 2 Casting: Manufacturing ProcessesDocument52 pagesChapter 2 Casting: Manufacturing ProcessesnunuNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- MPP - SRS Class 4 Casting ProcessDocument35 pagesMPP - SRS Class 4 Casting ProcessAngelNo ratings yet
- Metal Fabrication TechniquesDocument29 pagesMetal Fabrication TechniquesAnn NavarroNo ratings yet
- ميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesDocument45 pagesميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesAbdullahNo ratings yet
- Metal CastingDocument23 pagesMetal CastingIntan Nurhaslinda100% (1)
- Metal CastingDocument58 pagesMetal CastingTusharNo ratings yet
- Manufacturing Processes Project: Automotive Differential: Group 3Document6 pagesManufacturing Processes Project: Automotive Differential: Group 3Pratik AcharyaNo ratings yet
- Rolling MachingDocument19 pagesRolling MachingPramodPradhanNo ratings yet
- Metal-Casting Processes and EquipmentDocument48 pagesMetal-Casting Processes and EquipmenttemesgenNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Shell CastingDocument24 pagesShell CastingMuhammad IshaqNo ratings yet
- Defects in Forming ProcessDocument7 pagesDefects in Forming ProcessDhruv BhandariNo ratings yet
- Cast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHDocument40 pagesCast Iron: Presented by Dr. Nur Farhana HAYAZI Date: 1 December 2023 Email: Nurfarhana - Hayazi@g.batstate-U.edu - PHjaybertvillones6No ratings yet
- UNIT - I Short Notes Metal FormingDocument31 pagesUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97No ratings yet
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97No ratings yet
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97No ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97No ratings yet
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97No ratings yet
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97No ratings yet
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97No ratings yet
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97No ratings yet
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97No ratings yet
- List of Registered Plastic Recycling UnitsDocument22 pagesList of Registered Plastic Recycling UnitsEaswari PrabhuNo ratings yet
- Wollastonite Raw Materials and Their Applications (A Review)Document5 pagesWollastonite Raw Materials and Their Applications (A Review)duyen nguyen chi luongNo ratings yet
- Lesson Plan in Metal and Non MetalsDocument4 pagesLesson Plan in Metal and Non MetalsmarcNo ratings yet
- JKT - Price List Promo YESDocument1 pageJKT - Price List Promo YESlaay lightNo ratings yet
- MINERALSDocument17 pagesMINERALSKarl mhelo JazminNo ratings yet
- Recovery Recrystallization Grain GrowthDocument13 pagesRecovery Recrystallization Grain GrowthsivaenotesNo ratings yet
- Cupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)Document430 pagesCupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)SPYDERSKILL90% (10)
- IMA Commission On New Minerals, Nomenclature and Classification (CNMNC) - Newsletter 61Document6 pagesIMA Commission On New Minerals, Nomenclature and Classification (CNMNC) - Newsletter 61DerianSyahNo ratings yet
- So Sanh CableDocument8 pagesSo Sanh CablehungleteNo ratings yet
- ESE Rereg Question Paper PM TE Prod RLK-Dec 2009Document2 pagesESE Rereg Question Paper PM TE Prod RLK-Dec 2009rahul72No ratings yet
- Product Catalogue HSADocument9 pagesProduct Catalogue HSASalapang MotorNo ratings yet
- Mineral AliasDocument2 pagesMineral AliasKimberly AceradoNo ratings yet
- Chapter 3: The Structure of Crystalline Solids: Energy and PackingDocument36 pagesChapter 3: The Structure of Crystalline Solids: Energy and PackingAruzhanNo ratings yet
- 5750-Article Text-18609-1-10-20221028Document10 pages5750-Article Text-18609-1-10-20221028Dafa RamadhanNo ratings yet
- Fundamental Batu MuliaDocument6 pagesFundamental Batu Muliaaloysius andriantoNo ratings yet
- Kelompok 4 - Classifications of Materials - PPTDocument15 pagesKelompok 4 - Classifications of Materials - PPTAnnas HanifNo ratings yet
- Derivations 2nd Puc NewDocument5 pagesDerivations 2nd Puc NewVinayak BhatNo ratings yet
- Lecture # 2: Department of Mechanical Engineering UMT LahoreDocument19 pagesLecture # 2: Department of Mechanical Engineering UMT LahoreAsfand KhanNo ratings yet
- Structure of MetalsDocument2 pagesStructure of MetalsSam Wilcock100% (1)
- Achieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyDocument9 pagesAchieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyPATIL VISHWESH NARENDRANo ratings yet
- Lecture 19 12sep17Document35 pagesLecture 19 12sep17navishNo ratings yet
- Solution Manual For Materials For Civil and Construction Engineers 4Th Edition Mamlouk Zaniewski 0134320530 9780134320533 Full Chapter PDFDocument28 pagesSolution Manual For Materials For Civil and Construction Engineers 4Th Edition Mamlouk Zaniewski 0134320530 9780134320533 Full Chapter PDFrolland.pletcher494100% (18)
- DAILY PLAN - Shift 2 19-Nov-2020-Shift 1 20-Nov-2020: PT M It Rabara Adiperdan A, T B KDocument8 pagesDAILY PLAN - Shift 2 19-Nov-2020-Shift 1 20-Nov-2020: PT M It Rabara Adiperdan A, T B Klamosy78No ratings yet
- Periodic Table Color CodedDocument1 pagePeriodic Table Color CodedETHAN HENG ZENG AN MoeNo ratings yet
- Materials and DensitiesDocument5 pagesMaterials and Densitiesitsjust4funNo ratings yet
- SolutionManual ch01Document12 pagesSolutionManual ch01juan david trespalaciosNo ratings yet
- Cross Reference Mann 00025Document1 pageCross Reference Mann 00025GerenciamentoNo ratings yet
- Sample - Summary Transmission DT19Document2 pagesSample - Summary Transmission DT19Deni IndraNo ratings yet
- ASTM B 564 Specifications For Nickel Alloy ForgingsDocument8 pagesASTM B 564 Specifications For Nickel Alloy ForgingsGonzalo Orellana RomanNo ratings yet