Professional Documents
Culture Documents
P1TF51
P1TF51
Uploaded by
pmrenn0 ratings0% found this document useful (0 votes)
2K views51 pagesThis document provides a general specification for the manufacture of support equipment. It defines terms used for interpreting support equipment drawings. The specification covers definition of terms, symbols, drafting practices, tolerances, welding and brazing requirements, and acceptance test procedures. It references other applicable documents and standards. The material properties, certification requirements, and general manufacturing requirements are also specified.
Original Description:
Copyright
© Attribution Non-Commercial (BY-NC)
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentThis document provides a general specification for the manufacture of support equipment. It defines terms used for interpreting support equipment drawings. The specification covers definition of terms, symbols, drafting practices, tolerances, welding and brazing requirements, and acceptance test procedures. It references other applicable documents and standards. The material properties, certification requirements, and general manufacturing requirements are also specified.
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
0 ratings0% found this document useful (0 votes)
2K views51 pagesP1TF51
P1TF51
Uploaded by
pmrennThis document provides a general specification for the manufacture of support equipment. It defines terms used for interpreting support equipment drawings. The specification covers definition of terms, symbols, drafting practices, tolerances, welding and brazing requirements, and acceptance test procedures. It references other applicable documents and standards. The material properties, certification requirements, and general manufacturing requirements are also specified.
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
You are on page 1of 51
GE Aircraft Engines
Specification No. P1TF51 Issue No. S18
Date August 18, 19Y9
Page 1 of 47
Cage Code 07482
Supercedes P1TFSl-S17
GENERAL SPECIFICATION FOR MANUFACTURE OF SUPPORT EQUIPMENT
1. SCOPE
1.1 ~. This specification provides general information for the interpretatiQn of support equipment _
drawings, to include: definition, explanation of terms, symbols, drafting practices. shop run tolerances, welding, brazing requirements and acceptance test requirements for cable assemblies and hose and tube assemblies.
1.1.1 .QJuslficatjoo. The specification contains the foflowing class:
CLASS A • Unless otherwise specified. the requirements herein apply to all classes. 1.2 Definitions. For purposes of this specification, the following definitions shall apply:
Classes-
A means of identifying norr-interchangeabfe differences in specification requirements within a single document. Presently this specHlcafion contains only single class.
Weld metal that has penetrated completely through a parent metal section.
Bum-Thru -
Qualifying Agent-A representative of any organization who is authorized to approve records of tests performed on joints which are made in attaining qualified status.
Coupon -
A piece of metal used to prepare a specimen.
Excess Penetration (Drop Thru) - The portion of the weld mental that has penetrated completely through and beyond the underside of a welded joint.
Heat Affected Zone· Area in which the microstructure of the material or its physical characteristics are affected by the heat of welding.
An entrapped foreign substance in the weld deposit.
. Any discontinuity that is located in the weld, or in the heat affected zone of the weld, such as cracks, porosity, foreign inclusion. lack of fusion, etc.
Independent Laboratory· An organization, not affiliated with the vendor, who has the specialized equipment and personnel necessary to'inspect weld or braze specimens to the requirements harein.
Inclusion -
Indication -
R~I£WED ~ . REVIEWED REVIEWED
c:.lv~c.z./. ~
:6'7j(Q ,. -!) APfJIN)VED DlrntJBUTl~
. , 1J.~~Jt.J ;::;;-;:>:!;'.e;' '>?£., GENEIAL. ELECTRIC
aICCINMATI. OHIO 4121.
'C
~
o ... +I:: o U
+...
o c. X LU
c
m 'C o U
+I:: m
E
m +- 1;;1 +-
'00
I:: o :;::: ::l .c .;:
+- 1/1
is
-o o o
I U I r-o-
I r-II)
-o ro I'f') u,
PITF51-S18
Non-canform.irg Material -
Any material, part, or product in which one or more dlaracteristics does not conform to the re:;JUirements specified in the contract, specification, drawirg, or other applicable product description.
Pinhole - surface porosity.
pitch (of ~.l'ti!lds) - '!he center to center spacing of an intermittent weld.
Porosity - Gas pockets or small voids in metal.
Purchaser - 'lhe procurement activity of GE Aircraft Erqines that issued the procurement document invok.in; this specification. When this specification is invoked by a u.s. Government Purc:hasirg activity (ar such activity's designee) the purchaser shall mean such activity or designee as the case may bs,
DelrOnstrated capability of either a weldin:;J machine or a weldirq operator to prcduce satisfactory welds. Records of joint welded are accepted by a certifying Agent.
Reinforced Weld - A joint containing weld metal in excess of the parent net:al. thickness. Reinforcement is measured on the face side of the weld (see Fig. 11).
Qualification -
Relief - An undercut of one or more intersectirg surfaces to eliminate a fillet radius.
Specimen - A joint used to determine the adequacy of the metal joini.n;} process used.
urnercut - A groove melted into the parent metal adjacent to the toe of the weld an:i left unfilled by weld metal.
Vendor - '!he supplier duly contracted by the Purchaser to perform the" design ariljar nanufacture of the cotrpOnent.
weld Zone - Includes a heat affected zone located on each side of the weld bead.
2. APPLICABLE IXlCUMENI'S
2.1 '!he follCMirq documents form a part of this specification to the extent specified herein. Unless a specific issue is specified, the latest revision shall at=Ply.
AMEro:CAN NATIONAL srANDARDS INS'ITIUrE
646.1 SUrface TeXture (Roughness)
Y14 • 5 Dimensioning an:) Tolerancing
Y32.l0 Graphic Symbols for Fluid PcMer Diagrams
Available from: American National Stan::1ards Institute 1430 Broadway
New York, N.Y. 10018
2
P1TF51-S18
MI5 2485 AMS 3411 »fS 4190 AMS 4772 AMoS 5031 1IMS 5680 .AMS 5681
AMS 6458
Available fran:
Black Oxide Coatings
Flux, silver Brazing Aluminlml Alla.r Wire, Welding
. Brazing Filler Metal, silver Welding Electrodes Covered steel
steel Wire, Welding, Corrosion arrl Heat Resistant Weldi.rg Electrodes, Coated, steel COrrosion am Heat Resistant
steel Wire, Weldirx]
Society of AlltcmJti ve Erqineers 400 eormr.:::,nwealth Drive Warrendale, FA 10017
AWS A2.5
AMERICAN WELDING SOCIEI"i
Available fran:
AWS 0 1.1 AWS B 2.1 AWS B 2.2
symbols for WeJ.diIg am Non:1estructive ~
American Welc:lirq Scx:iety 2501 N.W. 7th street Miami, Florida 33125
structural Weldin;J COde
Welding Procedures and Performance Qualification Brazirq Procedure ard Performance I),lalifica.tion
AMERICAN socrzrv FOR TESTING MATERIAlS
ASlM ElBa Metric Practice Guide
Available fran: American SOCiety for Testirg & Materials 1916 Race street
Philadel}:hla, PA 19103
DlS'ITIUrE OF ELECI'RICAL AND ELECI'RONICS ENGlNEERS
IEEE SID 315 GraIXlic Symbols for Electrical an:l Electronics Diagrams GE AIRCRAFT ENGmE SPECIFICATIONS
P23TF3
Identification Mar~
FEDEPAL CATAI.CGING HANDBCXJKS
H4/HSA
COmmercial am Government Entity (CAGE)
AMERICAN SOCIEIY OF MEC:fii\NICAL ENGrnEERS Boiler and Pressure vessel CO::le pection IX
Available from: '!he American SOCiety of Mechanical Engineers
united En;ineeri.n;J center 345 East 47th
New York, N.Y. 10017
3
PITF51-S18
NATIONAL BUREAU OF STANDARDS .
~SID-H28, Screw' 'Ihreads for Federal Service
Available fran:
SUperirrt:endent of Documents U.s. Government Printing Office Washington, D.C. 20402
MILITARY Sl'ANDARDS
mr.r--S'ID-12 Abbreviations for Use on Drawin3s am in Technical Publications
Available fran: ~ Officer
Naval Publications & Forms Center 5801 Tabor Ave.
Philadelphia, PA 19120
MIL-STO-4S4 Electronic Equipment, Standard General Requirements For
MILITARY SPE:IFICATIONS
MIL-C-13924 Black OXide Coat.i.ng for Ferrous Metals
MIIrS-7742 Screw ntreads, standard, Opt.imum Select.e:::t Series: General Specification for
MrL-S-8879 Screw 1l1reads, Controlled Root with Increased Minor Diameter: General Specification for
MIL-SID-6866 Inspection, Penetrant Method of
Available fran: COnrnarrling Officer
Naval Publications & Fonns Center 5801 Tabor Ave.
Philadelphia, PA 19120
GENElW:.. ELErIRIC SPEX:IFICATIONS
P24TF169
Acceptance Test Procedure, Hose ap:I 'lUbe Assemblies Acceptance Test Proce::lure, Engine ~ Equipnent Cable Assemblies
P24TF170
2.2 P1:.ecedence. In the event of a conflict in requirements, the order of
precedence shall be as follows:
1st !he Drawing
2m other Specifications Referenced on the Drawing 3rd This Specification
4th All Specifications Referenced Herein
2.2.1 For referenced specifications, the latest revision in effect on the date of invitation for bid shall apply unless a specific revision is specified.
4
P1TF51-S18
3. MATERIALS AND PROCESSES
Pro erties. Finished part mechani~al properties ~a~n~~~r~d~n~e~s~s~r-e~q~u~1~r~e~m~e~n~t~s~a~r~e~~e~signated on the drawing by
the material specification supplemented where necessary with a drawing note or notes. The condition and form of the starting material need
not be the same as those of the finished part.
3.1.1 Heat Treatable Alloys. For materials which develop their machanical properties through heat treatment (e.g. alloy steels, heat treatable aluminum alloys, etc.), the finished part mechanical properties and hardness requirements are generally designated by the material specification supplemented by a heat treat note or notes. In case there is no heat treat note on the drawing, the finished part mechanical property and hardness requirements will be those specified by the material specification.
3.1.2 Non-Heat Treatable Allol!. For materials which do not develop their mechanical properties through heat treatment (e.g. plain austeni tic stainle'ss steel, work hardenable aluminum alloys, etc.)
the finished part mechanical properties are influenced by the properties of the starting material, by fabrication of the part and by stress relieving or annealing operations. In the absence of modifying drawing notes, the finished part mechanical properties and hardness requirements are those of the material called out.
3.1.3 Material and Process Certifications. Certification shall be provided for all materials and processes (except certifications are not required for low carbon steel with a carbon content of less than .30 percent except when specified on the drawing), unless' exempted by the purchase order. Tracability of material and process compliance to the supplier's source will be adequate control.
3.1.4 Interpretation of Materials Callout. Whenever low carbon steel SAE 1010 through 1030 or SAE 1010 through 1020 is specified on the drawing, alternate steel ASTM .4\36 or ASTM ASOO may be used.
4. GENERAL REQUIREMENTS
4.1 Forei~n Material. Contamination such as machinin~ chips
rinding dust, forming materials, loose heat-treat sca~e, ox~de, rust,
~il and other foreign materials shall not be present ~n or on parts ~r ass~mblies. In addition, all parts shall be clean and free from fo~e~gn material prior to any welding, brazing~ heat treatment or surface f1n~shes.
1 All parts shall be inspec.ted for visual flaws. Cracks
4.2 F aws. dli b be
are not acceptable and evidence of flaws, m~shan nq, or a use.~y
cause for rejection. Visual flaws are thoS7 that c~ be seen W1 ~~ro u to two ower magnification in adequate l1ght. H1ghe~ po~er magn1 flcation m~y be used if necessary for example to determ1ne l.f a flaw
is a scratch or crack.
.5
PITF51-S18
4.3 Abbreyiation and Symbols. Abbreviations, electronic symbols, and reference designations, metric symbols and t:ermJnology shall be iD1eq)reted in accordance with MIL-STD-12, IEEE Std 315, ANSI Y32.10, and ASTM E380 respectively. The following abbreviations are in additions to MJL..STD-12:
Axial Cobalt
Compressa Rear Frame Constant Speed Drive High Pressure Turbine
AX CO CRF CSD HPJ'
LPr OGV RE TMF TRF FMF
Low Pressure Turbine Outlet Guide Vane Rear
Turbine Mid Frame Turbine Rear Frame First Made For
4.3.1 Delta General Note, Pelta may be used to communicate information oflocal significance which is too extensive to be placed on the field of the drawing; cr would require unnecessary repetition. When this method is used to cross reference general notes to items on the field of the drawing. a delta triangle with the appllcable general note DUIDber appearing within the delta symbol is placed at the application point(s) on the field of the drawing and a delta is placed around the general note nUmber.
4.4 Retention of.Recoois. The vender shall retain records of product acceptance, procedures. including material and beat treat certifications, X-ray film and labcra«xy reports fa a period of 5 years or as specified in the purcbase order.
4.5 QualtficatlQn Starus. A qualification status clock may appear on the face of a drawing or specification. This is a temporary notation to alert users and manufacturers that the item has not been qualified fer use on any engine. Parts should not be manufactured to drawings or specifications so marked without the knowledge of the appI opriate design group so that the relative risk of manufacture can be communicated and any outstanding design changes, etc. provided. Only the Parts IX Groups noted in the block are affected.
4.6 Identification Marking. The procured end item shall be marked by drawing type JX"I the arrangements of the numbers and are not to be included as part of the marking. If space is inadequate on item using the smallest character size (see 4.6.1.3), variations from these arrangements are acceptable provided there can be no misinterpretation of identification marking.
4.6.1 Mat:ki.n&Metbod Shall be as Spr&ifiecj pecDrawing. Spare parts er other items. when ordered separately, and which the drawing does nOl specify marking method of location. shall be marked with design activity Cage Code, ldent No. and Mfg Cage Code in .13-.25 high characters as illustrated in Figure 17. Alternate marking methods may be used so long as tool function is not affected and the marking is permanent. See Figure 18 for acceptable alternate marking methods. When items cannot be physica11y marked because of lack of marking space (or because marking would have a deleterious effect) the items shall be tagged or packaged and the tag or package marked with waterproof marking with design activity Cage Code. ldent No. and Mfg Cage Code in .13-.25 high characters as illustrated in Figure 17.
6
PITF51-S18
, ,
4. 6.1.1 ~:~.?rk_:L~Locatio~,. When the location is not specified on drawing, location is optional and the supplier wi.ll choose an appropriate visible location. Whenever practicable, the marking of the item shall be located in such a manner as to allow its being visible during use.
4.6.1.2 ~~r~_~eJ:ter ~,~. Letters shall be all capitals without serifs, such as Gothic or Futura. All numerals shall be Arabic except when Roman nume r a l s are used for type designation in military specification and standards. The outline of each character shall be minimum of 80 percent complete. Adjacent characters shall not touch.
4.6.1.3 ~a:t:.king CI_1ar"~~r Size. Characters shall be .06 to .25 inches {l.S to 6.4mm) in size. Character size within the specified tolerance, shall be as large as the designate-d marking area penni ts.
4.6.1.4 Mal.'~l.!1__g:_ Legil'Jl_~_~· To enhance legibility, fill.recessed lettering with a permanent material (such as engraver's ink or enamel paint) of a cont~acting color (black or white, Whichever color provides the greatest contrast) .
4.6.2 r-:lan.:£f?-.s.!_urer '!? C?de. The vendor shall mark the part with his cage code per H4/HB (previously E'SCM) as shown in 'figure 1'7. With prior approval of the purchaser and customer, if the vendor has not been assigned a Hanufacturer's Cage Code by the Department of Derense, he may mark the part with his name or trademark. This marking shall occupy approximately the same space as if the Manufacturer's Cage Code (a five character alpha numeric code) were used.
4.6.2.1 tvjanufacturer' s Part Identification Number.
"'_.p._- -.-.-~------.-.-. ..- ..... -.~--,-,-,----.-.-.--
(manufacturer i s ) own part of identifying numbe r shall be
Figure 17. The number can typically be found at the top and specification control drawings.
The vendor's marked as shown in of source control
4.6.2. 2:Qestgn ,T.I • .5:ti~~_SL __ code. activity Cage Code or GE Cage code in Figure 17. This identification right corner of the title block on numbe r ,
The vendor shall mark the design (previously FSCM) in the location as shown number can typically be found in the lower the drawing, to the left of the drawing
4.6.2.3 ~;E's Par~_,__9_E_,..!issemb~',_}d_~_,~ficati~,_Number. The vendor shall mark GE's part or assembly identification number in the block a.s shown in Figure 17. This identification number can t.ypically be found on a part or assembly identification block on the drawing.
7
PITF51-S18
*4.6.2.4 Serialized Part Marking. Support Equipment serialization shall be limited to ttl-ree digits commencing with 001. Serial numbez s shall be assigned and controlled by the manufacturers.
Prawinl 1'ype , Marking R.=quiremen1ll
DesilJl Activity Case Code OS Part ldcD., 'No.
ScriallDd b·· I ~
Pan : J I
CT=J . ~Na •
Mfr Case Code 4.6,3 Nameplate MarJs..~. I f the drawing specifies use of a General Electric nameplate (such as NP186007) which does not have adequate space for marking per Figure 17, a larger nameplate (such as NPI022T59POl shall be
substituted) .
4.6.3.1 Source Control Markin;;[. When marking source control items, they shall-be marked per Figure 17.
4.6.3.2 §pecification,C<?.Q!:Eol Marking. When marking specification control items, they shall be marked per Figure 17.
7A
PITF51-S18
THIS PAGE INTENTIONALLY LEFT BLANK
'7B
PI TFS1-S18
4.6.4 Marking COrrections. When markin;y of an otherwise serviceable part is incx>nsistent with the identification marking requirements of paragraph 4.6 D(Figure 17) of this specification, the erroneous markin:J shall be corrected usin; a method nat harmful to the serviceable part. The correction shall be made by obliteratirg d1aract:ers or adciin;; characters using the specified marking methods or alternative markir¥J methods in Figure 18.
4.6.5 Deleted
4.7 Drawing Errors. When suspect errors are foun:i on drawirgs or ' specifications, the ven:lor will report the same in writin; to the }:UrChaser's contract administrator for interpretation am clarification or corrective action as
required.
4.8 Hydraulic/Prleut1!gtic Assemblies.. unless otherwise stated on the drawin:J Teflon tape may be applie:1 to all pipe threads at assembly. But pipe dope, etc. ' shall not be used unless specifically allCMed by the drawin:J. No sealent material shall be applied to tubirg fittin;Js, "0" ring joints, etc. All assemblies shall be tested for leakage after assembly.
4.9 WorkmanshiJi? '!he workmanship an:l finish on all parts shall be in ac:x:ordance with stardard Quality Manufacturirg practice arrl shall be in accordance with the function of the part.
. 4. 9.1 Bf:t:1nspectiOD - Purchaser's Option. '!he purchaser reserves the right to subject any part to any test or inspection necessary to determine confonnance to this S{:eCification or the drawil'q.
4.9.2 J3.lack OXide Finish Inspection Reguirements. Black oxide finished surfaces shall be inspected per the acceptance criteria defined in At=Perxlix A.
4.10 Solderin~. All soldered electrical connections and associated processes shall meet the requ1rements of MIL-STD-4S4 Requirement 5.
4.11 Crimping of Solderless Connections. All crimping of solderless connec~ tions and associated processes shall meet the requirements, of MIL-STD-4S4 Requirement 19.
8
PITF51-S18
5. DIMENSIONAL REQUIREMENTS
5.1 Intsrpretation of Dimensioning and Tolerancing.
Interpretation of dimensioning and tolerancing shall be in accordance . with ANSI Y14.5. Welding and brazing dimensioning and interpretation of weld and braze symbols shall be in accordance with AWS A2.4.
5.2 units of MeAsure. Unless otherwise specified, all values are specified in us. customary Units. Values specified in the International System of Metric units (SI Units) conform to AS.TM E3S0. ~l values apply at the standard temperature of 6S·P (20·C) •. Measurements may be made at other temperatures provided adequate compensation is made.
5.3 Inte~retation o~ Numerical VAlues. All numerical values are considered absolute. Dimensional .limits, regardless of the number of decimal places, are to be used as if they were continued with zeros. Any deviation, however small, outside the specified limiting value signifies nonconformance. See section 9 for measurement equipment requirements.
5.4 finished Part DimensioDa. Dimensions appearing on drawings and in specifications define the finished item and shall be met when the part is free from external forces unless otherwise specified on the drawing and after all processing such as heat treating and machining are complete. The dimensions also include the effects of surface coatings except for organic coatings such as paint and lubricants in which case dimensions apply prior to coating.
9
P1TF51-S18
ORA WING lYPE
MARKING REQUIREMENTS
DETAn..PART
DESIGN ACfMTY CAGE CODE GE PART I DENT NO.
b-I 'l 9
MFR CAGE CODE
ASSEMBLY
DESIGN ACfMTYCAGE CODE GE ASSEMBLY I DENT NO
~ " .
L_jAssvl I
9
MFR CAGE CODE
D.A. CODE Till Dlaip Aamry aGE CAGE CadI!: Naat.' C8111c bat on ....... ill .. --rilM--Tllelb:t. _ U.2.1. GE IDENT NO. TIlt GE 1'Ift« AlIaii)' J4adicaiao Na._ emile fauDd ill PIn. ~ WersiIiaDan llact _. -.q..4.6lJ
MFR CAOE CODE 1ht Manulacutn CAGE Code ill rift .p UIipIIf JCU' CIIIIIpID)' Ity 1ia T.IIpcuretoiDefaac. _ '-6.2
MFR PARTIDENT NO. ThdAaauf .... ',_idnit----r s.uc..s.-a .... ec..aI ...... _',ul
.. SOURCE CONTROL n.: D.A. CAGE Code raDOMld by SOO4I11d GE PAltT IDENl' NO~ _ UJ.I 4.61.t e. ".~ .2..1
i)w:n -tbe MfR.', CACECode foDowld by." H- MF1l IDENTNO .. _4.1.& 4.6.2.' SPECIFJCA nON CONTROL Tbe MfR', CAGE Code raDDMId by I doh (.) IRd MAt mENT NO .. _ 4.6.1.l. 4.6.2.t 4.6
Do Not u.re .IBOXES I QS pan of 1M Itktui/icalUm MDriin, Nwnbtn.tMy only show 'MiT loctztiDft.
------ -----
- -- - - -- - - -- - - - - -
-- -- - - ---- - --~ ------
10
PITF51-S18
.' AL1ERNA TIVE
MARKING METIiOD RECOMMENDED RECOMMENDED
SPECll'Ittl oS'TH OF MARKING MARKING METHODS DflITH OF MARKISO
Metal Stamping .. " .010 Machine Engraving .010
Machine Engraving, .010 NONE
Electro-chemical Etch .0004 NONE
Scribing .010 Machine Engraving .010
Mew Stamping .0 to
Molded I Intcgyal .010 Machine Engraving .010
Rubber stamp Stencil
Stencil Screen printing
. Figure 18 - Marking Methods
11
P1TF51-S18
6 ~ SHOP RUN TOLERANCE - MACHINED FEATURES
6.1 Maehined Features Symbol. Surfaces ana features indicated by the lIymbol 51" shall conform to the form ana positional tolerances of section 6~2, resarates. of how they were proauced. Obvious machined features such as spotfacea. chamfers. screw threads, ana drilled and reamed boles, shall conform to section 6.2 without being identifiee by the symDol. since the symbol is used only when the manufacturing process is not certain. All obvious sheet metal features shall conform to a.etion 7.
6.2 !pieranees of Form and Position. If the arawing aoes not specify allowable variations on form and position the following tolerance. shall apply.
6.2.1 Run-out. The run-out of any diameter shown concentric about an axis shall not exceed 0.005 rIM with respect to any othe: diameter shown concentric to that aame axis. If a datum axis is established by the drawin~, the run-out ahall be in relation to that aatum axis. The axes of other regular features shall be concentric with each
other or other coaxial diameters within 0.005 FL~.
6.2.2 Flatness/Straightness/True Contour. Variation in flatness, straightness and true contour ahall not exceed the values shown in Table I.
Table I - Variation from Flatness, Strai;htnes. & True Contour
,
SORFACE ROOGaNESS ,. LENGI'H IN WHICH TOTAL
TOLERANCE CAN OCCUR (INCH) TOLERANCE {IN}
v-nd SMOOTSER UP TO 6.00 .. 004
,
OVER 6'.00 .006
COARSER T~ UP TO 6.00 .006
OVER 6.00 UP TO 12.00 .OOB
OVER 12.00 .012 6.2.3 Parallelism and Perpendicularity. The elements of flat machined surfaces shown parallel or perpendicular and dimensioned from
a common datum shall be parallel or perpendicular to each other within'
a total tolerance equal to 0.002 per inch of length with a maximum of 0'.015 total for elements twenty inches and lesa and 0.030 total for lonqer elements. For the perpendiculuity of thread.ed features# see 6.80
12
PITF51-S18
6.2.4 Run-Out - Circular (Face Run-Out). The maximum circular run out of any circular element at right angles to its axis shall not excee~ the values shown in Table II.
Table II - Run-Out - Circular
DIAMETER (INCH) CIRCUlAR
RTJN-OUT-FIM (IN)
0 '1:0 l.OO 10cL .001
Over l.OO to 2.00 incl. .002
Over 2.00 to 3.00 incl. .003
Over .3.00 to 4.00 incl. .004
Over 4.00 to 5.00 incl. .005
Over 5.00 to 12.00 incl .007
Over 12.00 to 20 .. 00 incl. .. 010
Over 20.00 .020 6.3 Br.eaking Sha~ Edges on Machine'd Surfaces. Sharp ed.ges and loose or adhering burrs shall be removed to facilitate safe h~dling and to prevent mating parts from being cut and scored. They may be removed 'by any suitab'le process, but the radius or equivalent shall not exceed the values shown in Figure 1. Inspection with gages or optical magnification is not required~ sight or feel is acceptable •
• 01 - .03
Any smooth merging of the surface lying in area A-B-C is acceptable.
Figure 1 - Bre"akinq Sharp Edges' on Machines Surfaces
6.4 Blending Surfaces. All connecting curved surfaces or curved and plane surfaces shown as tangent shall blend smoothly.
6.5 Center Boles. C~nter holes are permitted. in flat end shafts and shall be commensurate with the shaft end diameter. They will not be shown on drawings except where necessary to limit their size.
13
PITF51-S18
6.6 Surface Texture (Roughness). The surface texture calLouts are in accordance with ANSI 846.1.
When the drawing specifies a surface texture on all surfaces, the foLlowing surfaces are not required to meet the specified surface texture. These parts or surfaces are acceptable if properLy prepared and treated per the applicable protective finish note starting with the as received surfaces.
(a) CommerciaLly available purchased parts incLuding military standard parts if the original surface texture has not been machined or modified.
(b) Surfaces of pLastisol, paint, other coatings or non-metallic materials that when applied or processed in a professional manner normally do not result in a surface texture that is ~ithin the drawing limit.
ee) Structural shapes (1 beams, channels, structural tubing, etc.) except that exposed cut ends or machined areas of structural shapes shall conform to the overall surface texture requirements. (Bar stock, sheet stock, coil stock and pLate stock are not considered structural shapes)o
.'
14
6.7 Sootface. When a spotface is called for on the drawing, the requirement: of both Figures 2a and 2b shall apply. The spotfac:e diameter specified on the drawing is the diameter of the ~~tter. The diameter of the flat is obtained by subtracting twice the corner radius from this diameter. Thespotface diameter may not be evident on many parts because, the depth 'Of most spotfacesle less than the full corner radius.
Min area of spotface equals 90% of complete cleanup
_.02 Max excess depth
Spotface Diameter
Not le.8 than' min part thiCkness
(a) (b)
Figure 2 - Spotface Tolerances
, 6.8 Screw Threads.
6.8.l Incomplete Threads. The thread length indicated on the drawing is for minimum gage fit. Incomplete threads beyond this point (for lead of tap or die) shall conform to the applicable thread specification referenced on the drawing.
6.8.2 Perpendicularity. The axis of both internal and external threaded features, as determined by the pitch diameter; shall be per?endieular to the face or shoulder within 30 minutes in any ~irection.
6.8.3 Insert Installation. Threaded inserts shall be installed to an accuracy that results in the internal thread beinq perpendicular to the face or shoulder of the parent material within 1 degree in any
Cireetion. '.
6.8.4 countersinks. All screw threads shall have an 80-1200 countersink unless otherwise specified. Countersink shall be approximately one thread deep.
15
P1TF51-S1B
, 6.8.5 Thread Specifications. All threads shall conform to ScrewThr~ads for Federal Service, FED-STD-H28,unless otherwise specified.
6.8.6 Gaging of Screw Threads. Parts made to drawings or specifications which callout MIL-S-7742 or MIL-S-8S79 shall be gaged according to gaging, method. procedure. and thread features as refer-
enced in these specificati6ns. .
(a) Unless the Purchaser specifies a more precise control
(e.g- Method C instead of B. or Method B or C instead of A), the gaging methods in Table III shall be used for Class 3 threads. A more precise method may be used.
Table III - Thread Gaging Methods
CLASSIFICATION OF THREAD Gaainq Method
CHARACTERISTIC (See 8.0) External Threads Internal Threads
Critical C C
Major C' B
Minor (No symbol) A A (b) The method of gaging does not infer' permission to depart from specified dimensions and tolerances. Where acceptability of Class 3 threads is questionable, Method C may
be used as the referee procedure. Refer to specifications for definition of gage methods A, S, and C.
6.9 HoleB •
. 6.9.1 Perpendioularity. When a 'hole i8 ai~ensioned by other than the position tolerancing method, the hole centerline shall be perpen~ dicular to the face or shoulder within 2 degrees in any direction.
6.9.2 Run Out of Counterbores. CounterboreB, countersinks, spotfaces, and counterdrills shall be within 0.010 dia of true position in relation to the related hole.
6.9.3 Drill Point De~th Limit. The drill point depth shall not exceed one-half the, nominal hole diameter.
16
!?lTF51-S18
6.9.4 Yat HoIes. V~ holes. to equalize internal and external pressures during fabrication, stress relief, heat treat, or draining and flushing of process fluids, may be drilled in bollow members of a welded structure whose ends are sealed, with welds. A maximum of two (2) vent holes shall be drilled at the centerline of member and within 1.S inches of the ends of the member . Vent holes shall be no larger than 0.125 inch in diameter in members whose maximum width or depth is 2.0 inches or Jess. In members whose maximum width or depth exceeds 2.0 inches, vent holes may be no larger than 0.188 inch depth diameter. Vent boles are to be drilled in the largest width/depth dimension of member. Prior to final processing, an vent boles are to be plug welded or sealed with RTV and finished to match member contour and color at final finishing.
6.9.5 BJind..HoJcs. Interference fit solid pins. plugs and shafts which are to be installed into blind holes may be vented to facilitate assembly by grinding a flat on the outside diameter of up to 0.01 inch radial depth and up to 0.1 inch beyond the depth of engagement.
16A
P1TF51-S18
THIS PAGE INTENTIONALLY I,EFT BLANK
16B
PITF51-S18
6.10 Relief. When a relief is shot~ on the drawing (without dimensions) ~ and ""Iabele:l "?..ELIEF", t:te actual size and type of relief is at the vendor's discretion ~dth the following considerations and minimum values as specified in fi~~re 3.
""...-- RELIEF
a) Relief Type is Optional (Usually results in a comhination of face 'and diameter).
Flat
---RELIEF
b) Face Relief
--RELIEF
901. Dia. D Minimum
75~ Axial Flat Minimum
.Axial Flat
Dia. D.
c) Diameter Relief
Figure 3
17
P1TF51-S18
7. SBOP RUN TOLERANCE - FABRICATED ASSE.,.."BLIES AND SHEET METAL
7.1 Applicability. The requirements of this portion of the specification apply to all surfaces and features (and their inter-relationship) o£ fabricated assemblies and sheet metal parts.
7.2 Separately DetaileQ Items. Items aetailed on· separate drawings that become an integral part of a fabricated assembly shall meet their detail requirements prior to assembly. After assemblYI these item. need only confor.m to the requirements 'of the as.embly.
7.3 Breaking Sharp Edges.
7.3.1 Sheared Edges. Sheared edges are acceptable provided sharp edges are l:roken.. Sharp edges and. loose or adhering burrs shall 'be removed to permit safe handling and to prevent mating items from being
cut and scorea. They may be removed by any process provided the radius, chamfer, or equivalent does not exceed 0.010 on stock up to and includ- - in9 0.062 nominal thickness and 0.030 inch on thicker stock.
7.3.2 Outside Corners. Sharp outside corners shall be removed.
They may be removed by any process proviaed the radius. chamfer. or equivalent does not exeeed a value equal to the nominal stock thickness or 0.125, whichever is the amaller. Inspection with gages or optical maqnification is not required. Sight or feel i. acceptable. See
Figure 4. .
Radius, Chamfer, or equivalent
Nomina 1 Stock Thickness
Figure 4 - Outside Corner Sharpness
7.4 Breakaway. The maximum breakaway of punched openings and sheared edges is specified in Figure 5 •
~ Specified. f Diameter
Nominal Stock Thickness Breakaway
T (inch) B
Up to .066 .006 MAX
OVER .066 to .l25 .012 MAX
OVER .l25 to .250 .040 MAX
Over .2S0 .060 MAX Figure 5 - Breakaway
18
_"
P1TF51-S18
7.5 Blended Surfaces. All connecting curved surfaces or curved and plane surfaces, including convolutions, beads, eimples, and eyelets shown as tangent shall blend smoothly.
7.6 Flaring. A flare produced ~y a bending process is acceptable provided no cracks exist in the flare. See Figure 6.
r- ... , Dimensions
I apply here
Flare
Flaring and thinning resulting from bending
* Figure 6 - Bending,Flare
7.7 Mating Parts. Parts that mate to other parts sha 11 conform
to the same contour within the maximum gap tolerance allowed by the d.-..winq. If a maximum gap i •. not specified, the requirements of Figure 7 shall apply.
_f':i
+ .025
MAX
(a)
2°
MAX 0 (1:1) (e)
Figure , - Maximum Gap 19
PITF51-S18
7.8 Bol@s. Holes in sheet ~et~l parts and fabricated assemblies may be punched unless the surface through which the hole passes is indicated by the symbol n,Jl'1I in which case the requirements of machined features apply to the hole and to the surface so indicated. Punched holes are measured at their smallest actual diameter. See Figure 5.
The surface roughness on punched holes up to and including 0.50 diameter shall not exoeed 250 microinches and shall not exceed 500 microinches
for larger diameters. ", .
7.9 ~hickne8s After FOrming.
7.9.1 Stock Reduction. When the thickness of sheet metal is specified in note form~ e. 9., liST!{ TBK .034-.03811, a reduction in thickness in those areas affected by forming is acceptable provided that the remaining thickness ia not less than 75 percent of the nominal stock thickness. This tolerance shall not be interpreted as allowing under minimum stock thickness or reduction of stock thickness by grinding. etc. A thickness dimension appearing directly on the part delineation is an actual dimension, not a stock thickness callout, and the 2S percent re-_ duction allowed above does not apply.
7.9.2 Stock ThiCkening. A 15 percent incre.se in stocK thickness over maximum is permitted in localized areas when resulting from fo~ing operations.
7.LO Run-OUt. The run-out of any diameter with respect to any other diameter shown concentric to the same axia, shall not exceed the values shown in Table IV. If a datum axis is established ~y the drawin9_ the run-out shall be in relation to that datum axis.
Table IV - Run-Out of Diameters
Diameter (Inch) rIM
Up to 6.00 .040
OVER 6.00 to 20.00 .060
OVER 20 .. 00 to 36.00 .100
Over 36 .. 00 .120 7.10.1 washer Type Punching. The center hole of washer type punchinqs shall be loeated within the true pOSition tolerance shown in Table V in relation to the outside diameter.
",
20
PITF51-S18
Table V - Positional Tolerance of Washer Type Punchings
Inside Diameter (Inch) Tolerance (In')
Up to 1.00 ¢ .030
Over l.00 to 3.00 ¢ .060
Over 3 .. 00 ¢ .100 7.11 Flatness/Straightness/True Contour. Variations in flatness, straiqhtness, and true contour shall not exceed the values shown in Table VI and VII. The variations are determined on the surface of the sheet metal to which the dimensions apply.
Table VI - Variation for Non-Welded and Non-Brazed Surfaces
Nominal Stock Unit Variation Max Total
Thickness (Inch) (In./In. ) ivariation (In)
Up to .090 INCL. .015 .060
Over .. 090 to .250 .. 010 .040
..
Over 5250 ."002 .010 Table VII - Variations for Welded and Brazed Surface.
, ,Nomina 1 Stock Unit Variation Max TC?tal for Max Total for
Thickness (In./In. ) Surf. 3.00 thru Surf. 6.00 and
(Inch) . 6.00 Lonq (Inch) Longer (Inch)
.'
Up to .032 .025 .075 .lOO
"'
Over .032 Up .020 .060 .080 ""
to .060
Over .060 Up .015 .045 .060
to .125
Over .125 .005 .. 015 .030 7.12 Parallelism and Perpendicularity. The elements of flat sheet metal surfaces shown parallel or perpendicular and dimensioned from a common datum shall be parallel or perpendicular to each other and the commondattml within 2 degrees.
7.13 Chamfers. Dimensional limits fer chamfers are measured a'ione; the part surface and not along the anqular face of the chamfer. See Figul;'e 8 •
21
PITF51-S18
.xx
* Fiqure 8 - Chamfers
8. CLASSIFICATION OF C~RACTERISTICS
8.1 Classification. Classification of characteristics provides a common basis for indicating during all phas.s of production, maintenance and operation, the relative hazard created if the characteristic were aiscrepant. The assiqnea aegree of classification does not in any way imply that the specified limits on all requirements do not have to be met in the manufacture and inspection of the producte These classifications are a prerequisite for statistical sampling.
8.l.1 Definitions. Characteristic. are those dimenSional, visual, functional, mechanical, or mat.rial features or properties which de.cribe and constitute the design of an item and which can be measured, observed or identified in order to determine conformance to desi9n requtrements. Sinell!! classifications are aSSigned by considering variation of on·iy one characteristic at a time, they are not necessarily valid if two or· more characteristics are discrepant simultaneously.
8.1.2 Interpretation of etc. lie/cit applied near the engineer's approval signature means that the arawinq or specification haa been classified for characteristics. The symbols used are:
(a) Critical Characteristics: e
Cb) Major Characteristics: e
(c) Minor characteri.stics: No symbol
It is possible. that a document will have no symbols. Provided the "C/CII 1s indicated, all characteristics are minor.
B.l.3 Location of Szmbols. Symbols are placed in clos. relation
to the characteristic. If the s~ol applies to only one dimenSional limit or to a portion of a note, it is placed in relation to the specific limit or the specific portion of the note is enclosed in brackets. When both US Customary and SI Unita are specified on the drawing, i.e., dual dimensioned arawings, the claSSification of characteristics symbol is applicable to both Units although the symbol is only shown with the OS Cus:tomary Unit.
8.1.4 Svmbols in Specifi~ation.. Critical and major characteristics in referenced specifications are indieatedby a direct reference on the drawing or by 'the applica~le symbol in the text of the specification.
22
PITF51-S18
8.1.5 Process and Test Symbol Inte~retation. When a manufacturing process, functional requirement, or inspection test is classified, the classification applies only to the inspectable end results.
8.1.6 Thread Symbol Inte~retation. When a thread is classified e.g. (~.250-28 UNJF-3A/MIL-S-8879) the classification symbol applies
to the pitch diameter (including roundness and taper) and the pitch diameter equivalents of lead and angle errors of internal and external threads and to the root radius of MIL-S-SS79 threads. The classification of other characteristics of thread fom. and size and the relationship between the thread and other machined aatums is minor unless otherwise
specified. '
9. MEASUREMENT EQUIPMENT
9.1 Accuracy. The aceuracy of measurement. shall be such that
the probability of acceptance of non-conforming products ia insignificant. A lack of accuracy and repeatability (including temperature effect) equal to or lea. than 15 percent of the total tolerance spread (with 95 percent confidence) is regarded as satisfactory for all applications. Equipment with 1 ••• accuracy may be u,sed with the specific approval of the Purchaser.
9.2 Wear Allowance. Wear allowance for gages measuring all characteristics must be entirely within the part tolerance. Gages shall be conatructea so they will not pe~it acce~tance of parts which do not strictly con~orm to the drawing or specification requirements.
9.3 Non-Destructive Tests - Measurement Accuracy. Specified acceptability limits for magnetic particle~ penetrant methods, and radioqraphic non-destructive tests shall be measured to machinist scale accuracy.
23
PI TF51-::n8
APPENDIX A 10. BLACK OXIDE ACCEPTANCE CRITERLA
10.1 Uniform Black Acceptance Criteria. The criteria for judging the uniform black color requirement of MIL-C-13924 or AMS 2485 is as follows:
10.1.1 Color Uniformity. The uniform black color requirement applies to the basis metal only and not to welds. Color variation in welded areas, including copper colored areas, is normal and shall not be cause for rejection.
10.1.2 Color Variation of Hue In Assemblies. Variation of hue of component parts of assemblies, subassemblies or inseparable assemblies shall not be cause for rejection.
10.103 Color Variation of Hue in Detail Parts. Variation of hue of 'individual detail parts is normal when surface finish variations exist within the part and shall not be cause for rejection.
10.1 .. 4 Variations In Hue. The term "uniform blacklf covers a range of hues varyIng from gray to black and from maroon to black. These variations are normal and shall not be cause for rejection.
10.1~5 Smut Test. All surfaces including welded areas shall be free from red oxide (rust) and from a reddish-brown oxide (rust). The smut test as defined 1n MIL-C-13924 or AMS 2485, as applicable, shall be used to test for the existence of red oxide. Parts that pass the smut test shall not be rejected.
10.2 Com Criteria. The complete
~~~~~~~~~~~~~~~~~~~
coverage requ rement 0 or AMS 5 shall be judged by
the following criteria:
10.2.1 Coverage Wear-Through. Wear through of the black oxide coating on working surfaces thif slide together and are assembled for inspection prior to delivery is normal and shall not be cause for rejection. A hinge, a bearing, and a dowel pin pressed into a hole are examples of surfaces that can normally exhibit wear.
24
PITF51-S18
11. WELDING
','
11.1 ~eneral. Arc and gas welding processes of this specification join metals by the application of heat produced by an electric arcCs) or a gas flame(s) without the application of pressure, and with or without the use of filler material. Welding and weldinq qualification shall be in accordance with AWS D1.1, AWS B2.1 and/or ASHE section IX.
~1.1.1 Acceptable Dexjations. When a part carries a welding symbol, an integral part may be used provided it meets all other requirements. When a part, such as a ring, calls for one welded joint, two are permitted provided they are not less than 45 degrees apart.
11.1.2 Altern0te_Processes. When a weld process is called out on the drawinq, an alternate process may be substituted within the followinq limitations:
(a) GTAW (PSG) or GNAW (P8J) may be substituted for SHAW (paB). (b) GTAW (PSG) may be substituted tor GMAW (PBJ).
(c) GMAW (PS~) may be substituted for GTAW (PSG).
Cd) FCAW may be substituted for SHAW or GHAW.
When weld process substitutions are made, the process shall be qualified per 13.
11.1.3 Cleaning Processes. Any process used ~o clean parts shall not cause interqranular attack, interqranular oxidation, or alloy depletion in the parent metal. Cleaninq processes shall not use material which can become embedded in the parent metal and interfere with weldinq.
11.2 Process Designations Andjpefinitions.
11.2.1 Process SHAW or P8B. MetAl Arc. Coated Electrode. In this process the heat is obtained from an arc formed between the work and a coated metal electrode which supplies molten filler metal to the joint. The electrodes are coated with a flux which protects the weld metal.
11.2.2 Erpcess SAW or paF. Submerged Arc. In this process heat is produced by an electric arc between a consumable bare metal electrode and the work. Shieldinq is obtained from a blanket of granular flux over the weld preparation.
11.2.3 Process GTAW or PSG Gas Shield,ld. Tungsten Arc. In this process the heat is obtained from an arc maintained between the parent metal and a tungsten eletrode in a shielding atmosphere of an inert gas.
11.2.4 Process GMAW or P8J, Gas Shie.~ded Metal Arc. In this process the heat is obtained from an arc between the parent metal and a consumabl.e electrode in a shielding atmosphere of an inert gas.
25
PI TF'51-S18
11.2.5 Pror;ess F~ W. Flux Core Arc Wcldine;. In this process the heat is obtained from an arc maintained between the parent mental and a flexible electrode. The electrode is hollow with flux in the core. Some FCA W electrodes are self shielding. but others require an external shielding gas. usually carbon dioxide.
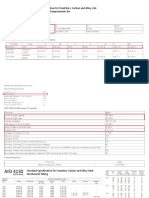
11.2.6 Filler Materials. When the weld filler material is not specified on the engineering drawing. the proper weld filler material shall be selected and qualifIed per 13. When the weld filler material is specified on the engineering drawing. an alternate weld filler material may be selected and qualified per 13. A filler material specified on the drawing shall be qualifIed per 13. See Table xn for preferred wild filler material
11.3 Sna:ineerine: Reguirementslor Welded Joints. The following paragraphs define engineering requirements including certain acceptable indications in welds. If a type of indication is not assigned specific limits it is not allowed.
11.3.1 Deleted.
11.3.2 Acceptable Indications. The following limits of acceptable indications in the weki zone apply only when not otherwise defined on the drawing. The limits apply to the weld zone only; they are not applicable to parent metal areas. The restrictions on size and number apply whether inspecting visually. or by an inspection process required by the drawing.
(1) The diameter of one individual spot of porosity shall not exceed two-thirds (213) of tile of the specified weld size with a maximum limit of 0.12 inch. No more than two (2) indications of porosity per inch of weld are acceptable. In addition, pinholes in welds requiring leakage tests must not leak.
.... ~
(2) The maximum dimension of an inclusion shall not exceed two-thirds (213) of the specified weld size or 0.12 inch whichever is the smaller, and it may extend to the base metal
Only one inclusion per inch is permissible. In addition. inclusions in leakage tested welds must not leak.
(3) No linear indications allowed. Alinear indication is defined as an indication which has a length to width ratio of'4 to 1 or greater.
(4) The sum of sizes of all individuals indications shall not exceed 15 percent of the weld length.
(5) Indications less than 0.020 inch are not significant.
11.3.2.1 All welds. except tack welds. on lift fixtures, support structures and any other devices where a load test is specified on the drawing shall be inspected after load test by the penetrate method in accordance with military specifications MlI.rSTD~6866. Type I. method A or Type IT, method A or equivalent industrial specifications AMS 2645 or AMS 2646. Limits of acceptability, if not on the drawings, shall be in accordance with 11.3.2.
26
PI TFS1--S18
11.3.3 Weld S~at~er Removal. All weld spatter which might break away while the part is in use shall be removed. Small amounts of solid spatter on surfaces where it cannot be harmful shall not be cause for rejection Qf the parts.
11.3.4 Arc Scratch Limits. Arc scratches shall be cau~e for part rejection when any of the following conditions exist:
(a) Stock thickness is reduced to less than 75 percent of original thickness.
(b) Cracks are formed in the scratch •.
11.3.5 Hiah Weld Removal. High welds that may cause interference in assembly or further welding operations may be benched flu_h. Fillet welds shall not be reduced below the detailed size. except as noted in 11.3.13.1.
11.3.6 Undercut Limits. Undercuts are not allowed when they exceeo 0.50 inch in length or 15 percent of the jOint length, whichever is smaller .or sto~k thickness is reduced more than 25 percent or 0.04 inch whichever is the smaller. Only one undercut is to be present in any three inches of weld.
..
11.3.7 Excess Penetration or Burn-Thru Limits·. Exces. penetration or bum-thru shall be acceptable as follows:
<a> In groove welds excess pe.netration (arop-thru) shall not exceed the tolerances in ~able VIII.
Table VZII - Penetration/Drop Thru
Nominal Joint Thickne •• Build Up - " of Nomina 1 Thicknes.
(Inch) of Thicke r Stock
Up to .030 100%
Over ~030 - .050 SO%
Over ~050·- - .100 50%
Over ~ 101 .1O-inch (b)
Localizea excessive penetration aggresating not more than 0.50 inch or 15 percent of the total weld length, whichever is smaller may exceed these values by 50 percent.
In fillet welda for stock thicknesses up to 0.125
inches burn-thru as indicated by melted metal on
opposite side (5) of the j'oint shall not exceed 50
percent of the nominal stock thickness. Localized bur.n-thru of 100 percent of nominal stock thicknes.
27
P1TF51-S18
is permissable for 0.5 inches in any linear inch of weld. When the two members are of different naminal thickness the per.missible burn-thru is controlled as a percentage of the nominal thickness of each member. See Figure 9.'.
(c) In fillet weld for stock thicknesses of 0.125 ana over burn-thru shall not exceed 10 percent of the nominal thickness of the member.
Figure 9 - Burn-Thru
11.3.9 Slag Removal. Flux residue and slag must be removed from all welds.
11.3.9 Wire Brush Requirements. If a wi~e brush is used to clean a stainless stee~ or heat resistant alloy joint# before Or after weldinql the brush bristles must be stainless ste"el.
11.3.10 Heat Affected Zone Limits. The maximum heat affected zone is established as being 0.06 wide fer materials 0.045 inches thiCk or '·thinner and. 0.09 wide for materials thicker than 0.045 inches but less than 0.125 inches thick. For material over 0.125 inches thick, the heat affectea zone is equal to the stock thickness being welded.
11. 3 .11 Penetration Requirements. Weld joint penetration sha II be 100 percent through the material thickness on groove welds without size designations. Root fuaion sball be obtained on a'll fillet, corner a~!=i delineated welds. See Figures 10, 11, and 12.
(a) INCOMPLETE ROOT PENETRATION AND EXCESSIVE UNDERCUT \
(b) INS UFFICIENT PENETRATION IN THICK PLATE
(c) BAD NOTCH CAUSED BY POOR FIT-UP AND INCOMPLETE ROOT PENETRATIQ..'1 (d) SATISFACTORY WELD
"'
Fic;ure 10 - welding Examples
28
P1TF51-SJ,8
Heat Affected Zone
Depth of Fusion
~ Depth of Fusion
Excess Penetration (Drop-l'hru )
100% Root Fusion Fic;ure 12 - Fi llet We ld
po iqure 12 - Groove We la
11.2.11.1 Penetration Limits - Tubina. The weld penetration on the inside wall of a welded tube assembly must allow a steel ball of 7S percent of tube I.D. to pass through.
11.3.12·Fusion Requirements. There shall be uninterrupted fusion of all abutting surfaces throughout the lenq~~ of the joint.
11.3.13 Size Requirements. Fillet weld size shall be meaaurea as the minimum leg length of the largest iaocaLes right triangle which can be inscribed T~~hin the perpendicular cross section area of the weld. Welda from 100 percent to 150 percent of specified size are acceptable. See figure 13'.
Wele! Contour
Figure 13 - Fillet Weld Size
11.3.13.1 Acceotable Size Deviations. The following weld size deviations are acceptaDle:
(a) Some designs do not allow continuous fillet welding to full size although a continuous weld is implied by the welding symbol. Eighty (80) percent of the ~plied length must be full weld size.
Example:
.06
PITF51-S18
(b) ~~ere machined spot faeinq cuts into a fillet weld, the fillet size indicated on the symbol may be reduced SO percent i~ the areas of the. spo~ facinq.
Example:
Fillet Weld Rvducticn
sen. Fillet Size
SECT A-A
(c) Where fillet welds are used on lap joints (nominal material thickness up to .090) the fillet size shall be equal to 95 percent minimum of thickness "til of the stock being welded.
Examples:' ~~_t ---V--~<
.\__ ~
*
> V ~
\
t
ll.3.14 Length Requirements. We14 length values 9iven are minimum values with 150 percent of stated length the maximum acceptable value. Weld length is measured continuously over the portion of the weld meeting full size requirements.
11.3.15 Pitch. Requirements. Weld pitch value. are maximum values.
The minimum acceptable value i. 80 percent of that specifiedQ
. 11.3.l6 Offset Across Welded Joints. The allowa~le offset
shall be a8 shown in Table IX. Offset for"joints of unequal material thickness is measured from the surface of the ~hinner sheet Which projects beyond the comparabl'e surface of the thicker sheet ana. is calculated on the basis of the thinner sheet.
Table IX - Offset Tolerance
Stock Thk. Offset Maximum
Nom. (Inch) (M)
Up to .. 035 50% of thickness
0ver ~ 035-.095· .02 inch
Jver ~O96 .03 inch ; )
i
LSI
11.3.17 Build Up Limits. The build up limits for qroovewelds which have contour symbols applied are as given in Table X.
30
PITF51-S18
.Table X - Tolerances for Flush and Convex Welds
Fl~h Weld Min NB~e 1) Max
Convex Welds
Min Max
Up to .045 Over .045-.080 Over .081-.160 Over .161
40% 10%
30% 10%
30% 10%
.06 in. 10%
100% 70% 60% .12 in
-20%
-20%
-15%
- 5%
Percent (~) refers to percent of nominal stock thickness and is measured from the highest surface.
Note 1: Does not apply if surface is machined after welding.
(MA,.X ACCEPTABL BUILD-UP)
.080 (NOM. )
..
" Note 2= Calculated values"rotmded to nearest 2-pi.ce deciiDaf vaiue. 12. BRAZING
12.1 General. Brazing processes of this specification are a group of join~ng processes wherein the joint is produced by heating to suitable temperatures above 800 degrees Fahrenheit and by using a filler metal having a melting point below that of the base metals. Braze welding is a variation of brazing wherein capillary action of the filler metal into a joint is not required.
12.1.1 Acce!table Deviation. When a part carries a brazing symbol~ an integra part may be used provided it meets all other requirements.
12.1.2 Alternate Processes. When two processes are called out on the drawing for the same joint, either is acceptable.
12.2 Process Designations and Definitions.
12.2.1 Process RB 01" P98" Resistance Brazin . A process Ln whd.ch the brazing heat ~s 0 ta~ne rom res~stance to low of electric current in a circuit of which the work is a part.
12.2.2 Process IS or P9D Induction Brazinfi: ; A process in which the brazing heat is obtained Irom resistance ~ the work to the flow of induced electric current.
31
PITF51-S18
12.2 . .3 Process AB or P9E, ArcBrazing. A process in which the brazing
heat is obtained from an electric arc. ",
12. 2.4 Praces s FB or P9 F; Furnace Brazing. A praces s in which the brazing heat is obtained from a furnace.
, 12.2.5 brazing heat ~~~~~~~~~~~~~~~~
12.2.6 Process DB or P9H; Metal Bath Brazing. 'A process in which the brazing heat is obtained from a molten filler metal bath.
~ process in which the
12.2. 7 Process DB orP9J. Flux Bath Brazing. 'A process in which the brazing heat is obtaIned from a molten flux bath.
Note:
When the General Process Designation (P9 or B) is shown) any of the above processes may be used. The words "Braze Weld" may be shown in the tail of the welding symbol instead of the above process designations where applicable.
12.3 Engineering Requirements for Brazed Joints. 12.3.1 Conventional (Capillary) Braze.
12.3.1.1 Voids and Inclusions. The aggregate area of voids, porosity and inclusions shall not exceed the applicable percentage specified in Table XI. The maximum length of any single void. or
. inclusio~_.t:.o~!lred !:o _t;he,. '!=9ta1 l!!ngth (~easured in . the __ same direction) .2~ . ~h~ j oint sh!.ll~,_.p.ot ex,ceed _t::he _p~?;~en._tage . shoW!!. _i_t}_TabltLX.L for the appflcaole filner material. In addition. voids or inclusions in leakage teste~ Jo·.ints shall not leak.
..-~";':''''''''.~ ,
FILLER MATERIAL
PERCENTAGE OF VOIDS AND INCLUSIONS
Copper
Silver Alloys Aluminum Allo s
20 35 35
12.3.1.2 Fillet Retuirements. All exposed joint edges shall show the presence of fi1 er material completely around the periphery of the joint. Where capillary braze joint configuration produces incidental fillets, irregular fillets and surface porosity of the fillet is acceptable.
12.3.1.3 Machined Brazed Joints. Machined brazed joint edges shall show the presence of filler metal at the Joint. edge, and the lineal extent of voids, and inclusions shall not exceed the percentage values shown in Table.XI.
32
.-
PITF51-S18
- N N
t"1 U CJ en fI2
~ .... ....
0 " ..... en en
~ ttl It'\ ,...~ ,...j
- \0 \D
I ,... ,... ~U e'lU
s ~ M M "" \C
N N COO COO
"4' f I I.q' ~;S;
M • QQ IiQ Wt"1
Z II!IJ ..la I j • ••
.... I ...3 .~
en s .... !-oI ~&; =fii
z II:
I =
= !; e
B 8
ri u
.. e ...
i a.. §
Ao !
~ ~ e
:I ~
IIlI.'I ; ;: •
, I
t.l U U ..
= ~
9 § 9' ~
&'I z
5 fI"I~08° ooof '" '" '" ....
en .... ..,. ... 0 ... ... • fI"I
~ I 0"' .... "' .... "" 8 s 0'1 0
"'8 .... 8 ... ,... 0 N
o .... .... g .... ~ .... ~
:a~www :a w
....
'"
9 M Q Q
VI III 11'\
~ ~ ... ... ""
\0 \0- ....
i ...
N N N N CI
a CI CI CI Q
'" \0 I • I I &t"I
• I .... '" ~ '" ..... .... N N
1:10 fI"I U) en I .... 0 i S I 0 :x
= rn .... 0 0 loot 8 GCI N It'\
== s ,... ,... .... co ~
a. a :I ,... ... &I =t = a
• D2 ~ DIl DA
I-l
~
to< en .... ~ ~ ... = .... N~ .... N &t"I \C
~ M \D 11'''0 '" \0 "" \0 'U"l
t:.J 0 0 ~ ...... ..,. .. .- ..
,..;z II't U"l \C\Go,o\O",'>C1oD IoD \0
IX!
~ en
en = e i =- i = =- ~ i =- ;
~ .~ t; '= t
till lAo ~ rr.. c:"
=:
ill i .., CQ ~ ., tQ i ..,
CD = f g; = =
0. At Ac "" At Ao
0 N
M ...,.
...J 0 ...
.c .... .- ...
a l I
0 0 0
.... M 1-40
5 0 ... oa~
..... -e
= = ;;!;=s
en .","0,0
~ ,
33 PITF51-S18
.-.
"0
.j.,I
I:
0
U
......
j
5 ~c C) Q t"t 0 C) Q ....
en ac .... ... .. "" ..... ! ~ C"'I
~ !i ..... ,.., ,.., ,... .... 0 0
..,..., ~ ... .. ... .... .... ....
fI'I fI'I C""'I ~ : .. ... ....
:a:. :. :. =- =- :a :a
.... ~
ClIo
9 ....
en
~ =
Q
i ID t"'I \0 ....
.... I ..... I
t ,.., ,.., ... ~ c- Ol S
;.. ,... ... -e .... .... ....
ie en ... .., f'"I .. .... ... ... ....
~ .., t"t .. ..
I JrII3 :s 15 DIll II!I :I 1:1 II1II
H
H en i ~
x .... ,.., .... ~ .... ~
~ co ,.., N ,..,N ,...
~ '" \0 r;;~ .... co ,..,
,.J 11"1 11"1 .., u· .. " 11"1
p:j
~ en
en = =- i ~ i =- ~ 5
~ ~ e
en fill
a.s
lID i ., .. i ~
«I co CD
"" AI AI ... • ...
t; t
en en
;1 en en
.... ~ IIQ
= 1-1 I-i
~ :i I,
en
8 8
.., • COl
.. .....
." 8 C\
.... a::I
,... ¢'oj U"'I .... ....
~ ..., N '" \0 \C
....... N .... «I co
I fI'I I I I !
.... "' fill I'll fn In
Z I DQ I I I t
.... ..:Ia....:1 ...3 ..:I ~
en .... :.- .... .... .... M
Zf04Z :Ie :Ie Z 34
Pi TF.51-S 18
'" CI't
.. ..
0 c
... ..
~ ..;3
NCJ Nt) t7I
a PI .. 1:1
1"'-18 r-.~ ""
"'CD ""CO III
I-f 11ft III) ....
Xl I •• 'f~ to
.... I .~ 0
III I ..:II ..:II 1::::1
I Sl8: ti!8 IS
...
.,
....
....
- .,
't:I
~ IIQ .r:f
C IIIC 0
G) ...,
0 .,
C) III
-
..:1 k
0
....
0
0
.., ..., 000
.. .. '" pf..t.
m 0 0 G ......
= .. .... :.- 1"'-1"'-1'
Ct\ CI\ 0 """'t')
..: .c '" •••
t
....
II
to
to( ....
m >-
.... 0
.c ...
(If) DI If ., IS IS ., \D
.." .. ... tQ ..., .." ... tQ ..too
fit ... 0 11 1ft In 00 eo II) In IfI'It')
.. 0 .. ... ... .., 00 f't an rn 0"'.
m 0 .. • rn 1ft ..... II) II) II) ..,
= ... t:II:: ~ ~ .. ~ pC ... ~ ~ ~ tQP:~
~ III III .... IIQ III Mllil IlG PQ IIQ Ii:IIIQIIa
....
....
•
0 0 II
1-1 m eft eft ..
I-i = ... pC .a
X .. ... £01
f:§ ; = ; = • al =;= ;!a5 = = = !~;~
~ ~
ES CO ~ o t:I E-t 0 CJ CJ CJ
CQ m t!J e ~ .... C~ CClIlrt tQ 0 CH ... Jlq lilt I&i UlCt!)Jlq
IIQ "
o ....
i ..,
0
g,. IZI CI to, I: "'''' CJ.., a:I"':i ., .., to;) a:I"'.,
CO CO eo IS • COCO cem CD co CD CD Q) co co co
AI ~ !>Ie ..., ~12t Pol A. PCPC~ Pi Pc PI Pc!:llg,.
1::::1::
...
.r:fS
.....
IS "'Itt ..,
..:I ... COO 0
.c 11'" 00 0
I-f ~ = .... Inc-. ....
a: .. .. ..
IIQ "Z .. NfI')G\ 0 '" .. '"
Eo! 1.01-1 \D cn"'fI't 0 CD 1ft en
= Q2:; 0 000 pf 0 .. .. ... -,
\O~ ... ....... r- .... 1ft 1ft an I
~:a • = ::! ::! :I := = roo
.. .-4 PITF51-S18
TAiLI :ftI - PUPIIUD PAZ'" m.ta _rtJJI (ConI: 'd)
"OCISS ii1 ' .. 0 n!1
ltAtUJ41. ill! UiUU!
CdIOf n SIL_ d.1
STII&.S "lDr lUll nu.a. 4nl ClIAc-ll 107$40 11""1-'.3
fUll loUl
.....
CiIIC* r.ov SIl.va 4'772 j,S.1 107_ ~54
SDII.S !'IIIf IUD nu..a ClUc--l&
I'LUI 34" II
SfADILISS II SILt. 1.5.1
nDLS tDP IUD flU.D 4m CWc-u t01,..,
lUll 3411
STADU.&SI UJIIf SIL.,. 4T'f2 &5 ••
mw.s till' IIdI nUla aaa.-U
PUll 3+. , II O-,-.fI9tc
IIIL-I t 6Q5I
WIWUIl nLtll 4114 IlUU AMI""" QQ I ."
fUll )412 cua p..u
'\ 36
P1TF51-S1B
L2.3.2 Braze Weld.
12.3.2.1 Fillet Size. Where fillet size is specified on the drawing, the \~lue shown"shall be considered as the minimum acceptable size. Size determination shall be the same as for a welded joint (see Fig- 12).
12.3.202 Voids. The diameter of any void shall not exceed three fourth (3/4) of the specified fillet size with a maximum limit of 0.06 in,ch. No more than two (2) voids per inch of fillet braze shall be acceptable.
12.4 Materials. Base materials. filler materials, atmospheres and flux shall be as specified on ,the drawin9. Where no flux is specified on the drawinq none shall be used.
. 12.4.l Atmosphere Purity Requirements. Atmospheres (or vacuum).
if used must be of such composition and purity that the parts are not oxidized, nitriaed, carburized or decarburized on the surface.
12.5 Joint Preparation.
12.501 Clearance Requirements. Pre-braze joint clearance shall be .s s?ecified on the drawing_
12.5.2 Cleaning Requirements. The mating surfaees and adjacent areas of all parts to be joined, shall be adequately cleaned to remove all oil, gre.s., paint, oxiaes, dirt, scale, or foreign substances that will interfere with brazing. Cleaning processes shall not use materials which can become imbedded in the parent metal and interfere with brazing. The.e requirements apply to all sur£aces ~h.n furnace brazing in a controlled atmosphere or vacuum.
l2.5~3 Pre-Brazing Treatment.. Pre-brazing tr.atments such as chemical or electrolytic dips or he.t treatments shall not cause intergranular attack, interqranular oxidation or alloy depletion.
12.5.4 Abrasion. Moderate abrasion of matinq areas, to encourage capillary aetion, shall be per.mitted. Abrasive materials which can become imbedded in the parent metal and interfere with brazing shall not be used.
12.5.5 Locating Requirements. Parts to be joined may be held in relative positions by self ji99in9, fixtures or supportsf but locating by staking or welding i. not permitted unless specified on the drawing.
12.6 Brazing Operations.
12.6.1 Furnace Brazing.' The brazing cycle will be based upon time at a given indi~ated part tempe%ature.
37
PITF51-S18
12.6.1.1 Equipment. Furnaces, shall be fitted with automatic controls and recording devices such that temperature variations in the working zones shall be not greater than 2SoF. from the indicated temperature.
12.6.2 Filler Material Aeplic~tion. Filler metal shall be applied to the joint in such form and quantity as to yield a satisfactory joint. Where the flow of filler running out onto adjacent surfaces must be controlled, such control will be delineated on the engineering drawing.
12.6.3 Part Coolinq Requirements. If ~razin9 is done in a vacuum or protective atmosphere, the assemblies must be cooled in a vacuum or protective atmosphere to a temperature at which transfer to a non-protective atmosphere will not cause interqranular attack, intergranular oxidation, or alloy depletion.
12.7 Post-Brazina Ooerations.
12.7.1 Cleaning. All resiaual fluxes, salts, and stop-off rna terial:" must be completely removed.
12.7.2 Post-Eraze Beat Treatment. All post-braze heat treatments must be limited to temperatures below th. solidification temperature of the filler alloy.
l2.7.3 Passivation. Stainless steel parts that have been :brazed with copper or silver alloys .~all not be'subjectea to .passivation treatments except as specified on the drawing.
12.7.4 Post-Brazing Treatments. Brazed assemblies shall not be cleaned cy any method which will attaCk filler material or eaus~ intergranular attacks intergranu~ar oxidation or alloy 4epletion in the parent metal.
13. WELDING A.'W .BRAZING OPERATORS AND PROCEDURE QUALIFICATION
13.1 General.
13.1.1 Vendor Responsibility. The vendor is responsible for obtaining and
maintaining welder and . brazing operator qualification and welding and brazing
process qualification in accordance with AWS Di.l~ AWS B2.1 and ASME Section IX as applicable. (Welding) or AWS B2.2 (brazing) it is intended that the welding operator, the welding equipment, the welding procedure, the weld filler material and the base material
O~ materials shall be qualified in combination for each type weld jOint. Whenever
any essential variable in this combination is varied, it shall be cause for requalificaticon.
13.1.2 Qualifying Agent. Recognized independent testing and qualification laboratories shall be used to certify welder or process Qualification.
13.1.3 Requalification-Purcbaser Option. The purchaser may request requalification at any time there is 'reasonable doubt concerning the quality of the welded
or brazed parts at the purchasers option. He may request that his own or another independently recognized laboratory perform the examination. The purchaser may have a representative present during ,the examination.
38
PITF51-~S18
13.1.3.1 Deleted.
13.1.4 Deleted.
13.1.5 Qualification By ~~ilarity. If the vendor's welding is qualified to other industrial or military procedures which meet the intent and limits of the testing specified herein, the vendor may submit the requirements and evidence of successful compliance to the purchaser. If the purchaser concurs, qualification will be approved. The requirem~nts for qualification and maintenance of qualification herein shall
still apply •
13.1.6 . Deleted.
13.1.7 Deleted.
13.2 Deleted.
13.2.1 Deleted.
13.2.2 Deleted.
13.2.3 Deleted.
13.2.4 Deleted.
13.3 Deleted.
13.3.1 Deleted.
13.3.2 Deleted.
13.3.3 Deleted.
13.3.4 Deleted 39
PITF51-S18
14. PREPARATION FOR DELIVERY
14.1 packaging. Packaging shall be in accordance with drawing or purchase order instructions. If not otherwise specified the following shall apply_
(f)
Cal (b)
Parts shall be treated to prevent corrosion.
Parts including the metal# wooden or plastic box shall be wrapped, strapped anc boxed to prevent dama9~ during shipment.
Parts shall be properly supported and braced to prev.ent
damage during shipment. .
Operating instructions etc. received with purchased parts should be bagged and shipped with the part.
Inspection x.cordA and material certifications when required by th~ purchase order shall be shipped with the part.
All open porta including hydraulic or air fittings shall b. closed with commercial caps or plugs or taped to prevent entry of foreiqn material.
(c)
(d)
(e)
15. ACCEPTANCE TEST PROCEDURES
15.1 Hoses.. Hose drawings or assemblies that do not specify an acceptance test procedure on their assembly or subassembly drawings shall be tested per P24TF169.
15.2 Cables. Cable drawings or assemblies that do not specify an acceptance test procedure on their assembly or subassembly drawings shall be tested per P24TF170.
40
PITF51-S1B
NUMERICAL .!NDEX
1. Scope
1.1 Scope
1.1.1 Classiiicat ion 1.2 Definitions
2~ Applicable Documents 2.1 (No title)
2.2 Precedence
2.2.1 (No title)
3~ Materials and Processes
3.1 Finished Part Mechanical Properties 3.1&1 Beat Treatable Alloys
3.182 Non-Heat Treatable Alloys
3.1.3 Material and Process Certifications
4. General Requirements 4.1 Foreign Material 4.2 Fla.ws
4.3 AbbreViations and Symbols 4.4 Retention of Records
... 5 Qualification Sta tUB .
4.6 Vendor Identification Marking 4. 7 Drawing Errors
4.8 Bydrau11e!Pneumat1e Assemblies 4:. 9 Workmanship ,
4.9.1 Be-inspection - Purchaser Option
5. Dimensional Requirem nt.
5.1 Interpretation of Dimensioning and Tolerancing 5.2 Units of Measure
"5.3 Interpretation of Numerical Values 5.4 Finished Part Dimensions
6. Shop Run Tolerance - Machined Features 6.1 Machined Features Symbol
6.2 Tolerances of Form and Position 6.2.1 Run Out (Concentricity)
6.2.2 Flatness/Straightness/True Contour 6.2.3 Parallelism and Perpendicularity 6.2.4 Run-Out Circular (Face Run-Out)
6.3 Breaking Sharp Edges on Machined SUrfaces 6.4 Blending Surfaces
6.5 Center Holes
6.6 Surface Texture (Roughness)
"S.7 Spottace "
6.8 Screw Threads
6.8.1 Incomplete Threads 6.8.2 Perpendicularity
41
PITF51-S18
7.
6.8.3 6.8.4 6.8.5 6.8.6
6.9 Holes 6~9.1 Perpendicularity
6.9.2 Run OUt of Counterbores 6.9.3 Drill Point Depth Limit 6.10 Relief
Shop Run Tolerance - Fabricated Assemblies a.nd Sheet Metal 7.1 Applicability
7.2 Separately Detailed Items 7.3 Breaking Sharp Edges
7.3.1 Sheared Edges 7.3.2 Outside Corners 7.4 Breakaway
7.5 Blended Surfaces 7.6 Fla.ring
7.7 Mating Parts 7.8 Holes
7.9 Thickness After Forming 7.9.1 Stock Reduction
7.9.2 Stock Thickening 7.10 Run OUt
7.10.1 Washer Type Punching
7.11 Fl&tness/Straightness/True Contour 7~12 Parallelism and Perpendicularity 7.13 Chamfers
Classification ot Characteristics
8.1 Classl!icat1on 8~1.1 Definition
8.1.2 Interpretation of e/c 8.1.3 Location of Symbol.
8.1.4 Symbols in Specifications ,
8.1.5 Process and Test Symbol Inte~etat1on 8.1.6 Thread Symbol Interpretation
Insert Installation Countersinks
Thread Speeitications Gaging of Screw Threads
"
II.
s.
9. Measurement Equipment 9.1 Accura.cy
9.2 Wear Allowance
9.3 Non-Destructive Tests - Measurement Accuracy
10. Deleted
11. We l(11ng
11.1 General
11.1.1 Acceptable Deviations 11~1.2 Alternate Processes 11.1.3 Cleaning Processes
42
PITF51-S18
11.2 Process Designations and Definitions
11.2.1 Process SMAW or PBB, Metal Arc, (bated Electrooic 11.2.2 Process SAW or paF, SUbmerged Arc
11.2.3 Process Grm or PSG, Gas Shielded, TUngsten Arc 11.2.4 Process GMAW or PSJ, Gas Shielded Metal !lIc 11.2.5 Process FC.»/, Flux COre Arc welding
11.2.6 Filler ~aterials
11.3 Engineering ReqUirements For Welded Joints 11.3 .1 Deleted
11.3.2 Acceptable Indications 11.3.3 Weld Spatter Removal 11.3.4 Arc SCratch Limits 11.3.5 High Weld Removal 11.3.6 Undercut Limits
ll.3.7 EXcess Penetraticn or Burn-Thru Limits 11.3.8 Slag Removal
11.3.9 Wire Brush Requirements 11.3.10 Heat Affected Zone Limits 11.3.11 Penetration Requirements
11.3.11.1 Penetratioo Limits-Tubing 11.3.12 Fusion Requirements
11.3.13 Size Requirements
11.3.13.1 Acceptable size Deviatiats 11.3a14 Length Requirements
11.3.15 Pitch Requirements
11.3016 Offset Across Welded Joints 11.3.17 Build Up Limits
12. Brazing
,12.1 General
12.1.1 Acceptable Deviation 12.1.2 Alternate Processes
12.2 Process Designations and Definitions
12.2.1 Process BE or P9B, Resistance Brazing 12.2.2 Process IB or P9D, Induction Brazing 12.2.3 Process}.B or P9E, Arc Brazing
12.2.4 Process Fa or P9F, Furnace Brazing 12.2.5 Process TB or P9G, Gas Torch Brazing 12.2.6 Process DB or P9H, Metal Bath Brazing 12.2.7 Process DB or P9J, Flux Bath Brazing
12.3 Engineering ReqUirements for Brazed Joints
12.3.1 conventional (capillary) Braze 12.3.1.1 voids and Inclusions 12.3.1.2 Fillet ReqUirements 12.3.1.3 Machined Brazed Joints
12.3.2 Braze Weld 12.3.2.1 Fillet Size 12.3.2.2 Voids
43
PITF51-S18
12.4 Materials
12.4.1 AtnDsphere PUrity Requirenents
12.5 Joint Preparation
12.5.1 Clearance Requirements 12.5.2 Cleaning Requirements 12.5.3 Pre-Brazing Treatments 12.5.4 Abrasion
.12.5.5 Locating Requirements 12.6 Brazing Operations
12.6.1 Furnace Brazing 12.6.1.1 Equipment
12.6.2 Filler raterial Application 12,,6.3 Part Cooling Requirements
12.7 Post Brazing cperations 12.7.1 Cleaning
12 .. 7.2 Post-Braze Heat Treatment .12.7.3 Passivation
12.7.4 Post-Brazing Treatments
13" Welding and Brazing Operators and Procedure Qualification
13.1 General
13.1.1 Vendor Respansibility 13.1.2 Qualifying Agent
13.1.3 Requalification-Purchaser Option
14. Preparation for Delivery
14.1 Packaging
15. Acceptance Test Procedures 15.1 Hoses
15.2 Cab1es
44
PITF51-S18
INDEI{ OF FIGURES
FIGURE 1 FIGURE 2 FIGURE J FIGURE 4 FIGURE 5 FIGURE 6 FIGURE 7 FIGORE a FIGURE 9 FIGURE 10 FIGURE 11 FIGURE 12 FIGURE 13 FIGURE 14 FIGURE 15- FIGURE 16 FIGURE 17 FIGURE 18
Bl:'eaJd.rg Sharp Ekiges on Machined SUrfaces Spotface Tolerances
Relief
outside Comer Sharpness Breakaway on Punched Holes Beniing Flare
Maximum Gap
Olamfers
Burn~
Welding Examples
Groove Weld
Fillet Weld
Fillet weld Size
Deleted
Deleted
Deleted
Identification Markin3' Exanple Markl.rq Methods
45
P1TF51-SJ.8
JNDEX OF TABLEs
TABLE I TABLE II TABLE III TABLE IV TABLE V TABLE V'I TABLE VII TABLE VIII TABLE IX TABLE X TABLE XI TABU: xrr
variations from Flatness, straightness & -rrue Contour Run-Out circular
'lhread Gaqin;J Methods
Run-Out of Diameters
Positional Tolerance of Washer Type Punc::hirqs variation for Nal-Welded am Non-Brazed SUrfaces Variations for welded an:1 Brazed SUrfaces Penetration/Drcp'Ihru Offset
Offset Tolerance
Tolerances far Flush and CrJ.nvex Welds Acceptability Limits for Brazed Joints Preferred Weld Filler Material
46
P1TF51-S1 52.
Amend 1 53 Amend 1 54 Amend 1 S5 Amend 1 56 57
Amend 1 58 59 510 511
512 S13
514 S15 .Amend 1 Amend 2 516
517 S18
P1TF51-S18
REVISION HISTORY
INITIAL ISSUE erD 73936
eIe 74106
erD 74153
CIe 74182
CID 11295
erD 74320
CID 74394
ere 11334
eID 74558
eIC 74586
ero 74686
CIe 15170
eIO 075444 eID 075732 eID 075775 &
erc 075775-1 10-04-88
eIC 076647 07-12-90
ere 077205 & CID 077087 03-18-92
eIn 077384 09-22-92
CID 077633 04-20-93
CID 077715 11-16-93
eID 078250 CID 078614
ern 078668
CID 078867'
01-18-77 06-30-77 01-04-79 08-15-79 10-23-79 02-11-81 05-21-81 02-22-82 03-21-83 07-18-83 12-19-83 09-05-84 01-19-87 06-22-87 03-09-88
11-19-97 2/26/98
08/J B/99
* Denotes latest change
47
You might also like
- Fill Unit - Nitrogen 98F29103500000: GSE/Tool User GuideDocument18 pagesFill Unit - Nitrogen 98F29103500000: GSE/Tool User GuideJivendra KumarNo ratings yet
- GBT 1591-2008 - High Strength Low Alloy Structural SteelDocument16 pagesGBT 1591-2008 - High Strength Low Alloy Structural SteelDarren ThoonNo ratings yet
- Datesheet 039R - MW450Document2 pagesDatesheet 039R - MW450jhhvgNo ratings yet
- Welding in Thermal Power PlantDocument2 pagesWelding in Thermal Power Plantkiki270977No ratings yet
- P1TF114 S4Document12 pagesP1TF114 S4finanzasNo ratings yet
- QF 450 10 Rev. B Specification Log SheetDocument11 pagesQF 450 10 Rev. B Specification Log Sheetjianli wangNo ratings yet
- Carbide GradeDocument1 pageCarbide Gradeznovak77No ratings yet
- GE Power & Water P8A-AG3: Ge Class Ii (Internal Non-Critical)Document50 pagesGE Power & Water P8A-AG3: Ge Class Ii (Internal Non-Critical)Manzar Khan0% (1)
- P1TF10 - S14 (4) Sheet Metal FormingDocument11 pagesP1TF10 - S14 (4) Sheet Metal FormingRajesh KannanNo ratings yet
- Aisi 4130Document2 pagesAisi 4130Marcos CarreroNo ratings yet
- Atmospheric Corrosion Resisting Structural Steel: National Standard of The People'S Republic of ChinaDocument6 pagesAtmospheric Corrosion Resisting Structural Steel: National Standard of The People'S Republic of ChinaBaoNo ratings yet
- ASTM A356 A356M - 07 Steel CastingsDocument6 pagesASTM A356 A356M - 07 Steel CastingsMacario LeyvaNo ratings yet
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument3 pagesAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroNo ratings yet
- P1TF108-S5Document23 pagesP1TF108-S5Rajesh KannanNo ratings yet
- Standart Cina Untuk WeldingDocument52 pagesStandart Cina Untuk Weldingandristy90No ratings yet
- International Comparision of Standards PDFDocument1 pageInternational Comparision of Standards PDFwitanto90No ratings yet
- Company Profil KS Dan Data Dukungnya PDFDocument107 pagesCompany Profil KS Dan Data Dukungnya PDFRidwanda HimawanNo ratings yet
- Technical Handbook Stainless Steel WeldingDocument92 pagesTechnical Handbook Stainless Steel WeldingRamesh sivanNo ratings yet
- Hastelloy X Alloy: High-Temperature AlloysDocument16 pagesHastelloy X Alloy: High-Temperature AlloysNatalia D'Ambrosio MarcozziNo ratings yet
- Steel EquivalentDocument1 pageSteel EquivalentGhantex TradNo ratings yet
- Aerospace Material Specification: Plating, Nickel General PurposeDocument8 pagesAerospace Material Specification: Plating, Nickel General PurposeSURYAS63No ratings yet
- Welding Filler Metals For Power Plant EngineeringDocument20 pagesWelding Filler Metals For Power Plant EngineeringgogotigNo ratings yet
- Stud Bolts For Flange JIS B2222Document1 pageStud Bolts For Flange JIS B2222Masih BelajarNo ratings yet
- Farrisone: Home Notices Sales and Marketing Technical Documents Training Order InformationDocument1 pageFarrisone: Home Notices Sales and Marketing Technical Documents Training Order InformationAlexander Charry GiraldoNo ratings yet
- Electrode Classification by Aws A 5.1 PDFDocument1 pageElectrode Classification by Aws A 5.1 PDFVenkatesh NatlaNo ratings yet
- Old and New DINDocument6 pagesOld and New DINDianaNo ratings yet
- 817M40 PDFDocument2 pages817M40 PDFSamir ChaudharyNo ratings yet
- Steel Grades HandbookDocument6 pagesSteel Grades Handbookbhavin178No ratings yet
- Hydrogen Cracking in Specialty Steels: Knolls Atomic Power Laboratory Schenectady, New YorkDocument23 pagesHydrogen Cracking in Specialty Steels: Knolls Atomic Power Laboratory Schenectady, New YorkNattapong PongbootNo ratings yet
- EN 10213 Material SpecificationsDocument1 pageEN 10213 Material Specifications김창배No ratings yet
- All Unified PL On SR RequestDocument87 pagesAll Unified PL On SR RequestRohit Kumar SinghNo ratings yet
- GT2009 59268Document9 pagesGT2009 59268Mohammad BahreiniNo ratings yet
- 11 CR-CB Data SheetDocument2 pages11 CR-CB Data SheetJLZ972No ratings yet
- Steel Product CatalogueDocument3 pagesSteel Product Cataloguehappale2002No ratings yet
- En 10025-2-2004 BS HotRolledProductDocument7 pagesEn 10025-2-2004 BS HotRolledProductChrill DsilvaNo ratings yet
- Chemical and Mechanical PropertiesDocument5 pagesChemical and Mechanical PropertiesAristotle MedinaNo ratings yet
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawaneNo ratings yet
- Factory-Made Butt-Welding Fittings For Class I Nuclear Piping ApplicationsDocument18 pagesFactory-Made Butt-Welding Fittings For Class I Nuclear Piping Applicationspukyto1987No ratings yet
- Material Equivalents Table: Werkstoffnr. DIN Aisi/Astm/Sae BS Afnor Cast IronDocument3 pagesMaterial Equivalents Table: Werkstoffnr. DIN Aisi/Astm/Sae BS Afnor Cast IronGohilakrishnan ThiagarajanNo ratings yet
- Ti 6al 4v Grade 5Document1 pageTi 6al 4v Grade 5Angga Kurniawan Dharma100% (1)
- Catalogo GASKET General Measurement TablesDocument20 pagesCatalogo GASKET General Measurement TablescastibraNo ratings yet
- AWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Document10 pagesAWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Rudolph RednoseNo ratings yet
- Standard: I.S. CEN/TR 14549:2004Document7 pagesStandard: I.S. CEN/TR 14549:2004Cengiz KARAKOSENo ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- NB-T 47003.1-2009 钢制焊接常压容器Document92 pagesNB-T 47003.1-2009 钢制焊接常压容器Yu Chen100% (1)
- Overallstructure PDFDocument11 pagesOverallstructure PDFChhoan NhunNo ratings yet
- S275JRDocument1 pageS275JRpsaayoNo ratings yet
- A176Document2 pagesA176Claudenir AlvesNo ratings yet
- 13cr Martensitic Stainless Steel PQR and Wps ReviewDocument1 page13cr Martensitic Stainless Steel PQR and Wps Reviewenels77No ratings yet
- Metrode Welding Consumables For Cryogenic ApplicationsDocument9 pagesMetrode Welding Consumables For Cryogenic ApplicationsClaudia MmsNo ratings yet
- Superalloys For High Temperatures-A Primer: How and When To Use This ChapterDocument9 pagesSuperalloys For High Temperatures-A Primer: How and When To Use This ChapterSuriyachai NiamsornNo ratings yet
- Welding Studies On WB36 For Feed Water PipingDocument17 pagesWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVNo ratings yet
- PCC-1-2010 Bolt Torque by FLG SizeDocument1 pagePCC-1-2010 Bolt Torque by FLG SizeemaanazeemNo ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Tubing and CasingDocument10 pagesTubing and CasingEnd LabNo ratings yet
- Welding Procedure SpecificationDocument30 pagesWelding Procedure Specificationrahman196011100% (1)
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Servicethiagorep17No ratings yet
- 8474l 000 Jss 6300 001 1 General Requirements For WeldingDocument69 pages8474l 000 Jss 6300 001 1 General Requirements For WeldinglebienthuyNo ratings yet
- Astm A 153M-05Document5 pagesAstm A 153M-05MritunjayNo ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet