
CMPAPPP Separator Vessel and Filter Design Guide
CMPAPPP Separator Vessel and Filter Design Guide
You might also like
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedDocument5 pagesAPI Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedNicolas CardonaNo ratings yet
- CoalescerDocument16 pagesCoalescerHeny Martha100% (2)
- Volumetric Flow ControlDocument15 pagesVolumetric Flow Controlavi_ca22100% (1)
- Impact of Emergency Shutdown Devices On Relief System Sizing and Design PDFDocument21 pagesImpact of Emergency Shutdown Devices On Relief System Sizing and Design PDFB rgNo ratings yet
- A 01 Pumps, Valves & CoolersDocument24 pagesA 01 Pumps, Valves & CoolersСергей КороткийNo ratings yet
- HANDBOOK Blanket Gas Regulators PDFDocument8 pagesHANDBOOK Blanket Gas Regulators PDFfrankz89No ratings yet
- ENGINEERING DESIGN GUIDELINES Flare Systems Rev3.4webDocument25 pagesENGINEERING DESIGN GUIDELINES Flare Systems Rev3.4webAngie Paola Sanabria Martinez100% (1)
- Engineering Design Guidelines Flare Systems Rev3.4webDocument25 pagesEngineering Design Guidelines Flare Systems Rev3.4webAntonioNo ratings yet
- DemisterDocument4 pagesDemistermariniabrahanNo ratings yet
- Oil & Gas Facilities: Thai Nippon Steel Engineering and Construction CorporationDocument43 pagesOil & Gas Facilities: Thai Nippon Steel Engineering and Construction CorporationDư Trần HưngNo ratings yet
- PumpLab Book 1 PreviewDocument11 pagesPumpLab Book 1 Previewcorey6No ratings yet
- Air Blow CleaningDocument5 pagesAir Blow CleaningTaher MassahNo ratings yet
- Tank BlankettingDocument6 pagesTank BlankettingBaskar KannaiahNo ratings yet
- Lecture 6 1Document24 pagesLecture 6 1Dany LoboNo ratings yet
- Datasheet (API 610 - 1 Page)Document8 pagesDatasheet (API 610 - 1 Page)Rudin Fahrudin RahmanNo ratings yet
- KO DrumDocument3 pagesKO DrumArynda Dimas SadewoNo ratings yet
- Engineeringpractice-January2020 Compressed PDFDocument40 pagesEngineeringpractice-January2020 Compressed PDFPatricia.PNo ratings yet
- ACS Montz BrochureDocument11 pagesACS Montz BrochureMarcoAlbaNo ratings yet
- Process Plant Design - Vessel Sizing - 15 Jan 2017 PDFDocument24 pagesProcess Plant Design - Vessel Sizing - 15 Jan 2017 PDFNgàyMưaNo ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Oilfield Processing Measurement and Control Oil and Gas SeparationDocument8 pagesOilfield Processing Measurement and Control Oil and Gas SeparationAnonymous 8te2h1No ratings yet
- Structured Packing BrochureDocument12 pagesStructured Packing BrochureMoad Bouzida100% (1)
- Structured PackingDocument8 pagesStructured PackingUsama IqbalNo ratings yet
- Lab Manual Gas Pressure Process ControlDocument10 pagesLab Manual Gas Pressure Process ControlAziemah AulanNo ratings yet
- KU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFDocument7 pagesKU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFRexx Mexx100% (1)
- Presentationlu 180126221936 PDFDocument20 pagesPresentationlu 180126221936 PDFhaptoorNo ratings yet
- Process IsolationDocument13 pagesProcess IsolationBhuran AkshayNo ratings yet
- Optimization of Water Reuse Network Using Water Pinch Technology WPT by Considering Single Contaminant For Kaduna Refinery and Pet 2375 4397 1000173Document6 pagesOptimization of Water Reuse Network Using Water Pinch Technology WPT by Considering Single Contaminant For Kaduna Refinery and Pet 2375 4397 1000173Brario AninditoNo ratings yet
- Flowlines and ManifoldsDocument5 pagesFlowlines and ManifoldsMSNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- MEP R ES 006 Corrugated Plate Intercept SeparatorDocument6 pagesMEP R ES 006 Corrugated Plate Intercept SeparatorimyourscinNo ratings yet
- Fine Tune Relief Calculations For Supercritical FluidsDocument10 pagesFine Tune Relief Calculations For Supercritical FluidsPeter PerezNo ratings yet
- Air BlowDocument2 pagesAir BlowHussein Adnan FneishNo ratings yet
- Nitrogen Blanketing For Storage and TransportationDocument5 pagesNitrogen Blanketing For Storage and TransportationHoang-Vu BuiNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- H2O2 DecompositionDocument14 pagesH2O2 Decompositionpulcherimus1No ratings yet
- Ese652 - Process Control Ii Chapter 5.2 - Distillation ColumnDocument5 pagesEse652 - Process Control Ii Chapter 5.2 - Distillation ColumnJennifer HughesNo ratings yet
- Pump Sizing Calculator GuideDocument18 pagesPump Sizing Calculator GuideK LandryNo ratings yet
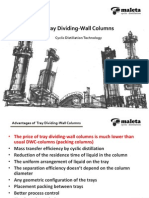
- Tray Dividing Wall ColumnsDocument7 pagesTray Dividing Wall ColumnsDr. VolodymyrNo ratings yet
- Pressure RegulatorDocument4 pagesPressure RegulatorRICHIHOTS2No ratings yet
- Two Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Document1 pageTwo Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Vu TranNo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- A Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesDocument1 pageA Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesyogacruiseNo ratings yet
- High-Performance Trays Getting The Best Capacity and EfficiencyDocument6 pagesHigh-Performance Trays Getting The Best Capacity and Efficiencyapply19842371No ratings yet
- Vessel Internal &functionDocument31 pagesVessel Internal &functionnawarsNo ratings yet
- Flare Systems Basics Design and Calculations 1678330360Document63 pagesFlare Systems Basics Design and Calculations 1678330360nitinNo ratings yet
- Purge Gas Calculation 1689689650Document1 pagePurge Gas Calculation 1689689650baiju79No ratings yet
- Distillation Operation DifficultiesDocument7 pagesDistillation Operation DifficultiesSekar ChadarwatiNo ratings yet
- W6 Toxic Release and Dispersion Models UlearnDocument61 pagesW6 Toxic Release and Dispersion Models UlearnFakhrulShahrilEzanieNo ratings yet
- Fuel Tank Rule BookDocument3 pagesFuel Tank Rule Book14MME Nandani GuptaNo ratings yet
- EIEPD Design CriteriaDocument125 pagesEIEPD Design CriteriaLale AğayevaNo ratings yet
- CBE 417 FlashDrumSizing Wankat PDFDocument7 pagesCBE 417 FlashDrumSizing Wankat PDFAbdul RehmanNo ratings yet
- High Performance TraysDocument4 pagesHigh Performance Traysahmed mohamedNo ratings yet
- Well Test Standards Section 3.30 Chemical Injection Pumps: Global StandardDocument8 pagesWell Test Standards Section 3.30 Chemical Injection Pumps: Global StandardEmmanuelNo ratings yet
- Bulk Separation of GasDocument7 pagesBulk Separation of GasEnnecyr Pilling PintoNo ratings yet
- Venturi Scrubbers The Venturi Scrubber Is One of The MostDocument32 pagesVenturi Scrubbers The Venturi Scrubber Is One of The MostGapuk Maboek100% (1)
- Two-Phase Oil and Gas Separation 117: TheoryDocument18 pagesTwo-Phase Oil and Gas Separation 117: TheoryFauji Islami PhasyaNo ratings yet
- Separator SizingDocument13 pagesSeparator Sizingraja.mt100% (1)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet


























































Download as pdf or txt
You might also like
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- API Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedDocument5 pagesAPI Standard 2000 - Venting Atmospheric and Low-Pressure Storage Tanks: Nonrefrigerated and RefrigeratedNicolas CardonaNo ratings yet
- CoalescerDocument16 pagesCoalescerHeny Martha100% (2)
- Volumetric Flow ControlDocument15 pagesVolumetric Flow Controlavi_ca22100% (1)
- Impact of Emergency Shutdown Devices On Relief System Sizing and Design PDFDocument21 pagesImpact of Emergency Shutdown Devices On Relief System Sizing and Design PDFB rgNo ratings yet
- A 01 Pumps, Valves & CoolersDocument24 pagesA 01 Pumps, Valves & CoolersСергей КороткийNo ratings yet
- HANDBOOK Blanket Gas Regulators PDFDocument8 pagesHANDBOOK Blanket Gas Regulators PDFfrankz89No ratings yet
- ENGINEERING DESIGN GUIDELINES Flare Systems Rev3.4webDocument25 pagesENGINEERING DESIGN GUIDELINES Flare Systems Rev3.4webAngie Paola Sanabria Martinez100% (1)
- Engineering Design Guidelines Flare Systems Rev3.4webDocument25 pagesEngineering Design Guidelines Flare Systems Rev3.4webAntonioNo ratings yet
- DemisterDocument4 pagesDemistermariniabrahanNo ratings yet
- Oil & Gas Facilities: Thai Nippon Steel Engineering and Construction CorporationDocument43 pagesOil & Gas Facilities: Thai Nippon Steel Engineering and Construction CorporationDư Trần HưngNo ratings yet
- PumpLab Book 1 PreviewDocument11 pagesPumpLab Book 1 Previewcorey6No ratings yet
- Air Blow CleaningDocument5 pagesAir Blow CleaningTaher MassahNo ratings yet
- Tank BlankettingDocument6 pagesTank BlankettingBaskar KannaiahNo ratings yet
- Lecture 6 1Document24 pagesLecture 6 1Dany LoboNo ratings yet
- Datasheet (API 610 - 1 Page)Document8 pagesDatasheet (API 610 - 1 Page)Rudin Fahrudin RahmanNo ratings yet
- KO DrumDocument3 pagesKO DrumArynda Dimas SadewoNo ratings yet
- Engineeringpractice-January2020 Compressed PDFDocument40 pagesEngineeringpractice-January2020 Compressed PDFPatricia.PNo ratings yet
- ACS Montz BrochureDocument11 pagesACS Montz BrochureMarcoAlbaNo ratings yet
- Process Plant Design - Vessel Sizing - 15 Jan 2017 PDFDocument24 pagesProcess Plant Design - Vessel Sizing - 15 Jan 2017 PDFNgàyMưaNo ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Oilfield Processing Measurement and Control Oil and Gas SeparationDocument8 pagesOilfield Processing Measurement and Control Oil and Gas SeparationAnonymous 8te2h1No ratings yet
- Structured Packing BrochureDocument12 pagesStructured Packing BrochureMoad Bouzida100% (1)
- Structured PackingDocument8 pagesStructured PackingUsama IqbalNo ratings yet
- Lab Manual Gas Pressure Process ControlDocument10 pagesLab Manual Gas Pressure Process ControlAziemah AulanNo ratings yet
- KU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFDocument7 pagesKU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFRexx Mexx100% (1)
- Presentationlu 180126221936 PDFDocument20 pagesPresentationlu 180126221936 PDFhaptoorNo ratings yet
- Process IsolationDocument13 pagesProcess IsolationBhuran AkshayNo ratings yet
- Optimization of Water Reuse Network Using Water Pinch Technology WPT by Considering Single Contaminant For Kaduna Refinery and Pet 2375 4397 1000173Document6 pagesOptimization of Water Reuse Network Using Water Pinch Technology WPT by Considering Single Contaminant For Kaduna Refinery and Pet 2375 4397 1000173Brario AninditoNo ratings yet
- Flowlines and ManifoldsDocument5 pagesFlowlines and ManifoldsMSNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- MEP R ES 006 Corrugated Plate Intercept SeparatorDocument6 pagesMEP R ES 006 Corrugated Plate Intercept SeparatorimyourscinNo ratings yet
- Fine Tune Relief Calculations For Supercritical FluidsDocument10 pagesFine Tune Relief Calculations For Supercritical FluidsPeter PerezNo ratings yet
- Air BlowDocument2 pagesAir BlowHussein Adnan FneishNo ratings yet
- Nitrogen Blanketing For Storage and TransportationDocument5 pagesNitrogen Blanketing For Storage and TransportationHoang-Vu BuiNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- H2O2 DecompositionDocument14 pagesH2O2 Decompositionpulcherimus1No ratings yet
- Ese652 - Process Control Ii Chapter 5.2 - Distillation ColumnDocument5 pagesEse652 - Process Control Ii Chapter 5.2 - Distillation ColumnJennifer HughesNo ratings yet
- Pump Sizing Calculator GuideDocument18 pagesPump Sizing Calculator GuideK LandryNo ratings yet
- Tray Dividing Wall ColumnsDocument7 pagesTray Dividing Wall ColumnsDr. VolodymyrNo ratings yet
- Pressure RegulatorDocument4 pagesPressure RegulatorRICHIHOTS2No ratings yet
- Two Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Document1 pageTwo Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Vu TranNo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- A Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesDocument1 pageA Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesyogacruiseNo ratings yet
- High-Performance Trays Getting The Best Capacity and EfficiencyDocument6 pagesHigh-Performance Trays Getting The Best Capacity and Efficiencyapply19842371No ratings yet
- Vessel Internal &functionDocument31 pagesVessel Internal &functionnawarsNo ratings yet
- Flare Systems Basics Design and Calculations 1678330360Document63 pagesFlare Systems Basics Design and Calculations 1678330360nitinNo ratings yet
- Purge Gas Calculation 1689689650Document1 pagePurge Gas Calculation 1689689650baiju79No ratings yet
- Distillation Operation DifficultiesDocument7 pagesDistillation Operation DifficultiesSekar ChadarwatiNo ratings yet
- W6 Toxic Release and Dispersion Models UlearnDocument61 pagesW6 Toxic Release and Dispersion Models UlearnFakhrulShahrilEzanieNo ratings yet
- Fuel Tank Rule BookDocument3 pagesFuel Tank Rule Book14MME Nandani GuptaNo ratings yet
- EIEPD Design CriteriaDocument125 pagesEIEPD Design CriteriaLale AğayevaNo ratings yet
- CBE 417 FlashDrumSizing Wankat PDFDocument7 pagesCBE 417 FlashDrumSizing Wankat PDFAbdul RehmanNo ratings yet
- High Performance TraysDocument4 pagesHigh Performance Traysahmed mohamedNo ratings yet
- Well Test Standards Section 3.30 Chemical Injection Pumps: Global StandardDocument8 pagesWell Test Standards Section 3.30 Chemical Injection Pumps: Global StandardEmmanuelNo ratings yet
- Bulk Separation of GasDocument7 pagesBulk Separation of GasEnnecyr Pilling PintoNo ratings yet
- Venturi Scrubbers The Venturi Scrubber Is One of The MostDocument32 pagesVenturi Scrubbers The Venturi Scrubber Is One of The MostGapuk Maboek100% (1)
- Two-Phase Oil and Gas Separation 117: TheoryDocument18 pagesTwo-Phase Oil and Gas Separation 117: TheoryFauji Islami PhasyaNo ratings yet
- Separator SizingDocument13 pagesSeparator Sizingraja.mt100% (1)
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet