Download as pdf or txt
You might also like
- 28.2 - Basic PMO Communications PlanDocument3 pages28.2 - Basic PMO Communications PlanandromterNo ratings yet
- Foster Wheeler CFB BoilerDocument9 pagesFoster Wheeler CFB BoilerErl SuperalNo ratings yet
- Recent Trends in Scramjet TechnologyDocument15 pagesRecent Trends in Scramjet TechnologyD.Viswanath100% (4)
- Shan - A Silicon-Based Micro Gas Turbine Engine For Power GenerationDocument5 pagesShan - A Silicon-Based Micro Gas Turbine Engine For Power GenerationnentonioNo ratings yet
- Combustors For Micro Gas Tubine EnginesDocument9 pagesCombustors For Micro Gas Tubine Enginesمحسن حيدريNo ratings yet
- Shih 2008Document9 pagesShih 2008Abdellah BenaribaNo ratings yet
- 08PP134 PDFDocument5 pages08PP134 PDFkasreedharNo ratings yet
- Design and Numerical Analysis of A Micro GasTurbine Combustion ChamberDocument5 pagesDesign and Numerical Analysis of A Micro GasTurbine Combustion ChamberIBRAHIM RasaqNo ratings yet
- E3sconf Icpeme2018 02008Document4 pagesE3sconf Icpeme2018 02008Nova BitesNo ratings yet
- Fuel Processing Technology: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainalDocument11 pagesFuel Processing Technology: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainaljayakrishnatejaNo ratings yet
- CFD Approach As Design Optimization For Gas TurbinDocument12 pagesCFD Approach As Design Optimization For Gas TurbinFurqanNo ratings yet
- Full Paper No 012-1Document12 pagesFull Paper No 012-1Srinivasa Krishna AddepalliNo ratings yet
- Liquid Monopropellant CombustionDocument4 pagesLiquid Monopropellant Combustionherdi sutanto adigunaNo ratings yet
- Lean Combustion Technology For Internal Combustion Engines: A ReviewDocument4 pagesLean Combustion Technology For Internal Combustion Engines: A ReviewNitin NaveenNo ratings yet
- 2019 - Bahamin Bazooyar - Design and Numerical Analysis of A 3 KWe Flameless Microturbine Combustor For Hydrogen FuelDocument11 pages2019 - Bahamin Bazooyar - Design and Numerical Analysis of A 3 KWe Flameless Microturbine Combustor For Hydrogen FuelАлександр ТумановNo ratings yet
- Ultra Micro Gas Turbine Generator: 1. IntroductionDocument6 pagesUltra Micro Gas Turbine Generator: 1. Introductionhariprasadr5199No ratings yet
- Design and Optimization of CombustionDocument22 pagesDesign and Optimization of Combustionrezanor3197No ratings yet
- Miniature-Scale Liquid-Fuel-Film CombustorDocument7 pagesMiniature-Scale Liquid-Fuel-Film Combustorherdi sutanto adigunaNo ratings yet
- Problems of Implementing Ramjet Operation: V. M. LevinDocument10 pagesProblems of Implementing Ramjet Operation: V. M. LevinAlen M AbrahamNo ratings yet
- EasyChair Preprint 5963Document19 pagesEasyChair Preprint 5963tush16arNo ratings yet
- Ishibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusDocument12 pagesIshibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusTamal MukherjeeNo ratings yet
- Important For Combustion Setting PropertiesDocument10 pagesImportant For Combustion Setting PropertiesfoxinboxfoxNo ratings yet
- Micro Gas TurbineDocument8 pagesMicro Gas TurbineRamachandran VenkateshNo ratings yet
- 19458-Article Text-61485-1-10-2022011Document8 pages19458-Article Text-61485-1-10-2022011Om FaNo ratings yet
- A MEMS Fuel Atomizer For Advanced EnginesDocument9 pagesA MEMS Fuel Atomizer For Advanced EnginesJim NabityNo ratings yet
- Gas TurbineDocument6 pagesGas TurbineRicardo Carpio OssesNo ratings yet
- Numerical Simulation of The Combustion of Hydrogen-Air Mixture in Micro-Scaled Chambers. Part I Fundamental StudyDocument10 pagesNumerical Simulation of The Combustion of Hydrogen-Air Mixture in Micro-Scaled Chambers. Part I Fundamental StudyHERDI SUTANTONo ratings yet
- Factors Affecting Characteristic Length of The Combustion Chamber of Liquid Propellant Rocket EnginesDocument17 pagesFactors Affecting Characteristic Length of The Combustion Chamber of Liquid Propellant Rocket EnginesMaha Vignesh NNo ratings yet
- Analysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureDocument7 pagesAnalysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureGuruvenu KamanuruNo ratings yet
- Influence of Intake Pipe Length and Diameter On The Performance of A Spark Ignition Enginecosta14Document7 pagesInfluence of Intake Pipe Length and Diameter On The Performance of A Spark Ignition Enginecosta14ennioNo ratings yet
- Catalyzed Combustion in Micro-Propulsion Devices - Project StatusDocument4 pagesCatalyzed Combustion in Micro-Propulsion Devices - Project StatusalokNo ratings yet
- IRE - 21 TURBOFAN ENGINE DESIGN - Group - 2Document52 pagesIRE - 21 TURBOFAN ENGINE DESIGN - Group - 2Mr. Jaykumar JoshiNo ratings yet
- Small Recuperated Ceramic Microturbine Demonstrator ConceptDocument15 pagesSmall Recuperated Ceramic Microturbine Demonstrator ConceptJaaameess100% (1)
- Sirine 3Document10 pagesSirine 3Syrine BOUDEFNo ratings yet
- CH-7 Firing in Boilers & Types of FurnacesDocument42 pagesCH-7 Firing in Boilers & Types of Furnacesankit.sch13No ratings yet
- Design Manufacturing and Rig Test of A SDocument4 pagesDesign Manufacturing and Rig Test of A SdikoginNo ratings yet
- For Review ISTP26 FudhailDocument7 pagesFor Review ISTP26 FudhailHERDI SUTANTONo ratings yet
- Combustor ChambersDocument38 pagesCombustor ChambersJoao MinhoNo ratings yet
- Experimental Investigation On Variable Compression Ratio S.I. EngineDocument6 pagesExperimental Investigation On Variable Compression Ratio S.I. EngineerpublicationNo ratings yet
- Development of An Annular Reverse-Flow Combustor: George Opdyke, JRDocument10 pagesDevelopment of An Annular Reverse-Flow Combustor: George Opdyke, JRanburajpricillabaiNo ratings yet
- Potential of Expansion Chamber Exhaust Pipes For Two-Stroke Powered ToolsDocument12 pagesPotential of Expansion Chamber Exhaust Pipes For Two-Stroke Powered Toolsfelipemejia0No ratings yet
- Pengaruh Rasio Ekuivalen Terhadap Traveling SpeedDocument4 pagesPengaruh Rasio Ekuivalen Terhadap Traveling Speedherdi sutanto adigunaNo ratings yet
- Catalytic Combustion For Energy ProductionDocument16 pagesCatalytic Combustion For Energy ProductionAnanthakishnanNo ratings yet
- Hydrogen Fuelled Scramjet Combustor - The Impact of Fuel InjectionDocument17 pagesHydrogen Fuelled Scramjet Combustor - The Impact of Fuel InjectionArnalt StalinNo ratings yet
- Simulation and CFD Analysis of Various Combustion Chamber Geometry of A C.I Engine Using CFXDocument8 pagesSimulation and CFD Analysis of Various Combustion Chamber Geometry of A C.I Engine Using CFXZineddine AlicheNo ratings yet
- Istp 2015Document7 pagesIstp 2015HERDI SUTANTONo ratings yet
- Liquid Rocket Combustion ChamberDocument32 pagesLiquid Rocket Combustion ChamberBijin ChadayanNo ratings yet
- Performance Evaluation and Flame Stabilization ofDocument10 pagesPerformance Evaluation and Flame Stabilization ofB Bala Venkata GaneshNo ratings yet
- Gas Turbine Thesis PDFDocument5 pagesGas Turbine Thesis PDFbrandygranttallahassee100% (2)
- Jntu College of Engineering: AnatapurDocument11 pagesJntu College of Engineering: AnatapurRaghavendra RaghavNo ratings yet
- Simulation of The Firebox ofDocument6 pagesSimulation of The Firebox ofAli DarvishiNo ratings yet
- Development of Aero Gas Turbine Annular CombustorDocument14 pagesDevelopment of Aero Gas Turbine Annular CombustorSurya NarayananNo ratings yet
- Multiple Ways of Energy Conservation & Cost Reduction in Cement IndustryDocument3 pagesMultiple Ways of Energy Conservation & Cost Reduction in Cement Industrysatish kumar reddyNo ratings yet
- A Review Article On Solid Fuel Ducted RamjetDocument9 pagesA Review Article On Solid Fuel Ducted RamjetIJRASETPublicationsNo ratings yet
- Characteristics of Butane Combustion in Mesoscale-Combustor Due To Stainless Steel Flame Holder TypeDocument13 pagesCharacteristics of Butane Combustion in Mesoscale-Combustor Due To Stainless Steel Flame Holder TypeIr. Iis Siti Aisyah, S.T., M.T., Ph.DNo ratings yet
- A Review Article On Solid Fuel Ducted RaDocument9 pagesA Review Article On Solid Fuel Ducted Rarehmanandul464No ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- Innovative Designs of Microcombustor For Portable Power Applications.Document3 pagesInnovative Designs of Microcombustor For Portable Power Applications.herdi sutanto adigunaNo ratings yet
- CP 4Document7 pagesCP 4api-3757791No ratings yet
- CP 1Document22 pagesCP 1api-3757791100% (1)
- TM 2006 214365Document15 pagesTM 2006 214365api-3757791No ratings yet
- Imp Echnical-Report-4-PvDocument80 pagesImp Echnical-Report-4-Pvapi-3757791No ratings yet
- Case Cx330 350 Crawler Excavator Shop ManualDocument20 pagesCase Cx330 350 Crawler Excavator Shop Manualleslie100% (60)
- Solenoid Operated Directional Valves CatalogDocument32 pagesSolenoid Operated Directional Valves CatalogMohamed RashedNo ratings yet
- Data Sheet 29-9 - Fig TC704 (900) Conical (Witches Hat) StrainerDocument1 pageData Sheet 29-9 - Fig TC704 (900) Conical (Witches Hat) StrainerSteve NewmanNo ratings yet
- Beadle CC163Document8 pagesBeadle CC163estraj1954No ratings yet
- Product Sales Sheet PDFDocument2 pagesProduct Sales Sheet PDFPETER LOCKNo ratings yet
- Dorman Long Bridge's Book (1930)Document32 pagesDorman Long Bridge's Book (1930)JimmyNo ratings yet
- Francis Et Al. NSNMRN Ooty 2012Document18 pagesFrancis Et Al. NSNMRN Ooty 2012Francis AnandNo ratings yet
- Project PGCINDSDocument8 pagesProject PGCINDSShahab AlamNo ratings yet
- Sw3 Answer KeyDocument1 pageSw3 Answer KeyPati DukaNo ratings yet
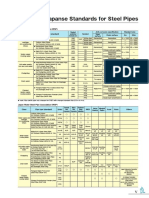
- Steel PipeDocument1 pageSteel Pipesafar bahariNo ratings yet
- Materials Handling Power Presentation0001Document30 pagesMaterials Handling Power Presentation0001Amanya SylusNo ratings yet
- From Chapter 1 of Distributed Systems Concepts and Design, 4 EditionDocument49 pagesFrom Chapter 1 of Distributed Systems Concepts and Design, 4 Editionsunder V100% (1)
- Cebex 100 PDFDocument2 pagesCebex 100 PDFBijaya RaulaNo ratings yet
- 4 Shear and Moment Daigrams Graphical MethodDocument24 pages4 Shear and Moment Daigrams Graphical MethodWassan IdreesNo ratings yet
- Design and Fabrication of Screw Conveyor Report DownloadDocument3 pagesDesign and Fabrication of Screw Conveyor Report Downloadyohannes wendwesenNo ratings yet
- TsubakiDocument45 pagesTsubakiBastanta NainggolanNo ratings yet
- ICM CH 6 Answers To Chapter ProblemsDocument2 pagesICM CH 6 Answers To Chapter ProblemsyawahabNo ratings yet
- Astm C603 PDFDocument2 pagesAstm C603 PDFKelly-Moore Việt NamNo ratings yet
- Makalah GTWDocument8 pagesMakalah GTWfaisalNo ratings yet
- FMA RegsDocument361 pagesFMA RegsJiong SoonNo ratings yet
- HIDRAULICA DE CANALES ABIERTOS - Editado-WordDocument87 pagesHIDRAULICA DE CANALES ABIERTOS - Editado-WordLuis Zambrana0% (1)
- Interfacing in Crushing and Screening PlantsDocument27 pagesInterfacing in Crushing and Screening PlantsAnku PandeyNo ratings yet
- Twin Clutch TransmissionDocument237 pagesTwin Clutch TransmissionAkash Mankar100% (1)
- Part SD200N TenggarongDocument2 pagesPart SD200N TenggarongAndre STANo ratings yet
- En 10056-1 (2017) (E)Document8 pagesEn 10056-1 (2017) (E)JohnNo ratings yet
- 721007-620005-Computer Oriented Numerical MethodsDocument2 pages721007-620005-Computer Oriented Numerical MethodsTijo L PeterNo ratings yet
- UK Rules For PRessure VesselsDocument4 pagesUK Rules For PRessure VesselsMeghan GhoneNo ratings yet
- Phenomena of Double RefractionDocument5 pagesPhenomena of Double RefractionMahendra PandaNo ratings yet
- UC Opp No. 2 CRISPR PatentDocument65 pagesUC Opp No. 2 CRISPR PatentjsherkowNo ratings yet