Download as pdf or txt
You might also like
- Assignment 2Document28 pagesAssignment 2ahsan aliNo ratings yet
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Test of A Tubular CondenserDocument9 pagesTest of A Tubular CondenserDevin Bea0% (1)
- Heat Exchanger Important DocumentDocument126 pagesHeat Exchanger Important DocumentUsamaAli100% (1)
- Double Pipe Heat ExchangersDocument36 pagesDouble Pipe Heat Exchangersshreyasnil50% (2)
- ProjectDocument24 pagesProjectSantosh Kumar Hotta100% (1)
- Heat ExchangerDocument11 pagesHeat ExchangerHuda ShahNo ratings yet
- Heat Exchanger and Its Classification: Dr. Liaquat Ali KhanDocument34 pagesHeat Exchanger and Its Classification: Dr. Liaquat Ali KhanKhalil AhmadNo ratings yet
- Mean of Heat ExchangerDocument6 pagesMean of Heat ExchangerMahfuzah MustaphaNo ratings yet
- COMSATS Institute of Information Technology, SahiwalDocument11 pagesCOMSATS Institute of Information Technology, SahiwalAsad AliNo ratings yet
- Shell and Tube Heat Exchanger: Wall ThicknessDocument10 pagesShell and Tube Heat Exchanger: Wall ThicknessZeke KazamiNo ratings yet
- Chapter 5: Heat ExchangersDocument4 pagesChapter 5: Heat ExchangersKrishnaNo ratings yet
- Heat Exchanger July5Document5 pagesHeat Exchanger July5canvadesigner69No ratings yet
- Heat Exchanger Design and SelectionDocument44 pagesHeat Exchanger Design and Selectiondenizkund100% (1)
- Heat ExchangerDocument7 pagesHeat ExchangerLloyd Abadilla100% (1)
- What Is A Heat ExchangerDocument4 pagesWhat Is A Heat ExchangermarviNo ratings yet
- Review On Modern Heat Exchanger: International Journal For Modern Science and TechnologyDocument7 pagesReview On Modern Heat Exchanger: International Journal For Modern Science and TechnologymodoyioNo ratings yet
- Types of Heat Exchangers and Their SelectionDocument6 pagesTypes of Heat Exchangers and Their SelectionJaiNo ratings yet
- Heat ExchangerDocument39 pagesHeat ExchangerAdithya ShripathiNo ratings yet
- Heat ExchangerDocument5 pagesHeat ExchangerMurtaza NaeemNo ratings yet
- A Piece of Equipment Built For Efficient Heat Transfer From One Medium To AnotherDocument19 pagesA Piece of Equipment Built For Efficient Heat Transfer From One Medium To AnotherKirti SuryawanshiNo ratings yet
- Heat ExchangersDocument3 pagesHeat Exchangersdanena88No ratings yet
- Conceptual Diagram of A Plate and Frame Heat Exchanger02Document9 pagesConceptual Diagram of A Plate and Frame Heat Exchanger02sai thesisNo ratings yet
- Heat ExchangersDocument56 pagesHeat ExchangersGeeva Prasanth ANo ratings yet
- Parallel - Counter Flow Heat ExchangerDocument12 pagesParallel - Counter Flow Heat Exchangerjr gajelesNo ratings yet
- Flow Heat Exchanger, The Fluids Travel Roughly Perpendicular To One Another Through The ExchangerDocument1 pageFlow Heat Exchanger, The Fluids Travel Roughly Perpendicular To One Another Through The ExchangerSagar PatilNo ratings yet
- Equipamentos E Processos Térmicos (Equipment and Thermal Processes) ERASMUS - Workgroup 2Document12 pagesEquipamentos E Processos Térmicos (Equipment and Thermal Processes) ERASMUS - Workgroup 2taha akbulatNo ratings yet
- Heat Exchanger: Abbas wehbe reson مسلاا: Heat transfer (II) ةداملا: 3 /HVAC عرفلا / ةلحرملا: D.Sattar aljabair فرشملاDocument10 pagesHeat Exchanger: Abbas wehbe reson مسلاا: Heat transfer (II) ةداملا: 3 /HVAC عرفلا / ةلحرملا: D.Sattar aljabair فرشملاgggggggNo ratings yet
- New 1Document43 pagesNew 1pandy1604No ratings yet
- Mechanical Engineering Science 9 3Rd Year Laboratory ExperimentDocument16 pagesMechanical Engineering Science 9 3Rd Year Laboratory ExperimentLight OneNo ratings yet
- Heat ExchangersDocument23 pagesHeat ExchangersAbdul Rehman KhanNo ratings yet
- Heat ExchangersDocument23 pagesHeat ExchangersKhalid NaseemNo ratings yet
- Shell and Tube Heat ExchangerDocument4 pagesShell and Tube Heat Exchangerru4angelNo ratings yet
- Engineering Drawing Project Report: Heat ExchangerDocument10 pagesEngineering Drawing Project Report: Heat ExchangerDhanis ParamaguruNo ratings yet
- Types of Heat Exchangers - Classification of Heat ExchangersDocument3 pagesTypes of Heat Exchangers - Classification of Heat ExchangersMuhammet Ahmet SarıkayaNo ratings yet
- 1-Classification of Heat Exchangers & Selection CriteriaDocument56 pages1-Classification of Heat Exchangers & Selection CriteriaShahid_Rao786100% (1)
- 1.1 Research Background: Heat Exchanger FCB40302Document68 pages1.1 Research Background: Heat Exchanger FCB40302ImranMustaffaNo ratings yet
- Suez University Faculty of Petroleum & Mining Engineering: Prepared ByDocument17 pagesSuez University Faculty of Petroleum & Mining Engineering: Prepared ByitezazahsanNo ratings yet
- Heat ExchangerDocument29 pagesHeat Exchangerrodel rentaNo ratings yet
- Heatexchangers 141211033518 Conversion Gate02Document49 pagesHeatexchangers 141211033518 Conversion Gate02mfmechanicsNo ratings yet
- Shell and Tube Heat Exchanger: Research TitleDocument10 pagesShell and Tube Heat Exchanger: Research TitleDimas SatriaNo ratings yet
- Shell and Tube Heat ExchangerDocument30 pagesShell and Tube Heat ExchangerMurphy MofeNo ratings yet
- Heat Exchangers Melab2Document50 pagesHeat Exchangers Melab2Aaron Linus RoseteNo ratings yet
- 5 5-HeatexchangerDocument10 pages5 5-HeatexchangerMohamed Rafeek GhaniNo ratings yet
- Heat ExchangersDocument8 pagesHeat Exchangerskats2404No ratings yet
- Heat Exchanger.Document10 pagesHeat Exchanger.RajarajeswariNo ratings yet
- Design of Double Pipe Heat Exchanger: Mrs. Kirti B.Zare, Ms. Dipika Kanchan, Ms. Nupur PatelDocument14 pagesDesign of Double Pipe Heat Exchanger: Mrs. Kirti B.Zare, Ms. Dipika Kanchan, Ms. Nupur PatelFranceNo ratings yet
- Heat Equipment Design AssignmentDocument11 pagesHeat Equipment Design AssignmentskylerlarmanieNo ratings yet
- Heatexchanger 141105110809 Conversion Gate01Document9 pagesHeatexchanger 141105110809 Conversion Gate01L ́ RadiCallyNo ratings yet
- Intercambiador de CalorDocument54 pagesIntercambiador de CalorCristian NipasNo ratings yet
- Klasifikasi Heat ExchangerDocument77 pagesKlasifikasi Heat ExchangerGeovany FakhriNo ratings yet
- Heat Exchanger: Flow ArrangementDocument5 pagesHeat Exchanger: Flow ArrangementdileepNo ratings yet
- A Heat Exchanger Is A Device Designed To Efficiently Transfer Heat From One Medium To AnotherDocument2 pagesA Heat Exchanger Is A Device Designed To Efficiently Transfer Heat From One Medium To Anotheryatin.yerne21No ratings yet
- Designn of Heat ExchangerDocument53 pagesDesignn of Heat ExchangerBalu BalireddiNo ratings yet
- Heat Exchangers V1 16-10-2019Document72 pagesHeat Exchangers V1 16-10-2019Bal krishna srivastava100% (1)
- Act 3 ConclusionDocument13 pagesAct 3 ConclusionVon A. DamirezNo ratings yet
- ME 478: Heat Exchanger Design .: CH-1: Heat Exchangers Introduction, Classification, and SelectionDocument5 pagesME 478: Heat Exchanger Design .: CH-1: Heat Exchangers Introduction, Classification, and SelectionalawyNo ratings yet
- Types of Heat Exchangers Shell and Tube, Plate TypeDocument4 pagesTypes of Heat Exchangers Shell and Tube, Plate TypeMohammedBujairNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Assignment 2 2019Document1 pageAssignment 2 2019Nurul Aqilah Mohd NasirNo ratings yet
- Breadfruit Coloring Sheets HADocument15 pagesBreadfruit Coloring Sheets HAOscar Guevara NovoaNo ratings yet
- Maths (Standard) Class - X - SET-1 (English Version)Document7 pagesMaths (Standard) Class - X - SET-1 (English Version)shanmugan rajNo ratings yet
- Achasta Bear Paw RidgeDocument1 pageAchasta Bear Paw RidgeC Bombin'No ratings yet
- 1st Question Experimental DesignDocument16 pages1st Question Experimental DesignHayaa KhanNo ratings yet
- Pavement Design1Document57 pagesPavement Design1Mobin AhmadNo ratings yet
- ROLLAND ZAT540eDocument17 pagesROLLAND ZAT540egesssmNo ratings yet
- Worksheet 1Document7 pagesWorksheet 1ndtitcNo ratings yet
- Transformer ProtectionDocument139 pagesTransformer Protectionjoblogs432100% (5)
- Process Op GAS PROCESSINGDocument3 pagesProcess Op GAS PROCESSINGjohn MNo ratings yet
- Physical Sciences P1 Feb March 2018 EngDocument20 pagesPhysical Sciences P1 Feb March 2018 EngKoketso LetswaloNo ratings yet
- Pallas Athena in AstrologyDocument1 pagePallas Athena in AstrologyMoraru Mariana0% (1)
- Using Compound Subject and PredicateDocument8 pagesUsing Compound Subject and PredicateJoan DalilisNo ratings yet
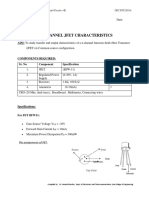
- Expt - 11: JFET CharacteristicsDocument8 pagesExpt - 11: JFET CharacteristicssamarthNo ratings yet
- Product NewsDocument112 pagesProduct Newsnunes999No ratings yet
- Jap-Motor General v1Document52 pagesJap-Motor General v1Pankaj Poonia100% (1)
- Ideal Op-Amp Equivalent CircuitDocument20 pagesIdeal Op-Amp Equivalent CircuitPiyush DubeyNo ratings yet
- Resume August RothenbergerDocument1 pageResume August Rothenbergerapi-355836337No ratings yet
- ASSOCHAM Aviotech Study On Aerospace and Defence Manufacturing in IndiaDocument23 pagesASSOCHAM Aviotech Study On Aerospace and Defence Manufacturing in IndiarahulgangalNo ratings yet
- The Wheel and The BobsleighDocument2 pagesThe Wheel and The BobsleighHarisNo ratings yet
- Certified Energy Manager ® Training Program: Outline & Study Guide (SI Units)Document11 pagesCertified Energy Manager ® Training Program: Outline & Study Guide (SI Units)EngSafwanQadousNo ratings yet
- 14386l Camu 11670 Rev34 IngleseDocument253 pages14386l Camu 11670 Rev34 Inglesejohnysonycum0% (1)
- Quality Control of Sterile Products: (Ms. Riffat)Document21 pagesQuality Control of Sterile Products: (Ms. Riffat)Khan NehalNo ratings yet
- La Dolce Vita Dinner MenuDocument2 pagesLa Dolce Vita Dinner Menusupport_local_flavorNo ratings yet
- Module 4 Family and Consumer Life Skills 5Document10 pagesModule 4 Family and Consumer Life Skills 5PAGHASIAN, RENAROSE JOYNo ratings yet
- Abb 1677859211Document43 pagesAbb 1677859211Mohamed ElsayedNo ratings yet
- Gis PortefolioDocument12 pagesGis PortefolioruimauricioferreiraNo ratings yet
- 5064 (UK) P392 BHL Product Brochure Issue6Document12 pages5064 (UK) P392 BHL Product Brochure Issue6Pawan SharmaNo ratings yet
- House Riddles (1) - EasyDocument3 pagesHouse Riddles (1) - EasyMiyasar AzatbaevaNo ratings yet
- Tabatana 2023 ReportDocument15 pagesTabatana 2023 ReportKudakwashe Pride ChirendaNo ratings yet