Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Accp 2021 P 1Document584 pagesAccp 2021 P 1Sarra HassanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Composites Part A: SciencedirectDocument11 pagesComposites Part A: SciencedirectshafaathtNo ratings yet
- Conference Brochure EDMMT 2020Document2 pagesConference Brochure EDMMT 2020shafaathtNo ratings yet
- Finite Element Analysis and Modeling of Water AbsorptionDocument8 pagesFinite Element Analysis and Modeling of Water AbsorptionshafaathtNo ratings yet
- Coatings of Polymers and Plastics - Rose RyntzDocument371 pagesCoatings of Polymers and Plastics - Rose Ryntzakhand12724No ratings yet
- O Level Physics 2023-2025 ATP TipsDocument7 pagesO Level Physics 2023-2025 ATP TipsAmy WolmesNo ratings yet
- 3 Ijrerd-A128 PDFDocument6 pages3 Ijrerd-A128 PDFRathod NileshNo ratings yet
- The Midas Touch byDocument12 pagesThe Midas Touch byymmarga18No ratings yet
- Daltotherm TSW 38-00 SDS (2013.11.11)Document10 pagesDaltotherm TSW 38-00 SDS (2013.11.11)shane.scbservicesNo ratings yet
- Apollo-Soyuz Test ProjectDocument120 pagesApollo-Soyuz Test ProjectAviation/Space History LibraryNo ratings yet
- Mini ProjectDocument12 pagesMini ProjectHima Bindu PambalaNo ratings yet
- Proceedings 10th Mountain Cheese DefDocument95 pagesProceedings 10th Mountain Cheese DefLazline BrownNo ratings yet
- MNU-1651-51 (x51121 - E)Document264 pagesMNU-1651-51 (x51121 - E)HoppeHNo ratings yet
- Final Wind LoadDocument23 pagesFinal Wind LoadjohnrendeltumaronNo ratings yet
- CASE STUDY - Smart Stores Reinvent The Retail SpaceDocument1 pageCASE STUDY - Smart Stores Reinvent The Retail Spacetranthihien29604No ratings yet
- RP 2002E ManualDocument172 pagesRP 2002E ManualTu Pham Minh75% (16)
- Rohith R Fouress Report 1Document22 pagesRohith R Fouress Report 1Nithish ChandrashekarNo ratings yet
- Assignment: Embedded SystemsDocument6 pagesAssignment: Embedded SystemsSudarshanNo ratings yet
- Sabrine Lure of The Expanse ExpansionDocument9 pagesSabrine Lure of The Expanse Expansionmalador99991% (11)
- National Biogas Manure Management Programme (NBMMP) 12thplanDocument7 pagesNational Biogas Manure Management Programme (NBMMP) 12thplanRG SegaranNo ratings yet
- Hierapolis of Phrygia The Drawn Out DemiDocument33 pagesHierapolis of Phrygia The Drawn Out Demivladan stojiljkovicNo ratings yet
- Arni DivisionDocument42 pagesArni DivisionAO VandavasiNo ratings yet
- CRICKET SKILLS INJURY (PPT For Assignment) LnipeDocument59 pagesCRICKET SKILLS INJURY (PPT For Assignment) LnipeVinod Baitha (Vinod Sir)No ratings yet
- Francisco - JM - Ahu Equipment Selection FinalDocument30 pagesFrancisco - JM - Ahu Equipment Selection FinalJoe ManipolNo ratings yet
- BCA Semester 5 2019Document48 pagesBCA Semester 5 2019vaje rohanNo ratings yet
- ფიზიკა 7 - მოსწავლის წიგნიDocument219 pagesფიზიკა 7 - მოსწავლის წიგნიBeso ChargeishviliNo ratings yet
- LCI 80 Standard Line Control DisplayDocument2 pagesLCI 80 Standard Line Control DisplayMeasurementTechNo ratings yet
- Analysis and Modelling of CFT Members Moment Curvature AnalysisDocument10 pagesAnalysis and Modelling of CFT Members Moment Curvature AnalysisMahdi ValaeeNo ratings yet
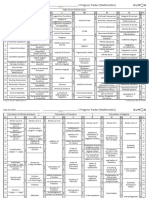
- Kumon Mathematics Progress Tracker Levels C To O PDFDocument2 pagesKumon Mathematics Progress Tracker Levels C To O PDFcharmradeekNo ratings yet
- Lecture 1 Surface and Interfacial PhenomenaDocument26 pagesLecture 1 Surface and Interfacial Phenomenabattal eduNo ratings yet
- Fatima 121 ThesisDocument144 pagesFatima 121 ThesisNecesario BanaagNo ratings yet
- Insulin TherapyDocument14 pagesInsulin TherapyElimar Alejandra David GilNo ratings yet
- Periodic Waveform Generation in FPGADocument7 pagesPeriodic Waveform Generation in FPGAnm2007kNo ratings yet
- The Pentagon Bio-Weapons - Dilyana - BGDocument34 pagesThe Pentagon Bio-Weapons - Dilyana - BGOn The PathNo ratings yet