Download as ppt, pdf, or txt
You might also like
- 07 Final Rapid Prototype ReportDocument16 pages07 Final Rapid Prototype ReportpallaviNo ratings yet
- Prototyping White PaperDocument11 pagesPrototyping White PaperDavid Budi SaputraNo ratings yet
- Cutting Edge Technologies in ManufacturingDocument32 pagesCutting Edge Technologies in ManufacturingsrknecmechNo ratings yet
- TO Rapid Prototyping (RP) : Prepared By: Dr. Chirag R. SanghaniDocument11 pagesTO Rapid Prototyping (RP) : Prepared By: Dr. Chirag R. SanghanichiragcaeNo ratings yet
- Advanced Manufacturing Systems Assignment 1 FaraiDocument10 pagesAdvanced Manufacturing Systems Assignment 1 Faraifatsoe1No ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingAmit KumarNo ratings yet
- Master of Sustainable Engineering in ProductionDocument70 pagesMaster of Sustainable Engineering in ProductionBasheer W. ShaheenNo ratings yet
- 3.5.rapid PrototypingDocument6 pages3.5.rapid PrototypingDhanush Karthik RajanNo ratings yet
- Rapid PrototypingDocument22 pagesRapid PrototypingMohammed SameelNo ratings yet
- Module - DP234 Technology Author of Assignment - Derek CovillDocument18 pagesModule - DP234 Technology Author of Assignment - Derek CovillSreejith S NairNo ratings yet
- Effects of Electroplating On The Mechanical Properties of STDocument15 pagesEffects of Electroplating On The Mechanical Properties of STArifa NuriyaniNo ratings yet
- Rapid PrototypingDocument123 pagesRapid PrototypingSyed irfan100% (2)
- Rapid Prototyping and Tooling (RPT)Document11 pagesRapid Prototyping and Tooling (RPT)Livia Ticu100% (1)
- Rapid Prototyping Notes by Shashidhar 2Document132 pagesRapid Prototyping Notes by Shashidhar 2sharma devarajuNo ratings yet
- Unit 1 ADMDocument43 pagesUnit 1 ADMCHINTAKINDI VENKATAIAH RAGHUVAMSHINo ratings yet
- Cim ReportDocument7 pagesCim Reportsrujangowdasj2002No ratings yet
- 3D PrintingDocument5 pages3D Printingsanskar mittalNo ratings yet
- Stereo Lithography PresentationDocument28 pagesStereo Lithography PresentationJayanth RajNo ratings yet
- Rapid Prototyping and ToolingDocument19 pagesRapid Prototyping and ToolingTejas NandavadekarNo ratings yet
- Rapid PrototypingDocument18 pagesRapid Prototypingrippervasu100% (3)
- Additive MFGDocument18 pagesAdditive MFGEmerald InnovatesNo ratings yet
- Additive ManufacturingDocument13 pagesAdditive ManufacturingPrajwal ChatraNo ratings yet
- Rapid PrototypingDocument30 pagesRapid PrototypingAnupama YadavNo ratings yet
- The Final Report VineethDocument25 pagesThe Final Report VineethVineeth K V VinuNo ratings yet
- Rapid ToolingDocument17 pagesRapid Toolinggowrisankar32No ratings yet
- RP Technologies-AAE 2272 (2022) - 1Document39 pagesRP Technologies-AAE 2272 (2022) - 1Mohammed ZubairNo ratings yet
- Prototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseDocument19 pagesPrototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseBalasivarama ReddyNo ratings yet
- Alex Do MSthesis PDFDocument18 pagesAlex Do MSthesis PDFgajaramilloNo ratings yet
- Cim Presentation (1) - 1Document27 pagesCim Presentation (1) - 1roshanbond001No ratings yet
- Seminar Report On "Additive Manufacturing"Document44 pagesSeminar Report On "Additive Manufacturing"Zeel PatelNo ratings yet
- MSU6 Rapidprototypingtask 2Document27 pagesMSU6 Rapidprototypingtask 2adinamdarNo ratings yet
- R P, T, F: Apid Rototyping Ooling AND AbricationDocument26 pagesR P, T, F: Apid Rototyping Ooling AND AbricationSreejith S NairNo ratings yet
- Lecture 4 Rapid Prototyping PDFDocument75 pagesLecture 4 Rapid Prototyping PDFsafin kaosarNo ratings yet
- Rapid Prototyping TechniqueDocument35 pagesRapid Prototyping TechniquekajavarunNo ratings yet
- Use of Rapid Prototyping in Rapid ToolingDocument11 pagesUse of Rapid Prototyping in Rapid ToolingSudhanwa KulkarniNo ratings yet
- Prototyping and Rapid PrototypingDocument5 pagesPrototyping and Rapid Prototypingatma_namasteNo ratings yet
- 1.AM Methods-1Document46 pages1.AM Methods-1Huanjing XieNo ratings yet
- MSU6 Rapidprototypingtask 2Document27 pagesMSU6 Rapidprototypingtask 2Navaneeth Satyanarayana MurthyNo ratings yet
- AMTA UNIT 1 CompleteDocument11 pagesAMTA UNIT 1 CompleteAdula RajasekharNo ratings yet
- Rapid PrototypingDocument29 pagesRapid PrototypingSoumajit TalukdarNo ratings yet
- Wan Noraiman 17926 ME Extended Proposal FYP1Document14 pagesWan Noraiman 17926 ME Extended Proposal FYP1Wan NoraimanNo ratings yet
- Rapid Prototyping / Additive Manufacturing / Rapid ManufacturingDocument202 pagesRapid Prototyping / Additive Manufacturing / Rapid ManufacturingDaily SerialsNo ratings yet
- Basic Principles and Development of AM Technology: Unit - 1Document17 pagesBasic Principles and Development of AM Technology: Unit - 1Sai SrinivasNo ratings yet
- Rapid Prototyping - Lecture NotesDocument71 pagesRapid Prototyping - Lecture NotessreeshpsNo ratings yet
- L9-TA202A-Additive Manufacturing IDocument57 pagesL9-TA202A-Additive Manufacturing IjthyfgdNo ratings yet
- Module - 1: Regulation - 2015 (CBCS Scheme) Additive Manufacturing - 15me82Document37 pagesModule - 1: Regulation - 2015 (CBCS Scheme) Additive Manufacturing - 15me82swaroop kenganalNo ratings yet
- RPTDocument4 pagesRPTSARAN PRASANTHNo ratings yet
- UNIT 1 NotesDocument18 pagesUNIT 1 NotesPRABHU LNo ratings yet
- Module 3 Lesson 4Document6 pagesModule 3 Lesson 4subha_aeroNo ratings yet
- Introduction To The CourseDocument23 pagesIntroduction To The Coursemosab1234056No ratings yet
- Rapid PrototypingDocument82 pagesRapid Prototypingts619469No ratings yet
- RP - CH 3Document30 pagesRP - CH 3Jemin JhatuNo ratings yet
- 7th Sem Rapid Prototype MANUAL.... 1Document4 pages7th Sem Rapid Prototype MANUAL.... 1Utsaw PandyaNo ratings yet
- AM FinalDocument59 pagesAM Finaldummy vNo ratings yet
- BATCH ReportDocument15 pagesBATCH Reportaariyaraj.pNo ratings yet
- Rapid Prototyping Processes and OperationsDocument52 pagesRapid Prototyping Processes and OperationsAnuj Reddy100% (1)
- Rapid RpototypingDocument16 pagesRapid RpototypingAmey NaikNo ratings yet
- Manufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachDocument22 pagesManufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachSri Nadh PadavalaNo ratings yet
- Leo Battery ExtenderDocument11 pagesLeo Battery Extenderthejasree_pNo ratings yet
- PHS and Lead Acid BatteriesDocument2 pagesPHS and Lead Acid Batteriesthejasree_pNo ratings yet
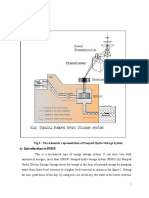
- Pumped Hydro Storage System and Lead-Acid Batteries: An AssignmentDocument4 pagesPumped Hydro Storage System and Lead-Acid Batteries: An Assignmentthejasree_pNo ratings yet
- Management Science-Question BankDocument5 pagesManagement Science-Question Bankthejasree_pNo ratings yet
- Optics and Laser Technology: Rong Liang, Yu LuoDocument8 pagesOptics and Laser Technology: Rong Liang, Yu Luothejasree_pNo ratings yet
- Product DevelopemntDocument8 pagesProduct Developemntthejasree_pNo ratings yet
- Conference Paper 3d PrintingDocument8 pagesConference Paper 3d PrintingAbdelmajid AittalebNo ratings yet
- Additive Manufacturing ProcessesDocument27 pagesAdditive Manufacturing ProcessesAizrul ShahNo ratings yet
- Additive Manufacturing - HandoutDocument121 pagesAdditive Manufacturing - HandoutChen moneyNo ratings yet
- 3D Printing 1605240054 SiddharthDocument25 pages3D Printing 1605240054 SiddharthCURRENT AFFAIRS with KARANNo ratings yet
- Thesis 3d PrintingDocument4 pagesThesis 3d Printingnadugnlkd100% (2)
- 3d Printers in Fixed Prosthodontics: Dr. Sarah MuallaDocument22 pages3d Printers in Fixed Prosthodontics: Dr. Sarah MuallaMohammed Hassan100% (1)
- Question Bank 3D PrintingDocument2 pagesQuestion Bank 3D PrintingSujit Mule100% (1)
- 3D Systems v. Formlabs Et. Al.Document12 pages3D Systems v. Formlabs Et. Al.PriorSmartNo ratings yet
- CCME Module 4 Construction MethodsDocument80 pagesCCME Module 4 Construction Methodsnirmalatheresa100% (1)
- 3D Printing TechnologyDocument34 pages3D Printing TechnologyFrançoise NicolasNo ratings yet
- 3D Printing Technology Comparison: FDM vs. Sla vs. SLS: Written By: FormlabsDocument8 pages3D Printing Technology Comparison: FDM vs. Sla vs. SLS: Written By: Formlabseitan-dalia4971No ratings yet
- Rapid Prototyping and Surface Modification TechniquesDocument46 pagesRapid Prototyping and Surface Modification TechniquesmanuNo ratings yet
- REL Group 71Document12 pagesREL Group 71Yuvraj TyagiNo ratings yet
- Recent Advances in Rapid PrototypingDocument15 pagesRecent Advances in Rapid PrototypingSatish HSNo ratings yet
- Cheat Sheet Original EditedDocument2 pagesCheat Sheet Original EditedalexanderNo ratings yet
- Lecture Notes Iare PDFDocument103 pagesLecture Notes Iare PDFTaj Siddiq Los BlancosNo ratings yet
- 3dpg - Do It YourselfDocument36 pages3dpg - Do It YourselfErmenegildo Morcillo CifuentesNo ratings yet
- Comparison of Material Properties and Biofilm FormDocument5 pagesComparison of Material Properties and Biofilm FormadistiharahapNo ratings yet
- Additive Manufacturing - 18ME741 - Module 2 - Mamatha K M - Mamatha K MDocument17 pagesAdditive Manufacturing - 18ME741 - Module 2 - Mamatha K M - Mamatha K Mswaroop kenganalNo ratings yet
- Pos Cura em Resina.026Document7 pagesPos Cura em Resina.026Danilo BianchiNo ratings yet
- 787 1302 1 SM - terbitMETRISDocument9 pages787 1302 1 SM - terbitMETRISTuhin DeyNo ratings yet
- CM4152 - SFFM Question BankDocument11 pagesCM4152 - SFFM Question BankWork CitNo ratings yet
- What Is 3D Printing? How Does A 3D Printer Work? Learn 3D PrintingDocument21 pagesWhat Is 3D Printing? How Does A 3D Printer Work? Learn 3D PrintingAveNo ratings yet
- Me 2nd Sem SyllabusDocument10 pagesMe 2nd Sem Syllabuskaruppasamy Engineering worksNo ratings yet
- Additive MAnufacturing ExplainDocument19 pagesAdditive MAnufacturing ExplainHoracioGutierrezNo ratings yet
- IJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingDocument7 pagesIJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingGarapati MurarjiNo ratings yet
- Masters Thesis-Additive ManufacturingDocument123 pagesMasters Thesis-Additive ManufacturingSameer SonuNo ratings yet
- 3D Printing Technology in Architecture 27092019Document72 pages3D Printing Technology in Architecture 27092019Arunraj100% (2)
- BDL Management Trainee Mechanical Question Paper 2022 PDFDocument42 pagesBDL Management Trainee Mechanical Question Paper 2022 PDFRohit MoliyaNo ratings yet
- 4 Seminar Report After Index PDFDocument24 pages4 Seminar Report After Index PDFM. Sadiq. A. PachapuriNo ratings yet