Download as pdf or txt
You might also like
- 1 - SINCRO - 7a - EN - DESCRIPTION AND TECHNICAL FEATURESDocument45 pages1 - SINCRO - 7a - EN - DESCRIPTION AND TECHNICAL FEATURESBoldsaikhan Tavkhai100% (1)
- Fire Resistant Cables CatalogueDocument7 pagesFire Resistant Cables CatalogueSathis Kumar Naidu Thasnamoothy100% (2)
- Astm C-42 Core TestDocument5 pagesAstm C-42 Core TestPapaDaplisNo ratings yet
- Silver Bridge Collapse Research PaperDocument5 pagesSilver Bridge Collapse Research Paperzoraiz shahidNo ratings yet
- Cisco Advanced IPSec With FlexVPNDocument91 pagesCisco Advanced IPSec With FlexVPNSrdjan MilenkovicNo ratings yet
- N28 - AS0715 - S003 - 2010-03-22 BoschDocument4 pagesN28 - AS0715 - S003 - 2010-03-22 BoschjoaopedrosousaNo ratings yet
- Database EvolutionDocument8 pagesDatabase EvolutionKrissa VillanuevaNo ratings yet
- Assignment 2Document5 pagesAssignment 2tilahun Mersha50% (2)
- Corriente Continua PDFDocument44 pagesCorriente Continua PDFGeraldynne SierraNo ratings yet
- Waves Program Feb 2023Document56 pagesWaves Program Feb 2023mohgana ponnampalamNo ratings yet
- Cover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sDocument1 pageCover Concrete: Effectively Confined Section B-B Cover Concrete (Spalls Off) - Q-Ra Ineffectively Confined Core S/sRonal J Clavijo RNo ratings yet
- Notes-Api Exams-Prathap DhasDocument7 pagesNotes-Api Exams-Prathap DhasAnonymous 4e7GNjzGWNo ratings yet
- Figure 9Document1 pageFigure 9suryansh guptaNo ratings yet
- Iso 9600Document19 pagesIso 9600Chinh PhamNo ratings yet
- How To Prevent Arc BlowDocument12 pagesHow To Prevent Arc BlowFelix GomintongNo ratings yet
- Arc BlowDocument8 pagesArc BlowAnonymous 4e7GNjzGWNo ratings yet
- 1987_Mawardi_Armature reaction in a flux pumpDocument4 pages1987_Mawardi_Armature reaction in a flux pumpLaukik DesaiNo ratings yet
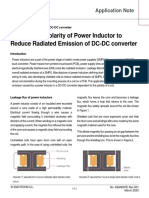
- Polarity of Power Inductor An-E 0 ROHMDocument11 pagesPolarity of Power Inductor An-E 0 ROHMcyo3fffNo ratings yet
- Adobe Scan 22 May 2024Document1 pageAdobe Scan 22 May 2024subhabuddy0No ratings yet
- V-8120 DWG CommentsDocument1 pageV-8120 DWG CommentsSulist N Wahyudie100% (1)
- Deflection of Beams and Shafts: The Elastic CurveDocument13 pagesDeflection of Beams and Shafts: The Elastic CurveNoermansyar SikandeNo ratings yet
- Switch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureDocument1 pageSwitch Nozzle Position As Per Latest Dwg. (Mirrored), See Below CaptureSulist N WahyudieNo ratings yet
- Seminar - Active Magnetic BearingsDocument14 pagesSeminar - Active Magnetic BearingskichupadiyathNo ratings yet
- Bending of BeamDocument4 pagesBending of BeamsvpNo ratings yet
- CE Board Nov 2020 - RCD - Set 8 and 9Document6 pagesCE Board Nov 2020 - RCD - Set 8 and 9Dale MalazzabNo ratings yet
- Electromagnetic Waves 2022Document12 pagesElectromagnetic Waves 2022ADITYA MAHECHANo ratings yet
- VBNJLKJHGDocument1 pageVBNJLKJHGAli MahamedNo ratings yet
- IMG - 0032 PSME Code 2008 21Document1 pageIMG - 0032 PSME Code 2008 21Arwyn BermasNo ratings yet
- Dae Hep Poster2Document2 pagesDae Hep Poster2Random PersonNo ratings yet
- Sample Exam 2Document3 pagesSample Exam 2DiexNo ratings yet
- Electrical Machines IIDocument6 pagesElectrical Machines IIsuryaprakash001No ratings yet
- Preparing To Weld: Unit 11Document3 pagesPreparing To Weld: Unit 11ahmedNo ratings yet
- HysteresisDocument8 pagesHysteresiscidadedoconcretoeacoNo ratings yet
- PH34 7.0 Physics Exam Cheat Sheet BorderDocument2 pagesPH34 7.0 Physics Exam Cheat Sheet BorderBatza BatsakisNo ratings yet
- Electrostatics + Magnetostatic + CurrentDocument1 pageElectrostatics + Magnetostatic + Currentrudraveer2805No ratings yet
- DeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveDocument13 pagesDeepLay-eks-2022-183 - Distributed Buoyancy Module For Lazy WaveGunawan SuwarnoNo ratings yet
- Scan0055 PDFDocument1 pageScan0055 PDFJayson Jonson AraojoNo ratings yet
- RRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedDocument21 pagesRRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedAhmed J Al-Terkait0% (1)
- Short Circuit Design 9.8.22Document51 pagesShort Circuit Design 9.8.22jackthonetNo ratings yet
- Wave Optics Class - 1 (Notes)Document21 pagesWave Optics Class - 1 (Notes)Krishna GuptaNo ratings yet
- 15.3 Open Coiled Helical Springs: To and MeanDocument19 pages15.3 Open Coiled Helical Springs: To and MeanBiswadeep Roy ChoudhuryNo ratings yet
- Numerical Investigation of Oblique Shock Wave/vortex Interaction.Document14 pagesNumerical Investigation of Oblique Shock Wave/vortex Interaction.alvaro737max10No ratings yet
- Unit 9 PDFDocument20 pagesUnit 9 PDFpoojaNo ratings yet
- Def Fen Baugh 1946Document4 pagesDef Fen Baugh 1946Kevin Fachrul Razi LubisNo ratings yet
- Relativistic Pendulum and The Weak Equivalence PriDocument11 pagesRelativistic Pendulum and The Weak Equivalence PriVatsalNo ratings yet
- A Study of The Initial Surge Distribution inDocument17 pagesA Study of The Initial Surge Distribution inibrahimNo ratings yet
- Linear Theory With Snell'S: Wave Transformation ACES Technical ReferenceDocument18 pagesLinear Theory With Snell'S: Wave Transformation ACES Technical ReferenceSamirNo ratings yet
- TwoStep Linkage SSP9028 v10Document1 pageTwoStep Linkage SSP9028 v10David BriggsNo ratings yet
- Light Lenses EM SpectrumDocument25 pagesLight Lenses EM SpectrumSYED MUHAMMAD UZAIRNo ratings yet
- Useof DescartesfoliumequationDocument13 pagesUseof Descartesfoliumequationموسى حسنNo ratings yet
- Lecture 3 Sem 2 2020 PDFDocument8 pagesLecture 3 Sem 2 2020 PDFMohamadNo ratings yet
- AP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Document64 pagesAP Physc em Electromagnetic Problem Solving Techniques 2020-03-20Armored SumanNo ratings yet
- BHA AnalysisDocument15 pagesBHA Analysismfazaeli40No ratings yet
- 24 PDFDocument21 pages24 PDFJasdeepSinghNo ratings yet
- HFBV Viaduct - IdeaDocument1 pageHFBV Viaduct - Ideastavros stergiopoulosNo ratings yet
- Vogel PaperDocument7 pagesVogel PaperRanjith BhoopalNo ratings yet
- KMC EE 2022 JuneDocument10 pagesKMC EE 2022 JuneDIPNo ratings yet
- Ae2 Comp Insta Guide Na enDocument2 pagesAe2 Comp Insta Guide Na enAnonymous rrD8UKYNXNo ratings yet
- Equipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsDocument7 pagesEquipotential Surfaces For Uniformly Charged Symmetric Polyhedral ConductorsNizwan AhammadNo ratings yet
- Appendix IDocument5 pagesAppendix ISƠN NGUYỄN NGỌC TRƯỜNGNo ratings yet
- Matirial ThingsDocument1 pageMatirial ThingshongNo ratings yet
- De MagnetizationDocument9 pagesDe Magnetization322399mk7086No ratings yet
- A Coneccion SD PastillasDocument1 pageA Coneccion SD PastillasCarlos NarvaezNo ratings yet
- Pages From Smith & Hendy 2009 6Document1 pagePages From Smith & Hendy 2009 6Napong SubanpongNo ratings yet
- Harman Kardon Omni 50 PLDocument30 pagesHarman Kardon Omni 50 PLApostolie IulianNo ratings yet
- Guidance On Bolted JointsDocument54 pagesGuidance On Bolted JointsGerman ToledoNo ratings yet
- Cranes Inspection ChecklistDocument4 pagesCranes Inspection ChecklistApostolie IulianNo ratings yet
- Laggan-Tormore Project: TOTAL E&P UK LimitedDocument2 pagesLaggan-Tormore Project: TOTAL E&P UK LimitedApostolie IulianNo ratings yet
- Design Model of Automation Washer For Two Tubes Aperture (Twin Tube Top Loader) Microcontroller Based Atmega32Document11 pagesDesign Model of Automation Washer For Two Tubes Aperture (Twin Tube Top Loader) Microcontroller Based Atmega32Intan ArdinaNo ratings yet
- Oracle Secondary Ledger Set UpDocument20 pagesOracle Secondary Ledger Set UpPraveen KsNo ratings yet
- Collapse of The World Trade CentreDocument15 pagesCollapse of The World Trade CentrePiyush KumarNo ratings yet
- Kerala's Baby Steps Toward Sanitation - The Vilappilasala PlantDocument5 pagesKerala's Baby Steps Toward Sanitation - The Vilappilasala PlantDr.Thrivikramji.K.P.No ratings yet
- Manual Silver Crest SFB 10.1 A1 10-In-1 Remote ControlDocument111 pagesManual Silver Crest SFB 10.1 A1 10-In-1 Remote ControlDragos DragoshNo ratings yet
- Selection of Eag (Van, Lui Luong)Document9 pagesSelection of Eag (Van, Lui Luong)ntt_121987No ratings yet
- NemaDocument4 pagesNemaMohamed ElfekyNo ratings yet
- QR1207 Preact SysDocument1 pageQR1207 Preact SysLe DucNo ratings yet
- Metalclad PlusDocument12 pagesMetalclad PlusAbdullah JavedNo ratings yet
- Late Torque Converter PartsDocument60 pagesLate Torque Converter Partseduardo100% (1)
- IC Contractor Progress Payment Template 8531 V1Document6 pagesIC Contractor Progress Payment Template 8531 V1elbaraniNo ratings yet
- 2023 01 Gasket-HandbookDocument216 pages2023 01 Gasket-Handbookrbnotosagoro100% (1)
- Grease 2Document4 pagesGrease 2arunNo ratings yet
- Pipe ThicknessDocument8 pagesPipe ThicknessvijayunityNo ratings yet
- Kromatografi KolomDocument20 pagesKromatografi KolomRista Siti MaarniNo ratings yet
- Surdial Service ManualDocument130 pagesSurdial Service Manualdjayriddler67% (3)
- Interface Qos: Security LevelDocument6 pagesInterface Qos: Security Levelmafasa_2005No ratings yet
- 50-Applicable Codes and StandardsDocument48 pages50-Applicable Codes and StandardsmohsenNo ratings yet
- Calculate % Voltage Regulation of Line (1.1.17)Document17 pagesCalculate % Voltage Regulation of Line (1.1.17)Raheleh JavidNo ratings yet
- Quantification Methodology For The Use of Sulphur Concrete in Precast Applications (First Assessment Version) - 0Document33 pagesQuantification Methodology For The Use of Sulphur Concrete in Precast Applications (First Assessment Version) - 0Verma NverNo ratings yet
- BuildingSMART IFC4 What Is NewDocument25 pagesBuildingSMART IFC4 What Is Newlaurenssen0% (1)
- H 99 Sec 8 D 1 App 1Document9 pagesH 99 Sec 8 D 1 App 1Benjamin Enmanuel Mango DNo ratings yet