Download as docx, pdf, or txt
You might also like
- 4 Samsung VixlimDocument32 pages4 Samsung VixlimPeterRumbleNo ratings yet
- MONITORDocument3 pagesMONITORSUCCESS EDUCATION SOCIETY MANORANo ratings yet
- Avionics Unit IIDocument34 pagesAvionics Unit IIKalaimani NNo ratings yet
- 19 Projection Television SANKALP and SHABBIRDocument12 pages19 Projection Television SANKALP and SHABBIRAmar VorigantiNo ratings yet
- Projection TV Using DMD & GLV Chips Full ReportDocument35 pagesProjection TV Using DMD & GLV Chips Full ReportKiran RatnaNo ratings yet
- Computer Graphics: Output Device Information Visual Tactile AuditiveDocument19 pagesComputer Graphics: Output Device Information Visual Tactile AuditiveManish YadavNo ratings yet
- Power Point Presentation On LEDDocument19 pagesPower Point Presentation On LEDJigar.PatelNo ratings yet
- Surface Conduction ElectronDocument14 pagesSurface Conduction ElectronSyam SkumarNo ratings yet
- Revolution of The TFT LCD Technology: C. T. LiuDocument9 pagesRevolution of The TFT LCD Technology: C. T. LiuSanjiv MeenaNo ratings yet
- Monitor 1Document7 pagesMonitor 1anon-686460No ratings yet
- Assignment 1 Computer Graphics NicoleDocument5 pagesAssignment 1 Computer Graphics NicoleSimbarashe HlanyaNo ratings yet
- Evolution of Flat Panel DisplayDocument11 pagesEvolution of Flat Panel DisplayAshwin PatelNo ratings yet
- CRTDocument11 pagesCRTJessica CarterNo ratings yet
- On 220w LCD TV Power SupplyDocument22 pagesOn 220w LCD TV Power Supplysontuyet82No ratings yet
- Several Types of TFT ConstructionsDocument13 pagesSeveral Types of TFT ConstructionsKushal GuptaNo ratings yet
- MonitersDocument25 pagesMonitersJaveed AhamedNo ratings yet
- Flat Panel Displa1Document4 pagesFlat Panel Displa1managementNo ratings yet
- Operation of A CRT MonitorDocument8 pagesOperation of A CRT MonitorHarry W. HadelichNo ratings yet
- Grating Light Valve Display Technology (GLVT) - Muhammed Ismail PPDocument20 pagesGrating Light Valve Display Technology (GLVT) - Muhammed Ismail PPismailpp200863% (8)
- 25415-Low Cost RF Synthesizer Uses Generic ICs PDFDocument6 pages25415-Low Cost RF Synthesizer Uses Generic ICs PDFCrispin Meneleo ValenzuelaNo ratings yet
- Field Emission Display Screen Seminar ReportDocument28 pagesField Emission Display Screen Seminar ReportarattupuzhaNo ratings yet
- Field Emission Display Screen Seminar ReportDocument28 pagesField Emission Display Screen Seminar Reportrahulrv60% (5)
- Cathode Ray Tube Battery Electronic Electronically-Modulated Optical Device Pixels Liquid Crystals Light Source Backlight Reflector MonochromeDocument4 pagesCathode Ray Tube Battery Electronic Electronically-Modulated Optical Device Pixels Liquid Crystals Light Source Backlight Reflector MonochromeMohit VermaNo ratings yet
- CRTDocument6 pagesCRTapi-3857562100% (1)
- Chapter - 12 Detailed Description About LCD Panels Thin-Film Transistor LCD Displays Introduction and OperationDocument5 pagesChapter - 12 Detailed Description About LCD Panels Thin-Film Transistor LCD Displays Introduction and OperationAmar A V WNo ratings yet
- A Study Related To Technology Used in Colour Telivision Manufacturing ProcessDocument53 pagesA Study Related To Technology Used in Colour Telivision Manufacturing Processkpl_999No ratings yet
- Section C - Tapescript and Answer Keys 243Document7 pagesSection C - Tapescript and Answer Keys 243certo2011No ratings yet
- Display UnitDocument28 pagesDisplay UnitGuty HuancaNo ratings yet
- Nstitute of Ngineering Echnology: Subject - Colloquium Subject Code - (NIT-456)Document15 pagesNstitute of Ngineering Echnology: Subject - Colloquium Subject Code - (NIT-456)anuj kumarNo ratings yet
- PlasmaDocument13 pagesPlasmariyashaukeenNo ratings yet
- Cathode Ray TubeDocument9 pagesCathode Ray TubeRishabh KapoorNo ratings yet
- Study of Writing Methodologies For Graphical Display On Flat Cathode Ray TubeDocument4 pagesStudy of Writing Methodologies For Graphical Display On Flat Cathode Ray TubeAshraf FadelNo ratings yet
- Submitted To: Suman Rani, Submitted By:: VishalDocument15 pagesSubmitted To: Suman Rani, Submitted By:: VishalJoginder PannuNo ratings yet
- Light Emitting Polymer: Department of Electrical & Electronics, College of Engineering and Management Punnapra, AlappuzhaDocument27 pagesLight Emitting Polymer: Department of Electrical & Electronics, College of Engineering and Management Punnapra, AlappuzhaRagesh TrNo ratings yet
- Light Emitting PolymersDocument11 pagesLight Emitting Polymerssridhar N SHASTRINo ratings yet
- 4.flat Panel DisplayDocument19 pages4.flat Panel DisplayJoice LimNo ratings yet
- On LED DisplayDocument39 pagesOn LED DisplayPreetam GhosalNo ratings yet
- Lecture Notes-CgDocument32 pagesLecture Notes-Cgandirajukeshavakrishna6945No ratings yet
- TV Receivers and Repair: Subsystems of A Television SetDocument7 pagesTV Receivers and Repair: Subsystems of A Television SetCharlton Benedict BernabeNo ratings yet
- LCD Panel Basic ConceptsDocument16 pagesLCD Panel Basic ConceptsshafiuddinkagziNo ratings yet
- Computer Monitor: ReferencesDocument4 pagesComputer Monitor: Referencesmohamed hemdan100% (1)
- Lecture 2Document31 pagesLecture 2Atik Israk LemonNo ratings yet
- Computer Monitor: From Wikipedia, The Free EncyclopediaDocument6 pagesComputer Monitor: From Wikipedia, The Free EncyclopediaQuin CusayNo ratings yet
- Final CG NotesDocument58 pagesFinal CG NotesVEDANSH PARGAIEN CO20366No ratings yet
- Electrodes PDP-2 PDFDocument12 pagesElectrodes PDP-2 PDFjamafisica7981No ratings yet
- Apparatus:: AIM: Acquire The Knowledge of Output Devices Like CRO and DSO For Observing OutputDocument5 pagesApparatus:: AIM: Acquire The Knowledge of Output Devices Like CRO and DSO For Observing OutputAdwait BorikarNo ratings yet
- DOORDARSHANDocument30 pagesDOORDARSHANSunil PandeyNo ratings yet
- MultDocument5 pagesMultAnshu GargNo ratings yet
- On "SURFACE CONDUCTION ELECTRON EMITTER"Document23 pagesOn "SURFACE CONDUCTION ELECTRON EMITTER"Rahul GargNo ratings yet
- New Technologies For Display Devices: Kevin Nguyen TCOM663 1/16/2003Document6 pagesNew Technologies For Display Devices: Kevin Nguyen TCOM663 1/16/2003knfulcrumNo ratings yet
- Field Emission Display (Feds) : SRIKANTH.A.S (1PI07EE080)Document34 pagesField Emission Display (Feds) : SRIKANTH.A.S (1PI07EE080)srikanth689No ratings yet
- Cathode Ray TubeDocument11 pagesCathode Ray Tubeanuj kumarNo ratings yet
- Welcome To The SeminarDocument22 pagesWelcome To The SeminarSharad BhorNo ratings yet
- Novel Color-Sequential Transflective Liquid Crystal DisplaysDocument7 pagesNovel Color-Sequential Transflective Liquid Crystal DisplaysMadhusudhan PanditiNo ratings yet
- Field Emission DisplayDocument16 pagesField Emission DisplayManish PathakNo ratings yet
- Lecture 3Document5 pagesLecture 3abenezergebrekirstosNo ratings yet
- Selecting Video Monitors For The Home Features Of The Best Video MonitorFrom EverandSelecting Video Monitors For The Home Features Of The Best Video MonitorNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: Application to DisplaysNo ratings yet
- Automated Optical Inspection: Advancements in Computer Vision TechnologyFrom EverandAutomated Optical Inspection: Advancements in Computer Vision TechnologyNo ratings yet
- CCTV Course OutlineDocument2 pagesCCTV Course OutlinemosiomaeNo ratings yet
- Litron BrochureDocument8 pagesLitron BrochurenemofrenteNo ratings yet
- Placas de TOSHIBA A1C-1401 PCB VRFDocument141 pagesPlacas de TOSHIBA A1C-1401 PCB VRFPatricia PortelaNo ratings yet
- Liquid Bundle II Release Notes and InformationDocument23 pagesLiquid Bundle II Release Notes and InformationrhaumeoNo ratings yet
- MOSFETDocument20 pagesMOSFETBhumika PoriyaNo ratings yet
- Generator Circuit Breaker Control.: TerbergDocument9 pagesGenerator Circuit Breaker Control.: TerbergyousufNo ratings yet
- Central Monitoring System Rev-03Document252 pagesCentral Monitoring System Rev-03nikhilNo ratings yet
- EN VEGAFLEX 81 4 20 Ma HART Two Wire Rod and Cable Probe With SIL QualificationDocument104 pagesEN VEGAFLEX 81 4 20 Ma HART Two Wire Rod and Cable Probe With SIL QualificationPyramid ElectricalNo ratings yet
- I2c 2004 LCDDocument26 pagesI2c 2004 LCDizaqui bernardoNo ratings yet
- Closed Loop Power Control For LTE Systems - Performance Evaluation With The Open Loop Error, TPC Command Delay and Power Headroom ReportingDocument6 pagesClosed Loop Power Control For LTE Systems - Performance Evaluation With The Open Loop Error, TPC Command Delay and Power Headroom ReportingBilalNo ratings yet
- Top Gun 250i MSTDocument15 pagesTop Gun 250i MSTTom PleysierNo ratings yet
- TT 453Document3 pagesTT 453Manuel Rodriguez CNo ratings yet
- Dungs GW 50 A5 ManualDocument5 pagesDungs GW 50 A5 ManualMazhar IqbalNo ratings yet
- YHT Cover - QXD by Tracy PDFDocument96 pagesYHT Cover - QXD by Tracy PDFAdrian PajakiewiczNo ratings yet
- JZ10 11 T40 - Tech Spec - 12 06Document4 pagesJZ10 11 T40 - Tech Spec - 12 06Damjan BabicNo ratings yet
- SeminarDocument23 pagesSeminarVarshini B GowdaNo ratings yet
- Resistors in Parallel ConnectionDocument2 pagesResistors in Parallel ConnectionJessa Libo-onNo ratings yet
- DataSheet IGPMC-111GPDocument5 pagesDataSheet IGPMC-111GPMaaeglobal ResourcesNo ratings yet
- E3500Document76 pagesE3500JoseAugustoOsteicoecheaNo ratings yet
- DTC B2799 Engine Immobilizer System Malfunction: Circuit DescriptionDocument2 pagesDTC B2799 Engine Immobilizer System Malfunction: Circuit DescriptionObd King TgiNo ratings yet
- ASU-KALIBO IM - : Aklan State University College of Industrial Technology Kalibo, AklanDocument11 pagesASU-KALIBO IM - : Aklan State University College of Industrial Technology Kalibo, AklanAries PenalosaNo ratings yet
- Pioneer Pdpr04e Plasma Receiver SM (ET)Document182 pagesPioneer Pdpr04e Plasma Receiver SM (ET)djbessacNo ratings yet
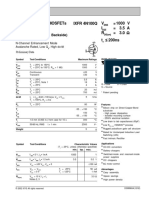
- Hiperfet Power Mosfets Isoplus247 Ixfr 4N100Q V 1000 V I 3.5 A R 3.0 T 200NsDocument2 pagesHiperfet Power Mosfets Isoplus247 Ixfr 4N100Q V 1000 V I 3.5 A R 3.0 T 200NsطبعيعزيزالنفسNo ratings yet
- Compro Etrama 28062021Document11 pagesCompro Etrama 28062021edwardoNo ratings yet
- Vdo Oceanline InstructionsDocument29 pagesVdo Oceanline Instructionsamr mahmoudNo ratings yet
- ASC2018 ProgramBookDocument251 pagesASC2018 ProgramBookLei WuNo ratings yet
- Science 9 Q4 SML17 V2Document15 pagesScience 9 Q4 SML17 V2HotdogNo ratings yet
- E96e XS, Y92e Cable Connector Datasheet enDocument36 pagesE96e XS, Y92e Cable Connector Datasheet enMani StoqnovaNo ratings yet
- Rajasekhar ResumeDocument2 pagesRajasekhar ResumeAdoni RajasekharNo ratings yet
- MFJ 2017 Ham Radio CatalogDocument148 pagesMFJ 2017 Ham Radio CatalogBenjamin DoverNo ratings yet