Download as pptx, pdf, or txt
You might also like
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Moldflow PresentationDocument50 pagesMoldflow PresentationpatrickNX9420No ratings yet
- BIW DesignDocument17 pagesBIW Designraghunath67074395% (19)
- BIW DesignDocument17 pagesBIW DesignSandip GaikwadNo ratings yet
- Pattern MakingDocument11 pagesPattern MakingPATEL RAHUL100% (1)
- Runner & Gate CalculationDocument23 pagesRunner & Gate CalculationArunava Bala100% (4)
- How to Build a Global Model Earthship Operation II: Concrete WorkFrom EverandHow to Build a Global Model Earthship Operation II: Concrete WorkNo ratings yet
- Mold DesignDocument68 pagesMold DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Sheet Metal Design GuidelinesDocument31 pagesSheet Metal Design Guidelinessatisharigela_asrNo ratings yet
- IntroductionDocument106 pagesIntroductionMahalingam SundaradasNo ratings yet
- Guia para Diseño de Moldes de SopladoDocument5 pagesGuia para Diseño de Moldes de SopladosuperalitosNo ratings yet
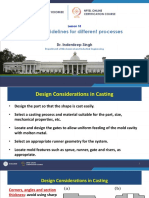
- UNIT 3 PART 5 Design Consideration For CastingDocument16 pagesUNIT 3 PART 5 Design Consideration For CastingRajendra wakchaureNo ratings yet
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SNo ratings yet
- Design For Manufacturing: Professor Joseph GreeneDocument21 pagesDesign For Manufacturing: Professor Joseph GreeneBa BuNo ratings yet
- Injection Molding Designguide 0914 PDFDocument11 pagesInjection Molding Designguide 0914 PDFsansagithNo ratings yet
- Extrusion and DrawingDocument19 pagesExtrusion and DrawingBatuhan YildizNo ratings yet
- Materialización HURSTDocument62 pagesMaterialización HURSTAurora EscaleraNo ratings yet
- Chapter 5Document29 pagesChapter 5Tamirat NemomsaNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument54 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
- BiwDocument17 pagesBiwankurNo ratings yet
- Patterns For Mould MakingDocument21 pagesPatterns For Mould MakingokicirdarNo ratings yet
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocument62 pagesRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezNo ratings yet
- Module 1 - Design Considerations DMEDocument59 pagesModule 1 - Design Considerations DMEsreeramhariharanNo ratings yet
- Mold Design Important Features Part 3Document21 pagesMold Design Important Features Part 3Jesus hernandez floresNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument56 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
- Plastics Product DesignDocument295 pagesPlastics Product DesignMousam ChoudhuryNo ratings yet
- MoldDocument44 pagesMoldrohitNo ratings yet
- Forging For ClassDocument44 pagesForging For ClassNABIL HUSSAINNo ratings yet
- Lecture 1-Injection MoldingDocument52 pagesLecture 1-Injection MoldingMd Mozasser RahmanNo ratings yet
- Design Guidelines For Different ProcessesDocument16 pagesDesign Guidelines For Different ProcessesKarandeep SinghNo ratings yet
- General Design Rules For MachiningDocument30 pagesGeneral Design Rules For MachiningSarath Chandra82% (11)
- Injection Molding MY10Document4 pagesInjection Molding MY10sulinder2001No ratings yet
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlNo ratings yet
- Injection Blow Moulded Products Book PDFDocument13 pagesInjection Blow Moulded Products Book PDFShafeeq AhmedNo ratings yet
- Casting 1Document43 pagesCasting 129011988No ratings yet
- BMP (Class 02-Class 04) CastingDocument43 pagesBMP (Class 02-Class 04) CastingAsesh PramanikNo ratings yet
- Introduction To Manufacturing Process-Part-1Document40 pagesIntroduction To Manufacturing Process-Part-1mahammad kamaluddeenNo ratings yet
- Cutting Tools in Industrial AutomationDocument22 pagesCutting Tools in Industrial AutomationShazeenNo ratings yet
- Design Tips Guide 2015Document12 pagesDesign Tips Guide 2015Ba BuNo ratings yet
- MouldDocument16 pagesMouldetamil87No ratings yet
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Sheet Metal (C) FabricationDocument67 pagesSheet Metal (C) FabricationAl VlaerNo ratings yet
- Module 1Document114 pagesModule 1amarparimiNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument26 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Injection Mould DesignDocument88 pagesInjection Mould Designfuzi00No ratings yet
- ASU Design and Manufacturing BOOKLETDocument0 pagesASU Design and Manufacturing BOOKLETIndranil BhattacharyyaNo ratings yet
- Lecture 2-Mold-DesignDocument48 pagesLecture 2-Mold-DesignMd Mozasser RahmanNo ratings yet
- Basic of Mould DesignDocument79 pagesBasic of Mould DesignKamal Krishna Kashyap100% (4)
- BMM3643 CHP 1 Forming and Shaping Polymer ProcessesDocument30 pagesBMM3643 CHP 1 Forming and Shaping Polymer Processesemadaddin alezzaniNo ratings yet
- BDD 40903 Injection Mold Design Chapter 1 PDFDocument34 pagesBDD 40903 Injection Mold Design Chapter 1 PDFMuhammad Shafiq Mohd YunusNo ratings yet
- Injection Molding Design GuideDocument11 pagesInjection Molding Design GuideNugroho Adhi SaputroNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Structural Drafting - A Practical Presentation of Drafting and Detailed Methods used in Drawing up Specifications for Structural Steel WorkFrom EverandStructural Drafting - A Practical Presentation of Drafting and Detailed Methods used in Drawing up Specifications for Structural Steel WorkRating: 3 out of 5 stars3/5 (1)