Download as pdf or txt
You might also like
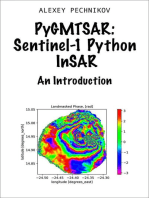
- PyGMTSAR: Sentinel-1 Python InSAR. An Introduction: Python InSAR, #1From EverandPyGMTSAR: Sentinel-1 Python InSAR. An Introduction: Python InSAR, #1No ratings yet
- AWWA-AWWA Standard C530-12 Pilot Operated Control Valves-American Water Works Association (2012)Document32 pagesAWWA-AWWA Standard C530-12 Pilot Operated Control Valves-American Water Works Association (2012)virtech100% (1)
- ASTM E1845 - Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFDocument4 pagesASTM E1845 - Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFrendy100% (1)
- OmniSX - MX2 - Training - 16J TOFD Flaw Sizing and CharacterizationDocument35 pagesOmniSX - MX2 - Training - 16J TOFD Flaw Sizing and Characterizationaldeanucu100% (3)
- 1601352-BFP-046 - Recommended Operational Spare Parts For BFP - Rev.CDocument2 pages1601352-BFP-046 - Recommended Operational Spare Parts For BFP - Rev.CMena Kamel100% (1)
- RA MeasurementDocument5 pagesRA MeasurementKarthik ChockkalingamNo ratings yet
- Surface Roughness Parameters - ENDocument14 pagesSurface Roughness Parameters - ENNarcisDanielPetreaNo ratings yet
- Cycle No 1 Experiment No 4 Measurement of 2D Roughness and Understanding Measurements Using Profile ProjectorDocument5 pagesCycle No 1 Experiment No 4 Measurement of 2D Roughness and Understanding Measurements Using Profile ProjectorGaurav MeenaNo ratings yet
- Surface Roughness ParametersDocument2 pagesSurface Roughness Parametersamit02mech100% (1)
- How To Read Power SpectraDocument8 pagesHow To Read Power SpectraMaKaria GómezNo ratings yet
- Traceable Roughness of ProductsDocument7 pagesTraceable Roughness of ProductsSaraswantoNo ratings yet
- No Contents No 1. Aim 2 2. 2 3. Basic Pricnciple 2 4. Experimental Procedure 2 5. Calculation and Discussion 3 6. Questions 4 7. Reference 5Document5 pagesNo Contents No 1. Aim 2 2. 2 3. Basic Pricnciple 2 4. Experimental Procedure 2 5. Calculation and Discussion 3 6. Questions 4 7. Reference 5huze_nedianNo ratings yet
- Precision NotesDocument26 pagesPrecision NotesVsm Krishna Sai EturiNo ratings yet
- Resolución, Precisión y CalibracionDocument10 pagesResolución, Precisión y CalibracionWoodrow FoxNo ratings yet
- Surface RoughnessDocument7 pagesSurface RoughnessMalith MadushanNo ratings yet
- SAA SpecificationsDocument23 pagesSAA SpecificationsJean PDNo ratings yet
- Complementary Split Ring Resonator Based Sensor For Crack DetectionDocument6 pagesComplementary Split Ring Resonator Based Sensor For Crack DetectionShrey GroverNo ratings yet
- Roughness Parameters Poster 10037103 07 2008Document1 pageRoughness Parameters Poster 10037103 07 2008jok1974No ratings yet
- Spe 191506 MSDocument14 pagesSpe 191506 MSKonul AlizadehNo ratings yet
- A. Pino 2009Document9 pagesA. Pino 2009PedroNo ratings yet
- Dry Film Thickness-PROCEDURE TO BE FOLLOWEDDocument5 pagesDry Film Thickness-PROCEDURE TO BE FOLLOWEDvaibraineaterNo ratings yet
- RFID Tag and RF Structures On A Paper Substrate Using Inkjet-Printing TechnologyDocument8 pagesRFID Tag and RF Structures On A Paper Substrate Using Inkjet-Printing Technologytechcom999No ratings yet
- Adv Sampling Volume Size and Velocity AccuracyDocument3 pagesAdv Sampling Volume Size and Velocity Accuracytinezia febimeliyaniNo ratings yet
- 1981 - Stylus Profiling Instrument For Measuring Statistical PropertiesDocument18 pages1981 - Stylus Profiling Instrument For Measuring Statistical Propertiesrajkpal3542No ratings yet
- Measurement of 2D Roughness Using Surface ProfilometerDocument8 pagesMeasurement of 2D Roughness Using Surface ProfilometerJennifer CoxNo ratings yet
- Euspen 2018 Venice Proceedings P. 385 386 1Document3 pagesEuspen 2018 Venice Proceedings P. 385 386 1AnthonyNo ratings yet
- SAFT - Is It A Tool For Improved Sizing in Ultrasonic Testing?Document13 pagesSAFT - Is It A Tool For Improved Sizing in Ultrasonic Testing?Vikas TiwariNo ratings yet
- Handbook of Micro/NanotribologyDocument22 pagesHandbook of Micro/NanotribologyBatepola BacNo ratings yet
- Experiment No.1: Tribology Lab (MEL456)Document26 pagesExperiment No.1: Tribology Lab (MEL456)Parth JaggiNo ratings yet
- Application of LasersDocument9 pagesApplication of LasersAlexander DeckerNo ratings yet
- High Accuracy Short Range Laser Meter For System Calibration and InstallationDocument8 pagesHigh Accuracy Short Range Laser Meter For System Calibration and InstallationEgemet SatisNo ratings yet
- Immersion and TOFD (I-TOFD) : A Novel Combination For Examination of Lower ThicknessesDocument6 pagesImmersion and TOFD (I-TOFD) : A Novel Combination For Examination of Lower ThicknessesDaniel Lvqve GarciaNo ratings yet
- Optimizing Otdr Measurement Parameters: Application NoteDocument4 pagesOptimizing Otdr Measurement Parameters: Application Noteapi-19786391No ratings yet
- Lit Review Model 2Document12 pagesLit Review Model 2Vishal AryaNo ratings yet
- Three-Component LDA Measurements: P. BuchhaveDocument7 pagesThree-Component LDA Measurements: P. BuchhavessssbossssNo ratings yet
- Lecture 6 Surface Roughness I IDocument23 pagesLecture 6 Surface Roughness I IilincastNo ratings yet
- E 1634 - 94 R99 - Rte2mzqtukveDocument4 pagesE 1634 - 94 R99 - Rte2mzqtukvepechugonisNo ratings yet
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsDocument11 pagesNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsIvan AlanizNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGMaey AkimNo ratings yet
- Dimensional Stone Cutting With Water Jet. Surface FinishingDocument7 pagesDimensional Stone Cutting With Water Jet. Surface FinishingGuillermo Ruperto Martín CortésNo ratings yet
- Statistical Assessment of Surface Quality Using 3DDocument11 pagesStatistical Assessment of Surface Quality Using 3Dstranger3333No ratings yet
- Surface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofDocument7 pagesSurface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofcal2_uniNo ratings yet
- ASTM E1845 Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFDocument4 pagesASTM E1845 Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFMehdi FarrokhiNo ratings yet
- E1960Document5 pagesE1960Farah AlMusawiNo ratings yet
- FE Modeling of Surfaces With Realistic 3D Roughness: Roughness Effects in Optics of Plasmonic NanoantennasDocument4 pagesFE Modeling of Surfaces With Realistic 3D Roughness: Roughness Effects in Optics of Plasmonic NanoantennasJorge CabreraNo ratings yet
- Calculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForDocument4 pagesCalculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForEric GozzerNo ratings yet
- Ultrasonics Corrosion PittingDocument11 pagesUltrasonics Corrosion PittinggueridiNo ratings yet
- Ultrasonic Inspection 2Document21 pagesUltrasonic Inspection 2pktienNo ratings yet
- Pitting Corrosion MeasurementDocument8 pagesPitting Corrosion Measurementclarence8bacligNo ratings yet
- Topography & Roughness Study: of Various Sandpaper GritsDocument8 pagesTopography & Roughness Study: of Various Sandpaper GritsrankomanNo ratings yet
- Spierings 2011 Influence of The Particle Size Distribution On Surface Quality and Mechanical Properties in ADocument10 pagesSpierings 2011 Influence of The Particle Size Distribution On Surface Quality and Mechanical Properties in ARaj RajeshNo ratings yet
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocument56 pagesWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNo ratings yet
- Theory and Application of Precision Ultrasonic Thickness GagingDocument17 pagesTheory and Application of Precision Ultrasonic Thickness Gagingguru_terexNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- ELEC4123 Lab2 Report Floyd DSouza and Bryan LohDocument15 pagesELEC4123 Lab2 Report Floyd DSouza and Bryan LohBryan LohNo ratings yet
- ACCRETECH E Book Tactile Vs Contactless ENGDocument24 pagesACCRETECH E Book Tactile Vs Contactless ENGpatrikcncNo ratings yet
- Implementation of Surface Roughness Measurements Using Wavelets With Back Propagation AlgorithmDocument6 pagesImplementation of Surface Roughness Measurements Using Wavelets With Back Propagation Algorithmpurushothaman sinivasanNo ratings yet
- Ultrasonic TOFD Flaw Sizing and Imaging in Thin Plates Using Embedded Signal Identification Technique (ESIT)Document6 pagesUltrasonic TOFD Flaw Sizing and Imaging in Thin Plates Using Embedded Signal Identification Technique (ESIT)Sridharan ChandranNo ratings yet
- Software Radio: Sampling Rate Selection, Design and SynchronizationFrom EverandSoftware Radio: Sampling Rate Selection, Design and SynchronizationNo ratings yet
- Computer Processing of Remotely-Sensed Images: An IntroductionFrom EverandComputer Processing of Remotely-Sensed Images: An IntroductionNo ratings yet
- Testing of Curved Surfaces and or LensesDocument45 pagesTesting of Curved Surfaces and or Lenseskndprasad01No ratings yet
- Wang Invited Proc.7195 PhotonicsWest09 Vytran 2009Document11 pagesWang Invited Proc.7195 PhotonicsWest09 Vytran 2009kndprasad01No ratings yet
- Asphere Fabrication Goes Commercial-Part III-Machines On The MarketDocument2 pagesAsphere Fabrication Goes Commercial-Part III-Machines On The Marketkndprasad01No ratings yet
- PensilvaniaDocument2 pagesPensilvaniakndprasad01No ratings yet
- DOE AnalysisDocument11 pagesDOE Analysiskndprasad01No ratings yet
- Fabrication of Freeform OpticsDocument3 pagesFabrication of Freeform Opticskndprasad01100% (1)
- Scanning Pentaprism Measurements of Off-Axis Aspherics - 2008Document10 pagesScanning Pentaprism Measurements of Off-Axis Aspherics - 2008kndprasad01No ratings yet
- ASphericDocument5 pagesASpherickndprasad01No ratings yet
- Testing Aspherics Using Two-Wavelength HolographyDocument6 pagesTesting Aspherics Using Two-Wavelength Holographykndprasad01No ratings yet
- Scania Diagnos & Programmer 3 2xxxDocument7 pagesScania Diagnos & Programmer 3 2xxxFran Alisson SouzaNo ratings yet
- Incident Investigation Report - Fire Incedent - 04-11-2018 Swati InteriorsDocument4 pagesIncident Investigation Report - Fire Incedent - 04-11-2018 Swati InteriorsMobin Thomas AbrahamNo ratings yet
- Aspekto NG Pandiwa - WorksheetDocument3 pagesAspekto NG Pandiwa - WorksheetDiadema Gawaen100% (2)
- Don Quijote Unit Summative AssessmentDocument1 pageDon Quijote Unit Summative AssessmentMaria MontoyaNo ratings yet
- SOC FlyerDocument2 pagesSOC Flyersammer1985No ratings yet
- CAMBODIAN Temple Designs-And Hindu Cosmology-: DR Uday DokrasDocument15 pagesCAMBODIAN Temple Designs-And Hindu Cosmology-: DR Uday DokrasUday DokrasNo ratings yet
- 459 - So FG13Document5 pages459 - So FG13ronni gunadi sNo ratings yet
- SeptemberDocument119 pagesSeptemberThami KNo ratings yet
- Configure Anyconnect 00Document22 pagesConfigure Anyconnect 00Ruben VillafaniNo ratings yet
- Home Learning IB GR 12 June 4, 7 - 11Document6 pagesHome Learning IB GR 12 June 4, 7 - 11Arnel Ordas AvilaNo ratings yet
- Efhkessa PDF 1698096163Document16 pagesEfhkessa PDF 1698096163Antoni GarciaNo ratings yet
- Carbon-Based Molecules Are The Foundation of Life.: Key ConceptDocument17 pagesCarbon-Based Molecules Are The Foundation of Life.: Key ConceptNoN -NaNo ratings yet
- Unveiling The Cosmic Canvas: Pre-Order AstroDunia's 2024 Investment OdysseyDocument2 pagesUnveiling The Cosmic Canvas: Pre-Order AstroDunia's 2024 Investment OdysseyastroduniaNo ratings yet
- 2f Making Frequency Distribution Graph RStudioDocument7 pages2f Making Frequency Distribution Graph RStudioGordon FreemanNo ratings yet
- Research Methodology - 9Document12 pagesResearch Methodology - 9OmeYadavNo ratings yet
- Science Form 1Document22 pagesScience Form 1NITIASSWARENo ratings yet
- Longitudinal Vibration of Marine Propeller-Shafting SystemDocument15 pagesLongitudinal Vibration of Marine Propeller-Shafting SystemAli Osman BayirNo ratings yet
- Module 16 (Green) : (What I Know) Pre-TestDocument8 pagesModule 16 (Green) : (What I Know) Pre-TestRonnela LibunaNo ratings yet
- Halrev: Sistem Hukum Dan Teori Hukum ChaosDocument11 pagesHalrev: Sistem Hukum Dan Teori Hukum ChaosPUSATSTUDI RMIKNo ratings yet
- Multi-Threading Processes: The ConceptDocument5 pagesMulti-Threading Processes: The ConceptNenad KiticNo ratings yet
- CEFIC Quantis Report FinalDocument24 pagesCEFIC Quantis Report FinalJayanth KumarNo ratings yet
- Anatomy of Frontal Sinus & RecessDocument50 pagesAnatomy of Frontal Sinus & Recessanoop_aiims1No ratings yet
- 4.3 - Maintenance Processing V2.0Document14 pages4.3 - Maintenance Processing V2.0ఈశ్వర్ భరణి100% (1)
- Writing Task 11Document2 pagesWriting Task 11julee georgeNo ratings yet
- Obesidade 2023Document69 pagesObesidade 2023Belinha DonattiNo ratings yet
- ALEOS 4.17.0 Software Configuration Guide For RV50Document580 pagesALEOS 4.17.0 Software Configuration Guide For RV50venginesNo ratings yet
- Iom Biffi Morin Series A B C S en en Us 6089118Document37 pagesIom Biffi Morin Series A B C S en en Us 6089118Anonymous Wu6FDjbNo ratings yet
- Abon Sapi GloriaDocument1 pageAbon Sapi GloriaPratidina WulandariNo ratings yet