Download as docx, pdf, or txt
You might also like
- Project Report On Galvanisation PlantDocument6 pagesProject Report On Galvanisation PlantEIRI Board of Consultants and PublishersNo ratings yet
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Anodizing GuideDocument18 pagesAnodizing Guiden4alpaca100% (1)
- CATIA V5 FEA Tutorials Release 20Document24 pagesCATIA V5 FEA Tutorials Release 20roandlucNo ratings yet
- Induction Furnace ReportDocument29 pagesInduction Furnace ReportFabin Antony100% (2)
- Prepared By:-Sumant Sahu Metallurgy 3203808302Document21 pagesPrepared By:-Sumant Sahu Metallurgy 3203808302Rahul PandeyNo ratings yet
- Sec Refining ComparisonDocument5 pagesSec Refining Comparisonsathyadevi konnurNo ratings yet
- Vacuum Metallurgy & Secondary SteelmakingDocument18 pagesVacuum Metallurgy & Secondary Steelmakingdroy21No ratings yet
- Estado Del ArteDocument4 pagesEstado Del ArtePablo Ignacio Grifferos ReyesNo ratings yet
- Roll No 33Document39 pagesRoll No 33Rahul PandeyNo ratings yet
- GMAW (CO2) Welding CourseDocument129 pagesGMAW (CO2) Welding Courseanon_554333607No ratings yet
- Passivation On Chemical TankerDocument15 pagesPassivation On Chemical TankerRonald MesinaNo ratings yet
- Leif BerthagenDocument5 pagesLeif BerthagenCarlos PimentelNo ratings yet
- Heat Treatment With Salt Bath FurnacesDocument12 pagesHeat Treatment With Salt Bath FurnacesVaikuntam Ramamurthy100% (1)
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- MechanicalPlating60136 146Document11 pagesMechanicalPlating60136 146jim clarkNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99100% (1)
- CO Welding: 2.1 Power SourceDocument7 pagesCO Welding: 2.1 Power SourceSenthil KumarNo ratings yet
- The Pickling Process: Continuous OperationDocument2 pagesThe Pickling Process: Continuous Operationm daneshpourNo ratings yet
- Sms ProcessDocument7 pagesSms ProcessAnonymous p4GdtQpNo ratings yet
- Galvanizing ProcessDocument27 pagesGalvanizing ProcessReymart C. EnteraNo ratings yet
- Heat Exchanger MaintenanceDocument7 pagesHeat Exchanger MaintenanceBill ChambersNo ratings yet
- Cryogenic Heatexchanger Unit LNG PlantDocument6 pagesCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- Tube To Tubesheet Joint DetailsDocument5 pagesTube To Tubesheet Joint DetailsvaibraineaterNo ratings yet
- Electric Water Heaters PDFDocument36 pagesElectric Water Heaters PDFMohamedNo ratings yet
- 20 Steel Plants: Technology For UnderwritersDocument16 pages20 Steel Plants: Technology For Underwriterssatnam1979No ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- Zinc Electrowinning & Zinc CathodesDocument19 pagesZinc Electrowinning & Zinc CathodesfarhadNo ratings yet
- Hot Dip GalvanizingDocument24 pagesHot Dip GalvanizingKarthikeyan MuniaswamyNo ratings yet
- Cryogenic Piping DesignDocument19 pagesCryogenic Piping Designsatishchemeng80% (10)
- The Effect of Post Weld Surface Treatments On The Corrosion Resistance of SDSSL Welds in Sea WaterDocument14 pagesThe Effect of Post Weld Surface Treatments On The Corrosion Resistance of SDSSL Welds in Sea WaterdevangmajithiaNo ratings yet
- Iron and Steel ppt-2Document19 pagesIron and Steel ppt-2Raunak RajpalNo ratings yet
- Secondary Steel Making and Steel CastingDocument16 pagesSecondary Steel Making and Steel Castingritoce8668No ratings yet
- The Continuous Hot-Dip Coating Process For Steel Sheet ProductsDocument4 pagesThe Continuous Hot-Dip Coating Process For Steel Sheet Productscharan74No ratings yet
- Salt Bath FurnaceDocument7 pagesSalt Bath FurnacehavejsnjNo ratings yet
- Vacuum Degassing Processes For Liquid SteelDocument7 pagesVacuum Degassing Processes For Liquid SteelNikesh KoliNo ratings yet
- Condenser Tube LifeDocument12 pagesCondenser Tube LifeAlvinmorNo ratings yet
- PDF Public Desc GalvDocument4 pagesPDF Public Desc GalvRoxana LazarNo ratings yet
- PSM InternshipDocument30 pagesPSM InternshipAsad Alamgir Shaikh100% (1)
- Shell and Tube Heat ExchangerDocument54 pagesShell and Tube Heat ExchangerQOBITNo ratings yet
- Corrosion Prevention Yanbu RefineryDocument10 pagesCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Experiment No. 7 Induction Furnace Melting Practice: Aim - TheoryDocument6 pagesExperiment No. 7 Induction Furnace Melting Practice: Aim - TheoryDhananjay ShimpiNo ratings yet
- Ld#2 OverviewDocument7 pagesLd#2 Overviewsatish_trivedi100% (1)
- Electric Arc Furnace Injection System For OxygenDocument7 pagesElectric Arc Furnace Injection System For OxygenIcilma LiraNo ratings yet
- Report On Corrosion Resistant of Boiler Tubes by Different CoatingsDocument94 pagesReport On Corrosion Resistant of Boiler Tubes by Different Coatingsshakeel360No ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Zinc CoatingsDocument12 pagesZinc CoatingsvvgdreamNo ratings yet
- CondenserDocument33 pagesCondenserSatyam Kumar100% (1)
- Electric Arc Furnace Operations and WorkingDocument40 pagesElectric Arc Furnace Operations and Workingpkn_pnt9950100% (7)
- Steel Wire Patenting ProcessDocument3 pagesSteel Wire Patenting Processsmallik3No ratings yet
- Soldadura SawDocument18 pagesSoldadura SawanselmoNo ratings yet
- Final HE IndustrialSeminar DeshbandhuRawatDocument22 pagesFinal HE IndustrialSeminar DeshbandhuRawatdeshbandhu_rawat_me12100% (1)
- High Voltage Power Equipment 9-12-2010Document102 pagesHigh Voltage Power Equipment 9-12-2010Mike AndayaNo ratings yet
- Exothermic Welding: HistoryDocument3 pagesExothermic Welding: HistoryPratap VeerNo ratings yet
- NitridingDocument9 pagesNitridingVijay AnandNo ratings yet
- Self Assesment 2Document2 pagesSelf Assesment 2Natalia AndreasNo ratings yet
- Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesFrom EverandScientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 2011 Balaz PHDDocument189 pages2011 Balaz PHDriturajsrathoreNo ratings yet
- Case 1 e 002 D - H Rev 0Document16 pagesCase 1 e 002 D - H Rev 0Oswaldo GuerraNo ratings yet
- DistillationDocument17 pagesDistillationRenu SekaranNo ratings yet
- Focused Ion BeamDocument9 pagesFocused Ion BeamnitheshsharmaNo ratings yet
- BS 970Document5 pagesBS 970aezeadNo ratings yet
- SEPARATIONSDocument13 pagesSEPARATIONSR ZoNo ratings yet
- A USER-CONTROLLED ARC-LENGTH METHOD For Convergence To Predefined Deformation StatesDocument8 pagesA USER-CONTROLLED ARC-LENGTH METHOD For Convergence To Predefined Deformation StatesmyplaxisNo ratings yet
- Slab Deflection and DepthDocument10 pagesSlab Deflection and Depthsyed AffanNo ratings yet
- MCQ - 1&2 - 2022Document19 pagesMCQ - 1&2 - 2022Ahmad MesaedNo ratings yet
- 8 - Optics - S2 - e &KDocument29 pages8 - Optics - S2 - e &KKL PHYSICSNo ratings yet
- Handbook No.2Document179 pagesHandbook No.2Dhinakar AnnaduraiNo ratings yet
- Mixing Time of Refining Vessels Stirred by Gas InjectionDocument8 pagesMixing Time of Refining Vessels Stirred by Gas InjectionПетр СамосийNo ratings yet
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- Sound Absorbing MaterialsDocument26 pagesSound Absorbing Materialsfranobeljo27No ratings yet
- Engineering Properties of Reactive Clay Earthworks in SE QueenslandDocument16 pagesEngineering Properties of Reactive Clay Earthworks in SE QueenslandKamesh KumarNo ratings yet
- Boiler CirculationDocument7 pagesBoiler CirculationaruntpeNo ratings yet
- Module DatasheetDocument2 pagesModule DatasheetaadilNo ratings yet
- 2 PDFDocument28 pages2 PDFmagdy makramNo ratings yet
- Mechanical Behaviour of MaterialsDocument48 pagesMechanical Behaviour of Materialsedua777ytNo ratings yet
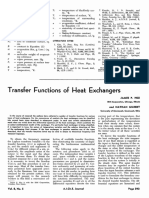
- Transfer Functions of Heat Exchangers: DecreasingDocument6 pagesTransfer Functions of Heat Exchangers: DecreasingMark ClarkNo ratings yet
- TE Connectivity Raychem S01 03 R DatasheetDocument7 pagesTE Connectivity Raychem S01 03 R DatasheetРоман ДяченкоNo ratings yet
- 3.044 Problem Set 1: Heat Conduction Due Monday February 14, 2005Document3 pages3.044 Problem Set 1: Heat Conduction Due Monday February 14, 2005Carlos CastilloNo ratings yet
- Lecture 1 of Mass TransferDocument36 pagesLecture 1 of Mass TransferShifaz SikkanderNo ratings yet
- Direction of Thermodynamic ProcessesDocument26 pagesDirection of Thermodynamic ProcessesJohn MagalongNo ratings yet
- Brass PDFDocument3 pagesBrass PDFpitrer123No ratings yet
- Datasheet en AW-6063Document1 pageDatasheet en AW-6063Erick De La RoSaNo ratings yet
- Course: Basic Electronics Course Code: PHY-421 Class: BS 1 Topic: P-Type and N-Type Semiconductor MaterialsDocument29 pagesCourse: Basic Electronics Course Code: PHY-421 Class: BS 1 Topic: P-Type and N-Type Semiconductor MaterialsSOFIA BS Computer ScienceNo ratings yet
- Crystallisation Lec 38,39Document23 pagesCrystallisation Lec 38,39Adheep DasNo ratings yet
- PHYSICAL CHEMISTRY-phase Diagram 3 ComponentsDocument22 pagesPHYSICAL CHEMISTRY-phase Diagram 3 ComponentsMuhammad YanuarNo ratings yet





















































![Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878
A Weekly Journal Of Practical Information, Art, Science,
Mechanics, Chemistry, And Manufactures](https://imgv2-2-f.scribdassets.com/img/word_document/187374175/149x198/94bb94db93/1579716754?v=1)