Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Toshiba Case 3Document4 pagesToshiba Case 3Deta Detade100% (1)
- Allowing You and Your Car To Go That .: Extra MileDocument3 pagesAllowing You and Your Car To Go That .: Extra Milesp_escherNo ratings yet
- MC Escher Relativity Lesson PlanDocument5 pagesMC Escher Relativity Lesson Plansp_escher0% (1)
- Slide-Together Models With Decagrams 12 ×: © Laszlo BardosDocument1 pageSlide-Together Models With Decagrams 12 ×: © Laszlo Bardossp_escherNo ratings yet
- Slide-Together Models With Decagrams: © Laszlo BardosDocument1 pageSlide-Together Models With Decagrams: © Laszlo Bardossp_escherNo ratings yet
- Tavole PantoneDocument19 pagesTavole Pantonesp_escherNo ratings yet
- CATIA V5 R19 204 - Intermediate SurfacingDocument3 pagesCATIA V5 R19 204 - Intermediate Surfacingsp_escherNo ratings yet
- Fructin PDFDocument1 pageFructin PDFSaifur Rahman SuzonNo ratings yet
- Et Annual Report 04 05Document48 pagesEt Annual Report 04 05Pavlo Andre AbiyNo ratings yet
- Berg Danielle ResumeDocument2 pagesBerg Danielle Resumeapi-481770567No ratings yet
- Checklist of ADAC AuditDocument3 pagesChecklist of ADAC AuditMarieta AlejoNo ratings yet
- Foam Cushioning Instapak SpeedyPacker BrochureDocument4 pagesFoam Cushioning Instapak SpeedyPacker BrochureRodrigo BeltranNo ratings yet
- A Remote Home Security System Based On Wireless Sensor Network Using GSM TechnologyDocument3 pagesA Remote Home Security System Based On Wireless Sensor Network Using GSM TechnologyAjith Kumar GSNo ratings yet
- CHUYÊN ĐỀ CHỈ SỰ NHƯỢNG BỘDocument5 pagesCHUYÊN ĐỀ CHỈ SỰ NHƯỢNG BỘĐinh DuyênNo ratings yet
- Nasa Design On Jet PumpsDocument44 pagesNasa Design On Jet PumpsJason BakerNo ratings yet
- 2020 Updated Resume FinalDocument2 pages2020 Updated Resume Finalapi-523816461No ratings yet
- Calcium HypochloriteDocument260 pagesCalcium HypochloriteWidya Pradipta100% (1)
- Rahmawati IndikatorDocument2 pagesRahmawati IndikatorDaffa amri MaulanaNo ratings yet
- Varistor Catalog PDFDocument254 pagesVaristor Catalog PDFsantosh_babar_26100% (1)
- A Generalization of Wilson's Theorem: R. Andrew Ohana June 3, 2009Document13 pagesA Generalization of Wilson's Theorem: R. Andrew Ohana June 3, 2009Ramón Darío CarrasqueroNo ratings yet
- Anatomy Questions Hip and ThighDocument11 pagesAnatomy Questions Hip and Thighmohamed mowafeyNo ratings yet
- Supercapacitor Important File2Document53 pagesSupercapacitor Important File2Mina YoussefNo ratings yet
- Housing and Land Use Regulatory Board: Lupong Nangangasiwa Sa Pabahay at Gamit NG LupaDocument36 pagesHousing and Land Use Regulatory Board: Lupong Nangangasiwa Sa Pabahay at Gamit NG LupaJoseph Raymund BautistaNo ratings yet
- Maxima and MinimaDocument12 pagesMaxima and MinimaDennis Dale60% (5)
- Case Study Emirates AirlinesDocument4 pagesCase Study Emirates Airlinesuzzmapk33% (9)
- Basmati Rice Code of PracticeDocument6 pagesBasmati Rice Code of PracticeayanasserNo ratings yet
- Example 12: Design of Panel Walls: SolutionDocument2 pagesExample 12: Design of Panel Walls: SolutionSajidAliKhanNo ratings yet
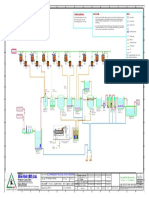
- Alim Knit (BD) LTD.: Recommended Process Flow DiagramDocument1 pageAlim Knit (BD) LTD.: Recommended Process Flow DiagramKamrul HasanNo ratings yet
- NBA 2K12 Ext Manual Wii FinalDocument10 pagesNBA 2K12 Ext Manual Wii FinalEthan TampusNo ratings yet
- 5 ABB Cigre Jornadas Tecnicas FCLDocument35 pages5 ABB Cigre Jornadas Tecnicas FCLmayalasan1No ratings yet
- Amstar StaffingDocument14 pagesAmstar StaffingSunil SNo ratings yet
- Type X - Cityzen Park North - 291123-1Document3 pagesType X - Cityzen Park North - 291123-1Oky Arnol SunjayaNo ratings yet
- A Study On The Dance Form of Yangge in Hebei, China: Multicultural EducationDocument3 pagesA Study On The Dance Form of Yangge in Hebei, China: Multicultural EducationdannialleeNo ratings yet
- 1097-1136 Metallogenic Provinces in An Evolving Geodynamic FrameworkDocument40 pages1097-1136 Metallogenic Provinces in An Evolving Geodynamic FrameworkLYNAMARICELA83No ratings yet
- Recounttext 160409104911Document9 pagesRecounttext 160409104911Anif Ough GtuwNo ratings yet
- Physics Investigatory Project: Made by - Abhishek Choudhary Roll No. - 1 Class - 12 ADocument21 pagesPhysics Investigatory Project: Made by - Abhishek Choudhary Roll No. - 1 Class - 12 AShubham BaghelNo ratings yet