Download as pdf or txt
You might also like
- Green From The Ground UpDocument338 pagesGreen From The Ground UpMihail Koprivchin100% (2)
- AHS 4 Rolls Hydraulic Plate Bending Machine Operation and Maintenance ManualDocument90 pagesAHS 4 Rolls Hydraulic Plate Bending Machine Operation and Maintenance ManualIonut Florica100% (5)
- Read The Text About Automation and Match With Their DefinitionDocument2 pagesRead The Text About Automation and Match With Their DefinitionDiego SantacruzNo ratings yet
- NX Motion SimulatorDocument39 pagesNX Motion SimulatorEdson Sawada86% (7)
- Stanag 4569Document1 pageStanag 4569basaricaNo ratings yet
- Internship Report 3Document39 pagesInternship Report 3Manoj Sixer 13No ratings yet
- A Runner-Gate DesignDocument9 pagesA Runner-Gate DesignKetan ChhedaNo ratings yet
- Metal Forming PractiseDocument18 pagesMetal Forming PractisejoaopedrosousaNo ratings yet
- MIG Operating ManualDocument32 pagesMIG Operating ManualbasaricaNo ratings yet
- Free Civil Engineering Software DownloadDocument3 pagesFree Civil Engineering Software DownloadMoch Imam Muflih100% (1)
- Optimisation of Cold Forging TechnologyDocument13 pagesOptimisation of Cold Forging TechnologyVinay JoshiNo ratings yet
- Critical Aspects in Simulating Cold Working Processes For Screws and BoltsDocument4 pagesCritical Aspects in Simulating Cold Working Processes For Screws and BoltsstefanomazzalaiNo ratings yet
- 1) Generating The Model: Method 1Document2 pages1) Generating The Model: Method 1Seymur AkbarovNo ratings yet
- Drill ModelingDocument13 pagesDrill Modelingantonio87No ratings yet
- Module 3 - 2Document49 pagesModule 3 - 2Biswajit LME016No ratings yet
- Yigit 2019Document8 pagesYigit 2019YB2020No ratings yet
- 1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesDocument25 pages1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesNguyen Hoang DungNo ratings yet
- A CRF PredictingDocument15 pagesA CRF PredictingSaidNo ratings yet
- Name: Krishna Koli Offline Trajectory Generation For 6-DOF Welding RobotDocument4 pagesName: Krishna Koli Offline Trajectory Generation For 6-DOF Welding RobotKrishna KoliNo ratings yet
- Yigit-Lazoglu2020 Article SphericalSlicingMethodAndItsAp1Document9 pagesYigit-Lazoglu2020 Article SphericalSlicingMethodAndItsAp1YB2020No ratings yet
- Manual de Uso de Chute MavenDocument33 pagesManual de Uso de Chute MavenMiguel FarahNo ratings yet
- Stamping CAD-CAE Design General GuidelinesDocument14 pagesStamping CAD-CAE Design General Guidelinesjcastellon14370No ratings yet
- Recent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsDocument6 pagesRecent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsNhựt KhôiNo ratings yet
- Application of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesDocument14 pagesApplication of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesSugan Prabhu100% (1)
- Catia v5 Sheet Metal DesignDocument6 pagesCatia v5 Sheet Metal DesignirfaniumNo ratings yet
- 2009.1 Optimization of Die Design For Forging of A Turbo-Charger Impeller and A Ring Gear Using Process SimulationDocument17 pages2009.1 Optimization of Die Design For Forging of A Turbo-Charger Impeller and A Ring Gear Using Process SimulationAbuabdullahZakiNo ratings yet
- The 2nd Assessment ProblemDocument4 pagesThe 2nd Assessment ProblemrisirarocksNo ratings yet
- Bracket-Casting Design Tutorial by Using SimulationDocument4 pagesBracket-Casting Design Tutorial by Using SimulationPeeka Prabhakara RaoNo ratings yet
- Unit II Learning MaterialDocument22 pagesUnit II Learning Materialkk11091079No ratings yet
- VAMOS CAA V5 Based: Progressive DiesDocument4 pagesVAMOS CAA V5 Based: Progressive DiesRodolfo GarciaNo ratings yet
- 05-46 Blocking Die Impression Shape Design For WebDocument4 pages05-46 Blocking Die Impression Shape Design For WebLungani SibindiNo ratings yet
- Comparative Study of Casting Simulation Packages Used in FoundriesDocument4 pagesComparative Study of Casting Simulation Packages Used in FoundriesPrasad AnandNo ratings yet
- Hollow Shaft Making ProcessDocument7 pagesHollow Shaft Making ProcessfujinyuanNo ratings yet
- Forging Process Analysis / Optimization For A Handle BlockDocument23 pagesForging Process Analysis / Optimization For A Handle BlockBestin VargheseNo ratings yet
- Introduction To Static Model DevelopmentDocument34 pagesIntroduction To Static Model DevelopmentChukwunoso Nwonye100% (2)
- WhatsNew CimatronE 9.0 Mold Design and ElectrodeDocument17 pagesWhatsNew CimatronE 9.0 Mold Design and ElectrodeVignesh WaranNo ratings yet
- CamDocument9 pagesCamhemaf85No ratings yet
- Chang 2004Document8 pagesChang 2004Hoda HosnyNo ratings yet
- Ansys Lab ManualDocument84 pagesAnsys Lab ManualSharma KripaNo ratings yet
- Design and Manufacturing of Sheet Metal Parts: Using Features To Aid Process Planning and Resolve Manufactuability ProblemsDocument34 pagesDesign and Manufacturing of Sheet Metal Parts: Using Features To Aid Process Planning and Resolve Manufactuability ProblemsMohsin AliNo ratings yet
- Inverse Engineering and Preliminary Simulation of A Closed Profile Roll-Forming LineDocument8 pagesInverse Engineering and Preliminary Simulation of A Closed Profile Roll-Forming LinebkhmohamedNo ratings yet
- Creation Forging Dies' Functional Surface Using Present Cad/Cam SystemDocument4 pagesCreation Forging Dies' Functional Surface Using Present Cad/Cam Systemprasanth V SNo ratings yet
- Irjet V2i4147 PDFDocument5 pagesIrjet V2i4147 PDFPrasad RaikarNo ratings yet
- Cold Roll Forming Process Design Based On The Induction of Analytical Knowledge by Considering Material and Geometry EffectsDocument9 pagesCold Roll Forming Process Design Based On The Induction of Analytical Knowledge by Considering Material and Geometry Effectsassetio8185No ratings yet
- Prototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseDocument19 pagesPrototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseBalasivarama ReddyNo ratings yet
- Die Casting DesignDocument20 pagesDie Casting Designtiep_design100% (1)
- SOLIDCast Workbook 8-1-1 Units 1-10 6-18-11Document48 pagesSOLIDCast Workbook 8-1-1 Units 1-10 6-18-11Gustavo CozentinoNo ratings yet
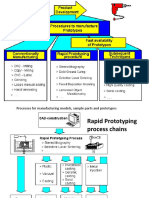
- Processes For Manufacturing Models, Sample Parts and PrototypesDocument39 pagesProcesses For Manufacturing Models, Sample Parts and PrototypesPRATIK JADHAVNo ratings yet
- شبیه سازی 3Document6 pagesشبیه سازی 3muhammadaliNo ratings yet
- Forging Process AnalysisDocument12 pagesForging Process AnalysisaadeshkerNo ratings yet
- Estudo Deforamção EstamposDocument6 pagesEstudo Deforamção Estamposronaldo.custodio71No ratings yet
- Casting Simulation Software - Applications and BenefitsDocument4 pagesCasting Simulation Software - Applications and BenefitsTarun ChakrabortyNo ratings yet
- Release Notes Csi Bridge 2017 V 1900Document9 pagesRelease Notes Csi Bridge 2017 V 1900Ihab El AghouryNo ratings yet
- Malik 2020 J. Phys. Conf. Ser. 1500 012036Document8 pagesMalik 2020 J. Phys. Conf. Ser. 1500 012036Irawan MalikNo ratings yet
- 1 s2.0 S0921509306012342 MainDocument9 pages1 s2.0 S0921509306012342 MainÖnder AyerNo ratings yet
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 pagesSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaNo ratings yet
- Chute Maven Manual PDFDocument33 pagesChute Maven Manual PDFRoma99No ratings yet
- THE PRACTICAL USE OF SIMULATION IN THE Sheet Metal Forming IndustryDocument17 pagesTHE PRACTICAL USE OF SIMULATION IN THE Sheet Metal Forming IndustryripanumariusionutNo ratings yet
- ConSteel 13.0 WhatsNew ENDocument8 pagesConSteel 13.0 WhatsNew ENhemantcabhaleNo ratings yet
- RAPID PROTOTYPING 1st Module 1Document11 pagesRAPID PROTOTYPING 1st Module 1Mohamed Hamdan ANo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Development and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Document11 pagesDevelopment and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Danylo PerepelytsiaNo ratings yet
- Casting Simulation of Automotive Wheel Rim Using Aluminium Alloy MaterialDocument6 pagesCasting Simulation of Automotive Wheel Rim Using Aluminium Alloy MaterialBRAJA MOHAN BEHERANo ratings yet
- Material Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingFrom EverandMaterial Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingNo ratings yet
- Armoring Protection StandardsDocument7 pagesArmoring Protection StandardsbasaricaNo ratings yet
- Engineering Handbook 21-40Document20 pagesEngineering Handbook 21-40basaricaNo ratings yet
- Armoring Protection Standards PDFDocument7 pagesArmoring Protection Standards PDFbasaricaNo ratings yet
- Modix Big60 Product OverviewDocument6 pagesModix Big60 Product OverviewbasaricaNo ratings yet
- Armoring Protection StandardsDocument7 pagesArmoring Protection StandardsbasaricaNo ratings yet
- Engineering Handbook 41-60Document20 pagesEngineering Handbook 41-60basaricaNo ratings yet
- Welding StandardsDocument1 pageWelding Standardsbasarica100% (1)
- Mechanical Engineering Handbook 96 105Document10 pagesMechanical Engineering Handbook 96 105basaricaNo ratings yet
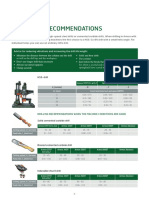
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- CS5200 Automated SeriesDocument2 pagesCS5200 Automated SeriesbasaricaNo ratings yet
- Technical Drawing UnderstandinDocument29 pagesTechnical Drawing UnderstandinbasaricaNo ratings yet
- Technical Drawing - BasicsDocument38 pagesTechnical Drawing - Basicsbasarica100% (2)
- Arcstation BrochureDocument2 pagesArcstation BrochurebasaricaNo ratings yet
- Air Conditioner: Owner'S ManualDocument20 pagesAir Conditioner: Owner'S ManualbasaricaNo ratings yet
- Fundamentals of Mechanical DesignDocument150 pagesFundamentals of Mechanical DesignMiguelDiazVNo ratings yet
- List Functionality: What's New HomeDocument1 pageList Functionality: What's New HomebasaricaNo ratings yet
- Technical Drawing Tutorial - Google PretragaDocument2 pagesTechnical Drawing Tutorial - Google PretragabasaricaNo ratings yet
- TNC Remo PDFDocument1 pageTNC Remo PDFbasaricaNo ratings yet
- SB171 Osnovno 2011Document187 pagesSB171 Osnovno 2011basaricaNo ratings yet
- Esi Quick CastDocument50 pagesEsi Quick Castbasarica100% (2)
- Liquid Process Piping Design StrategyDocument16 pagesLiquid Process Piping Design Strategyvb_pol@yahooNo ratings yet
- ProductivityDocument27 pagesProductivityraj sopariaNo ratings yet
- Solidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadDocument4 pagesSolidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadHyundianto AgNo ratings yet
- Strategic Activity-Based Management: Product Mix and PricingDocument79 pagesStrategic Activity-Based Management: Product Mix and PricingHARI HARINo ratings yet
- Unit I-MinDocument105 pagesUnit I-MinkrishnaNo ratings yet
- Company Profile: SolutionsDocument7 pagesCompany Profile: SolutionsSukanya SinghaniaNo ratings yet
- DS-20047 Simulation For Industrial Equipment Ebook FNLDocument16 pagesDS-20047 Simulation For Industrial Equipment Ebook FNLRôhïth KúmàrNo ratings yet
- Computervision - Japan (A)Document21 pagesComputervision - Japan (A)Yohannes TsegayeNo ratings yet
- Building Product Models Chapter 2 The Evolution of Computer Models of BuildingsDocument40 pagesBuilding Product Models Chapter 2 The Evolution of Computer Models of BuildingsAlex ANo ratings yet
- Oil and Chemical Plant Layout and Spacing PDFDocument13 pagesOil and Chemical Plant Layout and Spacing PDFtiffanyyy00No ratings yet
- CADA QP-Ktunotes - in PDFDocument3 pagesCADA QP-Ktunotes - in PDFsachinNo ratings yet
- Adding Shadows: - Shadows Make An Image Much More RealisticDocument17 pagesAdding Shadows: - Shadows Make An Image Much More RealisticIT Department HODNo ratings yet
- Solid Modelling TechniquesDocument13 pagesSolid Modelling TechniquesPiyush MahajanNo ratings yet
- Dotr Office - 3Document1 pageDotr Office - 3jackcoolsNo ratings yet
- Guide To CAD Drawings PDFDocument19 pagesGuide To CAD Drawings PDFRamesh BaluNo ratings yet
- DoD MHS FLCM Minimum BIM Requirements - V2-2 - FINAL - 200904Document29 pagesDoD MHS FLCM Minimum BIM Requirements - V2-2 - FINAL - 200904UkashaRaufNo ratings yet
- CivSeries3 WP LDT Vs TerramodelDocument8 pagesCivSeries3 WP LDT Vs TerramodelsiagiandobahNo ratings yet
- Blueprint Reading and SketchingDocument185 pagesBlueprint Reading and SketchingFélix DésourdyNo ratings yet
- Course Description SMSCP L2Document2 pagesCourse Description SMSCP L2Zdravko PeranNo ratings yet
- SCDM-Intro 17.0 Module03 Repairing GeometryDocument40 pagesSCDM-Intro 17.0 Module03 Repairing Geometrymarcosandia1974100% (1)
- Give Me A Gun and I Will Make All Buildings Move : An ANT's View of ArchitectureDocument10 pagesGive Me A Gun and I Will Make All Buildings Move : An ANT's View of ArchitectureVaniaMontgomeryNo ratings yet
- Technology 1º & 2º ESODocument131 pagesTechnology 1º & 2º ESOalmarpaNo ratings yet
- From Laser Scanning To 3D Model - A Brief Scope of The WorkDocument3 pagesFrom Laser Scanning To 3D Model - A Brief Scope of The Workcharles IkeNo ratings yet
- DIPS - Mu-Aurangabad PDFDocument52 pagesDIPS - Mu-Aurangabad PDFprakharmathur14No ratings yet
- Ejercicios Solidworks PDFDocument50 pagesEjercicios Solidworks PDFRic Frs80% (5)
- Urban Design With BlenderDocument11 pagesUrban Design With BlenderEduardo Cabral GolfettoNo ratings yet