
A Project Report On Hydro Turbine Andritz Hydro Pvt. Ltd. Palwal (HR)
A Project Report On Hydro Turbine Andritz Hydro Pvt. Ltd. Palwal (HR)
You might also like
- VHDL Digital Full ADDER Logic Using NAND Gate ProgramDocument49 pagesVHDL Digital Full ADDER Logic Using NAND Gate ProgramPreeti Budhiraja100% (1)
- Slow Rate Penetration Resistance of Flexible Barrier Films and LaminatesDocument5 pagesSlow Rate Penetration Resistance of Flexible Barrier Films and LaminatesAlevj Db100% (4)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- K20 Engine Control Module X3 (Lt4) Document ID# 4739106Document3 pagesK20 Engine Control Module X3 (Lt4) Document ID# 4739106Data TécnicaNo ratings yet
- Demo Project EPLAN Electric P8: Circuit Diagram Control CubicleDocument40 pagesDemo Project EPLAN Electric P8: Circuit Diagram Control CubicleKuenley TiNy OndeNo ratings yet
- Relay Generator Protection f1 BTG 2Document11 pagesRelay Generator Protection f1 BTG 2beby nisaNo ratings yet
- BB Protection As ManufacturedDocument151 pagesBB Protection As ManufacturedR KNo ratings yet
- Plano ElectricoDocument50 pagesPlano ElectricoRL CandiottiNo ratings yet
- Pelton Turbine - Parts, Working and Design AspectsDocument11 pagesPelton Turbine - Parts, Working and Design AspectsPrasenjit SahaNo ratings yet
- Hy Hydromatrix en Data PDFDocument16 pagesHy Hydromatrix en Data PDFJuanNo ratings yet
- Brush Less Excitation SystemDocument21 pagesBrush Less Excitation SystemlrpatraNo ratings yet
- 11kV BBP PDFDocument32 pages11kV BBP PDFsulthanabdulNo ratings yet
- Project ReportpdfDocument80 pagesProject ReportpdfsunnyjatNo ratings yet
- Lem Asc TrainingDocument95 pagesLem Asc TrainingArindam SamantaNo ratings yet
- Electric Wiring Diagram GLT - ECO JV409Document248 pagesElectric Wiring Diagram GLT - ECO JV409Muhammad SyaqirinNo ratings yet
- Hydroelectric Power PlantDocument40 pagesHydroelectric Power PlantJayant SisodiaNo ratings yet
- 14.RMP As Built Rev-BDocument55 pages14.RMP As Built Rev-BElectro Allied Engineering ServicesNo ratings yet
- Protection SLDDocument4 pagesProtection SLDNiranjan KumarNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Document17 pagesCommissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Arun KumarNo ratings yet
- Layout of Different Power PlantsDocument17 pagesLayout of Different Power PlantsSHAIK NOOR AHAMEDNo ratings yet
- Hissb2 Wir 1210 3001 108 - 00Document178 pagesHissb2 Wir 1210 3001 108 - 00rioNo ratings yet
- Tor1-22015mv001 r8 MV-VFD Elect Drawings 220-Er-015 260kw Referencial Abb RockwellDocument22 pagesTor1-22015mv001 r8 MV-VFD Elect Drawings 220-Er-015 260kw Referencial Abb Rockwellsareluis30No ratings yet
- 906 - Control & Protection Panels and SCADA - R0 - 10.06.14Document128 pages906 - Control & Protection Panels and SCADA - R0 - 10.06.14Eric Marcel VHOUMBY MACKOSSONo ratings yet
- 1) WTP CCR PLC Panel - GaDocument13 pages1) WTP CCR PLC Panel - GaWinSajeewaNo ratings yet
- 171 - 110kV Chu SeDocument22 pages171 - 110kV Chu SeTrần Văn HiếuNo ratings yet
- Job No: GA13011 Name of Project 109MW Main HFO Power Plant Project - Bangladesh Title 132/11kV Transformer Control & Protection Panel Revision: 00Document31 pagesJob No: GA13011 Name of Project 109MW Main HFO Power Plant Project - Bangladesh Title 132/11kV Transformer Control & Protection Panel Revision: 00MeenakshiNo ratings yet
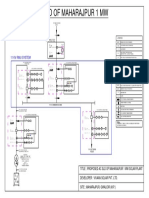
- Maharajpura Ac SLD 1 MWDocument1 pageMaharajpura Ac SLD 1 MWMarco Antonio Salazar100% (1)
- Measuring Point List - Turbine PDFDocument43 pagesMeasuring Point List - Turbine PDFKhushboo PandeyNo ratings yet
- L6-PDS-01-H-5215-S-40232-B - 220kV PRTN DRG D27+R1 Series Reactor R96CDocument82 pagesL6-PDS-01-H-5215-S-40232-B - 220kV PRTN DRG D27+R1 Series Reactor R96CSatish KumarNo ratings yet
- PCC PANEL POWER PACK P LTDDocument33 pagesPCC PANEL POWER PACK P LTDmahidhar talapaneniNo ratings yet
- MD1-0-V-535!11!00003-AB0 Layout and Single Line Diagram For 220V DC System - Cooling Water System (06BLT01 06BLT02)Document88 pagesMD1-0-V-535!11!00003-AB0 Layout and Single Line Diagram For 220V DC System - Cooling Water System (06BLT01 06BLT02)Nguyễn ĐứcNo ratings yet
- Short Circuit Study Report: Hero Future Energies PVT LTDDocument50 pagesShort Circuit Study Report: Hero Future Energies PVT LTDramvinod1950No ratings yet
- 6 - Micoms1 p742 Eng Set CDocument18 pages6 - Micoms1 p742 Eng Set CahmedNo ratings yet
- Dse-150-Its-0152-Ed - 15022016 NamorambeDocument72 pagesDse-150-Its-0152-Ed - 15022016 NamoramberioNo ratings yet
- Restoration of Power After Power Black Out Due Shut Down of CPP 540 Incoming Line To 220 KV Switchyard On 22.04.12Document33 pagesRestoration of Power After Power Black Out Due Shut Down of CPP 540 Incoming Line To 220 KV Switchyard On 22.04.12thehinduNo ratings yet
- Dynamic Test Report of DECR-S Excitation Devices: ExperimenterDocument14 pagesDynamic Test Report of DECR-S Excitation Devices: ExperimenterSalmanEjazNo ratings yet
- 1151 RBDocument54 pages1151 RBManuel A. Silva PainénNo ratings yet
- SLD PNG Rev 02Document3 pagesSLD PNG Rev 02wandy RJNo ratings yet
- Design&Fabrication of Vertical Turbine For Rural Micro Hydroelectric Gen.Document51 pagesDesign&Fabrication of Vertical Turbine For Rural Micro Hydroelectric Gen.AlfisyahrinNo ratings yet
- Tamil Nadu Coke-24 V DCDocument14 pagesTamil Nadu Coke-24 V DCsyamprasadNo ratings yet
- AC PCC REVISED DRAWING-B&H Approval On 2304Document29 pagesAC PCC REVISED DRAWING-B&H Approval On 2304Rukma Goud ShakkariNo ratings yet
- 01CDH01 Gip V4.02Document177 pages01CDH01 Gip V4.02ahmeed asNo ratings yet
- PLC AbDocument52 pagesPLC AbTOANQUOCNo ratings yet
- Gen ProtDocument41 pagesGen Protmithun46No ratings yet
- 07-Irrinet-M 12 DO GRP Panel Drawing V2Document8 pages07-Irrinet-M 12 DO GRP Panel Drawing V2Savad AlwyeNo ratings yet
- Oneline DiagramDocument20 pagesOneline DiagramAgus FebriansyahNo ratings yet
- Panel Construction - Remote End - Rev-A - 03.06.2013Document4 pagesPanel Construction - Remote End - Rev-A - 03.06.2013ADE mrtNo ratings yet
- Basic Design PDFDocument26 pagesBasic Design PDFLeTung95No ratings yet
- Key Single Line DiagramDocument1 pageKey Single Line DiagramkirubakaraNo ratings yet
- Bko 150 Its 0151 EdDocument73 pagesBko 150 Its 0151 EdReinhard Jesaya SimbolonNo ratings yet
- SSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023Document12 pagesSSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023AkashManusmareNo ratings yet
- Schema ELECDocument133 pagesSchema ELECMeyerNo ratings yet
- VFD Drawings - JSW - PARADIP - CS-4A - Motor-1 - MASTER - R02Document53 pagesVFD Drawings - JSW - PARADIP - CS-4A - Motor-1 - MASTER - R02sudhakarraomNo ratings yet
- L00 5047 101.CDocument175 pagesL00 5047 101.CGhiță SfîraNo ratings yet
- HEC Ltd. Ranchi SAIL Bhilai Steel Plant MECON Limited: Number of PagesDocument479 pagesHEC Ltd. Ranchi SAIL Bhilai Steel Plant MECON Limited: Number of PagesANibwebNo ratings yet
- ABB UNITROL 1005 1010 1020 EN RevF PDFDocument14 pagesABB UNITROL 1005 1010 1020 EN RevF PDFsrinivasNo ratings yet
- This Typical Is Also Valid For:: 03 06/2020 BSP AS BUILT JZB JZB Ismail IsmailDocument56 pagesThis Typical Is Also Valid For:: 03 06/2020 BSP AS BUILT JZB JZB Ismail IsmailMohammed AltafNo ratings yet
- Drawing For 8kw Duct Heater (1.5kwx4,1kwx2)Document9 pagesDrawing For 8kw Duct Heater (1.5kwx4,1kwx2)Balamurugan ArumugamNo ratings yet
- Indonesia RTGC Retrifit 22 Unit - NewDocument189 pagesIndonesia RTGC Retrifit 22 Unit - NewMechatronic EngineeringNo ratings yet
- Generator and ProtectionsDocument50 pagesGenerator and ProtectionsRakesh KiranNo ratings yet
- Starter Panel Drawing-PandamaranDocument4 pagesStarter Panel Drawing-PandamaranWAN CHANDNo ratings yet
- Project Report On Andritz HydroDocument36 pagesProject Report On Andritz HydroTashmeet SinghNo ratings yet
- University of Cagayan Valley School of Criminology 23Document4 pagesUniversity of Cagayan Valley School of Criminology 23gaea louNo ratings yet
- Capitulos GuiaDocument100 pagesCapitulos GuiaRicardo ValverdeNo ratings yet
- Gibson - 1954 - The Visual Perception of Objective Motion and Subjective MovementDocument11 pagesGibson - 1954 - The Visual Perception of Objective Motion and Subjective MovementcentralparkersNo ratings yet
- Dtu, Department of Energy Engineering S in (KJ/ (KG K) ) - V in (M 3/Kg) - T in (ºc) M.J. Skovrup & H.J.H Knudsen. 19-11-29 Ref:Dupont Suva Hp62Document1 pageDtu, Department of Energy Engineering S in (KJ/ (KG K) ) - V in (M 3/Kg) - T in (ºc) M.J. Skovrup & H.J.H Knudsen. 19-11-29 Ref:Dupont Suva Hp62Diego RamirezNo ratings yet
- 17 A02 PHExDocument6 pages17 A02 PHExPeter LeaderNo ratings yet
- Technical Databook TaurusDocument21 pagesTechnical Databook TaurusRohmat SupriyadiNo ratings yet
- Answers To Problem Sets: Net Present Value and Other Investment CriteriaDocument9 pagesAnswers To Problem Sets: Net Present Value and Other Investment CriteriaTracywongNo ratings yet
- Difference Equations For FIR and IIR Filters: ObjectivesDocument8 pagesDifference Equations For FIR and IIR Filters: ObjectivesAldon JimenezNo ratings yet
- Devinfo E6350v2Document4 pagesDevinfo E6350v2Safi Ud Din KhanNo ratings yet
- Van Der Waals Integration of High-Oxides and Two-Dimensional SemiconductorsDocument8 pagesVan Der Waals Integration of High-Oxides and Two-Dimensional SemiconductorsAnahí TessaNo ratings yet
- Campbell Dudek Smith 1970Document10 pagesCampbell Dudek Smith 1970richardvas12No ratings yet
- Crack Msi FilesDocument4 pagesCrack Msi FilesPaleohorlidis IliasNo ratings yet
- Properties of Solutions Electrolytes and Non Electrolytes by Dan HolmquistDocument4 pagesProperties of Solutions Electrolytes and Non Electrolytes by Dan HolmquistkumiristineNo ratings yet
- Linde C-Matic AutobonicsDocument6 pagesLinde C-Matic AutobonicsJONHHY NGUYEN DANGNo ratings yet
- Branch and BoundDocument7 pagesBranch and BoundRidhima Amit KhamesraNo ratings yet
- Initial Draft - Jawi Coded Character Set For Information Interchange - V2Document15 pagesInitial Draft - Jawi Coded Character Set For Information Interchange - V2mohdzamrimurah_gmailNo ratings yet
- Experiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsDocument3 pagesExperiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsAhmad Jamal HashmiNo ratings yet
- Full Download Teknologi Digital Immersive Pemanfaatan Untuk Kemajuan Bangsa Herman Tolle Fais Al Huda Online Full Chapter PDFDocument69 pagesFull Download Teknologi Digital Immersive Pemanfaatan Untuk Kemajuan Bangsa Herman Tolle Fais Al Huda Online Full Chapter PDFneapoleancochranvy7bvw0pf100% (9)
- Thermodynamics Cheat SheetDocument2 pagesThermodynamics Cheat SheetsNo ratings yet
- DC Protection Relay PrinciplesDocument28 pagesDC Protection Relay Principlesrvim0002100% (1)
- NotesDocument289 pagesNoteshemanth beharaNo ratings yet
- Tancet Me Maths - MathsDocument4 pagesTancet Me Maths - MathsKevin ShaunNo ratings yet
- Fmi 9Document2 pagesFmi 9Fracisco TorresNo ratings yet
- Exercise On Analog Circuits: PHYS 331: Junior Physics Laboratory IDocument6 pagesExercise On Analog Circuits: PHYS 331: Junior Physics Laboratory Iviso167No ratings yet
- 111 Sample ChapterDocument10 pages111 Sample ChapterAnonymous bfbxnOawNo ratings yet
- The Digitalization of Steel Production : 21º Seminário de Automação e TIDocument12 pagesThe Digitalization of Steel Production : 21º Seminário de Automação e TISANTOSH KUMARNo ratings yet
- 02.2 - PMI-RMP Exam Content Outline - FinalDocument5 pages02.2 - PMI-RMP Exam Content Outline - FinalbravevnNo ratings yet























































































Download as docx, pdf, or txt
You might also like
- VHDL Digital Full ADDER Logic Using NAND Gate ProgramDocument49 pagesVHDL Digital Full ADDER Logic Using NAND Gate ProgramPreeti Budhiraja100% (1)
- Slow Rate Penetration Resistance of Flexible Barrier Films and LaminatesDocument5 pagesSlow Rate Penetration Resistance of Flexible Barrier Films and LaminatesAlevj Db100% (4)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- K20 Engine Control Module X3 (Lt4) Document ID# 4739106Document3 pagesK20 Engine Control Module X3 (Lt4) Document ID# 4739106Data TécnicaNo ratings yet
- Demo Project EPLAN Electric P8: Circuit Diagram Control CubicleDocument40 pagesDemo Project EPLAN Electric P8: Circuit Diagram Control CubicleKuenley TiNy OndeNo ratings yet
- Relay Generator Protection f1 BTG 2Document11 pagesRelay Generator Protection f1 BTG 2beby nisaNo ratings yet
- BB Protection As ManufacturedDocument151 pagesBB Protection As ManufacturedR KNo ratings yet
- Plano ElectricoDocument50 pagesPlano ElectricoRL CandiottiNo ratings yet
- Pelton Turbine - Parts, Working and Design AspectsDocument11 pagesPelton Turbine - Parts, Working and Design AspectsPrasenjit SahaNo ratings yet
- Hy Hydromatrix en Data PDFDocument16 pagesHy Hydromatrix en Data PDFJuanNo ratings yet
- Brush Less Excitation SystemDocument21 pagesBrush Less Excitation SystemlrpatraNo ratings yet
- 11kV BBP PDFDocument32 pages11kV BBP PDFsulthanabdulNo ratings yet
- Project ReportpdfDocument80 pagesProject ReportpdfsunnyjatNo ratings yet
- Lem Asc TrainingDocument95 pagesLem Asc TrainingArindam SamantaNo ratings yet
- Electric Wiring Diagram GLT - ECO JV409Document248 pagesElectric Wiring Diagram GLT - ECO JV409Muhammad SyaqirinNo ratings yet
- Hydroelectric Power PlantDocument40 pagesHydroelectric Power PlantJayant SisodiaNo ratings yet
- 14.RMP As Built Rev-BDocument55 pages14.RMP As Built Rev-BElectro Allied Engineering ServicesNo ratings yet
- Protection SLDDocument4 pagesProtection SLDNiranjan KumarNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Document17 pagesCommissioning Service Department Commissioning Standard Test Formats Description: Low Impedance Busbar Protection Relay Type - 7Ss522Arun KumarNo ratings yet
- Layout of Different Power PlantsDocument17 pagesLayout of Different Power PlantsSHAIK NOOR AHAMEDNo ratings yet
- Hissb2 Wir 1210 3001 108 - 00Document178 pagesHissb2 Wir 1210 3001 108 - 00rioNo ratings yet
- Tor1-22015mv001 r8 MV-VFD Elect Drawings 220-Er-015 260kw Referencial Abb RockwellDocument22 pagesTor1-22015mv001 r8 MV-VFD Elect Drawings 220-Er-015 260kw Referencial Abb Rockwellsareluis30No ratings yet
- 906 - Control & Protection Panels and SCADA - R0 - 10.06.14Document128 pages906 - Control & Protection Panels and SCADA - R0 - 10.06.14Eric Marcel VHOUMBY MACKOSSONo ratings yet
- 1) WTP CCR PLC Panel - GaDocument13 pages1) WTP CCR PLC Panel - GaWinSajeewaNo ratings yet
- 171 - 110kV Chu SeDocument22 pages171 - 110kV Chu SeTrần Văn HiếuNo ratings yet
- Job No: GA13011 Name of Project 109MW Main HFO Power Plant Project - Bangladesh Title 132/11kV Transformer Control & Protection Panel Revision: 00Document31 pagesJob No: GA13011 Name of Project 109MW Main HFO Power Plant Project - Bangladesh Title 132/11kV Transformer Control & Protection Panel Revision: 00MeenakshiNo ratings yet
- Maharajpura Ac SLD 1 MWDocument1 pageMaharajpura Ac SLD 1 MWMarco Antonio Salazar100% (1)
- Measuring Point List - Turbine PDFDocument43 pagesMeasuring Point List - Turbine PDFKhushboo PandeyNo ratings yet
- L6-PDS-01-H-5215-S-40232-B - 220kV PRTN DRG D27+R1 Series Reactor R96CDocument82 pagesL6-PDS-01-H-5215-S-40232-B - 220kV PRTN DRG D27+R1 Series Reactor R96CSatish KumarNo ratings yet
- PCC PANEL POWER PACK P LTDDocument33 pagesPCC PANEL POWER PACK P LTDmahidhar talapaneniNo ratings yet
- MD1-0-V-535!11!00003-AB0 Layout and Single Line Diagram For 220V DC System - Cooling Water System (06BLT01 06BLT02)Document88 pagesMD1-0-V-535!11!00003-AB0 Layout and Single Line Diagram For 220V DC System - Cooling Water System (06BLT01 06BLT02)Nguyễn ĐứcNo ratings yet
- Short Circuit Study Report: Hero Future Energies PVT LTDDocument50 pagesShort Circuit Study Report: Hero Future Energies PVT LTDramvinod1950No ratings yet
- 6 - Micoms1 p742 Eng Set CDocument18 pages6 - Micoms1 p742 Eng Set CahmedNo ratings yet
- Dse-150-Its-0152-Ed - 15022016 NamorambeDocument72 pagesDse-150-Its-0152-Ed - 15022016 NamoramberioNo ratings yet
- Restoration of Power After Power Black Out Due Shut Down of CPP 540 Incoming Line To 220 KV Switchyard On 22.04.12Document33 pagesRestoration of Power After Power Black Out Due Shut Down of CPP 540 Incoming Line To 220 KV Switchyard On 22.04.12thehinduNo ratings yet
- Dynamic Test Report of DECR-S Excitation Devices: ExperimenterDocument14 pagesDynamic Test Report of DECR-S Excitation Devices: ExperimenterSalmanEjazNo ratings yet
- 1151 RBDocument54 pages1151 RBManuel A. Silva PainénNo ratings yet
- SLD PNG Rev 02Document3 pagesSLD PNG Rev 02wandy RJNo ratings yet
- Design&Fabrication of Vertical Turbine For Rural Micro Hydroelectric Gen.Document51 pagesDesign&Fabrication of Vertical Turbine For Rural Micro Hydroelectric Gen.AlfisyahrinNo ratings yet
- Tamil Nadu Coke-24 V DCDocument14 pagesTamil Nadu Coke-24 V DCsyamprasadNo ratings yet
- AC PCC REVISED DRAWING-B&H Approval On 2304Document29 pagesAC PCC REVISED DRAWING-B&H Approval On 2304Rukma Goud ShakkariNo ratings yet
- 01CDH01 Gip V4.02Document177 pages01CDH01 Gip V4.02ahmeed asNo ratings yet
- PLC AbDocument52 pagesPLC AbTOANQUOCNo ratings yet
- Gen ProtDocument41 pagesGen Protmithun46No ratings yet
- 07-Irrinet-M 12 DO GRP Panel Drawing V2Document8 pages07-Irrinet-M 12 DO GRP Panel Drawing V2Savad AlwyeNo ratings yet
- Oneline DiagramDocument20 pagesOneline DiagramAgus FebriansyahNo ratings yet
- Panel Construction - Remote End - Rev-A - 03.06.2013Document4 pagesPanel Construction - Remote End - Rev-A - 03.06.2013ADE mrtNo ratings yet
- Basic Design PDFDocument26 pagesBasic Design PDFLeTung95No ratings yet
- Key Single Line DiagramDocument1 pageKey Single Line DiagramkirubakaraNo ratings yet
- Bko 150 Its 0151 EdDocument73 pagesBko 150 Its 0151 EdReinhard Jesaya SimbolonNo ratings yet
- SSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023Document12 pagesSSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023AkashManusmareNo ratings yet
- Schema ELECDocument133 pagesSchema ELECMeyerNo ratings yet
- VFD Drawings - JSW - PARADIP - CS-4A - Motor-1 - MASTER - R02Document53 pagesVFD Drawings - JSW - PARADIP - CS-4A - Motor-1 - MASTER - R02sudhakarraomNo ratings yet
- L00 5047 101.CDocument175 pagesL00 5047 101.CGhiță SfîraNo ratings yet
- HEC Ltd. Ranchi SAIL Bhilai Steel Plant MECON Limited: Number of PagesDocument479 pagesHEC Ltd. Ranchi SAIL Bhilai Steel Plant MECON Limited: Number of PagesANibwebNo ratings yet
- ABB UNITROL 1005 1010 1020 EN RevF PDFDocument14 pagesABB UNITROL 1005 1010 1020 EN RevF PDFsrinivasNo ratings yet
- This Typical Is Also Valid For:: 03 06/2020 BSP AS BUILT JZB JZB Ismail IsmailDocument56 pagesThis Typical Is Also Valid For:: 03 06/2020 BSP AS BUILT JZB JZB Ismail IsmailMohammed AltafNo ratings yet
- Drawing For 8kw Duct Heater (1.5kwx4,1kwx2)Document9 pagesDrawing For 8kw Duct Heater (1.5kwx4,1kwx2)Balamurugan ArumugamNo ratings yet
- Indonesia RTGC Retrifit 22 Unit - NewDocument189 pagesIndonesia RTGC Retrifit 22 Unit - NewMechatronic EngineeringNo ratings yet
- Generator and ProtectionsDocument50 pagesGenerator and ProtectionsRakesh KiranNo ratings yet
- Starter Panel Drawing-PandamaranDocument4 pagesStarter Panel Drawing-PandamaranWAN CHANDNo ratings yet
- Project Report On Andritz HydroDocument36 pagesProject Report On Andritz HydroTashmeet SinghNo ratings yet
- University of Cagayan Valley School of Criminology 23Document4 pagesUniversity of Cagayan Valley School of Criminology 23gaea louNo ratings yet
- Capitulos GuiaDocument100 pagesCapitulos GuiaRicardo ValverdeNo ratings yet
- Gibson - 1954 - The Visual Perception of Objective Motion and Subjective MovementDocument11 pagesGibson - 1954 - The Visual Perception of Objective Motion and Subjective MovementcentralparkersNo ratings yet
- Dtu, Department of Energy Engineering S in (KJ/ (KG K) ) - V in (M 3/Kg) - T in (ºc) M.J. Skovrup & H.J.H Knudsen. 19-11-29 Ref:Dupont Suva Hp62Document1 pageDtu, Department of Energy Engineering S in (KJ/ (KG K) ) - V in (M 3/Kg) - T in (ºc) M.J. Skovrup & H.J.H Knudsen. 19-11-29 Ref:Dupont Suva Hp62Diego RamirezNo ratings yet
- 17 A02 PHExDocument6 pages17 A02 PHExPeter LeaderNo ratings yet
- Technical Databook TaurusDocument21 pagesTechnical Databook TaurusRohmat SupriyadiNo ratings yet
- Answers To Problem Sets: Net Present Value and Other Investment CriteriaDocument9 pagesAnswers To Problem Sets: Net Present Value and Other Investment CriteriaTracywongNo ratings yet
- Difference Equations For FIR and IIR Filters: ObjectivesDocument8 pagesDifference Equations For FIR and IIR Filters: ObjectivesAldon JimenezNo ratings yet
- Devinfo E6350v2Document4 pagesDevinfo E6350v2Safi Ud Din KhanNo ratings yet
- Van Der Waals Integration of High-Oxides and Two-Dimensional SemiconductorsDocument8 pagesVan Der Waals Integration of High-Oxides and Two-Dimensional SemiconductorsAnahí TessaNo ratings yet
- Campbell Dudek Smith 1970Document10 pagesCampbell Dudek Smith 1970richardvas12No ratings yet
- Crack Msi FilesDocument4 pagesCrack Msi FilesPaleohorlidis IliasNo ratings yet
- Properties of Solutions Electrolytes and Non Electrolytes by Dan HolmquistDocument4 pagesProperties of Solutions Electrolytes and Non Electrolytes by Dan HolmquistkumiristineNo ratings yet
- Linde C-Matic AutobonicsDocument6 pagesLinde C-Matic AutobonicsJONHHY NGUYEN DANGNo ratings yet
- Branch and BoundDocument7 pagesBranch and BoundRidhima Amit KhamesraNo ratings yet
- Initial Draft - Jawi Coded Character Set For Information Interchange - V2Document15 pagesInitial Draft - Jawi Coded Character Set For Information Interchange - V2mohdzamrimurah_gmailNo ratings yet
- Experiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsDocument3 pagesExperiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsAhmad Jamal HashmiNo ratings yet
- Full Download Teknologi Digital Immersive Pemanfaatan Untuk Kemajuan Bangsa Herman Tolle Fais Al Huda Online Full Chapter PDFDocument69 pagesFull Download Teknologi Digital Immersive Pemanfaatan Untuk Kemajuan Bangsa Herman Tolle Fais Al Huda Online Full Chapter PDFneapoleancochranvy7bvw0pf100% (9)
- Thermodynamics Cheat SheetDocument2 pagesThermodynamics Cheat SheetsNo ratings yet
- DC Protection Relay PrinciplesDocument28 pagesDC Protection Relay Principlesrvim0002100% (1)
- NotesDocument289 pagesNoteshemanth beharaNo ratings yet
- Tancet Me Maths - MathsDocument4 pagesTancet Me Maths - MathsKevin ShaunNo ratings yet
- Fmi 9Document2 pagesFmi 9Fracisco TorresNo ratings yet
- Exercise On Analog Circuits: PHYS 331: Junior Physics Laboratory IDocument6 pagesExercise On Analog Circuits: PHYS 331: Junior Physics Laboratory Iviso167No ratings yet
- 111 Sample ChapterDocument10 pages111 Sample ChapterAnonymous bfbxnOawNo ratings yet
- The Digitalization of Steel Production : 21º Seminário de Automação e TIDocument12 pagesThe Digitalization of Steel Production : 21º Seminário de Automação e TISANTOSH KUMARNo ratings yet
- 02.2 - PMI-RMP Exam Content Outline - FinalDocument5 pages02.2 - PMI-RMP Exam Content Outline - FinalbravevnNo ratings yet