Download as docx, pdf, or txt
You might also like
- Thinner Manufacturing UnitDocument10 pagesThinner Manufacturing UnitEIRI Board of Consultants and Publishers100% (1)
- Uop Par-Isom Process: Nelson A. CusherDocument6 pagesUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- Burner SelectionDocument1 pageBurner SelectionNatalie Sheetz100% (3)
- K2S-CW230907-BA6008-00006 - A01 - Nitrogen Leak Test & Purging ProcedureDocument21 pagesK2S-CW230907-BA6008-00006 - A01 - Nitrogen Leak Test & Purging ProcedureAzeta Robert100% (3)
- Module 4 (KTU)Document118 pagesModule 4 (KTU)Aravind G100% (1)
- Steam CrackingDocument4 pagesSteam CrackingJoseph BirungNo ratings yet
- Chemistry of Ethylene Production From NaphthaDocument2 pagesChemistry of Ethylene Production From NaphthaKimal Wasalathilake0% (1)
- Fluid Catalytic Cracking Unit (FCCU)Document1 pageFluid Catalytic Cracking Unit (FCCU)Billy BlinksNo ratings yet
- Revamping For ULSD ProductionDocument8 pagesRevamping For ULSD Productionsam josephNo ratings yet
- Technical Support Section in The Preface To This ManualDocument19 pagesTechnical Support Section in The Preface To This ManualJesusMamaniMamaniNo ratings yet
- Ar001Document10 pagesAr001Gary ClarkNo ratings yet
- What A Low Delta Coke Catalyst Means To The Refiner2Document4 pagesWhat A Low Delta Coke Catalyst Means To The Refiner2Nagaphani Kumar RavuriNo ratings yet
- Entrainment Issues in Vacuum ColumnDocument10 pagesEntrainment Issues in Vacuum Columnvinay26guptaNo ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- Specifying Waste Heat BoilersDocument5 pagesSpecifying Waste Heat Boilerskaruna346No ratings yet
- DCC ConferenceDocument40 pagesDCC ConferenceSuchart TarasapNo ratings yet
- My Presentation003 Catalyticcracking SteamcrackingDocument39 pagesMy Presentation003 Catalyticcracking SteamcrackingAiaru BektemirNo ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- Lecture 1Document22 pagesLecture 1Amit Narayan RaiNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- FccuDocument47 pagesFccuMishell YanezNo ratings yet
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Four Challenges For Nickel Steam-Reforming CatalystsDocument8 pagesFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Advances in Delayed CokingDocument8 pagesAdvances in Delayed Cokingjojumathew100% (1)
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Thermal Cracking:: Stream Number Stream Make SourceDocument3 pagesThermal Cracking:: Stream Number Stream Make SourcejohnNo ratings yet
- Nps 38 CFDocument16 pagesNps 38 CFGauden Marie C. BangngayNo ratings yet
- Iocl Summer Training ReportDocument67 pagesIocl Summer Training Reportrahulmayank71% (7)
- 06 Delayed CokingDocument39 pages06 Delayed Cokingmujeeb84No ratings yet
- Fluid CokingDocument12 pagesFluid CokingManak JajoriyaNo ratings yet
- FCC Catalyst NotesDocument12 pagesFCC Catalyst NotesAim High100% (1)
- Simulation of Fluid Catalytic CrackerDocument62 pagesSimulation of Fluid Catalytic CrackerAhmed Ali100% (1)
- Data JepangDocument17 pagesData JepangHasanuddin SellaNo ratings yet
- Shell White - VDU UpgradeDocument16 pagesShell White - VDU Upgradesachins1318No ratings yet
- Composition Gas OilDocument14 pagesComposition Gas OilRavikant KumarNo ratings yet
- Naphtha Cracking For Light Olefins ProductionDocument5 pagesNaphtha Cracking For Light Olefins Productionbasura12345No ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectTarek Fawzy100% (1)
- Barauni Refinery Unit CapacitiesDocument8 pagesBarauni Refinery Unit Capacitiesrishika sharmaNo ratings yet
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 pagesEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodNo ratings yet
- Refinery Configurations - Designs For Heavy Oil - Hydrocarbon Processing - October 2011Document12 pagesRefinery Configurations - Designs For Heavy Oil - Hydrocarbon Processing - October 2011SumitAggarwalNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingzubi0585No ratings yet
- Coker Heater Optimization and Heater Fouling KBC DCU Galveston 2013Document22 pagesCoker Heater Optimization and Heater Fouling KBC DCU Galveston 2013finiteinjustice100% (1)
- Modernizacion de Refineria Talara PeruDocument4 pagesModernizacion de Refineria Talara PeruAngelo HurtadoNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Design A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaDocument9 pagesDesign A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaBakhtyar AhmedNo ratings yet
- Catalytic IsomerizationDocument7 pagesCatalytic Isomerizationanasaie20% (1)
- Improve FCCU Operations Using ChemicalDocument7 pagesImprove FCCU Operations Using Chemical3668770No ratings yet
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNo ratings yet
- Impact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Document26 pagesImpact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Matheus RodriguesNo ratings yet
- Applying Advanced Control To A VCM Unit (PTQ - Q1 2007)Document5 pagesApplying Advanced Control To A VCM Unit (PTQ - Q1 2007)yliangcaNo ratings yet
- Reducing Pressure - Increasing Efficiency: PanoramaDocument4 pagesReducing Pressure - Increasing Efficiency: PanoramapsshnkrNo ratings yet
- Materials and Processes for CO2 Capture, Conversion, and SequestrationFrom EverandMaterials and Processes for CO2 Capture, Conversion, and SequestrationNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Study Material On RefiningDocument20 pagesStudy Material On RefiningRajat WadhwaniNo ratings yet
- FCC UnitDocument28 pagesFCC UnitMohsin KhanNo ratings yet
- Fluid Catalytic CrackingDocument9 pagesFluid Catalytic CrackingAntonitoNo ratings yet
- Fluid Catalytic CrackingDocument10 pagesFluid Catalytic CrackingImran Hanif LubisNo ratings yet
- Group 4 Automatic Warming Up FunctionDocument1 pageGroup 4 Automatic Warming Up FunctionJuan Pablo Leon RualesNo ratings yet
- The Innovative Solution: Performance Determines DesignDocument5 pagesThe Innovative Solution: Performance Determines DesignKristína100% (1)
- Research Work Week 12Document4 pagesResearch Work Week 12jonas lintagNo ratings yet
- Developments - On - CO2-utilization - Technologies + Continue RevisedDocument16 pagesDevelopments - On - CO2-utilization - Technologies + Continue RevisedIman QurbanovNo ratings yet
- Automobile Maintenance - Question BankDocument7 pagesAutomobile Maintenance - Question Bankdaya shanker shukla100% (2)
- Simulation and Analysis of A Hydrogen Generation UnitDocument10 pagesSimulation and Analysis of A Hydrogen Generation UnitDaniel MarinhoNo ratings yet
- Protect Your Engines Machinery: AND ANDDocument10 pagesProtect Your Engines Machinery: AND ANDhoussem houssemNo ratings yet
- Caterpillar D125 6 CAT 6.6 Operation and Maintenance ManualDocument142 pagesCaterpillar D125 6 CAT 6.6 Operation and Maintenance ManualNasser Ayoub100% (1)
- Electric Protection System Functional TestDocument3 pagesElectric Protection System Functional TestRichard ChuaNo ratings yet
- The LNG Process: Step One: Liquefaction Step Three: TransportDocument1 pageThe LNG Process: Step One: Liquefaction Step Three: TransportHabibNo ratings yet
- Nt216c GB 1 Minisonic Isd PSDDocument26 pagesNt216c GB 1 Minisonic Isd PSDAlonso MooriNo ratings yet
- The Polo GTI: Service Pricing GuideDocument1 pageThe Polo GTI: Service Pricing GuideIda FordNo ratings yet
- Service Schedule: Delivered By: Received byDocument1 pageService Schedule: Delivered By: Received bymd.monyrul islamNo ratings yet
- Hydraulics System PDFDocument177 pagesHydraulics System PDFsushantreshmaNo ratings yet
- 900 Kva Diesel Generator Set Model hg900Document1 page900 Kva Diesel Generator Set Model hg900ghostshotNo ratings yet
- Power Pack Iom-952415 PDFDocument1,305 pagesPower Pack Iom-952415 PDFDev Dragos100% (1)
- BCGA Code of PracticeDocument18 pagesBCGA Code of PracticeSivakumar NatarajanNo ratings yet
- Best Practice For Refinery FlowsheetsDocument6 pagesBest Practice For Refinery Flowsheetskhaled_behery9934No ratings yet
- Physical Properties:: Haldia RefineryDocument43 pagesPhysical Properties:: Haldia Refinerymujeebtalib100% (3)
- Samm0221 ItsDocument6 pagesSamm0221 ItsediasianagriNo ratings yet
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- Fire Safety Education Course: Office of Safety Health and EnvironmentDocument49 pagesFire Safety Education Course: Office of Safety Health and EnvironmentIvylen Gupid Japos CabudbudNo ratings yet
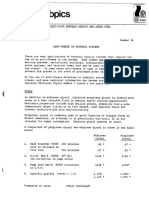
- Anti-Freeze in Hydronic SystemsDocument4 pagesAnti-Freeze in Hydronic SystemsMinh TranNo ratings yet
- Dokumen MV Florentine OetkerDocument9 pagesDokumen MV Florentine OetkerGilangNo ratings yet
- Pro 3019Document2 pagesPro 3019Ankur MestryNo ratings yet
- Workshop On Breakdowns and Instructions: ObjetivoDocument4 pagesWorkshop On Breakdowns and Instructions: ObjetivoBetsy Mayerly BERNAL TOVARNo ratings yet
- SX-300 Manual PDFDocument12 pagesSX-300 Manual PDFRicardo Paz ZeballosNo ratings yet