Download as pdf or txt
You might also like
- QC V Pai̇ntDocument2 pagesQC V Pai̇ntFatih DemircanNo ratings yet
- Working ITPDocument4 pagesWorking ITPStephen BoodooNo ratings yet
- Painting ReportDocument1 pagePainting Reportbaidu1980No ratings yet
- Surface Cleaning and PaintingDocument3 pagesSurface Cleaning and PaintingTridib Dey100% (1)
- Is 1870 1965Document168 pagesIs 1870 1965nagarathinam82No ratings yet
- Analysis of Boiler Efficiency - CaseDocument89 pagesAnalysis of Boiler Efficiency - CaseSaritha Yadav100% (5)
- Decision Tables ExercisesDocument3 pagesDecision Tables ExercisesmubasherNo ratings yet
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- QAP For Conical StrainerDocument2 pagesQAP For Conical StrainersatishchidrewarNo ratings yet
- DD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateDocument1 pageDD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateWaqar SiddiqueNo ratings yet
- Quality Plan and Checklist (HVAC) - Sandvik G BlockDocument3 pagesQuality Plan and Checklist (HVAC) - Sandvik G BlockParasNo ratings yet
- WP 11 Corrosion Protection Tape CoatingDocument3 pagesWP 11 Corrosion Protection Tape CoatingKarthikNo ratings yet
- Surveillance of Painting Activity: Ref # Requirements ComplianceDocument2 pagesSurveillance of Painting Activity: Ref # Requirements ComplianceAravind KNo ratings yet
- Project Title - ID: Activity NameDocument5 pagesProject Title - ID: Activity NameRiaz MohammedNo ratings yet
- Internal Cleaning of Piping System PDFDocument6 pagesInternal Cleaning of Piping System PDFNight WatchNo ratings yet
- Audit Checklist Blasting PaintingDocument4 pagesAudit Checklist Blasting PaintingEyoh EffiongNo ratings yet
- Hydrotest QI304-sampleDocument3 pagesHydrotest QI304-sampleHanuman Rao100% (1)
- Procedure For Magnetic Particle ExaminationDocument2 pagesProcedure For Magnetic Particle ExaminationsrinivasansmNo ratings yet
- D. Specs For Field & Shop PaintingDocument10 pagesD. Specs For Field & Shop PaintingrajeshNo ratings yet
- Dimensional Check ReportDocument4 pagesDimensional Check ReportshanaouNo ratings yet
- 2 Contractor Quality Control Plan For Civil WorkDocument6 pages2 Contractor Quality Control Plan For Civil Workbehzad esNo ratings yet
- Prebond 220 Acid Resistant PaintDocument4 pagesPrebond 220 Acid Resistant Paintsudhir64No ratings yet
- Cold Tap Coating Report 2Document1 pageCold Tap Coating Report 2Jamal BakhtNo ratings yet
- Tle-02 Dossier.Document40 pagesTle-02 Dossier.suria qaqcNo ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- Itp Electrical SwitchgearDocument4 pagesItp Electrical SwitchgearpertmasterNo ratings yet
- Coke Crusher - Lubrication Pumps Run in TestDocument26 pagesCoke Crusher - Lubrication Pumps Run in TestsayedNo ratings yet
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Receiving Material Procedure CoverDocument1 pageReceiving Material Procedure Covergst ajahNo ratings yet
- Attachment D (SAEP 316)Document1 pageAttachment D (SAEP 316)imtiazNo ratings yet
- BS 1595 PDFDocument9 pagesBS 1595 PDFAdesina AlabiNo ratings yet
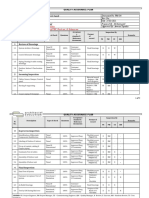
- Welding Quality Control and Inspection FormDocument1 pageWelding Quality Control and Inspection FormSamer BayatiNo ratings yet
- Jacking Procedurefor Construction of Tanks OLDDocument10 pagesJacking Procedurefor Construction of Tanks OLDVikram RangasamyNo ratings yet
- Method Statement For Hydro TestDocument3 pagesMethod Statement For Hydro TestSandeep kumar100% (1)
- Project Startup ChecklistDocument2 pagesProject Startup ChecklistRajmohanNo ratings yet
- Quad Pipe Hydrotest Procedure Rev1Document16 pagesQuad Pipe Hydrotest Procedure Rev1Trust EmmaNo ratings yet
- Water Tightness Test Report For Water Retaining StructureDocument2 pagesWater Tightness Test Report For Water Retaining StructureLakshithaGonapinuwalaWithanageNo ratings yet
- DBB BNCPP B M v29 0015 Revb IfaDocument6 pagesDBB BNCPP B M v29 0015 Revb IfaIzzadAfif1990No ratings yet
- Procedure For DYE PENETRANT TestingDocument10 pagesProcedure For DYE PENETRANT TestingKarrar Talib100% (1)
- Hydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeDocument2 pagesHydrostatic Pressure Test Report External Pipeline & Main Pipe Complete With Ferrule and Communication PipeRohmat HidayatNo ratings yet
- Project Report On Threading Drill PipesDocument34 pagesProject Report On Threading Drill PipesVamshi KrishnaNo ratings yet
- Ms For Repair and Welding Jointscoating and PaintingDocument9 pagesMs For Repair and Welding Jointscoating and Paintingmansih457100% (1)
- QCF307 Post Weld Heat TreamentDocument1 pageQCF307 Post Weld Heat TreamentminhnnNo ratings yet
- QC-GF-001 - Request For InspectionDocument1 pageQC-GF-001 - Request For InspectionDarrel Espino AranasNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionzahid_497100% (1)
- GS-09 (Painting) PDFDocument22 pagesGS-09 (Painting) PDFSarbendu PaulNo ratings yet
- Attach-12 Work Procedure For Rotation Equipment InstallationDocument12 pagesAttach-12 Work Procedure For Rotation Equipment InstallationSukalyan BasuNo ratings yet
- 43 - Checklist of Pumps For Monthly PMDocument6 pages43 - Checklist of Pumps For Monthly PMSiraj AhmedNo ratings yet
- Final - Commercial & SOR-Vol IDocument86 pagesFinal - Commercial & SOR-Vol IengharshNo ratings yet
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- Bolt Tigthening Inspection Report: Project Date Client Location Ref. DWG Area Doc. NoDocument5 pagesBolt Tigthening Inspection Report: Project Date Client Location Ref. DWG Area Doc. NoImam Sudiri Al BarqiNo ratings yet
- Siemens: 1200 MW DGEN Mega Power ProjectDocument4 pagesSiemens: 1200 MW DGEN Mega Power ProjectJuzer MadarwalaNo ratings yet
- Pipe Bend ReportDocument1 pagePipe Bend ReportMohd Effiezool Yaser100% (1)
- Itp TankageDocument7 pagesItp TankageIr FankovicNo ratings yet
- Painting ProcedureDocument4 pagesPainting ProcedureRidoNo ratings yet
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Quality Inspection FormDocument3 pagesQuality Inspection FormTesfuNo ratings yet
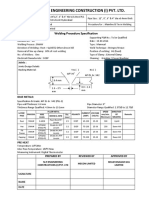
- Proposed WPS For API 5LDocument1 pageProposed WPS For API 5LMecon HyderabadNo ratings yet
- Checklist Installation and Start-UpDocument127 pagesChecklist Installation and Start-Uptaufik ramuliNo ratings yet
- RAPID-P0003-TRSA-CON-ITP-0001-0010 - ITP For Lighting System - R0Document12 pagesRAPID-P0003-TRSA-CON-ITP-0001-0010 - ITP For Lighting System - R0Namta GeorgeNo ratings yet
- Project Report ON: Automatic Transmission SystemDocument45 pagesProject Report ON: Automatic Transmission SystemAslam KtNo ratings yet
- Construction Methodologies & Procedures for Civil Engineers - Part -1From EverandConstruction Methodologies & Procedures for Civil Engineers - Part -1No ratings yet
- Glass Reinforced Plastic Vessels and Tanks: Guidance Note PM75 (Third Edition)Document18 pagesGlass Reinforced Plastic Vessels and Tanks: Guidance Note PM75 (Third Edition)Syed Arsalan Afsar100% (2)
- Case Study of Vessel As Per BS 4994Document4 pagesCase Study of Vessel As Per BS 4994nagarathinam82100% (1)
- Boiler Code Study GuideDocument104 pagesBoiler Code Study Guidearmstrong323590% (10)
- Failure Tube BoilerDocument8 pagesFailure Tube Boilerberanosh100% (3)
- Thermal Power Plant ProceduresDocument269 pagesThermal Power Plant Proceduresnagarathinam82100% (2)
- Syntax: Database TablesDocument103 pagesSyntax: Database Tablesnagarathinam82100% (1)
- Conversation: PiecesDocument24 pagesConversation: Piecesnagarathinam82No ratings yet
- Argon Purity LevelDocument2 pagesArgon Purity Levelnagarathinam82No ratings yet
- Seamless Welding Fittings-DataDocument24 pagesSeamless Welding Fittings-DataeASMENo ratings yet
- 50.20-nm1 Long Term Storage Requirements GeneralDocument4 pages50.20-nm1 Long Term Storage Requirements GeneralJoe YoungNo ratings yet
- Reading 15 Analysis of Dividends and Share Repurchases - AnswersDocument31 pagesReading 15 Analysis of Dividends and Share Repurchases - AnswersNeerajNo ratings yet
- EDTECH 2 Finals NotesDocument4 pagesEDTECH 2 Finals NotesErnecris GarayNo ratings yet
- A Thermal Analysis of The Production of AnhydrousDocument8 pagesA Thermal Analysis of The Production of AnhydrousVladimir KotlovskyNo ratings yet
- Intensive English Level 1: Course SyllabusDocument8 pagesIntensive English Level 1: Course Syllabusrafa_oliveiraNo ratings yet
- Appserver Job - LogDocument1,225 pagesAppserver Job - LogThiago Ximenes LopesNo ratings yet
- Lec 9Document19 pagesLec 9Aqsa gulNo ratings yet
- Jeff Bezos - PresentationDocument5 pagesJeff Bezos - Presentationrafael goesNo ratings yet
- Orthodontic Treatment in The Management of Cleft Lip and PalateDocument13 pagesOrthodontic Treatment in The Management of Cleft Lip and PalatecareNo ratings yet
- Benefits of ReadingDocument3 pagesBenefits of ReadingJoJo TanNo ratings yet
- 2022-23 - Grade IV - Math - Term I - Revision PS 1Document7 pages2022-23 - Grade IV - Math - Term I - Revision PS 1sankar raoNo ratings yet
- Thesis Statement For BiodieselDocument8 pagesThesis Statement For Biodieselkualxkiig100% (2)
- System and Surroundings: - SystemDocument19 pagesSystem and Surroundings: - SystemVighnesh ManojNo ratings yet
- Working CapitalDocument40 pagesWorking CapitalfahimNo ratings yet
- Wiring Diagram of Instrument (INS)Document8 pagesWiring Diagram of Instrument (INS)Rendy MechanicNo ratings yet
- Hindi E XDocument19 pagesHindi E XTamboli Shaikh Muaavvir AkbarNo ratings yet
- K.N.O. Dharmadasa 1975Document11 pagesK.N.O. Dharmadasa 1975Saman M KariyakarawanaNo ratings yet
- You Exec - Cost Optimization FreeDocument7 pagesYou Exec - Cost Optimization FreeAta JaafatNo ratings yet
- Series: LTJ: Toe Capacity: 2.5 - 25 Ton - Head Capacity: 5 - 50 Ton - Stroke Length For Toe: 50 MMDocument1 pageSeries: LTJ: Toe Capacity: 2.5 - 25 Ton - Head Capacity: 5 - 50 Ton - Stroke Length For Toe: 50 MM220479No ratings yet
- Industrial Waste Management Rules and RegulationsDocument69 pagesIndustrial Waste Management Rules and RegulationsE MoneyNo ratings yet
- Chap 8 FrictionDocument32 pagesChap 8 FrictionAyan Kabir ChowdhuryNo ratings yet
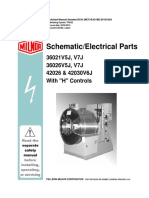
- Schematic/Electrical Parts: 36021V5J, V7J 36026V5J, V7J 42026 & 42030V6J With "H" ControlsDocument55 pagesSchematic/Electrical Parts: 36021V5J, V7J 36026V5J, V7J 42026 & 42030V6J With "H" ControlsJose Moreno TorbiscoNo ratings yet
- Paws of DestinyDocument2 pagesPaws of Destinytest dataNo ratings yet
- Ode and NameDocument670 pagesOde and Namenavneetkpatil8409No ratings yet
- Stonhard Color Sheet Stonclad Fnlrev-1Document1 pageStonhard Color Sheet Stonclad Fnlrev-1Anonymous aii1ilNo ratings yet
- Jay Abraham - The 10 Biggest Marketing Mistakes Everyone Is Making and How To Avoid ThemDocument12 pagesJay Abraham - The 10 Biggest Marketing Mistakes Everyone Is Making and How To Avoid Themisrael_zamora6389100% (1)
- WS 2 FUNDAMENTALS OF PARTNERSHIP - DocxDocument5 pagesWS 2 FUNDAMENTALS OF PARTNERSHIP - DocxGeorge Chalissery RajuNo ratings yet
- Semester 5 SyllabusDocument16 pagesSemester 5 SyllabusParas kapoorNo ratings yet
- Georges A. Barrois, Jesus Christ and The Temple: Cărți Pentru TraducereDocument2 pagesGeorges A. Barrois, Jesus Christ and The Temple: Cărți Pentru TraducereAlin GogaNo ratings yet