Download as pdf or txt
You might also like
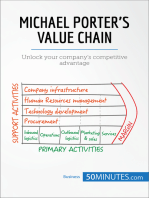
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- ALDI Competitive Advantage Through EfficiencyDocument6 pagesALDI Competitive Advantage Through Efficiencynobleconsultants100% (1)
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationFrom EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNo ratings yet
- Tata Consultancy Services: Selling CertaintyDocument10 pagesTata Consultancy Services: Selling CertaintyPraharsh ShahNo ratings yet
- Chapter 3 Information Systems, Organizations, and StrategyDocument14 pagesChapter 3 Information Systems, Organizations, and StrategyHASNAT ABULNo ratings yet
- International StrategiesDocument11 pagesInternational StrategiesImaginando Y EmprendiendoNo ratings yet
- International Pricing StrategyDocument16 pagesInternational Pricing StrategyArkadeep Paul ChoudhuryNo ratings yet
- International Pricing StrategyDocument16 pagesInternational Pricing StrategyJobeer DahmanNo ratings yet
- Manufacturing Information SystemsDocument24 pagesManufacturing Information SystemsSuhailTomarNo ratings yet
- International Business Review: Roland Helm, Stephanie GritschDocument11 pagesInternational Business Review: Roland Helm, Stephanie GritschAli AhadzadehNo ratings yet
- Agile Manufacturing The Drivers Concepts and AttributesDocument11 pagesAgile Manufacturing The Drivers Concepts and AttributesDaniel Pereira Dos SantosNo ratings yet
- American Marketing Association Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal of MarketingDocument10 pagesAmerican Marketing Association Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Journal of MarketingGall AnonimNo ratings yet
- Forecasting Techniques in Fast Moving Consumer Goods Supply Chain: A Model ProposalDocument11 pagesForecasting Techniques in Fast Moving Consumer Goods Supply Chain: A Model ProposalWahidur RahmanNo ratings yet
- Marketing Theory and PracticeDocument18 pagesMarketing Theory and PracticeRohit SahniNo ratings yet
- Standardization Versus AdaptationDocument31 pagesStandardization Versus AdaptationAD_MusicNo ratings yet
- Survival Strategies and Characteristics of Start-Ups: An Empirical Study From The New Zealand IT IndustryDocument26 pagesSurvival Strategies and Characteristics of Start-Ups: An Empirical Study From The New Zealand IT IndustrySurendraNo ratings yet
- Business Strategy AS1Document23 pagesBusiness Strategy AS1ionvidrascu2013No ratings yet
- What Is The Right Production Strategy For Horizontally Differentiated Product Standardization or Mass CustomizationDocument11 pagesWhat Is The Right Production Strategy For Horizontally Differentiated Product Standardization or Mass Customizationkarolina.wrzesniowskaNo ratings yet
- Evaluating Market Attractiveness: Individual Incentives vs. Industrial ProfitabilityDocument38 pagesEvaluating Market Attractiveness: Individual Incentives vs. Industrial ProfitabilityrerereNo ratings yet
- 1 s2.0 S001985012200284X MainDocument18 pages1 s2.0 S001985012200284X MainLuicitho Anderson Gibson Vargas ArevaloNo ratings yet
- Operations Strategies: Oland ChmuckDocument9 pagesOperations Strategies: Oland Chmuckahmadbader1No ratings yet
- Operations Strategies PDFDocument9 pagesOperations Strategies PDFIris TitoNo ratings yet
- Market SegmentationDocument23 pagesMarket SegmentationIzabela MugosaNo ratings yet
- Chapter One 1.1 Background of The StudyDocument7 pagesChapter One 1.1 Background of The StudyTajudeen AdegbenroNo ratings yet
- Industrial Marketing ManagementDocument10 pagesIndustrial Marketing ManagementDaniela DiazNo ratings yet
- Act 1 in Man EcoDocument6 pagesAct 1 in Man EcoMickaela RamosNo ratings yet
- Customer Relationship ManagementDocument25 pagesCustomer Relationship ManagementStefan STefanNo ratings yet
- 7 Steps To Transforming A Marketing PlanDocument12 pages7 Steps To Transforming A Marketing Planart2sinNo ratings yet
- Be Net Ton Order WinnerDocument17 pagesBe Net Ton Order WinnerSylvania HernandezNo ratings yet
- The Importance of Brand Equity To Customer LoyaltyDocument13 pagesThe Importance of Brand Equity To Customer LoyaltyMaina RajputNo ratings yet
- IMC Strategies in New Product LaunchesDocument26 pagesIMC Strategies in New Product LaunchesPhuong Mai LeNo ratings yet
- Standardization Versus Localization With Impacts of Cultural Patterns On Consumption in International MarketingDocument7 pagesStandardization Versus Localization With Impacts of Cultural Patterns On Consumption in International MarketingOmar KhanNo ratings yet
- BMNG7312 ExamDocument12 pagesBMNG7312 ExamStormNo ratings yet
- International Economics 6th Edition James Gerber Solutions Manual 1Document7 pagesInternational Economics 6th Edition James Gerber Solutions Manual 1judith100% (45)
- Marketing Theory With Strategic Orientation PDFDocument12 pagesMarketing Theory With Strategic Orientation PDFNarmin Abida0% (1)
- Market Segmentation, Targeting and Positioning Strategy Adaptation For The Global Business of Vodafone Telecommunication CompanyDocument4 pagesMarket Segmentation, Targeting and Positioning Strategy Adaptation For The Global Business of Vodafone Telecommunication CompanymullopNo ratings yet
- Luzzini2015 (CIN)Document12 pagesLuzzini2015 (CIN)Raditya AgungNo ratings yet
- JSM06 - Market Definition ArticleDocument13 pagesJSM06 - Market Definition ArticleMaham SohailNo ratings yet
- CIM JournalDocument22 pagesCIM JournalInjamamul HaqueNo ratings yet
- A New Marketing Approach To Mass Customisation: Frank T. Piller and Melanie Mu LlerDocument11 pagesA New Marketing Approach To Mass Customisation: Frank T. Piller and Melanie Mu Llerscribd31416No ratings yet
- Strategy Vs Market Share in The MobileDocument9 pagesStrategy Vs Market Share in The MobileDiana Mireya Sandoval PerezNo ratings yet
- STP Final AshleyDocument24 pagesSTP Final AshleySandeep BholahNo ratings yet
- Generic Bill of Materials and Operations For High Variety Production ManagementDocument25 pagesGeneric Bill of Materials and Operations For High Variety Production ManagementleventozenNo ratings yet
- Unleashing The Power of Regression Models, Business Intelligence, and Strategic InsightsDocument11 pagesUnleashing The Power of Regression Models, Business Intelligence, and Strategic InsightsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Demand Chain Management Integrating Marketing and Supply Chain ManagementDocument39 pagesDemand Chain Management Integrating Marketing and Supply Chain ManagementMerin Elza KoshyNo ratings yet
- GLOGIFT NikhilDocument17 pagesGLOGIFT NikhilNikhil ChaudharyNo ratings yet
- Mass Customization, Postponement and Modularization Strategies: A Theoretical ConsiderationDocument7 pagesMass Customization, Postponement and Modularization Strategies: A Theoretical Considerationजयन्त पुरोहितNo ratings yet
- Product Placement: A Smart Marketing Tool Shifting A Company To The Next Competitive LevelDocument17 pagesProduct Placement: A Smart Marketing Tool Shifting A Company To The Next Competitive LevelraviNo ratings yet
- Integrated - Marketing - BarriersDocument11 pagesIntegrated - Marketing - BarriersSrikanth SekarNo ratings yet
- Coordination of Marketing and Production For Price and Leadtime DecisionsDocument35 pagesCoordination of Marketing and Production For Price and Leadtime Decisionsnat.gNo ratings yet
- Lean Article A60Document7 pagesLean Article A60Tamás KozákNo ratings yet
- 1CIM DriversDocument21 pages1CIM DriversDANIEL SANCHEZ GARCIANo ratings yet
- Manuscript - Huang, Fildes, and Soopramanien, 2014Document35 pagesManuscript - Huang, Fildes, and Soopramanien, 2014Bhakti MehtaNo ratings yet
- Int Journal of Social Sciences Management and Entrepreneurship 4 (1) : 37-57, June 2020 © Sage Global PublishersDocument21 pagesInt Journal of Social Sciences Management and Entrepreneurship 4 (1) : 37-57, June 2020 © Sage Global PublishersshreyasNo ratings yet
- Figure 1. Michael Porter's Value-Chain Model of A FirmDocument39 pagesFigure 1. Michael Porter's Value-Chain Model of A FirmMario RanceNo ratings yet
- AndrewjulyDocument15 pagesAndrewjulysahilchhabraNo ratings yet
- Increasing Returns and Marketing Strategy inDocument7 pagesIncreasing Returns and Marketing Strategy inLuiz Gustavo Fernandes MesquitaNo ratings yet
- Strategic Management Assignment-2Document18 pagesStrategic Management Assignment-2Princess Kanchan100% (1)
- Pricing Construction Work: A Marketing Viewpoint: Martin Skitmore, Hedley SmythDocument49 pagesPricing Construction Work: A Marketing Viewpoint: Martin Skitmore, Hedley SmythAmith SoyzaNo ratings yet
- FMSfor MCMDocument20 pagesFMSfor MCMEduardo HernandezNo ratings yet
- Making The Most of UncertainyDocument7 pagesMaking The Most of UncertainyShahriar RawshonNo ratings yet
- Marketing Mix Strategies During and After COVID-19 Pandemic and RecessionDocument5 pagesMarketing Mix Strategies During and After COVID-19 Pandemic and Recession2321263No ratings yet
- Your Results For: "Essay"Document2 pagesYour Results For: "Essay"Amy AungNo ratings yet
- MKT 306 Final20Document13 pagesMKT 306 Final20lema messiNo ratings yet
- The Competition Between Samsung and Other CompaniesDocument5 pagesThe Competition Between Samsung and Other CompaniesHa Nguyen KhanhNo ratings yet
- Strtegic ManagementDocument56 pagesStrtegic ManagementAnjana Krishna SNo ratings yet
- Chapter2 Business and Marketing StrategiesDocument18 pagesChapter2 Business and Marketing StrategiesRizki Kurnia husainNo ratings yet
- Branding PDFDocument15 pagesBranding PDFHassan ZareenNo ratings yet
- Stragic Management AssignmentDocument37 pagesStragic Management Assignmentayub_balticNo ratings yet
- Driving Competitive Advantage in Cleantech Companies: A Model of Smart Regulation, Organizational Agility, and Technological InnovationDocument16 pagesDriving Competitive Advantage in Cleantech Companies: A Model of Smart Regulation, Organizational Agility, and Technological InnovationAlumni InNo ratings yet
- Strategic Management Concepts and Cases Rothaermel Rothaermel 1st Edition Solutions ManualDocument16 pagesStrategic Management Concepts and Cases Rothaermel Rothaermel 1st Edition Solutions ManualJoannFreemanwnpd100% (44)
- Why Engage in International BusinessDocument3 pagesWhy Engage in International Businesslkarpaiya100% (2)
- Blades Inc Chapter 1Document8 pagesBlades Inc Chapter 1Jundi Abdurobih SalamNo ratings yet
- Literature Review of TelecomDocument48 pagesLiterature Review of TelecomSuresh S. Dighe71% (7)
- Chapter 6 Project Planning & SchedulingDocument47 pagesChapter 6 Project Planning & Schedulingtinninety100% (1)
- Team We Got This 7Document16 pagesTeam We Got This 7api-685951540No ratings yet
- Operations ManagementDocument57 pagesOperations Managementnasirmalik72No ratings yet
- Unit 2 Entrepreneurship (Business Opportunity Identification)Document39 pagesUnit 2 Entrepreneurship (Business Opportunity Identification)Tushar GoelNo ratings yet
- 1S16 IT Strategy - Week-1Document49 pages1S16 IT Strategy - Week-1S GDNo ratings yet
- 1 s2.0 S0261517701000103 MainDocument17 pages1 s2.0 S0261517701000103 MainYou Yin LerNo ratings yet
- Costco Wholesale in 2017 Mission, Business Model, and StrategyDocument1 pageCostco Wholesale in 2017 Mission, Business Model, and StrategyOmar AldNo ratings yet
- IEM Topic4 Strategic ManagementDocument49 pagesIEM Topic4 Strategic ManagementÁlvaro González MorenoNo ratings yet
- MS Module 1Document124 pagesMS Module 1Saidas nair100% (1)
- SMG811S - Chapter 3 PDFDocument68 pagesSMG811S - Chapter 3 PDFVirgo GirlNo ratings yet
- Group 10 Innovation From Emerging Market Firms EditedDocument13 pagesGroup 10 Innovation From Emerging Market Firms EditedkathNo ratings yet
- Costco Objectives InvestigationDocument6 pagesCostco Objectives InvestigationlinsssNo ratings yet
- Coopers Case Study by RijaDocument6 pagesCoopers Case Study by RijaRija AshfaqNo ratings yet
- Business Model Innovation - Coffee Triumphs For NESPRESSODocument9 pagesBusiness Model Innovation - Coffee Triumphs For NESPRESSOgabrielNo ratings yet
- Achieving Competitive Advantage in Insurance IndustryDocument4 pagesAchieving Competitive Advantage in Insurance IndustryAbhishek DixitNo ratings yet