Download as pdf or txt
You might also like
- Guidelines For Ethylene Quench Tower Rev IntroDocument12 pagesGuidelines For Ethylene Quench Tower Rev IntroGuntoro AliNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Models - Heat.vacuum FlaskDocument34 pagesModels - Heat.vacuum FlaskNa DiaNo ratings yet
- Ionic Compound Formula Writing-2Document5 pagesIonic Compound Formula Writing-2lalNo ratings yet
- Bulk Viscosity in The Navier-Stokes Equations 1998Document11 pagesBulk Viscosity in The Navier-Stokes Equations 1998vitor_pedroNo ratings yet
- Chapter 1 and 2Document38 pagesChapter 1 and 2Judee KangNo ratings yet
- Numerical Simulation of HtpemDocument32 pagesNumerical Simulation of HtpemnareshNo ratings yet
- The Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesDocument11 pagesThe Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesMehul VarshneyNo ratings yet
- Classical Fields Approximation For Bosons at Nonzero TemperaturesDocument38 pagesClassical Fields Approximation For Bosons at Nonzero TemperaturesChris RaymondNo ratings yet
- Deutschmann NatGasCS01Document8 pagesDeutschmann NatGasCS01vazzoleralex6884No ratings yet
- Ablation of Carbon-Based MaterialsDocument15 pagesAblation of Carbon-Based Materialsadriana_stefan8999No ratings yet
- Temperature-Programmed Desorption (TPD) Thermal Desorption Spectroscopy (TDS)Document22 pagesTemperature-Programmed Desorption (TPD) Thermal Desorption Spectroscopy (TDS)Imran KhanNo ratings yet
- Modeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant FluidDocument9 pagesModeling of The Effective Thermal Conductivity and Diffusivity of A Packed Bed With Stagnant Fluidbasura12345No ratings yet
- BET TheoryDocument4 pagesBET TheoryUmar SyaidNo ratings yet
- Crompton PaperDocument4 pagesCrompton PaperDeepak C. RajwarNo ratings yet
- Optimal Design Study of Cylindrical Finned Reactor For Solar Adsorption Cooling Machine Working With Activated Carbon-Ammonia PairDocument10 pagesOptimal Design Study of Cylindrical Finned Reactor For Solar Adsorption Cooling Machine Working With Activated Carbon-Ammonia PairKamara KumaraNo ratings yet
- Knudsen EffusionDocument9 pagesKnudsen EffusionMohammadNo ratings yet
- Erosive Burning. Modeling Problems: L. K. Gusachenko and V. E. ZarkoDocument11 pagesErosive Burning. Modeling Problems: L. K. Gusachenko and V. E. ZarkoVladimirNo ratings yet
- Heat Transfer in Adsorption Heat Exchangers Between Pellets and FinsDocument5 pagesHeat Transfer in Adsorption Heat Exchangers Between Pellets and FinsAnonymous D0l2siAYCNo ratings yet
- Thin Film Experiment Labrotary ManualDocument16 pagesThin Film Experiment Labrotary ManualSishir JanaNo ratings yet
- FueldnerDocument6 pagesFueldnerali105No ratings yet
- Gases (Chapter 5) : (1.00 Mol) (0.08206 Mol K L Atm) (273 K) 22.414 LDocument11 pagesGases (Chapter 5) : (1.00 Mol) (0.08206 Mol K L Atm) (273 K) 22.414 LHemant KumarNo ratings yet
- Oxygen Transport Membranes For Ultra-Clean Fuel Production: E.T. RobinsonDocument3 pagesOxygen Transport Membranes For Ultra-Clean Fuel Production: E.T. RobinsonAnonymous v9cXHdjNo ratings yet
- Introduction of Bet Theory:: Brunauer-Emmett-Teller (BET) Theory Aims To Explain TheDocument10 pagesIntroduction of Bet Theory:: Brunauer-Emmett-Teller (BET) Theory Aims To Explain TheRajeshKumarJainNo ratings yet
- Development and Operation of A 150 W Air-Feed Direct Methanol Fuel Cell StackDocument5 pagesDevelopment and Operation of A 150 W Air-Feed Direct Methanol Fuel Cell StackKaustubhNo ratings yet
- Bose-Einstein Condensation in RB: Characterization of The Brazilian ExperimentDocument8 pagesBose-Einstein Condensation in RB: Characterization of The Brazilian ExperimentM-Nashaat AbdelGhaniNo ratings yet
- Laminar Forced Convection Heat and Mass Transfer of Humid Air Across A Vertical Plate With CondensationDocument11 pagesLaminar Forced Convection Heat and Mass Transfer of Humid Air Across A Vertical Plate With Condensationait hssainNo ratings yet
- 2D Pellet PoP 04Document17 pages2D Pellet PoP 04Anas MmsNo ratings yet
- Adiabatic Expansion Cooling of GasesDocument7 pagesAdiabatic Expansion Cooling of GasesVereneNo ratings yet
- Bali Metal Focusing EffectDocument8 pagesBali Metal Focusing EffectABNo ratings yet
- Tesis PDFDocument13 pagesTesis PDFEmersonNo ratings yet
- Tesis PDFDocument13 pagesTesis PDFEmersonNo ratings yet
- Phonons and Thermal Properties of Carbon Nanotubes: Topics in Applied Physics March 2001Document15 pagesPhonons and Thermal Properties of Carbon Nanotubes: Topics in Applied Physics March 20011900402051mNo ratings yet
- Working Principle of GCDocument4 pagesWorking Principle of GCAmnaKamranNo ratings yet
- C.R.E. - II (All Units)Document88 pagesC.R.E. - II (All Units)Mohamed Shahid100% (1)
- ModelicaDocument6 pagesModelicac149958No ratings yet
- Investigations On The Defect Chemistry and The Sintering of Barium Titanate Ceramics by Oxygen CoulometryDocument7 pagesInvestigations On The Defect Chemistry and The Sintering of Barium Titanate Ceramics by Oxygen Coulometrykholid ristantoNo ratings yet
- Order From Chaos With Molecular Beams : PrecDocument23 pagesOrder From Chaos With Molecular Beams : Prectanya vatsNo ratings yet
- Full 3DDocument9 pagesFull 3DKumaranathan NNo ratings yet
- J.M. Martínez-Val Et Al - High Density Plasmas Formation in Inertial Confinement Fusion and AstrophysicsDocument4 pagesJ.M. Martínez-Val Et Al - High Density Plasmas Formation in Inertial Confinement Fusion and AstrophysicsOlmnopNo ratings yet
- Thermodynamic Anomalies in The Presence of Dissipation: From The Free Particle To The Harmonic OscillatorDocument10 pagesThermodynamic Anomalies in The Presence of Dissipation: From The Free Particle To The Harmonic OscillatorArkayan LahaNo ratings yet
- Guidelines For Ethylene Quench Tower Rev IntroDocument13 pagesGuidelines For Ethylene Quench Tower Rev IntroMubarik AliNo ratings yet
- Development and Validation of A Thickened Flame Modeling Approach For Large Eddy Simulation of Premixed CombustionDocument9 pagesDevelopment and Validation of A Thickened Flame Modeling Approach For Large Eddy Simulation of Premixed CombustionYuri PaixãoNo ratings yet
- Energy Dissipation in Slipping Biologica PDFDocument10 pagesEnergy Dissipation in Slipping Biologica PDFVivi YantimalaNo ratings yet
- Models - Cfd.boiling WaterDocument26 pagesModels - Cfd.boiling WatermadriNo ratings yet
- Adiabatic FBR DesignDocument10 pagesAdiabatic FBR DesignRana UzairNo ratings yet
- P01 19 PDFDocument0 pagesP01 19 PDFgarridolopezNo ratings yet
- A Simplified Model For Real Gas Expansion Between Two Reservoirs Connected by A Thin TubeDocument14 pagesA Simplified Model For Real Gas Expansion Between Two Reservoirs Connected by A Thin TubeSatyanarayan SahooNo ratings yet
- The Fluidized-Bed Membrane Reactor For Steam Methane Reforming: Model Verification and Parametric StudyDocument14 pagesThe Fluidized-Bed Membrane Reactor For Steam Methane Reforming: Model Verification and Parametric StudyWahab ChodharyNo ratings yet
- Mohammad Zadeh 2002Document9 pagesMohammad Zadeh 2002Reza RhiNo ratings yet
- 2004.1.thermal-Relaxation Dissipation in Thermoacoustic SystemsDocument13 pages2004.1.thermal-Relaxation Dissipation in Thermoacoustic SystemsMayur PKNo ratings yet
- Models - Cfd.boiling WaterDocument26 pagesModels - Cfd.boiling Watersjrjanakiraman6870100% (1)
- Models - Heat.shell and Tube Heat ExchangerDocument16 pagesModels - Heat.shell and Tube Heat ExchangerFaheem Fiaz ChohanNo ratings yet
- Models - Cfd.boiling WaterDocument26 pagesModels - Cfd.boiling WaterShawonChowdhuryNo ratings yet
- Materials Chemistry A: Journal ofDocument4 pagesMaterials Chemistry A: Journal ofBhabani Sankar SwainNo ratings yet
- Energies: Numerical Simulations of Sloshing and The Thermodynamic Response Due To MixingDocument20 pagesEnergies: Numerical Simulations of Sloshing and The Thermodynamic Response Due To MixingMadurai JanakiramanNo ratings yet
- Bultel (1999)Document9 pagesBultel (1999)Mostafa MangalNo ratings yet
- DNS of Gas Solid ReactionsDocument25 pagesDNS of Gas Solid ReactionsShuiquan LanNo ratings yet
- Membrane ReactorDocument9 pagesMembrane ReactorAzharuddin Ehtesham FarooquiNo ratings yet
- Physico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentFrom EverandPhysico-Chemistry of Solid-Gas Interfaces: Concepts and Methodology for Gas Sensor DevelopmentNo ratings yet
- SEM GuideDocument98 pagesSEM GuideMustaque AliNo ratings yet
- Graphene From Fundamental-From Fundamental To Future ApplicationsDocument40 pagesGraphene From Fundamental-From Fundamental To Future ApplicationsMustaque Ali100% (2)
- Optical property and crystallinities of Si doped β-Ga2O3 thin filmsDocument4 pagesOptical property and crystallinities of Si doped β-Ga2O3 thin filmsMustaque AliNo ratings yet
- Graphene From Fundamental-From Fundamental To Future ApplicationsDocument40 pagesGraphene From Fundamental-From Fundamental To Future ApplicationsMustaque Ali100% (2)
- PhotoluminescenceDocument60 pagesPhotoluminescenceMustaque Ali100% (1)
- EDX MockDocument28 pagesEDX MockHabiba MohamedNo ratings yet
- Dictionary of Chemical Formulas - Sonu PDFDocument60 pagesDictionary of Chemical Formulas - Sonu PDFAtulya Singh75% (4)
- Mineral Comodity Summary - 2024Document216 pagesMineral Comodity Summary - 2024ericallNo ratings yet
- Elementary OrderDocument156 pagesElementary OrderRaghu NandanNo ratings yet
- Liquid Metals Chem ProjectDocument14 pagesLiquid Metals Chem ProjectHarshath RagavendraNo ratings yet
- Light Emitting Diode or The LED Tutorial PDFDocument5 pagesLight Emitting Diode or The LED Tutorial PDFnupurnehaNo ratings yet
- Research - What Makes Pascalite WorkDocument8 pagesResearch - What Makes Pascalite WorkpaulxeNo ratings yet
- Planar σ-Aromaticity in Ga-Doped Au ClustersDocument8 pagesPlanar σ-Aromaticity in Ga-Doped Au Clusters1592162022No ratings yet
- Pulse OximetryDocument190 pagesPulse OximetryCarlota SoteloNo ratings yet
- Final p2 Past Paper PracticeDocument21 pagesFinal p2 Past Paper PracticeSuperb KafleyNo ratings yet
- 低氧化态化合物合成方法Document12 pages低氧化态化合物合成方法Zixuan ZhengNo ratings yet
- LED SignalDocument33 pagesLED SignalAshish ParasharNo ratings yet
- Atomic Structure & The Periodic Table 1 QP PDFDocument8 pagesAtomic Structure & The Periodic Table 1 QP PDFThaarvena Retina100% (1)
- 2015 Paper 2 Specimen PaperDocument16 pages2015 Paper 2 Specimen PaperDonnaNo ratings yet
- P-Block Assignment 1Document11 pagesP-Block Assignment 1Ayesha AfzalNo ratings yet
- LSC01 01 Que 20190601Document32 pagesLSC01 01 Que 20190601Dana Al-WakilNo ratings yet
- Know The Name of The Elements and Compounds KimiaDocument73 pagesKnow The Name of The Elements and Compounds KimiaNova SinagaNo ratings yet
- Boron Group - WikipediaDocument21 pagesBoron Group - WikipediakoyadapavaniNo ratings yet
- Atlas Users1Document1,254 pagesAtlas Users1롬바No ratings yet
- p1 ChemistryDocument15 pagesp1 ChemistryHumza SohailNo ratings yet
- Transition Metal ComplexDocument25 pagesTransition Metal Complexpaulcampbell37No ratings yet
- Accustandard: Inorganic Reference Standards For Use With Popular Analytical InstrumentationDocument12 pagesAccustandard: Inorganic Reference Standards For Use With Popular Analytical InstrumentationAlexSNo ratings yet
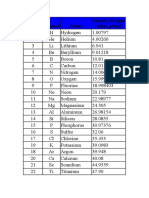
- Atomic Number Symbol Name Atomic Weight (Amu, G/mol)Document5 pagesAtomic Number Symbol Name Atomic Weight (Amu, G/mol)Strata GamingNo ratings yet
- ENGR2300 - Materials Engineering November 2011: By: Nhi Mai, Ricardo Lopez, Eric Leal, Hector Leal Brol, James LillianDocument23 pagesENGR2300 - Materials Engineering November 2011: By: Nhi Mai, Ricardo Lopez, Eric Leal, Hector Leal Brol, James LillianSwapna BharaliNo ratings yet
- Periodic Table of The Elements: 18 Viii A 1 IADocument21 pagesPeriodic Table of The Elements: 18 Viii A 1 IABhaktha SinghNo ratings yet
- STM-X Win32Document28 pagesSTM-X Win32goldfronts1No ratings yet
- 10 ST Chapter 01Document12 pages10 ST Chapter 01Amit TripathiNo ratings yet
- CH 01Document72 pagesCH 01Shashi ShekharNo ratings yet
- Valence, Oxidation Number, and Formal ChargeDocument9 pagesValence, Oxidation Number, and Formal ChargeYef AntonioNo ratings yet