Download as pdf or txt
You might also like
- Year 2020 Maths Entrance Test - QuestionsDocument5 pagesYear 2020 Maths Entrance Test - QuestionsAileen GohNo ratings yet
- EO Technology OverviewDocument23 pagesEO Technology OverviewSoumitra DeshmukhNo ratings yet
- Process Flow Diagram Ethylene OxideDocument2 pagesProcess Flow Diagram Ethylene Oxideheri100% (1)
- Safety of Chlorine ProductionDocument12 pagesSafety of Chlorine ProductionAmin Heidary100% (1)
- Handling and Transportation For EthyleneDocument100 pagesHandling and Transportation For EthyleneRon BoloNo ratings yet
- Kinetics of Catalytic Dehydrogenation of Ethylbenzene To StyreneDocument5 pagesKinetics of Catalytic Dehydrogenation of Ethylbenzene To Styreneibrahim3318No ratings yet
- Petroleum Coke Category Analysis and Hazard CharacterizationDocument40 pagesPetroleum Coke Category Analysis and Hazard CharacterizationStephen BoyleNo ratings yet
- TextDocument3 pagesTextRo TuliaoNo ratings yet
- How To Create and Configure DME FileDocument3 pagesHow To Create and Configure DME FilesairamsapNo ratings yet
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104No ratings yet
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerFrom EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNo ratings yet
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Potassium HydroxideDocument5 pagesPotassium HydroxideSandhya RaiNo ratings yet
- Preventing ExplosionDocument4 pagesPreventing ExplosionBtbayr BaatadNo ratings yet
- Safety and Handling of Organic PeroxidesDocument26 pagesSafety and Handling of Organic PeroxidesМаксим ХилоNo ratings yet
- Ethylene Oxide-Ethylene Glycol - InfoDocument10 pagesEthylene Oxide-Ethylene Glycol - InfoAmeya SavnalNo ratings yet
- 2019 Plant Design and Economics-Phthalic Anhydride Design Report (Very Good PFD)Document171 pages2019 Plant Design and Economics-Phthalic Anhydride Design Report (Very Good PFD)daraj darajNo ratings yet
- Cost Estimation HNO3Document4 pagesCost Estimation HNO3yogeshdama100% (1)
- The Urea Manufacturing ProcessDocument5 pagesThe Urea Manufacturing ProcessJhonny Huanca ChampiriNo ratings yet
- HF Alkylation and NExOCTANE Tech For Gasoline ProductionDocument42 pagesHF Alkylation and NExOCTANE Tech For Gasoline ProductionUsama Shakil0% (1)
- Improved Coward Explosive Triangle For Determining Explosibility of Mixture GasDocument7 pagesImproved Coward Explosive Triangle For Determining Explosibility of Mixture GassunilsinghmNo ratings yet
- Styrene Design ProblemDocument4 pagesStyrene Design ProblemAli AbdullahNo ratings yet
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- Chlor Alkali TechnologyDocument19 pagesChlor Alkali TechnologyRamakrishna ReddyNo ratings yet
- EIGA Doc 04 09 EDocument34 pagesEIGA Doc 04 09 EFrancisco Campos ParadaNo ratings yet
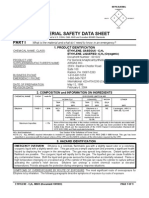
- Ethylene MsdsDocument9 pagesEthylene MsdsSyafiqa ZamriNo ratings yet
- Phosgene-Free Route To Toluene DiisocyanateDocument399 pagesPhosgene-Free Route To Toluene DiisocyanateAhmed AliNo ratings yet
- Practical Considerations For The Design of Adsorbent BedsDocument10 pagesPractical Considerations For The Design of Adsorbent BedsMariam AsgharNo ratings yet
- Cost Estimation of Fixed Roof (Cone) Carbon Steel Storage TanksDocument4 pagesCost Estimation of Fixed Roof (Cone) Carbon Steel Storage TankshamedpdmsNo ratings yet
- HAZOP Reactor AutosavedDocument9 pagesHAZOP Reactor Autosavedmiza adlinNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Chemical Engineer-Trevor Kletz PDFDocument4 pagesChemical Engineer-Trevor Kletz PDFnewprocessNo ratings yet
- MILENA-OLGA Technology at Industrial ScaleDocument23 pagesMILENA-OLGA Technology at Industrial ScaleRobin ZwartNo ratings yet
- Oxy-Fuel Tech & FurnacesDocument22 pagesOxy-Fuel Tech & FurnacesAlirƎza Mhzd100% (1)
- Study of Dry Ice Formation During Blowdown of CO - CH From CryogenicDocument9 pagesStudy of Dry Ice Formation During Blowdown of CO - CH From CryogenicAbul HassanNo ratings yet
- Guidelines For Based Organic Chemicals ManufacturingDocument31 pagesGuidelines For Based Organic Chemicals Manufacturingสาธิต ปริ นทร์ทองNo ratings yet
- Acetone Reactor Design Complete ProjectDocument29 pagesAcetone Reactor Design Complete ProjectDeni Yudha PermanaNo ratings yet
- Ethylene Oxide Kinetics and MechanismDocument10 pagesEthylene Oxide Kinetics and MechanismjohnNo ratings yet
- Chemical Safety & Security - Fire ProtectionDocument33 pagesChemical Safety & Security - Fire Protectionsimbua72No ratings yet
- Wasteless Economic Method of Production of Phenol and AcetoneDocument14 pagesWasteless Economic Method of Production of Phenol and AcetoneSiswand BIn Mohd AliNo ratings yet
- Aitkin County Plasma Gasification Assessment FINAL2 PDFDocument32 pagesAitkin County Plasma Gasification Assessment FINAL2 PDFpijusmagnificus54No ratings yet
- 06 ZMSDS - VCM - ASC R3Document8 pages06 ZMSDS - VCM - ASC R3HoshiNo ratings yet
- Tool To Calculate LFL and UFL of Flammable Mixtures With InertsDocument18 pagesTool To Calculate LFL and UFL of Flammable Mixtures With InertsHsein WangNo ratings yet
- Chemical Modification of Natural Rubber Under Supercritical CarbonDocument8 pagesChemical Modification of Natural Rubber Under Supercritical CarbonKristina HuffmanNo ratings yet
- Kgs KGS: Gujarat Alkalies and Chemicals LimitedDocument1 pageKgs KGS: Gujarat Alkalies and Chemicals LimitedChetan Solanki100% (1)
- 2017 Oxyboost-Technology - Paper-London - MarchDocument8 pages2017 Oxyboost-Technology - Paper-London - MarchAlberto TousNo ratings yet
- Mercury in Extraction and Refining Process of Crude Oil and Natural GasDocument68 pagesMercury in Extraction and Refining Process of Crude Oil and Natural GasSaif EvonyNo ratings yet
- Reuss, Günther - Ullmann's Encyclopedia of Industrial ChemistryDocument34 pagesReuss, Günther - Ullmann's Encyclopedia of Industrial ChemistryVeny Nofitasary100% (1)
- Multi Tubular Reactor ModelingDocument9 pagesMulti Tubular Reactor ModelingJung Hyun ChoiNo ratings yet
- Process Control and HazopDocument12 pagesProcess Control and HazopCosmin FloreaNo ratings yet
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioNo ratings yet
- Quentin A. Baker Et Al - Update of "Guidelines To Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE and Flash Fire Hazards"Document10 pagesQuentin A. Baker Et Al - Update of "Guidelines To Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE and Flash Fire Hazards"SodaMoussezNo ratings yet
- Process Control LDocument23 pagesProcess Control Ltariq fareedNo ratings yet
- Ethylbenzene MSDS PDFDocument6 pagesEthylbenzene MSDS PDFyuanitaNo ratings yet
- BAT WTbref PDFDocument851 pagesBAT WTbref PDFJoter007No ratings yet
- Contact Process: Manufacture of Sulphuric AcidDocument3 pagesContact Process: Manufacture of Sulphuric AcidfatahleeNo ratings yet
- Carbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantDocument10 pagesCarbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantZheqi YuNo ratings yet
- Star Control - Acetic Acid ProductionDocument3 pagesStar Control - Acetic Acid ProductionHisyamAl-MuhammadiNo ratings yet
- Selective Catalytic Reduction of Nox: Kushagra AbhishekDocument21 pagesSelective Catalytic Reduction of Nox: Kushagra AbhishekKushagra AbhishekNo ratings yet
- Transport Processes in Chemically Reacting Flow SystemsFrom EverandTransport Processes in Chemically Reacting Flow SystemsRating: 5 out of 5 stars5/5 (1)
- Materials and Processes for CO2 Capture, Conversion, and SequestrationFrom EverandMaterials and Processes for CO2 Capture, Conversion, and SequestrationNo ratings yet
- ETO Explosion Case Study 2004Document6 pagesETO Explosion Case Study 2004James TaylorNo ratings yet
- Confirmation Bias - What You Can DoDocument9 pagesConfirmation Bias - What You Can Dosl1828No ratings yet
- Toolbox Talk - Means of EgressDocument1 pageToolbox Talk - Means of Egresssl1828No ratings yet
- Sterile Cockpit - Train Staff To Stay Focused in Safety Critical Tasks, No Matter What Their JobDocument6 pagesSterile Cockpit - Train Staff To Stay Focused in Safety Critical Tasks, No Matter What Their Jobsl1828No ratings yet
- IChemE - TCE - To Err Is HumanDocument2 pagesIChemE - TCE - To Err Is Humansl1828No ratings yet
- IChemE - TCE - Top Five Facts Everyone Should Know About Oil ExplorationDocument4 pagesIChemE - TCE - Top Five Facts Everyone Should Know About Oil Explorationsl1828No ratings yet
- Toolbox Talk - Mounting and Dismounting EquipmentDocument1 pageToolbox Talk - Mounting and Dismounting Equipmentsl1828No ratings yet
- Toolbox Talk - Safety Around High VoltageDocument1 pageToolbox Talk - Safety Around High Voltagesl1828No ratings yet
- Toolbox Talk - Lightning StrikesDocument1 pageToolbox Talk - Lightning Strikessl1828No ratings yet
- Battery Care and Tips2Document1 pageBattery Care and Tips2SCCstudent99No ratings yet
- CSB - Summary of Explosive & Toxic Incident Recommendations (1998-2013)Document32 pagesCSB - Summary of Explosive & Toxic Incident Recommendations (1998-2013)sl1828No ratings yet
- IChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons LearnedDocument13 pagesIChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons Learnedsl1828No ratings yet
- Toolbox Talk - Fume Hood RepairDocument3 pagesToolbox Talk - Fume Hood Repairsl1828No ratings yet
- Food & Drink: Case Study: UnileverDocument3 pagesFood & Drink: Case Study: Unileversl1828No ratings yet
- Toolbox Talk - Fume Hood DecommissionDocument3 pagesToolbox Talk - Fume Hood Decommissionsl1828No ratings yet
- Report of Inspection, Testing & Maintenance of Fire Pump AssembliesDocument6 pagesReport of Inspection, Testing & Maintenance of Fire Pump Assembliessl1828100% (1)
- CSB Digest West Pharmaceutical Dust Explosion (2003)Document2 pagesCSB Digest West Pharmaceutical Dust Explosion (2003)sl1828No ratings yet
- Chemical Engineering - Hazardous Area ClassificationDocument1 pageChemical Engineering - Hazardous Area Classificationsl1828No ratings yet
- CSB - Digest - Herrig Brothers - Propane Tank Explosion (1998)Document2 pagesCSB - Digest - Herrig Brothers - Propane Tank Explosion (1998)sl1828No ratings yet
- CSB Digest Union Carbide Nitrogen Asphyxiation (1998)Document2 pagesCSB Digest Union Carbide Nitrogen Asphyxiation (1998)sl1828No ratings yet
- CEFIC - Measuring & Managing Co2 Emissions of European Chemical TransportDocument40 pagesCEFIC - Measuring & Managing Co2 Emissions of European Chemical Transportsl1828No ratings yet
- CEFIC - ICE-Distribution Emergency Response Guidelines For Use by The Chemical Industry (2011)Document15 pagesCEFIC - ICE-Distribution Emergency Response Guidelines For Use by The Chemical Industry (2011)sl1828No ratings yet
- CEFIC Guidelines Transport Equipment Packed Cargo (2010)Document7 pagesCEFIC Guidelines Transport Equipment Packed Cargo (2010)sl1828No ratings yet
- Weidmuller SAI PIDocument32 pagesWeidmuller SAI PIHrvoje HorvatNo ratings yet
- Lesson 6 Dependent and Independent T TestsDocument7 pagesLesson 6 Dependent and Independent T Testsdermha LuigiNo ratings yet
- Prepositions of LocationDocument8 pagesPrepositions of LocationIndah PriliatyNo ratings yet
- Sample Question Paper - Object Oriented Programming-12063Document4 pagesSample Question Paper - Object Oriented Programming-12063amit_t4210% (1)
- 111 Sample ChapterDocument10 pages111 Sample ChapterAnonymous bfbxnOawNo ratings yet
- Fmi 9Document2 pagesFmi 9Fracisco TorresNo ratings yet
- Iotsec OdtDocument745 pagesIotsec OdtLeonardo LatorreNo ratings yet
- BPSC Forest Range Officer Exam Pattern 2020Document3 pagesBPSC Forest Range Officer Exam Pattern 2020rahultrinaNo ratings yet
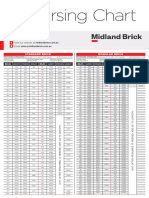
- Midland Brick Coursing ChartDocument2 pagesMidland Brick Coursing ChartMichael Slater100% (1)
- TheProfessionalNurseSelf AssessmentScaleDocument14 pagesTheProfessionalNurseSelf AssessmentScaleNabeeha Fazeel100% (1)
- PROFINET - The Industrial Ethernet Standard: © Siemens AG 2013. Alle Rechte VorbehaltenDocument22 pagesPROFINET - The Industrial Ethernet Standard: © Siemens AG 2013. Alle Rechte VorbehaltenKhaled Ouni100% (2)
- Superposition TheoremDocument18 pagesSuperposition TheoremShoubhik SahaNo ratings yet
- CHAPTER 1: Motion in One Dimension: Section 1: Displacement and VelocityDocument22 pagesCHAPTER 1: Motion in One Dimension: Section 1: Displacement and VelocityAbdulrahman AbdulrazakNo ratings yet
- 2.2 Conduct Field Lay OutDocument47 pages2.2 Conduct Field Lay Outaprylann.agumin029No ratings yet
- Initial Draft - Jawi Coded Character Set For Information Interchange - V2Document15 pagesInitial Draft - Jawi Coded Character Set For Information Interchange - V2mohdzamrimurah_gmailNo ratings yet
- Maia Grammar Essentials PDFDocument176 pagesMaia Grammar Essentials PDFRauf Mammadov100% (1)
- Arduino Caliper 2013-07-18Document2 pagesArduino Caliper 2013-07-18Barry SmalldonNo ratings yet
- Classical and Quantum Chaos (Physics, Math)Document751 pagesClassical and Quantum Chaos (Physics, Math)dsecondoNo ratings yet
- Time Value of Money-PowerpointDocument83 pagesTime Value of Money-Powerpointhaljordan313No ratings yet
- Multi-Axle Vehicles: Print This PageDocument9 pagesMulti-Axle Vehicles: Print This PagenishantNo ratings yet
- Datasheet 6ED1052-1MD00-0BA8: Installation Type/mountingDocument2 pagesDatasheet 6ED1052-1MD00-0BA8: Installation Type/mountingGuillermo ChamacheNo ratings yet
- GP - Pro EX Quick Start GuidesDocument21 pagesGP - Pro EX Quick Start GuidesAnonymous V9fdC6No ratings yet
- 01 - Fundamental ConceptDocument9 pages01 - Fundamental ConceptMehul MunshiNo ratings yet
- What's New in Angular 17 - Angular 17 - Yaay or Naay - by Thamodi Wickramasinghe - Feb, 2024 - Bits and PiecesDocument17 pagesWhat's New in Angular 17 - Angular 17 - Yaay or Naay - by Thamodi Wickramasinghe - Feb, 2024 - Bits and PiecesifanNo ratings yet
- Pipe Cleaning: Autobox Abx-500Document2 pagesPipe Cleaning: Autobox Abx-500ЮрийNo ratings yet
- Box of NoodlesDocument4 pagesBox of NoodlesKarambir SinghNo ratings yet
- Chapter 11 - Projectiles and Circular MotionDocument56 pagesChapter 11 - Projectiles and Circular Motionascd_msvuNo ratings yet
- Chart Work - OowDocument159 pagesChart Work - OowAboody AL-ghamdyNo ratings yet