Professional Documents
Culture Documents
15 Technical Catalog Casting Steel e
15 Technical Catalog Casting Steel e
Uploaded by
lbo33Original Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
15 Technical Catalog Casting Steel e
15 Technical Catalog Casting Steel e
Uploaded by
lbo33Copyright:
Available Formats
1 2 3 4
15
Technical reference
Cutting tools
Turning tools ........................................................................................ 152 Chipbreakers ....................................................................................... 158 Milling tools ....................................................................................... 1510 Solid Carbide Endmills ............................................................... 1515 Drilling tools Solid and brazed drills ........................................................... 1519 TAC drills........................................................................................ 1520 Gun drills and gun reamers ................................................ 1529
5 6 7 8 9 10 11 12 13 14 15 16
Appendix
Dimensional standards relating to tools Standards on tapers ............................................................... 1532 International tolerance and JIS t tolerance ............ 1534 Bolt hole dimensions .............................................................. 1536 Comparison tables of material designation ................... 1537 Conversion table of hardness ................................................ 1543 Surface roughness ........................................................................ 1544 Grade comparison charts ......................................................... 1545 Chipbreaker comparison charts ........................................... 1551
Technical Reference
Turning Tools
Name of tools parts
End cutting edge angle Shank width Indexable inserts Rake face
Shank
Side relief angle Corner Side rake radius angle Cutting edge inclination
g ed g heigh e t
Side cutting edge angle Overall length
k heig ht
End cutting edge (Minor cutting edge) End relief face Corner (Nose) Shim Side relief face Side cutting edge (Major cutting edge)
Cuttin
Front relief angle
Relating angles between tool and workpiece
Machined surface
Shan
ap Depth of cut (Distance between work surface and machined surface) ae Length of cutting edge engaging in cutting.
f ap
ae
k
Work surface h
Cutting edge angle (Angle to be made by cutting edge and work surface) f Feed per revolution h Thickness to be cut per revolution Machined surface Workpiece surface after having machined. Work surface Workpiece surface to be cut.
Effect of side cutting edge angle
Honing
TAC indexable inserts of steel cutting grades are honed. Honing specications are shown in the following table.
Edge condition Shape
Sharp edge Round honing Chamfered honing
Technical Reference
30 15 0 In the cutting of same feed rate, as the side cutting edge angle increases, the chip thickness decreases. h0h1h2
Effects of tool geometry on cutting phenomena
Phenomena Increasing Cutting edge inclination Flank wear Decrease Decrease Decrease Crater wear Decrease Decrease Decrease Edge strength Lower Lower Lower Lower Increase Increase Increase Cutting force Radial force decrease Decrease Decrease Radial force decrease Radial force decrease Increase Increase Surface nish Roughen Improve Chattering Cutting edge Chip shape temperature and ow Less tendency Likely to occur Less tendency Likely to occur Likely to occur Likely to occur Lower Lower Lower Lower Increase Increase Increase Effect on ow direction Effect on shape Decrease thickness Effect on ow direction
15
Side rake angle Relief angle End cutting edge angle Side cutting edge angle Nose radius Honing width
Decrease to some level Increase
15 2
Technical Reference
Turning Tools
Relations between cutting force and cutting conditions or cutting phenomena
Conditions Grey cast iron (HB130)
1000
Stainless steel (HB145)
1500
Carbon steel (HB230)
1400
Cutting force (N)
900 800 700 600
Cutting force (N)
1400 1300 1200 1100
Cutting force (N)
Cutting speed and cutting force f = 0.2 mm/rev
Negative
1300 1200 1100 1000
Negative
Negative
Positive
ap = 2 mm
Side cutting edge angle 0 Corner radius r 0.4
Positive
Positive
40 60 80 100 120 Cutting speed: Vc (m/min)
40 60 80 100 120 Cutting speed: Vc (m/min) 2500 2500
40 60 80 100 120 Cutting speed: Vc (m/min) 2500
Cutting force (N)
2000 1500 1000 500
Cutting force (N)
2000 1500 1000 500
Cutting force (N)
Depth of cut and cutting force Vc = 100 m/min f = 0.2 mm/rev Side cutting edge angle 0 Corner radius r 0.4
2000 1500 1000 500
Negative Positive
Negative
Negative Positive
Positive
0 1 2 3 4 5 Depth of cut: ap (mm) 2500
1 2 3 4 5 Depth of cut: ap (mm)
1 2 3 4 5 Depth of cut: ap (mm)
Feed and cutting force
Cutting force (N)
2500
2500
Vc = 100 m/min
2000 1500 1000 500
Cutting force (N)
2000 1500 1000 500
Cutting force (N)
2000 1500 1000 500
ap = 2 mm
Side cutting edge angle 0 Corner radius r 0.4
Negative Positive
Negative Positive
Negative Positive
0.1 0.2 0.3 0.4 0.5 Feed: f (mm/rev)
0.1 0.2 0.3 0.4 0.5 Feed: f (mm/rev)
0.1 0.2 0.3 0.4 0.5 Feed: f (mm/rev)
Cutting force (N)
800 600 400 200
Cutting force (N)
Negative Positive
800 600 400 200
Cutting force (N)
Corner radius and cutting force Vc = 100 m/min f = 0.2 mm/rev
1000
1000
1000
Negative Positive
800 600 400 200
Negative Positive
ap = 1.2 mm
Side cutting edge angle 0
Technical Reference
0.4 0.8 1.2 1.6 2.0 0 Corner radius: r (mm) 1200
0.4 0.8 1.2 1.6 2.0 Corner radius: r (mm)
0.4 0.8 1.2 1.6 2.0 Corner radius: r (mm)
Cutting force (N)
Cutting force (N)
Cutting force (N)
Side cutting edge angle and cutting force Vc = 100 m/min f = 0.2 mm/rev
1400
1400
1100 1000 900 800
Negative
1300 1200 1100 1000
Negative
1300 1200 1100 1000
Negative
Positive
Positive
ap = 2 mm
Corner radius r 0.4
Positive
45 30 15 0 Side cutting edge angle
45 30 15 0 Side cutting edge angle 1400 1400
45 30 15 0 Side cutting edge angle
15
Side rake angle and cutting force
Cutting force (N)
1200 1000 800 600
Cutting force (N)
1200 1000 800 600
Cutting force (N)
15
1200 1000 800 600
Vc = 100 m/min f = 0.2 mm/rev
ap = 2 mm
Side cutting edge angle 0 Corner radius r 0.2
* 9.8N = 1kgf
10 0 Side rake angle
15
10 0 Side rake angle
10 0 Side rake angle
15
15 3
Technical Reference
Turning Tools
Calculation formulas for turning
Cutting speed
Turning n
When calculating cutting speed from number of revolutions:
n : Number of revolution (min-1) Dm : Diameter of work piece (mm)
Vc : Cutting speed (m/min)
Dm
(m/min)
3.14
Boring n
When calculating required number of revolutions from cutting speed:
Example : Calculating the cutting speed when turning a 150 mmdiameter workpiece at 250 min-1
Dm
(min-1)
Vc =
3.14 150 250 = 117 m/min 1000
Cutting time on external and internal turning
External turning R
T
(min)
R f n
T : Cutting time (min) R : Cutting length (mm) f : Feed (mm/rev) n : Number of revolution (min-1)
Internal turning
Cutting time on face turning
Vc : Cutting speed (m/min)
(min) Technical Reference
f : Feed (mm/rev) T : Cutting Time (min)
Theoretical surface nish
f
15
h
h : Surface nish (m) f : Feed (mm/rev)
(m)
r : Nose radius (mm)
Calculation of power consumption (kW)
Pc : Power requirement (kW) F : Cutting force (N)
Vc : Cutting speed (m/min)
15 4
Technical Reference
Turning Tools
Cutting forces
(1) Finding from the diagram based on experimental data. (2) In case determining by simplied equation:
Cutting force in turning Back force Feed force F : Cutting force (N) kc : Specic cutting force (N/mm2) [Refer to the Table below] ap : Depth of cut (mm) f : Feed (mm/rev) Example : Calculating the cutting force when cutting a high carbon steel (JIS S55C) at 0.2mm/rev feed and 3mm depth of cut. F=343030.2=2058N Pc : Net power requirement (kW) kc : Specic cutting force (N/mm2) [Refer to the Table below]
Resultant cutting force
Principal force
Calculating power requirement
vc : Cutting speed (m/min)
ap : Depth of cutting (mm) f : Feed (mm/rev)
Value of specic cutting force (kc)
Work material SS400, S15C S35C, S40C S50C, SCr430 SCM440, SNCM439 SDK FC200 FCD600 Aluminium alloy Aluminium Magnesium alloy Brass Tensile strength (Mpa) 390 590 785 980 1765 ( 56HRC ) ( 160HB ) ( 200HB ) ( 89HB ) Hardness (HB) 100 170 230 300 56HRC 160 200 89 Value of specic cutting force on feed kc (N/mm2) 0.04 ( mm/rev) 0.1 ( mm/rev) 0.2 ( mm/rev) 0.4 ( mm/rev) 1.0 ( mm/rev) 3430 2840 2450 2080 1700 4220 3490 2940 2500 2080 4900 4020 3430 2940 2400 5390 4410 3780 3240 2650 8390 6870 5880 5000 4120 2550 1960 1630 1340 1030 3330 2550 2110 1750 1340 1350 1130 950 810 670 1050 870 740 640 520 390 390 390 390 390 1080 1080 1080 1080 1080
Bending stress and tool deection
Square shank
Bending stress (1) Square shank
S: F: L: b: h: Ds: Bending stress in shank (MPa) Cutting force (N) Overhang length of tool (mm) Shank width (mm) Shank height (mm)
Technical Reference
( MPa )
(2) Round shank
Shank diameter (mm) E : Modulus of elasticity of shank material (MPa)
( MPa )
Round shank
Ds
Tool defection (mm) (1) Square shank
15
( mm )
(2) Round shank
(Ref.) Values of E
Material MPa (N/mm2) Steel ( mm ) 210,000
Cemented 560,000~620,000 Carbide
{kgf/mm2} 21,000 56,000~62,000
15 5
Technical Reference
Turning Tools
Troubleshooting in turning
Typical tool failure Flank wear Tool grade Change to more wear resistant grades. Tool geometry Decrease honing width. Reduce cutting speed. Increase relief angle. Change to appropriate feed. Increase end cutting edge angle. Change to wet cutting. Increase corner radius. Select free-cutting chipbreaker. Increase rake angle. Reduce cutting speed. Reduce feed. Reduce depth of cut. Change to wet cutting. Increase rake angle. Select an appropriate chipbreaker. Increase side cutting edge angle. Increase corner radius. Countermeasures Cutting conditions
P, M, K30 / 20 / 10
Crater wear
Change to more wear resistant grades.
P, M, K30 / 20 / 10
Change to more wear resistant grades.
Notch wear
Reduce cutting speed. Reduce feed.
Increase rake angle. Increase side cutting edge angle.
P, M, K30 / 20 / 10
Reduce feed. Reduce depth of cut Improve holding rigidity of work and tool. Reduce overhang length of toolholder. Improve looseness in machine. Reduce cutting speed Reduce feed. Reduce depth of cut. Improve holding rigidity of work and tool. Reduce overhang length of toolholder. Improve looseness in machine. Reduce cutting speed Reduce feed. Reduce rake angle Select a chipbreaker with high edge strength. Increase honing width. Increase side cutting edge angle. Select larger shank size Increase corner radius. Reduce rake angle Select a chipbreaker with high edge strength. Increase honing width. Increase side cutting edge angle. Select larger shank size Reduce rake angle Increase corner radius Increase honing width.
Fracture
Change to tougher grades. Change to thermal-shock resistant grades.
P, M, K10 / 20 / 30
Change to tougher grades.
Chipping
P, M, K10 / 20 / 30
Change to tougher grades. Flaking
P, M, K10 / 20 / 30
Plastic deformation
Technical Reference
Change to more wear resistant grade.
P, M, K30 / 20 / 10
Reduce cutting speed. Change to appropriate feed. Reduce depth of cut. Supply cutting uid in adequate volume.
Increase relief angle. Increase rake angle. Reduce corner radius. Reduce side cutting edge angle. Select a free-cutting chipbreaker.
Chip welding
Built-up edge
15
Use a grade which has a low Increase cutting speed. tendency to adhere to work material. Increase feed Change to water-insoluble Cemented carbide / cutting uid. Coated carbide or cermet Change to wet cutting.
Increase rake angle Select a free-cutting chipbreaker. Decrease honing width.
Change to tougher grades. Change to thermal-shock resistant grades.
P, M, K10/20/30
Reduce cutting speed. Reduce feed. Change to dry cutting. Supply cutting uid in adequate volume. Reduce depth of cut. Change to water-insoluble cutting uid.
Thermal cracking
Increase rake angle Select a free-cutting chipbreaker. Decrease honing width.
15 6
Technical Reference
Turning Tools
Countermeasures Tool Select a more wear resistant grade. Use an insert with a larger rake angle. Use an insert with a larger nose radius. Use a more lightly honed insert. Use an insert of closer tolerance. (from M class to G class) Use a tougher grade. Select a chipbreaker with strong cutting edges. Use a largely honed insert. Increase the side cutting edge angle. Use a larger shank size. Select a grade with less afnity with the work material. Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Use a more lightly honed insert. Use an insert of closer tolerance. (from M class to G class) Use a tougher grade. Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Use an insert with a smaller nose radius. Decrease the side cutting edge angle. Use a more lightly honed insert. Use a larger shank size. Use an insert of closer tolerance. (from M class to G class) Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Use an insert with a smaller nose radius. Use a more lightly honed insert. Improve the holding rigidity of the tool and workpiece. Shorten the overhang of the toolholder. Improve the machine looseness. Decrease the cutting speed. Increase the feed rate. Use a cutting uid. Use a harder grade. Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Increase the relief angle. Use an insert with a smaller nose radius. Decrease the side cutting edge angle. Use a more lightly honed insert. Decrease the feed rate. Decrease the depth of cut. Use a harder grade. Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Increase the side cutting edge angle. Use an insert with a larger nose radius. Use a more lightly honed insert. Use a larger shank size. Improve the holding rigidity of the tool and workpiece. Shorten the overhang of the toolholder. Improve the machine looseness. Cutting conditions and others Select a proper feed rate. Decrease the cutting speed. Select a freer-cutting chipbreaker type. Use a cutting uid. Decrease the depth of cut. Decrease the feed rate. Use a more rigid machine. Improve the holding rigidity of the tool and workpiece. Shorten the overhang of the toolholder. Improve the machine looseness. Increase the cutting speed. Increase the feed rate. Use a water-insoluble cutting uid. Use a cutting uid. Use a proper cutting speed. Decrease the feed rate. Decrease the depth of cut. Improve the holding rigidity of the tool and workpiece. Shorten the overhang of the toolholder. Improve the machine looseness.
Problem
Cause Increased tool wear
Edge chipping Deteriorated surface roughness Deteriorated dimensional accuracy Burr occurrence
Chip welding Built-up-edge
Vibration and chatter
Improper insert accuracy Incomplete engagement of tool and workpiece
Unsuitable cutting speed
Worn tool or improper cutting edge geometry
Technical Reference
Improper cutting speed Edge breakout
Worn tool or improper cutting edge geometry
15
Increase the cutting speed. Select a proper feed rate. Use a water-insoluble cutting uid. Use a cutting uid.
Fuzzy surface nish
Improper cutting conditions
Worn tool or improper cutting edge geometry
Use a harder grade. Select a grade with less afnity with the work material. Use an insert with a larger rake angle. Select a freer-cutting chipbreaker type. Use a more lightly honed insert.
15 7
Technical Reference
Chipbreaker
Chip controllability
Necessity of chip control (Problems and effects)
Necessity of chip control
Why is chip control needed? Effect of improper chip control
Problems 1. Scattering of chips and coolant. 2. Wrapping around the workpiece and the tool. 3. Accumulation on the tool, jig, and machining facilities.
Effects 1. Disturbs unmanned and automated machining. 2. Disturbs high-speed and high-efciency machining. 3. Degrades nished surface. 4. Threatens operators safety. 5. Reduced operation rate.
Additional problems when chips are not properly controlled
Why is chip control needed?
What is chip?
Effect of improper chip control
Effects on quality
Defective work. Defective surface nish Chip entangling Increased number of man-hours for handling. Increased tool costs. Troublesome chip handling. Machine stoppage and reduced operation rate. Stain and damage on machine caused from improper carrying-out of chips. Dangerous effects on the human body. (Injury and burns on hand, etc.)
For making a product from a workpiece, removed objects produced by a tool which is set to cut to a specified depth with the relative motion of the tool and the workpiece.
Problems when chips are not properly controlled
Effects on operation
Effect on safety and health.
Effective measures
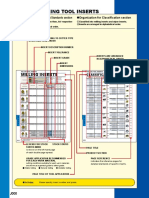
Chipbreaker
Classication
Chip shape Depth of cut: small Depth of cut: large
Description of chip shape Chips irregularly entangled
Acceptability
Effect Wrapping around the tool or workpiece or accumulation around the cutting point, hindering cutting Possible damage to the machined surface
Shape A
Not acceptable
Technical Reference
Shape B
Long continuous spiral chips R 50 mm
Bulky during transport in the automatic line May be preferred when one operator handles one machine
Shape C
Short spiral chips R 50 mm
Shape D
15
Acceptable
Smooth chip ow Difcult to scatter Favorable shape
"C" or "9" shaped chips (Around one coiling)
Favorable shape if not scattering Not bulky and easy to transport
Excessively broken chips. Thin pieces or connected in a form of wave as shown in the gure left
Not acceptable
Readily scattering. If scattering is the only trouble, it may be acceptable because the chip cover, etc. may be used. Tend to cause chatter, causing harm on the nished surface roughness or tool life.
15 8
Shape E
Technical Reference
Chipbreaker
Factors affecting chip control
Of these, feed has the greatest effect followed by depth of cut and cutting speed in order listed. Feed is proportionate to the thickness of chips. Depth of cut is proportionate to the width of chips. There are optimum values (effective range) in feed and depth of cut. Cutting speed is in inverse proportion to chip thickness. Effective range becomes narrow at high speed.
Depth of cut: ap (mm)
Vc = 100 m/min Vc = 200 m/min
(1) Cutting conditions 1 Feed 2 Depth of cut 3 Cutting speed
Effecttive range
Feed: f (mm/rev)
(2) Work material 1 Alloy element 2 Hardness 3 Heat treatment condition
These are related to thickness of chips and ease of curling. Mild steel chips are thicker than those of hard steel. Hard steel chips are liable to curl more than those of mild steel. Chips that do not curl are thin. As an exception, in case of mild steel even if thick, may not curl.
Depth of cut: ap (mm)
Mild steel
Hard steel
Feed: f (mm/rev)
(3) Tool geometry 1 Side cutting edge angle 2 Nose radius
Side cutting edge angle is relative to chip thickness and width Side cutting edge angle is preferably small. Nose radius is relative to thickness and width and the direction of owing out. In nishing, small nose radius, whilst for rough cutting, large nose radius is better.
Depth of cut: ap (mm)
S.C.E.A: large S.C.E.A: small Nose radius: small Nose radius: large
Feed: f (mm/rev)
(4) Shape of chipbreaker 1 Rake angle 2 Chipbreaker width 3 Chipbreaker depth
Rake angle is in inverse proportion to chip thickness. Depending on the work material, there is an optimum value. Chipbreaker width is selected proportionately to feed. Narrow at low feed and wide at high feed. Chipbreaker depth is to be selected so as to be inversely proportionate to feed. Deep at low feed and shallow at high feed.
Depth of cut: ap (mm)
Rake angle: large Rake angle: small Breaker width: small Breaker width: large Breaker depth: large Breaker depth: small
Technical Reference
Feed: f (mm/rev)
Effective range is wider with wet cutting. Especially at low feed range is liable to curl.
Depth of cut: ap (mm)
Wet cutting Dry cutting
(5) Cutting uid
15
Feed: f (mm/rev)
(6) Machine 1 Strength 2 Power limit
The machine has enough power and mechanical strength. Select the machine consistent with the size of work material to be used.
15 9
Technical Reference
Milling Tools
Nomenclature for face milling cutter
Peripheral cutting edge (Main cutting edge) Inserts Chamfering corner
Axial rake angle (p) (A.R. on catalogue.)
Work piece Cutting edge inclination () Cutter height Face cutting edge (Wiping at) Face relief angle
Peripheral cutting edge angle () Mounting hole dia. (d)
Peripheral
True rake relief angle angle (0)
Effective cutter dia. (Dc)
Radial rake angle (f) (R.R. on catalogue.)
Relations of various rake angles are according to the following equations.
tan 0 = tan f cos + tan p sin tan = tan p cos - tan f sin
Cutter geometry and applications
Rake angle combination and applicability
Rake angle combination
(-) Axial rake angle (+) Axial rake angle (+) Axial rake angle
Negative-Negative Negative-Positive Positive-Positive
Technical Reference
Shapes of cutting edge
p (A.R) f (R.R) o
Carbon steels, Alloy steels ( 300HB) Stainless steels ( 300HB) Die steels ( 300HB) Cast irons Ductile cast irons
+ + +
Work material
Aluminium alloys Copper and its alloys Titanium and its alloys Hardened steels (40 ~ 55HRC)
Radial rake angle
Radial rake angle
Radial rake angle
(-)
(-)
(+)
Negative type (Negative-Negative)
Negative-Positive type
Positive type (Positive-Positive)
15
Features
Higher Excellent chip Most cutting edge removal excellent strength Higher cutting cutting action Many usable edge strength corners of and Freer inserts cutting action
Typical examples of TAC mills
TGN4200 TAW13 THF4000 TME4400 THE4000 TMD4400
15 10
Technical Reference
Milling Tools
Calculation formulas for milling
Cutting speed
n
Cutting speed (Calculated from number of revolutions) vc : Cutting speed (m/min)
Dc : Effective diameter (mm) n : Number of revolutions (min-1)
ap
vf
3.14
Number of revolution (Calculated from cutting speed) ae
Feed speed and feed rate
vf : Table feed (mm/min)
fz : Feed rate per tooth (mm/t) z : No. of teeth of the cutter n : Number of revolutions (min-1)
Rp
fz (Feed per tooth) ff (Feed per revolution)
Feed speed is relative speed of cutter and work material and in the normal milling machine, it is the table speed. In milling, the feed per tooth is very important. The recommended cutting condition is expressed by vc and fz and using the above equation calculate n and vf and input in the machine.
Cutting time on face milling
T : Cutting time (min) L : Total table feed length. (R: Work pieces length (mm) + Dc: Effective cutter diameter (mm))
vf : Table feed (mm/min)
Technical Reference
Depth of cut and cutting width
Depth of cut Determine by required allowance for machining and capacity of the machine. In case of TAC mill, there are cutting limits according to shape and size of the insert. Please see spec on the catalogue. ap : Depth of cutting (mm)
15
Center cutting
vc
Dc
Cutting width and engagement angle There is an appropriate engage angle depending on the cutter diameter, cutting position, work material, etc., and ordinarily the values in the table below are used as a guide.
Work material Appropriate E Cutter dia. and ae Dc : Cutter diameter (mm) E : Engage angle
E Shoulder cutting
ae
Dc
ae
vc
E
Steel
0~ 20
(on small side for shoulder cutting)
ae Dc
4 ae Dc 5
2 3
ae :
Cutting width (mm)
Cast iron under 40
15 11
Technical Reference
Milling Tools
Roughness of nished surface
(1) Theoretical surface roughness Theoretical roughness as shown in Fig. 1, is the same as for single point turning With corner R Without corner R
Rth: Theoretical roughness (m) fz: Feed per tooth (mm/t)
r : Corner radius (mm) : Corner angle : Face cutting edge angle
With corner R
Without corner R
Rth
Rth
Fig.1
fz fz
fz (Feed per tooth) f (Feed per revolution)
(2) Practical surface roughness In case of practical milling, there are many teeth and natural differences in levels of edges occur. The maximum difference is called run out. (Rp) In the actual face milling, nished surface roughness, as shown in Fig. 2, is worse than the single point cutting. If only one tooth is projecting, it will be similar to the single point shown in Fig. 1 but of a large value substituting f (mm/rev) for fz (mm/t).
Fig.2
Rp
Improving surface roughness
Insert SPCN42ZFR
Technical Reference
Body Locator
Face run out must be minimized and a low feed rate and high speed should be used. Also, in order to attain good nished surface at high efciency, there are the following methods: (1) In case of ordinary TAC mill Use wiper insert as shown in the gure at left. (2) Use of TAC super nish mill for nishing. Use of combination TAC mills with nishing insert such as TFD4400-A
and TFP4000 1A (ap < 1.0 mm). Use of TAC supe nish mill for nishing such as NMS cutters and SFP4000, etc.
Fig.3
0.03 ~ 0.08
15
15 12
Technical Reference
Milling Tools
Calculating power requirement
Pc : Net power requirement (kW) kc : Specic cutting force (N/mm2) [Refer to the Table below]
Because practical power requirements depend on the type of TAC mill (proportional to the true rake angle) and the motor efciency of the machine used, the result calculated from the above formula should be considered as a rough guide. Values of specic cutting force (kc)
Work material Tensile strength
MPa 0.1 (mm/t)
ap : Depth of cut (mm) ae : Cutting width (mm) vf : Table feed (mm/min)
Value of specic cutting force on feed per tooth kc (N/mm2)
0.15 (mm/t) 0.2 (mm/t) 0.3 (mm/t) 0.4 (mm/t)
SS400 S55C SCM3 SKT4 SC450 FC250 AR(Si) Brass
520 770 730 (HB352) 520 (HB200) 200 500
2150 1970 2450 2030 2710 1660 660 1090
2000 1860 2350 2010 2530 1450 580 960
1900 1800 2200 1810 2410 1320 522 877
1750 1760 1980 1680 2240 1150 460 760
1650 1620 1710 1590 2120 1030 410 680
Values of cutting force (kc)
1800 1600 1400 1200
Principal force fy Feed force fx Back force fz
Cutting force (N)
1000 800
fz
600 400 200 0 -200
fx
fy
vf
TGP 0 410 TGP 0 420 TGD 0 440 THF 0 440 TSP 0 400 TSE 0 400
TAC mill
TGN
0 420
TRD
0 600
Technical Reference
Work material : S50C (210HB) Diameter of TAC mill : 160 mm Cutting Speed : Vc = 150 m/min , feed fz = 0.20 mm, Depth of cut ap = 3 mm Cutting by a single edge, dry
Conversion from cutting speed to number of revolutions
(unit : min-1)
Cutting speed ( vc ) m/min Cutter diameter 10 30 50 100 125 150 200 300 500 800 1,000 2,000 4,000 Dc ( mm ) 10 318 955 1,592 3,184 3,980 4,777 6,369 9,554 15,923 25,477 31,847 63,694 127,388 12 265 796 1,326 2,653 3,317 3,980 5,307 7,961 13,269 21,231 26,539 53,078 106,157 16 199 597 995 1,990 2,488 2,985 3,980 5,971 9,952 15,923 19,904 39,808 79,617 20 159 477 796 1,592 1,990 2,388 3,184 4,777 7,961 12,738 15,923 31,847 63,694 25 127 382 636 1,273 1,592 1,910 2,547 3,821 6,369 10,191 12,738 25,477 50,955 30 106 318 530 1,061 1,326 1,592 2,123 3,184 5,307 8,492 10,615 21,231 42,462 32 99 298 497 995 1,244 1,492 1,990 2,985 4,976 7,961 9,952 19,904 39,808 35 90 272 454 909 1,137 1,364 1,819 2,729 4,549 7,279 9,099 18,198 36,396 40 79 238 398 796 995 1,194 1,592 2,388 3,980 6,369 7,961 15,923 31,847 50 63 191 318 636 796 955 1,273 1,910 3,184 5,095 6,369 12,738 25,477 63 50 151 252 505 631 758 1,011 1,516 2,527 4,044 5,055 10,110 20,220 80 39 119 199 398 497 597 796 1,194 1,990 3,184 3,980 7,961 15,923 100 31 95 159 318 398 477 636 955 1,592 2,547 3,184 6,369 12,738 125 25 76 127 254 318 382 509 764 1,273 2,038 2,547 5,095 10,191 160 19 59 99 199 248 298 398 597 995 1,592 1,990 3,980 7,961 200 15 47 79 159 199 238 318 477 796 1,273 1,592 3,184 6,369 250 12 38 63 127 159 191 254 382 636 1,019 1,273 2,547 5,095 315 10 30 50 101 126 151 202 303 505 808 1,011 2,022 4,044 Note: In this table, the effects of centrifugal force on the rotating balance of the tool and the toolholder, ying risk of cutter parts, and limited value of toolholder destruction are not considered. Therefore, when using the tool at high speeds, be sure to observe the specied condition range.
15
15 13
Technical Reference
Milling Tools
Trouble shooting in face milling
Trouble Possible causes Improper insert grade selection (Insufcient wear resistance) Excessive cutting speed Inadequate feed Cutting hard material and Countermeasures P30 (Cemented carbide) / Cermet, coated grade (For steels) K10 (Cemented carbide) / Coated grade (For cast irons) Select cutting speed suited for work material and insert grade Use standard cutting condition in catalog as guide Decrease cutting speed Use cutter with strong cutting edge Proper selection of feed conditions, using recommended cutting conditions in catalog as guide Use a negative-positive type cutter with large corner angle (Examples: T/EAW13, T/EME4400, etc.) Cracking due to thermal shock Continuous use of excessively worn insert Cutting hard material Select insert grade of stronger thermal shock resistance such as T3130 Decrease cutting speed Shorten replacement standard time of insert Use cutter with stronger cutting edge such as T/ERD6000 Use cutter of larger corner angle such as T/EAW13, T/EME4400, etc. Obstruction to chip ow Recutting of chips after chip welding Use cutter with better chip expulsion such as T/EAW13, etc. Select insert grades difcult for chips to adhere Cemented carbides / cermets, coated grades Use air blow Excessively slow cutting, too ne feed Cutting soft material such as aluminium, copper, mild steel Select cutting speed and feed optimized for insert grade and work material Use cutter with large rake angle such as T/EAW13 P30 / coated grades (AH140, AH120) Use cutter with large rake angle such as T/EAW13, T/EME4400, T/EPW13 or T/ESE4000 Increase cutting speed Appropriate cutting depth (nish allowance) Change insert grade Effect of face cutting edge run out For steels: P / coated / cermet For cast irons: K / coated Proper installing of inserts Use insert of high dimensional accuracy Cleaning of insert pocket Continuous use of excessively worn insert Remarkable feed marks Shorten replacement standard time of insert Feed per revolution to be set within atland width Use wiper insert type cutter such as T/EAW13 Use cutter exclusively for nishing such as type NMS and S/EFP4000 Unstable clamping of workpiece Cutting of welded construction of thin steel plate Excessive cutting condition Face milling of narrow width workpiece Too many simultaneous cutting teeth engagement Check clamping method of workpiece Adopt cutter of large rake angle and small corner angle such as T/EPW13 or T/ESE4000 Re-examine allowable chip removal rate according to motor HP Use cutter of small cutter diameter and with many teeth Reduce No. of teeth or adopt irregular pitch cutter
Rapid wear of cutting edge
Improper Insert grade selection (Insufcient toughness) Cermet / P30 (For steels), K10 / K20 (For cast irons) unfavorable surface condition Excessive feed Machining superalloys
Rapid chipping of cutting edge
Excessive pressure applied on cutting edge Proper selection of engaging angle
Fracturing
Excessive chip Cutting stainless steel welding or build-up Use of cutter with negative rake on cutting edge
or too small rake angle Effect of built-up edge
Rough nish
Technical Reference
15
Chattering
15 14
Technical Reference
Solid Carbide Endmills
Part details
Neck Outside diameter Shank Shank diameter
Types
Square
Ball nose
Neck length Flute length Overall length Shank length
Centre hole
Radius
Radial rake Land width Flute 1st radial relief 2nd radial relief
End cutting edge End gash
Concave angle Peripheral Corner cutting edge
Taper neck
Axial rake
Ball nose with taper neck
1st end relief 2nd end relief
Cutting condition of Endmills
Cutting speed
Cutting speed (Calculated from number of revolutions) vc : Cutting speed (m/min)
Dc : Effective diameter (mm) n : Number of revolutions (min-1)
3.14
Number of revolution (Calculated from cutting speed)
Dc1
D c
D c
D c
Technical Reference
Feed speed and feed rate
vf : Table feed (mm/min)
fz : Feed rate per tooth (mm/t) z : No. of teeth of the endmills n : Number of revolutions (min-1)
Up milling
Down milling
Cutting The necessary capacity of the machine is limited by the length of cut edge of the endmill. Up milling and down milling Down milling generally produces better tool life and surface roughness. In case of cast iron sand inclusion or welding surface, up milling is recommended.
15
15 15
Technical Reference
Solid Carbide Endmills
Regrinding procedures of solid carbide endmill
Check damage on cutting edge
Flank wear at the peripheral cutting edge
Crater wear at the rake face
Breakage Checking, if the tool has enough length of cutting edge as unused part.
Regrinding of peripheral relief angle
Regrinding of peripheral rake angle
Cutting off damaged part
Regrinding of end relief angle
Grinding of end rake angle and end relief angle
Regrinding of end relief angle
1. for using cup type diamond wheel
relief angle
Use 400 to 600 mesh diamond wheel
2. for using straight type diamond wheel
grinding wheel
grinding wheel
Setting angle of Formular of setting angle tan = tan x tan : peripheral relief angle : spiral angle
Regrinding of peripheral rake angle
Technical Reference
1 ~ 3
Cup type diamond wheel
Regrinding of end rake angle (End gash)
30 ~ 45
15
0 ~ 3
For 2 utes endmill: straight type diamond wheel For 3 utes endmill: cup type diamond wheel
Notice of regrinding (1) If, after checking the damage of the cutting edge, the damage is as case A or B of the ow chart, the tool must be reground. Too much damage of the cutting edge requires too much stock removal and thus reduces tool life. (2) Please use diamond grinding wheel. (3) Peripheral relief angle must be ground between 18 and 10. Relief angle of small diameter cutters for aluminium machining must be a large degree. (4) First check if C in ow chart can be adapted for the case of coated endmill or not. If procedure C can be adapted for regrinding, tool life after the grinding would be more improved than new one. The reason is remaining coated layer of cutting edge and shorter tool length will keep much higher rigidity of the tool than before regrinding. (5) Please check run out of peripheral cutting edge, face cutting edge, with Vee block after regrinding. The value of the run out must be controlled within 0.01 mm. Notice for regrinding of ball nose endmill - Regrinding of relief angle only is available. The dimension of nose radius will be smaller after grinding. - Honing of cutting edge is necessary after regrinding.
Regrinding of end relief angle
Cup type diamond wheel : 1st end relief angle: 5 ~ 7 2nd end relief angle: 15 ~ 20
15 16
Technical Reference
Solid Carbide Endmills
Trouble shooting in Endmilling
Trouble Possible causes Countermeasures
At the start of machining At the end of machining
Reduce feed rate. Reduce tool overhang length. Exchange to short cutting edge tool. Reduce feed rate. Managing tool life / Exchange in shorter time.
Breakage
(In case of solid carbide endmill and brazed endmill with small diameter)
When usual machining
Replace chuck or collet to new one. Reduce tool overhang length. Make optimum honing on the edge. Reduce utes. E.g. 4 utes / 3utes, or 2utes. Use enough coolant. Change direction of supplying coolant.
When change the direction of feed Chipping on corner edge Chipping on boundary part
Use the circular interpolation in NC machine. Stop feed shortly before changing. Lower feed rate around changing part. Replace chuck or collet to new one. Chamfer the corner with hand-stick grinder. Down cutting Upward milling. Change cutting direction, Down cutting / Upward milling. Reduce cutting speed. Make slight honing on the edge. Or make honing bigger. Change spindle revolution number. Increase cutting speed. If chattering, increase feed rate. Use coolant or air blast. Replace chuck or collet to new one. Decrease cutting speed. Decrease feed rate. Reduce utes. E.g. 4 utes / 3utes, or 2utes. Make slight honing on the edge. Or make honing bigger. Replace chuck or collet to new one.
Chipping on central part or all edges.
Fracture on cutting edge
Fracture on cutting edge
For Solid carbide endmill Decrease cutting speed. Use enough coolant. Change direction of supplying coolant. For brazed endmill If wet cutting, change to dry cutting with air-blast. Change direction of supplying air-blast. In slot milling of steel, change to optimum cutting condition. (In low cutting speed-chipping or adhesion may cause.) (In high cutting speed-chip packing or thermal crack may cause.) Decrease cutting speed. Change cutting direction, Upward milling / down cutting. Increase feed rate. Use coolant or air blast. In reground tool, grind ank face with FINER wheel.
(Continued on next page)
Large wear in short time
15
15 17
Technical Reference
Solid Carbide Endmills
Trouble Possible causes Countermeasures
Bright, but Wavy surface
Reduce feed per tooth. Increase utes; E.g. 2 utes / 3utes, or 4utes. Increase cutting speed. Use coolant or air blast, or increase coolant. Make slight honing on the edge. Upward milling / Down cutting. Increase feed per tooth. Increase Depth of Cut. Make slight honing on the edge. Use non-water soluble coolant. Down cutting / Upward milling. Reduce depth of cut. Increase cutting speed. Reduce feed per tooth. Upward milling / Down cutting. Reduce depth of cut. Replace chuck or collet to new one. Reduce overhang length. Increase cutting speed. Reduce depth of cut. Replace chuck or collet to new one. Reduce overhang length. Increase cutting speed. Increase utes; E.g. 2 utes / 4utes. Reduce feed per tooth. Check the edge. Change tool, when needed. Increase feed per tooth. Reduce feed per tooth, when current feed is more than 0.07 mm/t. Change cutting speed. Replace chuck or collet to new one. Reduce overhang length. Use 2 utes tool in roughing. Use 4 utes tool in nishing. Down cutting / Upward milling.
Small chips are welded on surface.
Poor surface nish
Scratches on the surface
Poor surface by over cutting
Finish size becomes a minus tendency.
Poor accuracy
Poor straightness
Chattering
15
15 18
Technical Reference
Drilling Tools
Nomenclature for drills
Shank Lead Point angle Diameter
Helix angle
Flute length Overall length
Shank length
Thinning edge Thinning Web thickness Secondary relief Primary relief Oil hole Heel Cutting edge Margin Chisel Body clearance
Thinning
Secondary relief
Primary relief
Chisel edge
Cutting forces and power requirement
Twist drill
Power requirement
Material constant compensating for power requirement and thrust force
Work material Tensile strength MPa (N/mm2) Kgf/mm2 Brinell hardness (HB) Material constant (K)
Technical Reference
Pc=KDc2 n ( 0.647 + 17.29f )10-6 (kW)
Thrust force
Cast iron Cast iron
210 280 350 250 550 620 630 690 630 770 940 750 1,400 580 800
21 28 35 25 55 62 63 69 63 77 94 75 140 58 80
177 198 224 100 160 183 197 174 167 229 269 212 390 174 255
1.00 1.39 1.88 1.01 2.22 1.42 1.45 2.02 1.62 2.10 2.41 2.12 3.44 2.08 2.22
Tc=570KDcf 0.85 (N)
Torque
Cast iron Aluminium Low carbon steel (JIS S20C) Free cutting steel (JIS SUM32)
Mc= (Nm)
KDc ( 0.630 + 16.84f) 100
Manganese steel (JIS SMn438) Nickel chromium steel (JIS SNC236) 4115 steel Cr0.5, Mo0.11, Mn0.8
15
Pc : Power requirement (kW) Tc : Thrust force (N) Mc : Torque (Nm) Dc : Drill diameter (mm) f : Feed (mm/rev) n : No. of revolutions (min ) K : Material constant.... Refer to the Table at right
-1
Chromium molybdenum steel (JIS SCM430) Chromium molybdenum steel (JIS SCM440) Nickel chromium molybdenum steel (JIS SNCM420) Nickel chromium molybdenum steel (JIS SNCM625) Chromium vanadium steel Cr0.6, Mn0.6, V0.12 Cr0.8, Mn0.8, V0.1
15 19
Technical Reference
Drilling Tools
Cutting edge failure of drilling tools
Flaking (Shell-like spalling) Irregular wear (Irregular ank wear)
Chipping (Small or minute fracture of cutting edge) Breakage (Relatively large fracture)
Flank wear (Wear of cutting edge)
Crater wear (Groove-like wear on rake face)
Feed mark (Wear stripes in periphery) Fracture (Catastrophic breakage of drill body)
Corner wear (Wear of peripheral corner)
Note: If these failures are not excessive, the tool is in a normal condition.
Change of chip shapes in drilling
Change of chip shapes relating to cutting conditions
Photographs below show the change of chip shapes relating to change of the feed and the cutting speed. These chip shapes are all well controlled in a proper condition range. When the speed and feed are low, the chip shows whitish colour and the tail of the chip tends to lengthen gradually. In contrast, as the speed or the feed increases, the chip tends to increase in brightness and becomes a compact shape with a short tail. These changes in the shape depend on the cutting temperature. As the temperature increases, chips tend to be broken.
Technical Reference
High
Feed
Low
15
Tail High Cutting speed Low
15 20
Technical Reference
Drilling Tools
Troubleshooting for solid drills and brazed drills
Problem Cause Inappropriate cutting speed Countermeasure Increase the cutting speed by 10 % within standard conditions if abnormal wear is around center. Lower the cutting speed by 10 % within standard conditions if abnormal wear is on the periphery. Inappropriate cutting uid Check the lter. Use the cutting uid superior in lubricity. (Increase the dilution rate) Inappropriate cutting speed Regrinding timing, insufcient reground amount Insufcient rigidity of the machine and workpiece Lower the cutting speed by 10 %. Shorten the regrinding timing. Change the clamp method to the one with rigidity. Use smallest possible overhang. Check the lter. Use the cutting uid superior in lubricity. (increase the dilution rate) Intermittent cutting when entering Avoid interruption at entry and exit. Lower the feed rate by about 50 % during entering into and leaving from the workpiece. Insufcient rigidity of the drill Reduce the drill overhang as much as possible. Increase the feed at entry when the low speed feed is selected in standard cutting condition range. Use a bushing or a center drill.
Relief surface
Abnormal wear
Margin
Insufcient drill rigidity Inappropriate cutting uid
Chisel section (center of drill cutting edge)
Insufcient rigidity of the machine and workpiece Inappropriate entry into the workpiece High workpiece hardness Inappropriate honing Insufcient drill rigidity
Change the clamp method to the one with rigidity. Avoid interruption at entry into the workpiece. Lower the feed rate by 10 % at entry. Lower the feed rate by 10 %. Check if honing has been made to the center of cutting edge. Lower the cutting speed by 10 %. Increase the feed at entry when the low speed feed is selected in standard cutting condition range.
Chipping and fracture
Peripheral cutting edge
Inappropriate drill mounting accuracy Insufcient machinery and workpiece rigidity Inappropriate honing Insufcient machine and workpiece rigidity Insufcient drill rigidity
Check the run out accuracy after drill installation. (0.03 mm or less) Change the clamp method to the one with rigidity. Lower the feed during entering into and leaving from the workpiece. Check if honing has been made to the cutting edge periphery. Change the clamp method to the one with rigidity. Use smallest possible overhang. Use a bushing or center drill.
Margin
Regrinding timing and insufcient amount of reground stock. Intermittent cutting when entering or exiting the cut. Tendency to cause chipping or develop abnormal wear Chip packing in the drill utes
Shorten the regrinding timing. Avoid interruption at entry and exit. Lower the feed rate by about 50 % during entering into and leaving from the workpiece. Check the failure mode condition before breakage and nd out the wear and chip countermeasures. Review the cutting conditions. For internal coolant supply, raise the supply pressure of cutting uid. Use peck feed for deep holes.
Technical Reference
Breakage
Insufcient machine output
Review the cutting conditions. Use the machine with high power.
Insufcient rigidity of the machinery and workpiece. Inappropriate drill installation accuracy
Change to the clamp method with rigidity Check the run out accuracy of drill mounting. (0.03 mm or less) Review the cutting conditions. Raise the cutting oil supply pressure. Use peck-feed for deep holes.
15
Insufcient hole accuracy
Chip packing in the utes.
Inappropriate edge sharpening accuracy Inappropriate cutting conditions
Check the edge shape accuracy. Increase the feed rate by 10 % within standard conditions. Provide the appropriate honing. Lower the cutting speed by 10 %.
Prolonged chips
Inappropriate honing Cutting edge with chipping or breakage
15 21
Technical Reference
Drilling Tools
Nomenclature for TAC drill
Overall length Shank length Peripheral insert Maximum drilling depth Flange diameter Shank diameter Flute Peripheral insert Flange Cutting zone of peripheral edge Shank
Central insert
Cutting zone of central edge
Calculation formulas for TAC drill
Cutting speed
When calculating cutting speed from number of revolutions:
(Drilling formulas)
vc : Cutting speed (m/min) Dc : Drill diameter (mm) n : Number of revolution (min-1)
Drill diameter
3.14 When calculating required number of revolutions from cutting
speed: (Drilling formulas)
Technical Reference
Dc
When calculating cutting speed from number of revolutions:
(Where the workpiece rotates.)
vc : Cutting speed (m/min) Dc : Drilling diameter (mm) n : Number of revolution (min-1)
15
Dc
3.14 When calculating required number of revolutions from cutting
speed: (Where the workpiece rotates.)
Calculation of table feed
vf : Table feed (mm/min)
f : Feed (mm/rev) n : Number of revolution (min-1)
15 22
Technical Reference
Drilling Tools
Chip shapes
Chip shape produced with central insert
A conical coil shape whose apex point coincides with the rotating center of the drill is the basic shape. The chips are broken into small sections with increases in feed. However, excessively high feed causes the chip to increase in thickness and develops vibration which disturbs stable machining. In TDX drills, marked chips shown below are the most preferable shapes. This type of chip is broken into adequate lengths by centrifugal forces when used in tool-rotating condition. On the other hand, when used in work-rotating condition such as on a lathe, a continuously long chip is often produced without entangling.
Relation between chip shapes and feeds (In the case of central insert)
Carbon steels, alloy steels, etc.
Low carbon steels, stainless steels, etc.
Feed
Higher
Technical Reference
Lower
Example of chip shape in work-rotating applications (In the case of central insert)
15
(26, S45C, Vc = 100 m/min, f = 0.1 mm/rev)
100 mm
15 23
Technical Reference
Drilling Tools
Chip shape produced with peripheral insert
Chip problems such as entangling are mainly caused by chips produced with the peripheral insert. These problems are dependent on the types of work material and the cutting conditions. As shown below, when the feed is extremely low, the chips jump over the chipbreaker groove and the continuously long chips may wrap around the drill body. When the feed is too high, the chips increase in thickness and can not be curled. Therefore, it is important to select proper cutting conditions to suit the machining so that well controlled chips will be formed.
Medium to high carbon steels, alloy steels, etc.
As shown below, several turns of coil are an ideal shape. As the feed increases, the curl radius and the number of turns tend to decrease.
Typical chip shapes of general steels
Variation of chip shapes relating to feeds
f = 0.07 mm/rev
f = 0.1 mm/rev
f = 0.13 mm/rev
Stainless steels, low-carbon steels, low-alloy steels, etc.
When machining long-chip materials such as stainless steels and mild steels, the wrong selection of cutting conditions results in chip entangling and tool breakage at worst. Therefore, cutting conditions should be carefully selected. C shaped, continuous coils of several to ten turns having adequately divided lengths are the ideal shape.
Ideal chip shapes
Stainless steel (JIS SUS 304)
( 22, Vc = 100 m/min, f = 0.1 mm/rev )
Mild steel (JIS SS400)
( 22, Vc = 160 m/min, f = 0.08 mm/rev )
Technical Reference
15
15 24
chipbreaker
DJ
For machining stainless steels or low carbon steels, DS chipbreaker is recommended. When using a TDX drill in tool-rotating condition, DS chipbreaker produces compact chips and allows more stable machining than DJ chipbreaker. When using it in work-rotating condition, DS chipbreaker provides outstanding affect on chip control.
chipbreaker
DS
Technical Reference
Drilling Tools
Chip shapes which tend to entangle and remedies against them
Apple-peel-like chips
These chips are often produced in machining mild steels or low-carbon steels at low-speeds and low-feeds.
Short-lead chips
These chips are often produced in machining stainless steels at lowfeeds and tend to entangle to the tool in spite of short length.
Very long chips
Often produced in machining mild steels or low-carbon steels under improper cutting conditions.
Remedies Increase the cutting speed in stages by 20% within the range of standard cutting conditions. If there is no effect, increase the feed by about 10 % as the cutting speed is raised by 20%.
Remedies Increase the feed by about 10 %. If there is no effect, increase the cutting speed in stages by 10% within the range of standard cutting conditions.
Remedies Increase the cutting speed in stages by 20% within the range of standard cutting conditions. If there is no effect, decrease the feed by about 10 % as the cutting speed is raised by 20%.
Apple-peel-like chips (Without curling)
Continuously curled C shape chips with short lead (P).
Continuously coiled long chips
Cutting forces
The charts below show a guideline for cutting forces. Use TDX drills on a machine with ample power and sufcient rigidity.
Guidelines for cutting forces
16
Net power consumption (kW)
5
LOAD %
100 80
Torque (Nm)
14 12 10 8 6 4 2 0 10 20 30 40
0.13 mm/rev 0.10 mm/rev 0.07 mm/rev
4
Thrust force (kN)
3 2 1 0
0.13 mm/rev 0.10 mm/rev 0.07 mm/rev
60 40 20 0
0.13 mm/rev 0.10 mm/rev 0.07 mm/rev
Technical Reference
50
60
10
20
30
40
50
60
10
20
30
40
50
60
Drill diameter (mm)
Drill diameter (mm)
Drill diameter (mm)
Cutting speed: vc = 100 m/min Work material: Alloy steel (JIS SCM440), 240HB Cutting uid: Used
15
15 25
Technical Reference
Drilling Tools
Troubleshooting for TAC drills
Problem
Central cutting Relief surface edge Peripheral cutting Relief surface edge
Cause
Countermeasure
Inappropriate cutting conditions Inappropriate cutting conditions
Increase the cutting speed by 10 % within standard conditions. Lower the feed rate by 10 %. Increase the cutting speed by 10 % within standard conditions. When the feed rate is extremely low or high, set up it within standard conditions. Conrm that the cutting uid ow is higher than 7 liter/min. The concentration of cutting uid must be higher than 5 %. Use the cutting uid superior in lubricity. Change to internal cutting uid supply from external one. Change to the machine with higher torque.
Varieties and supply of cutting uid
Abnormal wear
Relief surface
Vibration in drilling Unsuitable for selection of grade
Change to the clamp method with rigidity. Change the drill setting method. Change the grade to high wear resistant. Tighten the screw. Change to internal cutting uid supply from external one. Increase the supply rate of the cutting uid. (Higher than 10 liter/min.) Lower the feed rate by 20 % within standard conditions. Lower the cutting speed by 20 % within standard conditions. Lower the feed rate by 20 % within standard conditions. Lower the cutting speed by 20 % within standard conditions. Increase the cutting speed by 20% and lower the feed rate by 20% within standard conditions. Raise the uid pressure (for higher than 1.5 MPa). Set the misalignment to 0 ~ 0.2 mm. Check the manual and use the tool in the allowable offset range. Flatten the entry surface in pre-machining. Set the feed rate for lower than 0.05 mm/rev in rough surface area. Lower the feed rate by 20 ~ 50 % within standard conditions. Conrm the corner when exchanging inserts. Exchange the corner or the insert before the nose wear reaches 0.3 mm. Flatten the entry surface in pre-machining. Set the feed rate for lower than 0.05 mm/rev at rough surface area. Set the feed rate for lower than 0.05 mm/rev in interrupted area. Conrm the corner when exchanging inserts. Increase the cutting speed by 20 % and lower the feed rate by 20 % within standard conditions. Raise the uid pressure (for higher than 1.5 MPa). Lower the feed rate by 20 % within standard conditions. Change to continuous feed in case of pick feeding. Exchange the corner or the insert before the nose wear reaches 0.3 mm. Change to the machine with higher rigidity. Change to the clamp method with rigidity. Change the drill setting method. Set the feed rate for lower than 0.05 mm/rev. Change to internal cutting uid supply from external one. Lower the feed rate by 20 % within standard conditions. Change the grade to toughress. Tighten the screw.
Common
Looseness of screws
Cutting heat is too high Crater Excessive chip welding Chipbreaker Chip packing Misalignment for workpiece rotation Large offset
Central cutting edge
The rotation center of drill
No atness of machined surface High feed rate Using a chipping corner Using inserts in excess of tool-life
Peripheral cutting
Peripheral corner area
No atness of machined surface The existence of interrupted area Using a chipped corner
Chipping and fracture
edge
Technical Reference
The unused corner area and cutting edge
High hardness of workpiece Chip packing Machinery impact Using inserts in excess of tool-life
15
Contact
Common
boundary
Vibration in drilling High hardness of workpiece
Flaking
Thermal impact Unsuitable for selection of grade Looseness of screws
Common
15 26
Technical Reference
Drilling Tools
Problem Scratch marks on the tool Cause Countermeasure
The tool periphery
Inappropriate hole accuracy
Hole diameter
Roughness
Common
Prolonged and twisted of chips
Chip control
Misalignment of workpiece rotation Set the misalignment to 0 ~ 0.2 mm. Offset machining in excess of allowable range Use the tool in the allowable offset range. Offset direction reduced diameter of workpiece Set offset direction extended diameter of workpiece Flatten the entry surface in pre-machining. No atness of the entry surface Set the feed rate for lower than 0.05 mm/rev in rough surface area. Chipping of peripheral cutting edge Exchange the insert. Bend of workpiece Change to the clamp method with rigidity. Increase the cutting speed by 20 % and lower the feed rate by 20 % within standard conditions. Chip packing Raise the uid pressure (for higher than 1.5 MPa). Misalignment for workpiece rotation Set the misalignment to 0 ~ 0.2 mm. Adjust offset contents. Inappropriate offset contents Flatten the entry surface in pre-machining. No atness of the entry surface Set the feed rate for lower than 0.05 mm/rev at rough surface area. Bend of workpiece Change to the clamp method with rigidity. The concentration of cutting uid must be higher than 5 %. Varieties and supply of cutting uid Use the cutting uid superior in lubricity. Change to internal cutting uid supply from external one. Increase the cutting speed by 20 % within standard conditions. Inappropriate cutting conditions Lower the feed rate by 20 % within standard conditions. Failures of inserts Exchange the insert. Increase the cutting speed by 20 % and lower the feed rate by 20 % within standard conditions. Chip packing Raise the uid pressure (for higher than 1.5 MPa). Tighten the screw. Looseness of screws Work within standard conditions. Increase the cutting speed by 10 % within standard conditions. Inappropriate cutting conditions Increase the feed rate by 10 % within standard conditions. Exchange inserts. Failures of inserts Change to internal cutting uid supply from external one. Machining by external uid supply Work by step feed. Use dwell function for 0.1 sec approximately. There is a tendency to shorten the chips when shifting to higher speed and feed. Chips around the central cutting edge Change to internal cutting uid supply from external one. Raise the uid pressure (for higher than 1.5 MPa). Increase the cutting speed by 20 % and lower the feed rate by 20 % within standard conditions. Inappropriate cutting conditions Raise the uid pressure (for higher than 1.5 MPa). Exchange the drill holder. Large failure of drill holders Tighten the screw. Looseness of screws Lower the cutting speed by 20 % within standard conditions. Inappropriate cutting conditionss Increase the feed rate by 10 % within standard conditions. Large wear of inserts Exchange the insert. Change to the machine with higher torque rigidity. Vibration in drilling Change to the clamp method with rigidity. Change the drill setting method. Tighten the screw. Looseness of screws Insufcient machine power and torque Use the range of number of revolutions suited machine spec. Lower the feed rate by 20 ~ 50 %. Exchange inserts before the failure becomes larger. Check the oil-hole plug screw is tightly screwed in place. Check that the uid ows powerfully from the drill. Burned inserts Lower the cutting speed and the feed rate by 20 % within standard conditions. Failures of inserts Exchange the insert. Inappropriate cutting conditions Lower the feed rate by 20 ~ 50 % just before leaving from the workpiece. Fluid supply
Technical Reference
Chip packing
Common
Chatter
15
Others
Machine stop
Large burr
15 27
Technical Reference
Drilling Tools
Nomenclature for gun drill
Secondary clearance angle Oil clearance Primary clearance angle 8~15 Outer cutting angle Inner cutting angle Outer corner Apex point
Chamfer Margin Oiling hole Tip Shank V-ute Driver
Wear surface (Guide pad)
Shank oil hole
Troubleshooting in gun drilling
Trouble Possible causes Countermeasures
Is workpiece clamp loose?
At entry into workpiece
Is the guide bushing not separated from entry surface?
Cause in machine
Is machining under rapid feed? Is alignment of bushing set correctly? Is the shape of bushing correct? Is the gun drill set properly? Is regrinding in order? Is the feed rate too high? Is engaging not slanted? Is workpiece clamp loose? Is the shape of bushing correct? Is the feed speed (vf) uniform? Is number of revolutions uniform?
Cause in drill
Inappropriate cutting condition
Cause in workpiece
Breaking of drill
Cause in machine During drilling
Technical Reference
Cause in drill
Inappropriate cutting condition
Is there an abnormal failure? Is the feed rate (f ) set properly? Change to standard gun drill. Is there chip packing? Is tip length too long? Is selection of guide pad appropriate? Is uid hole clearance excessive? Is the feed rate too high at breaking-through? Is there inclined surface? Is workpiece clamp loose in machining? Is there increase of burnishing torque due to small hole diameter?
Cause in workpiece
Others
At exit from workpiece
Cause in drill
Inappropriate cutting condition
15
Cause in workpiece During retracting Cause in machine
Inappropriate cutting condition
15 28
Technical Reference
Drilling Tools
Troubleshooting in gun drilling
Trouble Possible causes Countermeasures
Is selection of cutting uid correct? Carry out through ltration of cutting uid.
Cause in machine
Is clearance between guide bushing and drilling excessive? Is alignment of bushing set correct? Check concentricity of spindle and guide bushing.
Abnormal wear
Short tool life
In case uid temperature too high, increase tank capacity. Appropriate selection of guide pad. Is regrinding correct?
Cause in drill
Is drill overall length excessive? In case wear too large, regrind the gun drill (or check tool life criterion). Is the cutting speed too high? Is the feed rate (f ) too high? Is the uid pressure too high? Is material quality uniform? Is the shape of bushing correct? Is the feed speed (vf) uniform? Is number of revolutions uniform? Enlarge chip box.
Inappropriate cutting condition
Cause in workpiece
Cause in machine Chip packing
Inappropriate cutting condition
Correct selection of the feed rate (f ). Correct selection of uid amount. Change to machining with standard gun drill. Change the shape of cutting edge so that cores become small . Is material quality uniform? Is cutting edge broken or chipped? Is outer corner wear excessive?
Chip control
Cause in workpiece
Chip entanglement
Cause in drill
Inappropriate cutting condition
Correct selection of the feed rate (f ). Make center hole as large as drilling diameter or smaller than it. Lower uid pressure.
Cause in workpiece
15
15 29
Technical Reference
Technical Reference
Drilling Tools
Troubleshooting in gun drilling
Trouble Possible causes Countermeasures
Is workpiece clamp loose? Use non-water soluble cutting uid. Carry out through ltration of cutting uid.
Rough nish Cause in machine
Is spindle run out too large? Is clearance between guide bushing and drilling excessive? Is the feed speed (vf) uniform? Is number of revolutions uniform? Is there an abnormal failure? Is regrinding correct? Is the feed rate (f ) too high? Is there chip packing? Is clearance between guide bushing and drilling excessive? Is the guide bushing not separated from entry surface? Use non-water soluble cutting uid. Decrease concentrity of guide bushing and spindle. Is there an abnormal failure? Is regrinding correct? Correct selection of the feed rate (f ). Change to machining with standard gun drill. Is there chip packing? Is workpiece clamp loose? Is the guide bushing not separated from entry surface?
Cause in drill
Inappropriate cutting condition
Others
Unacceptable roughness, cylindricity, and oversize
Hole accuracy
Cause in machine
Cause in drill
IInappropriate cutting condition
Cause in workpiece
Others
Cause in machine Bending of hole
Decrease concentrity of guide bushing and spindle. Is clearance between guide bushing and drilling excessive? Change the shape of guide pad. Is regrinding correct? Is the feed rate (f ) too high? Are there faults and unevenness? Is engaging not slanted? Change to machining with standard gun drill.
Cause in drill
Inappropriate cutting condition
Technical Reference
Cause in workpiece
15
15 30
Technical Reference
Drilling Tools
Nomenclature for gun reamer
Guide pad Tip Shank Driver
Corner Margin
Primany clearance angle
Oil hole
Secondary clearance angle
Secondary engage angle Primary engage angle
Troubleshooting in gun reaming
Trouble Possible causes Countermeasures
Increased burnishing torque due to excessively small stock allowance Breaking of reamer Sticking
Chamfer angle small Excessive wear in peripheral cutting edge.
Enlarge chamfer angle and increase stock allowance Reduce cutting speed to prevent peripheral wear of edge Increase lubricity of cutting uid Improve ltering accuracy Change to uid with higher lubricity Increase uid pressure Repair electrical system Improve clamping method of workpiece Reduce uid pressure Increase number of teeth
Faulty ltering of cutting uid Incorrect selection of cutting uid Insufcient cutting uid pressure
Mechanical trouble Excessive feed rate per tooth Excessive chamfer angle Unacceptable surface roughness Too large and
Faulty machining accuracy
Reduce chamfer angle Reduce back taper Improve run out accuracy Improve run out accuracy Remove residual damage completely Reduce uid pressure Increase activity and lubricity of the uid Correct spindle run out and bushing clearance and alignment
Improper tool specications
Excessive back taper Peripheral run out excessive Cutting edge run out is large Residual damage of preceding process Excessive uid pressure Improper selection of cutting uid
Faulty regrinding Improper cutting uid Faulty machine accuracy Faulty clamping of workpiece Faulty machine accuracy
Technical Reference
inconsistent over size
Clamping position wrong Clamping force inadequate Excessive bushing clearance Faulty spindle run out and alignment Outer run out of reamer large Insufcient reamer rigidity
Improper clamping position Increase clamping force Correct bushing clearance Correct spindle run out and alignment Correct peripheral run out Increase reamer rigidity Change clamping position Reduce reamer guide width (margin width) Increase chamfer angle
Defective out-of-roundness
Improper tool specications
15
Faulty clamping position of workpiece Unevenness in wall thickness of workpiece Chamfer angle small Excessive wear in peripheral cutting edge Too high cutting speed Faulty lubricity of cutting uid
Insufcient oversize allowance
Decrease cutting speed Increase lubricating capacity Increase regrinding stock amount
Faulty regrinding (residual damage)
15 31
Technical Reference
Standards on Tapers
Taper shank for machining center (Japan Machine-Tool Builders Association Standard)
7/24 taper 7/24 taper
(unit : mm) Code
D1
46 63 85 100
D2
38 53 73 85
t1
20 25 30 35
t2
8 10 12 15
t3
13.6 16.6 21.2 23.2
t4
2 2 3 3
d1
31.75 44.45 57.15 69.85
d2
14 19 23 27
d3
12.5 17 21 25
L
48.4 65.4 82.8 101.8
1 R (min.)
R 2 (min.)
24 30 38 45
R3
7 9 11 13
g
M12 M16 M20 M24
R 4 (min.)
17 21 26 31
b1
16.1 16.1 19.3 25.7
t5
16.3 22.6 29.1 35.4
BT30 BT40 BT45 BT50
34 43 53 62
HSK Taper Shank (Hollow taper interface with ange contact surface. ISO12164-1:2001(E))
R4
60
R5
R 5
Technical Reference
D1 D
W2
D3
D2(max)
R 3
15
Style A
R2
R1
W1
(unit : mm)
D
32 40 50 63 80 100
D1
24 30 38 48 60 75
D2
26 34 42 53 67 85
D3
37 45 59.3 72.3 88.8 109.75
d
4
1 R
R 2
20
R 3
3.2 4 5 6.3 8 10
R 4
16
R 5
13 17 21 26.5 34 44
W1
9 11 14 18 20 22
W2
7 9 12 16 18 20
HSK-A32 HSK-A40 HSK-A50 HSK-A63 HSK-A80 HSK-A100
16 20 25 32 40 50
26 29
18 20
15 32
Technical Reference
Standards on Tapers
7/24 taper arbor (Conformed to JIS)
R3 R2 R4
D1
D2
d3
7/24 taper
R1 R5 R
d4
d1
60
(unit : mm) NT No.
D1
31.75 44.45 57.15 69.85
d1
17.4 25.3 32.4 39.6
R
70 95 110 130
R 1
50 67 86 105
g
ISO
2 R
R 3
34 43 53 60
d3
16.5 24 30 38
d4
ISO
R 4
6 8 10 11.5
30 40 45 50
M12 M16 M20 M24
24 30 40 45
13 17 21 26
Morse taper shank (Conformed to JIS)
With tang
(unit : mm)
MT. No
0 1 2 3 4 5 6 With thread
D
09.045 12.065 17.780 23.825 31.267 44.399 63.348
a
3 3.5 5 5 6.5 6.5 8
D1 d1
09.2 12.2 18.0 24.1 31.6 44.7 63.8 6.1 9.0 14.0 19.1
(approx) (approx) (max.) (max.) (max.)
R1
R2
d2
6.0 8.7 13.5 18.5 24.5 35.7 51.0
b
3.9 5.2 6.3 7.9 11.9 15.9 19
c
6.5 8.5 10 13 16 19 27
e
10.5 13.5 16 20 24 29 40
R
4 5 6 7 8 10 13
(max.) (max.) (max.)
r
1 1.2 1.6 2 2.5 3 4
56.5 62.0 75.0 94.0
59.5 65.5 80.0 99.0
Technical Reference
25.2 117.5 124.0 36.5 149.5 156.0 52.4 210.0 218.0
(unit : mm)
MT. No
0 1 2 3 4 5 6
D
09.045 12.065 17.780 23.825 31.267 44.399 63.348
a
3 3.5 5 5 6.5 6.5 8
D1
9.2 12.2 18.0 24.1 31.6 44.7 63.8
d
6.4 9.4 14.6 19.8 25.9 37.6 53.9
R5
50 53.5 64 81 102.5 129.5 182
R6
(max.)
d4
(max.)
(approx) (approx) (max.)
d5
M6 M 10 M 12 M 16 M 20 M 24
K
(max.)
t
(max.)
53 57 69 86 109 136 190
6 9 14 19 25 35.7 51
16 24 28 32 40 50
4 5 5 7 9 9 12
15
15 33
Technical Reference
International Tolerance (IT Grades)
International Tolerance (IT Grades)
IT grades shows a tolerance allowable for difference of the diameters of a hole and a shaft. As the number added after IT increases, the tolerance becomes rough. Depending on the basic size, the tolerance value in each grade varies. In the catalog, IT grades are shown as a guide of dimensional dispersion in the diameters of holes machined with the drill. For information, H8 tolerance for a 8.0 hole is 0 to + 0.022 mm, the width of the value is the same as that of IT 8. In the Table shown below, tolerance areas attainable with typical drilling tools are distinguished by using different colours. Solid drills are generally used for machining holes of IT 9 to 12. For machining a hole of better than IT 8, nishing process such as reaming is required. For a hole better than IT 5, high-precision nishing is required. Above description is based on machining of general steel. In practice, the IT grade attained with the tool varies widely depending on the hardness and the composition of the work material.
IT (International Tolerance) Grades
Basic sizes (mm) > 3 6 10 18 30 50 80 120 180 250 315 400 500 630 800 1000 1250 1600 2000 2500 International Tolerance Grades
IT1 IT2 1.2 1.5 1.5 2 2.5 2.5 3 4 5 7 8 9 10 11 13 15 18 21 25 30 36 IT3 2 2.5 2.5 3 4 4 5 6 8 10 12 13 15 16 18 21 24 29 35 41 50 IT4 3 4 4 5 6 7 8 10 12 14 16 18 20 22 25 28 33 39 46 55 68 IT5 4 5 6 8 9 11 13 15 18 20 23 25 27 32 36 40 47 55 65 78 96 IT6 (m) 6 8 9 11 13 16 19 22 25 29 32 36 40 44 50 56 66 73 92 110 135 IT7 10 12 15 18 21 25 30 35 40 46 52 57 63 70 80 90 105 125 150 175 210 IT8 14 18 22 27 33 39 46 54 63 72 81 89 97 110 125 140 165 195 230 280 330 IT9 25 30 36 43 52 62 74 87 100 115 130 140 155 175 200 230 260 310 370 440 540 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 (mm) 40 48 58 70 84 100 120 140 160 185 210 230 250 280 320 360 420 500 600 60 0.1 0.14 0.25 0.4 0.6 0.9 1.1 1.3 1.6 1.9 2.2 2.5 2.9 3.2 3.6 4 4.4 5 5.6 1 1.2 1.5 1.8 2.1 2.5 3 3.5 4 4.6 5.2 5.7 6.3 7 9 1.4 1.8 2.2 2.7 3.3 3.9 4.6 5.4 6.3 7.2 8.1 8.9 9.7 11 14 75 0.12 0.18 0.3 0.48 0.75 0.7 1 1.2 1.4 1.6 2.1 2.3 2.5 2.8 3.2 3.6 4.2 5 6 7
3 6 10 18 30 50 80 120 180 250 315 400 500 630 800 1000 1250 1600 2000 2500 3150
0.8 1 1 1.2 1.5 1.5 2 2.5 3.5 4.5 6 7 8 9 10 11 13 15 18 22 26
90 0.15 0.22 0.36 0.58 110 0.18 0.27 0.43 160 0.25 0.39 0.62 190 250 0.3 0.46 0.74 0.4 0.63 1 1.3 1.4 220 0.35 0.54 0.87 130 0.21 0.33 0.52 0.84
290 0.46 0.72 1.15 1.85 320 0.52 0.81 360 0.57 0.89 440 500 560 0.7 0.9
400 0.63 0.97 1.55 1.1 1.75 2 2.3 2.6 3.1 3.7 4.4 5.4 1.4 0.8 1.25
8 12.5
660 1.05 1.65 780 1.25 1.95 920 1.5 2.1 2.3 2.8 3.3
6.6 10.5 16.5 7.8 12.5 19.5 9.2 15 21 23 28 33 11 17.5
Technical Reference
700 1100 1.75 860 1350
8.6 13.5
Tolerance area requiring nishing process such as with a reamer.
Tolerance area attainable with a solid drill.
Tolerance area attainable with an indexable drill.
15
15 34
Technical Reference
Deviations of Shafts to be Used in Commonly Used Fits.
Deviations of Shafts to be Used in Commonly Used Fits.
Basic size step (mm)
(JIS B0401 extrac)
Tolerance zone class of shaft (m)
e9 f6 6 12 10 18 13 22 16 27 f7 6 16 10 22 13 28 16 34 f8 6 20 10 28 13 35 16 43 g5 2 6 4 9 5 11 6 14 g6 2 8 4 12 5 14 6 17 h5 0 4 0 5 0 6 0 8 h6 0 6 0 8 0 9 0 11 h7 0 10 0 12 0 15 0 18 h8 0 14 0 18 0 22 0 27 h9 0 25 0 30 0 36 0 43 js5 2 2.5 3 js6 3 4 4.5 js7 5 6 7 k5 +4 0 +6 +1 +7 +1 +9 +1 k6 +6 0 +9 +1 +10 +1 +12 +1
>
3 6 10 14 18 24 30 40 50 65 80 100
3 6 10 14 18 24 30 40 50 65 80 100 120
14 39 20 50 25 61 32 75
5.5
40 92
20 33
20 41
20 53
7 16
7 20
0 9
0 13
0 21
0 33
0 52
4.5
6.5
10
+11 +2
+15 +2
50 112
25 41
25 50
25 64
9 20
9 25
0 11
0 16
0 25
0 39
0 62
5.5
12
+13 +2
+18 +2
60 134
30 49
30 60
30 76
10 23
10 29
0 13
0 19
0 30
0 46
0 74
6.5
9.5
15
+15 +2
+21 +2
72 159
36 58
36 71
36 90
12 27
12 34
0 15
0 22
0 35
0 54
0 87
7.5
11
17
+18 +3
+25 +3
In every step given in the table, the value on the upper side shows the upper deviation and the value on the lower side, the lower deviation.
Deviations of Holes to be Used in Commonly Used Fits. (JIS B0401 extrac)
Basic size step (mm)
Tolerance zone class of hole (m)
E7 E8 +28 +14 +38 +20 +47 +25 +59 +32 E9 +39 +14 +50 +20 +61 +25 +75 +32 F6 +12 +6 +18 +10 +22 +13 +27 +16 F7 +16 +6 +22 +10 +28 +13 +34 +16 F8 +20 +6 +28 +10 +35 +13 +43 +16 G6 +8 +2 +12 +4 +14 +5 +17 +6 G7 +12 +2 +16 +4 +20 +5 +24 +6 H6 +6 0 +8 0 +9 0 +11 0 H7 +10 0 +12 0 +15 0 +18 0 H8 +14 0 +18 0 +22 0 +27 0 H9 +25 0 +30 0 +36 0 +43 0 H10 +40 0 +48 0 +58 0 +70 0 JS6 3 4 4.5 JS7 5 6 7 K6 0 6 +2 6 +2 7 +2 9 K7 0 10 +3 9 +5 10 +6 12
>
3 6 10 14 18 24 30 40 50 65 80 100
3 6 10 14 18 24 30 40 50 65 80 100 120
+24 +14 +32 +20 +40 +25 +50 +32
Technical Reference
5.5
+61 +40
+73 +40
+92 +40
+33 +20
+41 +20
+53 +20
+20 +7
+28 +7
+13 0
+21 0
+33 0
+52 0
+84 0
6.5
10
+2 11
+6 15
15
+75 +50 +89 +112 +50 +50 +41 +25 +50 +25 +64 +25 +25 +9 +34 +9 +16 0 +25 0 +39 0 +62 +100 0 0 8 12 +3 13 +7 18 +90 +60 +106 +134 +60 +60 +49 +30 +60 +30 +76 +30 +29 +10 +40 +10 +19 0 +30 0 +46 0 +74 +120 0 0 +4 15 +9 21
9.5
15
+107 +72
+126 +159 +72 +72
+58 +36
+71 +36
+90 +36
+34 +12
+47 +12
+22 0
+35 0
+54 0
+87 +140 0 0
11
17
+4 18
+10 25
In every step given in the table, the value on the upper side shows the upper deviation and the value on the lower side, the lower deviation.
15 35
Technical Reference
Bolt Hole Diameters
Guideline for bolt hole diameters
A bolt hole diameter is determined as a thread diameter plus some clearance.
Counterboring diameter
Bolt hole diameter
Ch
am
fer
wid
th
Threaded part, M6 Nominal thread size: 6
Bolt hole diameter
Nominal thread size 1 1.2 1.4 1.6 1.7 1.8 2 2.2 2.3 2.5 2.6 3 3.5 4 4.5 5 6 7 8 10 12 14 16 18 20 22 24 27 Class 1 1.1 1.3 1.5 1.7 1.8 2 2.2 2.4 2.5 2.7 2.8 3.2 3.7 4.3 4.8 5.3 6.4 7.4 8.4 10.5 13 15 17 19 21 23 25 28 Bolt hole diameter Class 2 1.2 1.4 1.6 1.8 2 2.1 2.4 2.6 2.7 2.9 3 3.4 3.9 4.5 5 5.5 6.6 7.6 9 11 13.5 15.5 17.5 20 22 24 26 30 Class 3 1.3 1.5 1.8 2 2.1 2.2 2.6 2.8 2.9 3.1 3.2 3.6 4.2 4.8 5.3 5.8 7 8 10 12 14.5 16.5 18.5 21 24 26 28 32 Chamfer width 0.2 0.2 0.2 0.2 0.2 0.2 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.4 0.4 0.4 0.4 0.4 0.6 0.6 1.1 1.1 1.1 1.1 1.2 1.2 1.2 1.2
(Unit: mm)
Counterboring diameter 3 4 4 5 5 5 7 8 8 8 8 9 10 11 13 13 15 18 20 24 28 32 35 39 43 46 50 55
15
15 36
Technical Reference
Technical Reference
Symbols of Metals
Carbon steel and alloy steels for structural use
Japan Type JIS
S10C C10 C15E4 C15M2 C25 C25E4 C25M2 C30 C30E4 C30M2 C35 C35E4 C35M2 C40 C40E4 C40M2 C45 C45E4 C45M2 C50 C50E4 C50M2 C55 C55E4 C55M2 C60 C60E4 C60M2 1049 1050 1053 1055 1059 1060 C55 C55E C55R C60 C60E C60R
International ISO
1010
U.S.A. AISI SAE
Great Britain BS BS/EN
C10 C10E C10R C15 C15E C15R C22, C22E C22R C25 C25E C25R C30 C30E C30R C35 C35E C35R C40 C40E C40R 080A42 C45 C45E C45R
Other countries Germany DIN DIN/EN
C10E C10R C15E C15R C22 C22E C22R C25 C25E C25R C30 C30E C30R C35 C35E C35R C40 C40E C40R C45 C45E C45R
France NF NF/EN
C10E C10R C15E C15R C22 C22E C22R C25 C25E C25R C30 C30E C30R C35 C35E C35R C40 C40E C40R C45 C45E C45R
Russia
OCT
S15C
1015
S20C
1020
S25C
1025
30 35 40 40 45 45 50 50 60
S30C
1030
Carbon steel
S35C
1035 1039 1040 1042 1043 1045 1046
S40C S43C S45C S48C S50C S53C S55C
C50 C50E C50R C55 C55E C55R C60 C60E C60R C50 C50E C50R
C50 C50E C50R C55 C55E C55R C60 C60E C60R
S58C
Japan Type JIS
Nickel chromium steel
International ISO
15NiCr13 20NiCrMo2 20NiCrMoS2 41CrNiMo2 41CrNiMoS2
U.S.A. AISI SAE
8615 8617(H) 8620(H) 8622(H) 8637 8640 4320(H) 4340
Great Britain BS BS/EN
15NiCr13 20NiCrMo2-2 20NiCrMoS2-2
Other countries Germany DIN DIN/EN
15NiCr13 20NiCrMo2-2 20NiCrMoS2-2
France NF NF/EN
15NiCr13 20NiCrMo2-2 20NiCrMoS2-2
Russia
OCT
40XH
SNC236 SNC415(H) SNC631(H) SNC815(H) SNC836 SNCM220
Technical Reference
30XH3A
Alloy steel
SNCM240
Nickel SNCM415 chromium SNCM420(H) molybdenum SNCM431 steel
20XH2M(20XHM)
SNCM439 SNCM447 SNCM616 SNCM625 SNCM630 SNCM815
15
Note: The above chart is based on published data and not authorized by each manufacturer.
15 37
Technical Reference
Symbols of Metals
Stainless steel, heat resistant steel
Japan Type JIS
SCr415(H) SCr420(H) SCr430(H)
Chromium steel
International ISO
20Cr4(H) 20CrS4 34Cr4 34CrS4 34Cr4 34CrS4 37Cr4 37CrS4 37Cr4 37CrS4 41Cr4 41CrS4 18CrMo4 18CrMoS4 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4 22Mn6(H) 36Mn6(H) 42Mn6(H) 41CrAlMo74
U.S.A. AISI SAE
5120(H) 5130(H) 5132(H) 5132
Great Britain BS BS/EN
17Cr3 17CrS3 34Cr4 34CrS4 37Cr4 37CrS4 530M40 41Cr4 41CrS4
Other countries Germany DIN DIN/EN
17Cr3 17CrS3 34Cr4 34CrS4 37Cr4 37CrS4
France NF NF/EN
17Cr3 17CrS3 34Cr4 34CrS4 37Cr4 37CrS4
Russia
OCT
15X 15XA 20X 30X
SCr435(H)
35X
SCr440(H) SCr445(H) SCM415(H) SCM418(H)
5140(H) 4130 4137(H) 4140(H) 4142(H) 4145(H) 4147(H) 1522(H) 1534 1541(H) 1541(H)
41Cr4 41CrS4 18CrMo4 18CrMoS4 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4
41Cr4 41CrS4 18CrMo4 18CrMoS4 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4
40X 45X 20XM 20XM 30XM 30XMA 35XM 302 352 352 402 402 452
Alloy steel
SCM420(H) SCM430
Chromium SCM432 molybdenum SCM435(H) steel
18CrMo4 18CrMoS4 708M20(708H20) 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4
SCM440(H) SCM445(H) SMn420(H)
Manganese steel and manganese chromium steel
SMn433(H) SMn438(H) SMn443(H) SMnC420(H) SMnC443(H)
Aluminium chromium molybdenum SACM645 steel
Stainless steel, heat resistant steel
Japan International ISO
Technical Reference
Type JIS
SUS201 SUS202 SUS301 SUS301L SUS301J1 SUS302 SUS302B SUS303 SUS303Se Austenitic SUS303Cu SUS304 SUS304L SUS304N1 SUS304N2 SUS304LN SUS304J1 SUS304J2 SUS304J3 SUS305
U.S.A. AISI UNS SAE
201 202 301
Great Britain BS BS/EN
284S16 301S21
Other countries Germany DIN DIN/EN
X12CrNi17-7 X2CrNiN18-7 X12CrNi17-7
France NF NF/EN
Z12CMN17-07Az Z11CN17-08
Russia
OCT
12X179AH4 07X16H6
X12CrMnNiN17-7-5 S20100 X12CrMnNiN18-9-5 S20200 X10CrNi18-8 S30100 X2CrNiN18-7 S30200 S30215 S30300 S30323 S30400 S30403 S30451 S30452 S30453
Stainless steel
X12CrNiSi18-9-3 X10CrNiS18-9
302 302B 303 303Se 304 304L 304N 304LN
302S25 303S21 303S41 304S31 304S11 X10CrNiS18-9
Z12CN18-09 Z8CNF18-09
12X18H9
12X18H10E X5CrNi18-10 X2CrNi19-11 Z7CN18-09 Z3CN19-11 Z6CN19-09Az Z3CN18-10Az 08X18H10 03X18H11
15
X5CrNi18-9 X2CrNi18-9 X5CrNiN18-8 X2CrNiN18-9
X2CrNiN18-10
X6CrNi18-12
S30431 S30500
S30431 305
305S19
X5CrNi18-12
Z8CN18-12
06X18H11
Note: The above chart is based on published data and not authorized by each manufacturer.
15 38
Technical Reference
Symbols of Metals
Stainless steel, heat resistant steel
Japan Type JIS
SUS305J1 SUS309S SUS310S SUS315J1 SUS315J2 SUS316 SUS316F SUS316L
International ISO
U.S.A. AISI UNS SAE
S30908 S31008 309S 310S
Great Britain BS BS/EN
310S31
Other countries Germany DIN DIN/EN
France NF NF/EN
Z10CN24-13 Z8CN25-20
Russia
OCT
10X23H18
X6CrNi25-21
X5CrNiMo17-12-2 X3CrNiMo17-12-3 X2CrNiMo17-12-2 X2CrNiMo17-12-3 X2CrNiMo18-14-3
S31600
316
316S31
X5CrNiMo17-12-2 X5CrNiMo17-13-3 X2CrNiMo17-13-2 X2CrNiMo17-14-3
Z7CND17-12-02 Z6CND18-12-03 Z3CND17-12-02 Z3CND17-12-03
S31603
316L
316S11
03X17H14M3
SUS316N SUS316LN
Austenitic SUS316Ti
SUS316J1 SUS316J1L SUS317 SUS317L SUS317LN SUS317J1 SUS317J2 SUS317J3L SUS836L SUS890L SUS321 SUS347 SUS384 SUSXM7 SUSXM15J1 SUS329J1 Austenitic SUS329J3L Ferritic SUS329J4L SUS405 SUS410L SUS429 SUS430 SUS430F SUS430LX SUS430J1L SUS434 SUS436L SUS436J1L SUS444 SUS445J1 SUS445J2 SUS447J1 SUSXM27 SUS403 SUS410 SUS410S SUS410F2 SUS410J1 SUS416 SUS420J1 SUS420J2 Martensitic SUS420F SUS420F2 SUS429J1 SUS431 SUS440A SUS440B SUS440C SUS440F Precipitation SUS630 hardening SUS631 type SUS631J1
S31651 X2CrNiMoN17-11-2 S31653 X2CrNiMoN17-12-3 X6CrNiMoTi17-12-2 S31635
316N 316LN
X2CrNiMoN17-12-2 Z3CND17-11Az X2CrNiMoN17-13-3 Z3CND17-12Az X6CrNiMoTi17-12-2 Z6CNDT17-12
08X17H13M2T
S31700 X2CrNiMo19-14-4 S31703 X2CrNiMoN18-12-4 S31753
317 317L
317S16 317S12
X2CrNiMo18-16-4
Z3CND19-15-04 Z3CND19-14Az
Stainless steel
N08367 N08904 S32100 S34700 S38400 S30430 S38100 S32900 X2CrNiMoN22-5-3 S31803 X2CrNiMoCuN25-6-3 S32250 X6CrAl13 S40500 X1CrNiMoCu25-20-5 X6CrNiTi18-10 X6CrNiNb18-10 X3NiCr18-16 X3CrNiCu18-9-4 S42900 S43000 S43020 S43035
N08904 321 347 384 304Cu 329 31803 32250 405 429 430 430F
904S14 321S31 347S31 394S17
X6CrNiTi18-10 X6CrNiNb18-10
Z2NCDU25-20 Z6CNT18-10 Z6CNNb18-10 Z6CN18-16 Z2CNU18-10 Z15CNS20-12 Z3CNDU22-05Az Z3CNDU25-07Az Z8CA12 Z3C14 Z8C17 Z8CF17 Z4CT17 Z4CNb17 Z8CD17-01
08X18H10T 08X18H12
08X21H6M2T
405S17
X6CrAl13
Ferritic
X6Cr17 X7CrS17 X3CrTi17 X3CrNb17 X2CrTi17 X6CrMo17-1 X1CrMoTi16-1 X2CrMoTi18-2
430S17
X6Cr17 X7CrS18 X6CrTi17 X6CrNb17 X6CrMo17-1
12X17
S43400 S43600 S44400
434 436 444
434S17
Z3CDT18-02
Technical Reference
X12Cr13 X6Cr13
S44700 S44627 S40300 S41000 S41008 S41025 S41600 S42000 S42000 S42020
Z1CD26-01 403 410 410S 410S21 403S17 X10Cr13 X6Cr13 Z13C13 Z8C12
08X13
X12CrS13 X20Cr13 X30Cr13 X29CrS13
416 420 420 420F
416S21 420S29 420S37
X20Cr13 X30Cr13
Z11CF13 Z20C13 Z33C13 Z30CF13
20X13 30X13
X19CrNi16-2 X70CrMo15 X105CrMo17 X5CrNiCuNb16-4 X7CrNiAl17-7
S43100 S44002 S44003 S44004 S44020 S17400 S17700
431 440A 440B 440C S44020 S17400 S17700
431S29
X20CrNi17-2
Z15CN16-02 Z70C15 Z100CD17 Z6CNU17-04 Z9CNA17-07
20X17H2
15
95X18 09X17H7
X7CrNiAl17-7
Note: The above chart is based on published data and not authorized by each manufacturer.
15 39
Technical Reference
Symbols of Metals
Japan Type JIS
SUH31 SUH35 SUH36 SUH37 SUH38 Austenitic SUH309 SUH310 SUH330 SUH660 SUH661 SUH21 SUH409 Ferritic SUH409L SUH446 SUH1 SUH3 SUH4 Martensitic SUH11 SUH600 SUH616
International ISO
U.S.A. AISI UNS SAE
S63008 S63017 S30900 S31000 N08330 S66286 R30155 309 310 N08330
Great Britain BS BS/EN
331S42 349S52 349S54 381S34 309S24 310S24
Other countries Germany DIN DIN/EN
X53CrMnNi21-9
France NF NF/EN
Z35CNWS14-14 Z52CMN21-09Az Z55CMN21-09Az
Russia
OCT
45X14H14B2M 55X209 AH4
Heat resistant steel
CrNi2520
Z15CN24-13 Z15CN25-20 Z12NCS35-16 Z6NCTV25-20
20X25H20C2
X6CrTi12 X2CrTi12
S40900 S44600 S65007
409 446
409S19
CrAl1205 X6CrTi12
401S45 443S65
X45CrSi9-3
Z6CT12 Z3CT12 Z12C25 Z45CS9 Z40CSD10 Z80CSN20-02
15X28 40X10C2M 40X9C2 20X12BHMP
S42200
Tool steel
Japan Type JIS
SK140 SK120 SK105 SK95 SK90 SK85 SK80 SK75 SK70 SK65 SK60 SKH2 SKH3 SKH4 SKH10 SKH40 SKH50 SKH51 SKH52 SKH53 SKH54 SKH55 SKH56 SKH57 SKH58 SKH59 SKS11 SKS2 SKS21 C120U C105U C90U C80U C70U HS18-0-1 HS6-5-3-8 HS1-8-1 HS6-5-2 HS6-6-2 HS6-5-3 HS6-5-4 HS6-5-2-5 HS10-4-3-10 HS2-9-2 HS2-9-1-8
International ISO
U.S.A. AISI ASTM
W1-11 1/2 W1-10 W1-9 W1-8 T1 T4 T5 T15 M2 M3-1 M3-2 M4 M36 M7 M42 F2
Japan Type JIS
SKS5 SKS51 SKS7 SKS81 SKS8 SKS4 SKS41 SKS43 SKS44 SKS3 SKS31 SKS93 SKS94 SKS95 SKD1 SKD2 SKD10 SKD11 SKD12 SKD4 SKD5 SKD6 SKD61 SKD62 SKD7 SKD8 SKT3 SKT4 SKT6
International ISO
105V X210Cr12 X210CrW12 X153CrMoV12 X100CrMoV5 X30WCrV9-3 X40CrMoV5-1 X35CrWMoV5 32CrMoV12-28 38CrCoWV18-17-17 55NiCrMoV7 45NiCrMo16 L6
U.S.A. AISI ASTM
W2-9 1/2 W2-8 1/2 D3 D2 A2 H21 H11 H13 H12 H10 H19
Carbon tool steel
Alloy tool steel
Technical Reference
High speed steel
Alloy tool steel
15
Special use steels
Japan Type JIS
SUM11 SUM12 SUM21 SUM22 SUM22L Free cutting SUM23 carbon steels SUM23L SUM24L SUM25 SUM31 SUM31L
International ISO
9S20 11SMn28 11SMnPb28 11SMnPb28 12SMn35 1110 1109 1212 1213
U.S.A. AISI ASTM Type
Japan JIS
SUM32 SUM41 Free cutting carbon steels SUM42
International ISO
44SMn28 B1 B2 1137 1141 1144
U.S.A. AISI ASTM
1215 12L14 1117
High carbon chromium
SUM43 SUJ1 SUJ2 SUJ3
52100 ASTM A 485 Grade 1
SUJ4 SUJ5
Note: The above chart is based on published data and not authorized by each manufacturer.
15 40
Technical Reference
Symbols of Metals
Casting or forging steels
Japan Type JIS
Carbon steel SC casting
Steel casting for welded structure
International ISO
U.S.A. AISI ASTM
Great Britain BS BS/EN
A1, A2 A4 309C30, 310C45, 330C12 A1, A2, B1, B2, B3, B4, B5, B7 AL1, BL2 EN-GJL-
Other countries Germany DIN DIN/EN
GS G20Mo5, G17CrMo5-5, G17CrMo5-10 EN-GJL-
France NF NF/EN
GE230, GE280, GE320 GE230, GE280 GX40NiCrNb45-35, GX50NiCrCoW35-25-15-5 G17CrMo9-10, GX15CrMo5, GP240GH, GP280GH FB-M, FC1-M, FC2-M,FC3-M EN-GJLB
Russia
OCT
SCW
Casting steel
Heat resisting SCH steel casting Steel casting for high temperature SCPH and high pressure service
Steel casting for low temperature and high pressure service
200-400, 230-450, U270-480 200-400W, 230-450W, WCA, WCB, WCC 270-480W, 340-550W GX40CrSi24, GX40CrNiSi22-10, Grade HC, HD, HF GX40NiCrSi38-19 Grade WC1, WC6, WC9 Grade LCB, LC1, LC2, LC3 No.20,25,30,35, 40,45,50
SCPL FC
100,150,200,250, 300,350 700-2, 600-3, 500-7, 450-10, 400-15, 400-18, 350-22
Grey iron casting Casting iron
Spheroidal graphite iron FCD casting Austempered spheroidal graphite iron FCAD casting Austenitic iron casting
60-40-18, 65-45-12, 8-55-06, 100-70-03, EN-GJS120-90-02 Type 1, 2, Type D-2, D-3A Class 1, 2 EN-GJSF1, F2, S2W, S5S C22, C25, C30, C35, C40, C45, C50, C55, C60
EN-GJS-
EN-GJS-
EN-GJS-
EN-GJS-
FCAFCDA-
L-, S-
GGL-, GGG-
L-, S-
Forging steel
Carbon steel SF forging for general use Chromium molybdenum steel forgings SFCM for general use Nickel Chromium molybdenum SFNCM steel forgings for general use
Class A, B, C, D, E, F Class E, F, G, I Grade 3A, 4 Class G, J, K, L, M Class G, H, I, J Class 3A, 4, 5, 6 Class K, L, M
P285, P355
P245, P280, P305
Non-ferrous alloys
Japan Type JIS
Copper alloy casting Brass casting High strength brass casting
International ISO
C85400 C85700 C86500 C86400 C86200 C86300 C84400 C90300 C90500 C83600 C92200 C90700 C90800 C95200 C95400 C95410 C95800 C95700 C87500 C87400
U.S.A. ASTM SAE
Other countries Great Britain BS BS/EN
Germany DIN DIN/EN
Bronze casting
Phosphor bronze casting
CAC101 CAC102 CAC103 CAC201 CAC202 CAC203 CAC301 CAC302 CAC303 CAC304 CAC401 CAC402 CAC403 CAC406 CAC407 CAC502A CAC502B CAC503A CAC503B CAC701 CAC702 CAC703 CAC704 CAC801 CAC802 CAC803
Copper alloy, Nickel alloy
Cu-C(CC040AgrodeC) Cu-C(CC040AgrodeA,B) CuZn15As-C(CC760S) CuZn33Pb2-C(CC750S) CuZn39Pb1-C(CC754S) CuZn35Mn2Al1Fe-C(CC765S) CuZn34Mn3Al2Fe1-C(CC764S) CuZn25Al5Mn4Fe3-C(CC762S) CuZn25Al5Mn4Fe3-C(CC762S) CuSn3Zn8Pb5-C(CC490K) CuSn5Zn5Pb5-C(CC490K) CuSn10-C(CC480K) CuSn12-C(CC483K) CuAl10Fe2-C(CC331G) CuAl10Ni3Fe2-C(CC332G) CuAl10Fe5Ni5-C(CC333G) CuZn16Si4-C(CC761S)
15
Technical Reference
Aluminium bronze casting Silicon bronze castings
Note: The above chart is based on published data and not authorized by each manufacturer.
15 41
Technical Reference
Symbols of Metals
Japan Type JIS
AC1B AC2A AC2B AC3A AC4A AC4B AC4C AC4CH AC4D AC5A AC7A AC8A AC8B AC8C AC9A AC9B ADC1 ADC3 ADC5 ADC6 ADC10 ADC10Z ADC12 ADC12Z ADC14 MC5 MC6 MC7 MC8 MC9 MC10 MD1A MDC1B MDC1D MDC2B
International ISO
Al-Cu4MgTi Al-Si8Cu3 Al-Si7Mg(Fe) Al-Si7Mg0.3 Al-Cu4Ni2Mg2 Al-Si12CuNiMg MgRE3Zn2Zr MgAg3RE2Zr MgZn4RE1Zr MgAl9Zn1(A) MgAl6Mn 204.0
U.S.A. ASTM SAE
319.0 333.0 356.0 A356.0 355.0 242.0 514.0 332.0 A413.0 A360.0 518.0 A380.0 383.0 B390.0 AM100A ZK51A ZK61A EZ33A QE22A ZE41A AZ91A AZ91B AZ91D AM60B
Other countries Great Britain Germany BS DIN BS/EN DIN/EN
EN AC-2100 EN AC-44100 EN AC-46200 EN AC-42000 EN AC-42100 EN AC-45300 EN AC-48000 EN MC65120 EN MC65210 EN MC35110 G-A9Z1Y4 EN MC21120 EN MC21320
France NF NF/EN
Aluminium alloy Magnesium alloy
Aluminium alloy ingots for casting
Aluminium alloy die casting
Magnesium alloy casting
Magnesium alloy die casting
Japan Type JIS
A5052S A5454S A5083S Aluminium A5086S alloy A6061S extruded A6063S shapes A7003S A7N01S A7075S
International ISO
AlMg4.5Mn0.7 AlMg1SiCu AlMg0.7Si AlZn5.5MgCu 5052 5454 5083 5086 6061 6063
U.S.A. ASTM AA
Other countries Great Britain Germany BS DIN BS/EN DIN/EN
EN AW-5052 EN AW-5454 EN AW-5083 EN AW-5086 EN AW-6061 EN AW-6063 EN AW-7003 EN AW-7075
France NF NF/EN
Technical Reference
Aluminium alloy
7075
Note: The above chart is based on published data and not authorized by each manufacturer.
15
15 42
Technical Reference
Approximate Conversion Table of Hardness
Approximate conversion value for Brinell hardness.
HB Brinell, 10mm ball, Load 3000kg Standard ball Tungsten carbide ball HV Rockwell HRB HRC B Scale, C Scale, A Scale, Load 100kg, Load Load 60kg, Diameter 150kg, Brale 1/16 in. brale Diamond Steel ball diamond Vickers Shore HRA HRD D Scale, Load 100kg, Brale Diamond Approx. tensile strength (Mpa) HS HB Brinell, 10mm ball, Load 3000kg Standard ball Tungsten carbide ball
(The source: JIS HB Ferrous Materials and Metallurgy I -2005)
HV Rockwell HRB HRC B Scale, C Scale, A Scale, Load 100kg, Load Load 60kg, Diameter 150kg, Brale 1/16 in. brale Diamond Steel ball diamond Vickers Shore HRA HRD D Scale, Load 100kg, Brale Diamond Approx. tensile strength (Mpa) HS
(495) (477) (461) 444
(767) (757) (745) (733) (722) (712) (710) (698) (684) (682) (670) (656) (653) (647) (638) 630 627 601 578 555 534 514 495 477 461 444
940 920 900 880 860 840 820 800 780 760 740 737 720 700 697 690 680 670 667 677 640 640 615 607 591 579 569 553 547 539 530 528 516 508 508 495 491 491 474 472 472
85.6 85.3 85.0 84.7 84.4 84.1 83.8 83.4 83.0 82.6 82.2 82.2 81.8 81.3 81.2 81.1 80.8 80.6 80.5 80.7 79.8 79.8 79.1 78.8 78.4 78.0 77.8 77.1 76.9 76.7 76.4 76.3 75.9 75.6 75.6 75.1 74.9 74.9 74.3 74.2 74.2
68.0 67.5 67.0 66.4 65.9 65.3 64.7 64.0 63.3 62.5 61.8 61.7 61.0 60.1 60.0 59.7 59.2 58.8 58.7 59.1 57.3 57.3 56.0 55.6 54.7 54.0 53.5 52.5 52.1 51.6 51.1 51.0 50.3 49.6 49.6 48.8 48.5 48.5 47.2 47.1 47.1
76.9 76.5 76.1 75.7 75.3 74.8 74.3 73.8 73.3 72.6 72.1 72.0 71.5 70.8 70.7 70.5 70.1 69.8 69.7 70.0 68.7 68.7 67.7 67.4 66.7 66.1 65.8 65.0 64.7 64.3 63.9 63.8 63.2 62.7 62.7 61.9 61.7 61.7 61.0 60.8 60.8
97 96 95 93 92 91 90 88 87 86 84 83 81 80 79 77 75 73 71 70 68 66 65 63
429 415 401 388 375 363 352 341 331 321 311
429 415 401 388 375 363 352 341 331 321 311 302 293 285 277 269 262 255 248 241 235 229 223 217 212 207 201 197 192 187 183 179 174 170 167 163 156 149 143 137 131 126 121 116 111
455 440 425 410 396 383 372 360 350 339 328 319 309 301 292 284 276 269 261 253 247 241 234 228 222 218 212 207 202 196 192 188 182 178 175 171 163 156 150 143 137 132 127 122 117
73.4 72.8 72.0 71.4 70.6 70.0 69.3 68.7 68.1 67.5 66.9 66.3 65.7 65.3 64.6 64.1 63.6 63.0 62.5 61.8 61.4 60.8
(110.0) (109.0) (108.5) (108.0) (107.5) (107.0) (106.0) (105.5) (104.5) (104.0) (103.0) (102.0) (101.0) 100.0 99.0 98.2 97.3 96.4 95.5 94.6 93.8 92.8 91.9 90.7 90.0 89.0 87.8 86.8 86.0 85.0 82.9 80.8 78.7 76.4 74.0 72.0 69.8 67.6 65.7
45.7 44.5 43.1 41.8 40.4 39.1 37.9 36.6 35.5 34.3 33.1 32.1 30.9 29.9 28.8 27.6 26.6 25.4 24.2 22.8 21.7 20.5 (18.8) (17.5) (16.0) (15.2) (13.8) (12.7) (11.5) (10.0) (9.0) (8.0) (6.4) (5.4) (4.4) (3.3) (0.9)
59.7 58.8 57.8 56.8 55.7 54.6 53.8 52.8 51.9 51.0 50.0 49.3 48.3 47.6 46.7 45.9 45.0 44.2 43.2 42.0 41.4 40.5
61 59 58 56 54 52 51 50 48 47 46 45 43 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 23 22 21 20 19 18 15
1510 1460 1390 1330 1270 1220 1180 1130 1095 1060 1025 1005 970 950 925 895 875 850 825 800 785 765 725 705 690 675 655 640 620
302 293 285 277 269
2055 2015 1985 1915 1890 1855 1825 1820
262 255 248 241 235 229 223 217 212 207 201 197 192 187 183 179 174 170 167 163
Technical Reference
615 600 585 570 560 545 525 505 490 460 450 435 415 400 385
1780 1740 1740 1680 1670 1670 1595 1585 1585
156 149 143 137 131 126 121 116 111
15
Note : Figures in ( ) are not commonly used.
15 43
Technical Reference
Surface Roughness
(According to JIS B 0601, 2001 and its explanation.)
Type
Symbol
How to determine Ra means the value obtained by the following
Example (Fig.)
Arithmetic mean roughness
Ra
formula and expressed in micrometer (m) when sampling only the reference length from the roughness curve in the direction of mean line, taking X-axis in the direction of mean line and Y-axis in the direction of longitudinal magnication of this sampled part and the roughness curve is expressed by y- f (x):
where, R: reference length Rz shall be that only the reference length is sampled from the roughness curve in the direction of mean line, the distance between the top of prole peak line and the bottom of prole valley line on this sampled portion is measured in the longitudinal magnication direction of roughness curve and the obtained value is expressed in micrometer (m).
Maximum height
Rz
Ten point mean roughness
RzJIS
RzJIS shall be that only the reference length is sampled from the roughness curve in the direction of its mean line, the sum of the average value of absolute values of the heights of five highest prole peaks (Zp) and the depths of ve deepest profile valleys ( Zv ) measured in the vertical magnication direction from the mean line of this sampled portion and this sum is expressed in micrometer (m)
where, Zp1, Zp2, Zp3, Zp4, Zp5 : altitudes of the heights of ve highest prole peaks of the sampled portion corresponding to the reference length l where, Zv1, Zv2, Zv3, Zv4, Zv5 : altitudes of the depths of ve deepest prole valleys of the sampled portion corresponding to the reference length l
15
15 44
Technical Reference
Technical Reference
Grade Comparison Charts
CVD Coated Grades
Application code T9105 P01 T9105 P10 T9115 Tungaloy Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool HG8010
Dijet
NTK
Seco Tool
Kennametal KC9315 KCP05
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
UE6105 AC700G GC4205 UE6005 UE6105 AC700G GC4205 UE6005 UE6110 AC820P GC4215 AC2000 GC3115
CA5505
JC110V
CP7
TP1000
IC428 IC9150 IC8150 IC8150 IC9015 IC9150 IC9250 IC520M IC8250 IC9015 IC9025 IC9150 IC8350 IC9025 IC9350 IN6520 IN6530 IN6520 IN6520
TT1300
TN7005
WPP01
CA5505
HG8010
JC110V
CP7 CP5
TP1000 TP2000 TP2500
KC9110 KC9315 KCP10 KCP25 KC9110 KC9215 KC9225 KC9325
TT1300 TT7310 TT7400 TT3500 TT5100 TT7400 KT7300 TT7800 TT3500 TT5100 TT7400 KT7300
TN7010 TN7015 TN2510 TN7015 TN7025 TN7525
WPP05 CTC1110 WPP10 CTC1115 WTA33 CTC3110 WXK25 TCC410 WPP20 CTC1110 WAM10 CTC1115 WAP20 CTC1125 WTA43 CTC1130
CA5515 GM8020 JC215V JC730U CA5515 HG8010 JC110V
T9115 T9125 P20
Steel
UE6010 UE6110 UE6020 UE6010
ACP100 GC1515 AC820P GC4215 AC2000 GC4220
CP7 CP5
T200M TP2000 TP2500 TP200 TM2000
CA5525 GM8020 JC215V CA5025 GM8025 JC325V GX2030 JC730U JC215V JC325V
ACP200 GC4225
T9125 T9135 P30 T3130
UE6020 UE6035
AC830P GC4225 AC3000 GC4230
CA5525 CA5535
HG8025 GM25
CP5
MP2500 TP2500 KC9125 TP3000 KU30T
TN7025 TN7035 TN450 TN7435 TN7535 TN7035 TN450 TN7435 TN7535 TN7525 TN7025 TN8025 TN7525 TN7535
WKP25 CTC1425 WPP30 CTC1125 WAK30 CTC1130 WAP30 CTC1135 WTA43 CTC1425 WKP25 WPP30 CTC1135 WAP30 CTC1435 WTP30 CTC2135 WKP35 WAM10 CTC1110 WAM20 CTC1115 WAM10 CTC1115 WAM20 CTC1125 CTC1130 CTC1135 CTC1425 WAM20 CTC1125 WTP30 CTC1135 WTP35 CTC1425 CTC1435 CTC2135 WTP30 CTC2135
UH6400 AC630M GC4235 US735 ACP300 GC2025 GC2035 AC830P GC4235 AC3000 GC4240
CA5025 GM8035 JC450V GX2030 GF30 CA5535 GM8035 JC325V GF30 JC450V
TM4000 KC935M MP2500 T350M TP3000 TP40 TM4000 KCP30 KC9140 KC9240 KC9245
T9135 P40
F7030 UE6035 UH6400 US735
IC635 IC9350
IN6530
TT5100 TT7100 KT7300 TT7800
AC630M GC3040 CA6015 CA6515 CA6515 CA6525 HG8025 JC110V CP2 CP5 CP2 CP5
M10
T9115 T6020 T9125
US7020 AC610M GC2015 ACP100 US7020 AC610M GC2015 F7030 ACP100 GC2025
T350M KC935M TP2500 IC520M TK2000 TP2500 TP200 KC8050 KC9225 IC9250 IC4050 IC9025 IC9054 IC9250 KC8050 KC9240 KU30T KC935M KC9240 KC9245 IC9350 IC635 IC656 IC4050 IC9025 IC9054 IC635 IC656
IN6520 IN6520 TT5100
JC730U HG8025 JC110V GM25 JC730U
M20
CA6015 GM8035
TM2000 KC925M MP2500
T6030
Stainless
US735 F7030
AC630M GC2025
CA6525
GM25
JC730U
T25M TP3000 TP40 TM4000 T350M
IN6520 IN6530
TT5100 TT7100
TN8025 TN450 TN7435 TN7525
T3130 M30
AC830P GC2035 CR9025 GM8035 AC3000 GC235
ACP300 GC2040 US735 M40 GC4240 AC630M GC2035 GC235 GC2040 T5105 K01 GC4240 UC5105 AC410K GC3205 CA4010 JC105V CP1 GX30 GF30
TP40 TM4000
IN6530
TT7100
TN7535 TN450 TN7435
IC428 IC4100
TN5505
Technical Reference
IC5005 T5105 T5115 T1115 UC5115 AC410K GC3005 MC5020 ACK200 GC3210 F5010 CA4010 CA4115 HG3315 HG8010 JC105V JC110V JC730U JC610 CP1 CP5 TP1000 TK1000 TK2000 MK1500 KC9315 IC5010 IC418 IC428 IC520M IC4100 IC9015 IC9080 T5115 UC5115 AC700G GC3215 UE6110 AC820P GC4220 CA4115 HG8010 JC110V CP1 CP5 TP1000 TP2000 TP2500 KC9110 KC9315 KC9325 IC9150 IC418 IC520M IC4050 IC9015 IN6515 IN6520 IN6530 INDD15 TT7310 TT8115 TN5015 TN5020 TN5415 TN5515 TN5520 IC520M IC4050 IN6515 IN6520 IN6530 INDD15 TN7435 WAK20 CTC1115 WAK30 CTC1125 WTA43 CTC1130 WKP25 CTC1425 WAK15 CTC3215 WAK25 WAK20 WAK30 WAP20 WKP25 TSC30 TSC30 IN6520 TT1300 TT7310 TT8115 TN5015 TN2510 TN5415 TN5505 TN5515 WPP01 CTC1110 WAK10 CTC1115 WAK20 CTC3110 WTA33 TCC410
K10
WAK15 CTC3215
Cast lron
T5125 K20
CA4120 GM8020 JC215V HG8025 JC730U GX2030 JC610
MC5020 ACK200 F5020
15
TK2000 KC915M MK1500 T250M T200M KC8050 KC9125 KC9325 KU30T KC935M
T5125
UE6110
ACK300 GC4220 GC3040
CA4120 GM8020 JC215V HG8025 JC730U GX2030
CP5
T200M TP2500 TP200 TK2000 MK3000
K30
Note: The above chart is based on published data and not authorized by each manufacturer.
Grades (1-1)
TAC Inserts (negative) (2-42)
TAC Inserts (positive) (2-96)
Relating Pages
15 45
Technical Reference
Grade Comparison Charts
PVD Coated Grades
Application code P01 AH710 P10 AH120 AH725 AH730 SH730 P20 VP10MF T2000Z GC1220 ACP200 Tungaloy Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool
Dijet
NTK
Seco Tool
Kennametal
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
PR730 PR730 PR830 PR915 PR630 PR730 PR830 PR915 PR930
VP10RT T2000Z GC1220 VP20RT ACP200 GC1020 VP15TF P20 VP20MF
JC5003 IP2000 JC5003 PTH08M JC730U PCA08M JC5030 JC8015 IP2000 JC730U JX1020 JC5030 JP4020 JC8015 CY9020 JC5015 CJ1015 JC5040
CP200
TM1 VM1 TAS
CP250 F25M
KC5010 KC5510 KU10T KC715M KC5020 KC5525 KU25T KC522M
IC903 IC507 IC903 IC950 IC308 IC350 IC354 IC507 IC570 IC907 IC908 IC928 IC950 IC328 IC350 IC354 IC528 IC910 IC928 IC950 IC1028 IC3028 IC228 IC328 IC528 IC928 IC1008 IC1028 IC3028 IC570 IC807 IC354 IC507 IC907
IN2006 IN2004 IN2006 IN2540 IN2004 IN2005 IN2006 IN2015 IN2505
PV3030 PV3010 PV3030 TT7080 TT1040 TT7220 TT9020 TT7080 TT9080 TT7070
TN2505 TN2505
WXK25 WXM15 WXP15 WXP20 WXP25 WXM15 WXP15 WXH15 SR226 GM127
TN2525 TN6415 TN6435 TN6525
Steel
AH120 AH725 AH740 GH330 P30 AH130 GH130
VP10RT T3000Z GC1020 VP20RT AC530U P20 VP15TF ACP200 VP20MF VP30RT
PR630 PR660 PR730 PR830 PR930
IP3000 JX1045 CY250 CY25
JC8015 JC5015 JC5040
QM3 TM4
CP500 F30M
KC5025 KC5525 KU25T KC725M
IN1030 IN2030 IN2035
TT9030 TT7030 TT7080 TT9030 TT9080
TN6435 TN6525
WXP40 GM40 WXK35 CTP1235 WXM35 CTP2235 SR226 GM127
AH140 P40
VP30RT
T3000Z AC530U
PR660
IP3000 JX1060
JC5040
QM3
CP500 F40M T60M
KC735M
IN0545 IN2035 IN2040 IN2540
TT7080 TT8030 TT7070
TN6540
WXP43 CTP2440 WXP45 GM40 WXP40 CTP1235 WXP45 CTP2235 GM127
M01 AH710 M10 VP10MF AC510U GC1025 ACP200 PR730 PR915
IP050S IP050S JC5003 IP100S JC730U PCS08M
TAS TAS CP200 CP250 KC5010 KC5510 KU10T
PV3030 IN2006 IN2505 TT5030 PV3010 PV3030 TT9030 TT9080 TT5030 PV3030 TT9020 TT9030 TT9080 TT8030
WXN10 WXM15 WXP15
AH725 AH730 GH330 SH730 GH730 M20
VP10RT AC520U GC1125 VP20RT ACP200 GC1220 VP15TF GC1020 VP20MF K20
PR630 PR730 PR915 PR930
IP100S JX1020 CY9020 JX1015 CY150
JC5003 JC8015 JC5015 JC730U
QM3
CP250 CP500 F25M
KC5010 KC5025 KC5510 KC5525 KC715M
Stainless
AH120 AH725 AH130 GH130
VP20RT AC530U GC1020 VP20MF ACP300 GC3040 VP30RT GC235
PR630 PR660 PR730
IP100S HC844
JC5015 JC8015 JC5015 JC8050
ZM3
CP500 F30M F40M
KC5025 KC5525 KU25T KC552M
Technical Reference
M30
AH140
VP30RT AC530U GC3040 ACP300 GC235
PR660
JX1060
JC8050
ZM3
F40M
KC725M KC735M
M40
IC250 IC300 IC308 IC354 IC507 IC808 IC830 IC903 IC907 IC908 IC928 IC1008 IC1028 IC3028 IC228 IC250 IC300 IC328 IC908 IC928 IC1008 IC1028 IC3028 IC228 IC250 IC328 IC330
IN1030 IN2005 IN2006 IN2015 IN2030 IN2035
TN6415 TN6435 TN6525
WSM20 CTP2120 WXM20 CTP1235 WXP40 SR226 WXK35 GM127 WXP15
IN1030 IN2030 IN2035 IN2505
TT9030 TT9080 TT8030
TN6435 TN6525
WSM30 CTP2240 WXM33 CTP1235 WXM35 CTP2235 WSM35 SR226 GM127
IN1030 IN2015 IN2030 IN2035
TT8010 TT8020 TT8030
TN6540
CM40 WSM30 CM45 WXP43 WXM33 CTP2440 WXP40 CTP2235 WXK35 WXM35 WSM35 WSP45
K01
AH110 GH110 AH110
GC4014 AC510U GC1210 GC1020
PR510 PR510 PR905
JC5003 PTH08M JC5003 PCA08M JC8015 PCS08M JX1020 CY100H CY9020 JX1015 JC600 JC610 JC8015 JC5015 CP200 KC5010 KC5510 KU10T KC510M KC5025 KC5525 KU25T KC520M
15
Cast lron
K10
IC810 IC910 IC810 IC910 IC950 IC810 IC830 IC908 IC910 IC928 IC950 IC1008
PV3030 IN2004 IN2010 IN2505 IN1030 IN2005 IN2015 IN2030 PV3010 PV3030 TT6030 TT6060 TT8020 TT8030
TN2505 TN2505 TN6510 WXM15 SR216 WXP15 SR226 WXH15 WXK15 WXP20 CTP2120 WXK25 CTP2440 SR216 WXK35 SR226 WXP15 WXH15 WXK15
AH120
VP10RT AC510U GC1210 VP20RT ACK300 GC1220 VP15TF GC1020 K20
PR510 PR905
CP200 CP250
TN6415 TN6435 TN6520 TN6525
K20
GH130 K30
VP10RT VP20RT VP15TF
ACK300 GC1220 GC1020 P20
JX1045 CY250 CY25
JC5015 JC5080
CP500
KC5025 KC5525 KU25T
IC228 IC308 IC950 IC1008
IN1030 IN2030 IN2035
TT9030 TT6290 TT9030 TT8030
TN6435 TN6525 TN6540
WXK25 CTP2440 WXK35
Note: The above chart is based on published data and not authorized by each manufacturer.
15 46
Grades (1-1)
TAC Inserts (negative) (2-42)
TAC Inserts (positive) (2-96)
Relating Pages
Technical Reference
Grade Comparison Charts
PVD Coated Grades
Application code N01 N10 DS1100 DS1200 Tungaloy Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool
Dijet
NTK
Seco Tool
Kennametal
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
DL1000 DL1000 GCN20D K20 GC1020 GCN20D K20 GC1020 VP05RT AC510U PR915
SD5010 JC10000 PCS08M JC20000 CY100H
UC2
F15M F17M
Non-ferrous
N20 AH110 S01 AH710 AH905 AH120 AH905 S10 AH730 SH730
Superalloys
F15M F17M
KC5010 KC5410 KC5510 KU10T KC5025 KC5525 KU25T
IC520
TT6030
TN6501 HCK10 TN6403 TN6502
WXN10 WXN15 WXK15 WXN15 CTP2120 WXK15 CTP2440 WXN20 WXK35
IC808 IC908
IN2005
TT6030 TT8020
PCS08M JC5003 PTH13S PCS08M JC8015 PTH13S JC5015 CP200 CP250 KC5010 KC5510 KU10T KC510M KC5025 KC5525 KU25T KC522M KC5025 KC5525 KU25T
IC507 IC907 IC507 IC903 IC907 IC300 IC808 IC908 IC928 IC3028 IC228 IC328 IC928 IC3028 IC903 IC507 IC903 IC907 IC808 IC908 IC1008 IC808 IC908 IC1008 IN2006 TT5030 TN6010 CM40 SR226
S20
VP05RT AC510U GC1005 GC1025 VP10RT GC1105 VP20RT VP15TF VP10RT AC520U GC1025 VP20RT GC1030 VP15TF GC1125
PR915
PR915
PCS08M JC8015 PTH13S JC5015
CP250 CP500 F40M
IN2005 IN2006 IN1030 IN2035 IN2005 IN1030 IN2035
TT5030 TT8020 TT8030
TN6025
CM45 WSM30 WXK35 CTP2440 WXM35 GM127
VP15TF S30
GC2030
CP500 F40M
TT8020 TT8030
TN6025
WSM30 CTP2135 WXP40 CTP2235 WXK35 WXP45 WXM35 WXH15 WXK15
H01 AH710 AH110 AH120 H10 SH730 AH120
Hard Materials
VP15TF
AC503
GC1010 GC1020
JC8003 BH200 JC8003 PTH08M JC8008 JC8015 BH200 JX1005 LC8015 CP200
VP15TF
AC503
H20
GC1020 GC1025 GC1025 GC1030 GC1125
KC5010 KC5510 KU10T KC635M KC635M
IN2006
TT6030 TT6060 TT1040 TT6290 TT6060 TT9080 TT6290 TT9030 TT9080
TN2505 TN2505
IN2005 IN1530
TN2525
WXH15 WXK15
F30M
H30
Cermet/Coated Cermet Grades
Application code P01 NS520 GT730 GT530 P10 Tungaloy Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool MZ1000 MZ1000 CH550 MZ2000
Dijet
NTK
Seco Tool
Kennametal KT315
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
AP25N AP25N NX2525
T110A T1200A T2000Z T250A CT5015 GC1525
Steel
GT730 NS730 GT530 P20 NS530
AP25N NX2525 NX3025
T1200A T2000Z T250A
GC1525
TN6020 PV7020 TN6020 TN60 TN90 PV7020 PV60 PV90 TN6020 TN60 TN90 PV7020 PV60 PV90
LN10 LN10 CX50 PX75
Q15 T3N CM CMP C15M
KT315
IC520N IC20 IC520N IC530N IC20N IC30N IC75T IC520N IC530N IC20N IC30N IC75T IC530N IC30N
IN0560 IN0560 IN60C CT3000 CT5000 TT115 TT125 WCE10
CZ25 CH550 MZ2000 CH7030
CX50 CX75 PX75 PX90
T3N T15 C7Z
C15M
KT530M KT605M HT7
IN60C
CT3000 CT5000
TT125
WCE10
Technical Reference
NS740 P30 NS520 M10
VP45N NX4545
T3000Z
CT530
CZ25 MZ3000 CH7035 TN6020 TN60 TN90 PV7020 PV60 PV90 TN6020 TN90 PV7020 PV60 PV90 MZ1000 CH550
NX2525 AP25N
T250A
GC1525
CX75 PX75 PX90 CX99 LN10 CX75 PX75
N40 C7X
IN60C
CT5000
T3N T15 Z15 Q15
CM CMP
KT315
IC520N IC530N IC20N IC30N
IN0560
CT3000
Stainless
GT730 NS730 M20 NS530
NX2525 AP25N NX3035
T250A
CT530
CZ25 MZ2000 CH7030
CX75 PX75 PX90 CX99 PX90 CX99
Q15
C15M
KT530M KT605M HT7
IC530N IC30N
CT3000 CT5000
15
NS740 M30 K01 NS520
NX4545
GT730 K10 NS730 NS530
Cast lron
AP25N NX2525 AP25N NX2525 AP25N NX2525
T110A T110A CT5015 TN60
K20
CZ25 MZ3000 CH7035 CZ25 MZ1000 CZ25 MZ1000 CH550 CZ25 CH7030 MZ3000 CH7035
CT5000
Q15 Q15 T3N T15
KT315 KT315 CT3000 CT3000 CT5000
KT530M HT7
Note: The above chart is based on published data and not authorized by each manufacturer.
Grades (1-1) TAC Inserts (negative) (2-42) TAC Inserts (positive) (2-96)
Relating Pages
15 47
Technical Reference
Grade Comparison Charts
Ceramics Grades
Application code LX11 LX21 CX710 FX105 K10
Cast lron
Tungaloy
Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool
Dijet
NTK
Seco Tool
Kennametal KY1310 KY1615 KY1310 KY1615 KY3400
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
K01
NB90S NB90M
CC620 CC650
KA30 A66N A66N KS500
NS260C CC6090 NS260
K20
FX105 CX710
KS500
HC1 HW2 SE1 HC1 HW2 SE1 WA1 HC7 SP2 SX1 SX6 SX9
SC10
IN70N SC10
AW20 AB30 AS10 AB30 AS10
CW2015
CW2015 CW5025
CTN3105 TCM10 TCM407 WSN10 CTM3110 CTN3105 TCM10 TSM20 WSN10 CTM3110 TSM30 TSM20
KY3400 KY3500 KY4300 KY1525 KY2100 KY1525 KY1540 KY2100 KY4300 KY4400 KY1615 KY4400
IN70N SC10
AS10
CW5025
S01 WX120
Superalloys
CC650
S10 LX11 NB100C CC6050 CC650 NB100C CC650 A65 A66N A65 A66N
WA1 SX9
AS20
AS20
TSM20 TSM30
H01 H10
Hard Materials
ZC4 ZC7 HC4 HC7 WA1
AW20 AB2010 AB20 AB30
AW20
CW2015
AB2010 CW2015 AB20 AB30
Note: The above chart is based on published data and not authorized by each manufacturer.
15
Technical Reference
15 48
Grades (1-1)
TAC Inserts (negative) (2-42)
TAC Inserts (positive) (2-96)
Relating Pages
Technical Reference
Grade Comparison Charts
PCBN and PCD Grades
Application code K01 BX930 BX870 BX470 BX480 BX950 BXC90
Cast lron
Tungaloy
Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool
Dijet
NTK
Seco Tool
Kennametal KB9610
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
MB710 MB710 MB730
BN500 BN600 BN700 BN7500
CB7050 KBN65B CB7050 KBN65B BH200 JBN795
B22 B22
KB90 IB05S IB10S KB90A
KB90 KB90A
PB170 PB300 PB100 PB250
WCB80 WCB10 WCB80
TA100 TA120 TA210
KD120 CBN200 KB9640 CBN300
CBN300P CBN400C
K10
KD120
MB730 MBS140 CB5030
BNS800
KBN65B KBN900
BH250
B16
CBN200 KB9640 CBN300
CBN300P CBN400C
IB90
K20
BX90S
BX90S CB5030 S01 BX950 MB730 BN600 BX470 MB4020 BN700 S10 Superalloys BX480 BXM10 MBC010 BNC100 H01 BX310 MB810
K30
BXC90
MBS140 BNS800
KBN900 KBN65B JBN795
B16 B22
CBN350 KB9640 KB90 KB90A KB50 KB90 KB90A KB50 PB170 PB100 PB250 PB170 WCB30
CBN10 CB20 KBN10B B24 CBN100 CBN10 KB9610 CBN100
CBN050C
IB05S IB10S IB50 IB10HC KB9610 IB50 IB55 IB10H IB10HC IB20H IB25HA
TA210
BNC160 CB7050 KBN10N BH200 JBN245 B24
BNX10 BXM10 MBC020 BNC160 CB7050 KBN510 BX330 BX530 H10 MB8025 BNC200 CB7015 KBN525M BN250
CBN10 CBN100 CBN150 CBN200 CBN300
CBN050C CBN160C
KB50 TB650
PB100 PB250 PB300
WCB30 WCB50 WCB80
Hard Materials
CBN300P CBN400C
BXM20 MBC020 BNC200 CB7015 KBN510 BX360 H20 BC8020 MB8025 MB825 BN250 BNX20 BNX25 CB7025 KBN25B KBN25M KBN25N KBN525
BH250
JBN300 JBN330
B36
CBN150 KB5625 CBN200 CBN300 CBN350
CBN160C CBN300P CBN400C
IB20H IB25HC
TB650
TB650
WCB80
BXM20 MBC020 BNC300 CB7025 KBN525 H30 BXC50 BX380 DX160 DX180 DX140 DX120 DX110 BC8020 MB835 MD205 MD205 MD220 MD220 MD230 MD230 BN350 BNX25 DA90 DA150 DA2200 DA1000 DA2200 DA1000 CD10 CD10 CD10 KPD010 KPD010 KPD001 KBN900
JBN300 JBN330 JDA30 JDA735 JDA40 JDA745 JDA715 JDA10
B36
CBN350 KB5625 KB9640 KD120 KD1405
IB25HC
N01 N10 N20
Non-ferrous
ID5 ID5
IN90D IN90D IN90D KP500 KP300 KP100 PD100 PD50
WCD10 CTD4125 WCD10 CTD4125 CTD4110 WCD10 CTD4205
PD1 PD1
PCD05 PCD10 PCD05 PCD20 PCD30 PCD30M
KD100 KD100
Technical Reference
N30
Note: The above charts are based on published data and not authorized by each manufacturer.
15
Grades (1-1)
TAC Inserts (negative) (2-42)
TAC Inserts (positive) (2-96)
Relating Pages
15 49
Technical Reference
Grade Comparison Charts
Uncoated Cemented Carbide Grades
Application code P01 P10 P20 UTi20T UTi20T P30
Steel
Tungaloy
Mitsu- Sumitomo Electric Sandvik Kyocera bishi Hard Material
Metal
Hitachi Tool
Dijet
NTK
Seco Tool
Kennametal
Iscar
Ingersoll TaeguTec
Widia
Walter
Ceratizit
ST10P ST20E A30 A30N ST40E
SMA H10F SM30 H10F PW30
WS10 EX35 EX35 EX40 EX45
SRT SRT SR20 DX30 DX35 DX35
KM1 KM3
P10 K125M TTM GK K600 TTR G13
IC50M IC70 IC28 IC50M IC54 IC28 IC54
P10 P20 P30
TTX TTM TTM TTR TTR S40T S40T
UX30 TX40
P40 M01
TU10 M10 TU20 M20
Stainless
U10E EH510 UTi20T U2 EH520
H10A
WA10B
UMN
KM1
890
K313
IC20 IC07
IN05S
M10
TTX
H13A
EX35
DX25
KM3
HX 883
K68 KMF K125M
IC08 IC20 IC07 IC08 IC28 IC08 IC28
IN05S IN30M
M20
TTM
CTW7120 H210T
UX30 M30 M40 K01 TH03 KS05F TH10 G1F
UTi20T
A30 A30N
H10F SM30
EX40 EX45 EX45 WH05
UMS
TTM GK K600
IN30M
TTM TTR
HTi05T HTi10
H2 H1 H1 EH10 EH510 H10 KW10
UM40 KG03 FB05 KG10 KT9 CR1 KM1 890
TTR G13 K605 K313 K110M THM KM3 890 HX 883 THM-U K715 KMF K600 THR G13 K605
IN30M
M40
TTR
S40T
WH10
IC20
IN04S IN10K
K10
THM THM-F THM-U
H210T H216T H10T CTW7120 H210T H216T H10T
K10
G2F
Cast lron
UTi20T
G10E EH20 EH520
H13A H10F
KW10 GW25
WH20
FB10 KG20 FB15
IC20
IN04S IN10K IN15K IN30M IN15K IN30M IN30M
K20
THM THR
K20
G2 KS15F KS20 G3 UTi20T
K30 K40 N01
G10E
H13A H10F
GW25
KG30 FB20
883
THR
KS05F TH10 HTi10
H2 H1 EH10 EH510
H10 H10 H10F
KW10 KW10 WH10 KT9 CR1 KM1 890 HX KX
IC20 IC08 IC20 IC28 IC08 IC20 IC28 IN15K IN30M IC20 IC07 IC08 IC20 IC07 IC08 IC20 IN04S IN10K IN10K IN15K K20 THM THR WK1 WMG30 K10 THM IN04S IN05S IN10K IN10K IN15K K20 K10 HWK10 HWK15 THM THM-U HWK15 THM THR THR WK1 WK10 WMG30 WK40 WMG30 WK1 H210T H216T H10T CTW7120 H210T H216T H10T IN15K IN30M THR WK40 WMG30 WK1 WK10 H210T H216T H10T CTW7120 H210T H216T H10T
K313 K110M THM THM-U K715 KMF K600 G13 THR K10 K313 THM K715 KMF
N10
KS15F
Non-ferrous
G10E EH20 EH520
H10F H13A
WH20
KT9 CR1
KM3
H15 890 HX KX 883 883 H25
N20
Technical Reference
N30 S01 KS05F S10 TH10 KS15F S20
Superalloys
RT9005 RT9005 RT9010 RT9010 TF15
EH10 EH510 EH20 EH520
H10 H10A H10F H13A
KW10
WH10
KG10 FZ05
KM1
890 883
KW10
WH20
KG20
KM3
890 883 H25
KS20
15
S30 H01 H10 H20 TH03 TH10
Hard Materials
TF15
883
G13 K600 THR
IC28 IC07 IC08 IC20 IC20
H1 H13A
KG03 FZ05 FZ15
890 HX 883
IN10K IN15K
K10
THM THM
Note: The above chart is based on published data and not authorized by each manufacturer.
15 50
Grades (1-1)
TAC Inserts (negative) (2-42)
TAC Inserts (positive) (2-96)
Relating Pages
Technical Reference
Chipbreaker Comparison Charts
Negative inserts
Application code Precision nishing TF, 01
Tungaloy
Mitsubishi Material PK
Sumitomo Electric Hard Metal
Hitachi Kyocera Sandvik Tool
FE PF,QF LC MF AB, CT, BH
Kennametal
FF FN
Dijet
Iscar
TaeguTec Widia
Walter
Ceratizit
FA
DP,XP CF HQ, GP VF XQ CJ WP, WQ
PF UA, FT UR, UT
SF NF No sign
FA FG EA,SF AP 4 NF3 NF4 TFQ CF
TS, TSF FH, SY, FY FP, FL, SE ZF 11, 17, NS FS,C LU, SU, SK AS SH AFW, ASW 27,NM CB C SW, MW SA LUW, GUW SP
CE WF, WM, WR, WMX BE FW,MW, RW WF, WG WS, WT EA
Finishing and light cutting
FW, MW
NF
CQ
NM
R/L-1G, R/L-K R/L-F, R/L-FS
ST, C
C, R/LF
Steel
TM
MV, MZ, MA, MP MH MP
UG, UU, GE GS, HS, PS
PM, QM
AE, AY, AH
PG,UB, GN GNP
TF, PP, GN
MT
48
NM6, NS8
TMF
Medium cutting
DM, ZM, 37, 38 33, All-round TH
UX, GU, GE CS, HK, XS UA All-round GC, All-round GT, HT, PT, PH
SM R/L-K
MN AH Y, V
All-round UM, UZ, MC GH MU,MX UZ
Medium to heavy cutting
PR(P) MR
RE AR TE, UE
RN, RP MG RM
GG,UD
TNM, NR
ET
49
NM6, NM9 NM5, NM9
TMQ
TU Heavy cutting
HZ, HX, HV, HA HAS, HBS, HCS HDS, HXD MS FS
MP, HG, HP
HX, PX
PR (P)
UC
NM, HR
HT
NR5, NR6
TR
57
MR
RH
Without chipbreaker
NR7
65 Finishing and light cutting Medium cutting Heavy cutting Finishing SS
HR,QR SU GU MQ MF(M) 23
HX,HE SE FP SF NF4
S
Stainless
ES, 2G MA
EX, UP, UG MU, MM, GU MP, HG, HP
ST MS, HU, MU MM, QM MR (M) QR, HR KF Without chipbreaker KM
DE AH
MP, P
SG
TF, PP
VF MP ET HT MT NM4 NR4 NR5, NM9 M42
SM TH TU CF
SR
SH
FX, FY
All-round, C
Y, V
FN
Medium cutting
Cast lron
CM, All-round All-round, 33
UM, UX, GZ
ZS
AE
UM, P
MG
NM5
TMR
Technical Reference
CH Heavy cutting Cutting of non-ferrous metals Without chipbreaker P
Without MU, UZ, MM chipbreaker
GC Without chipbreaker
QM KR (K) MR QR 23 QM 23 MF, SR SM (NMX)
RE Without chipbreaker
RP, MG RM
GG Without chipbreaker
GN
RT Without chipbreaker
UP, FY, GX
A3 AH
R/L
MS, MP MG FS, LF K, GP, P MG-MS, UP
PP MP, SU PP SU MP SM NM4 M52
Non-ferrous
Superalloys
Cutting of heat resisting alloy
HMM, SA SM
MS ES FJ, MJ, GJ
FY, FX, SU EX, UP MU
SU
15
Note: The above chart is based on published data and not authorized by each manufacturer.
TAC Inserts (negative) (2-42)
Relating Pages
15 51
Technical Reference
Chipbreaker Comparison Charts
Positive inserts
Application code Precision nishing 01 PSF, PF PS, PSS Finishing and light cutting FV, SQ, SV MV Mitsubishi Material
Sumitomo Electric Hard Metal
Tungaloy
Kyocera
Sandvik
Hitachi Tool
Kennametal
UF 11, GM LF
Dijet
Iscar
TaeguTec
Widia
Walter Ceratizit
FC, FW
CF UF, PF, WF PF(MF) PM(MM) UM R/L-K
No sign JQ JE JQ
SF FT PF SM, 14, 17 19, XL R/L RF, LF No sign DT, HQ FA FG
2 41 PF4 PS5 FN SMF, SF
W08 ~ 20
FP, FZ, LU XP, GP, DP FK, SS, SC HQ, XQ, VF SU, SK, SF US R/L, R/L-FD W, SD R/L R/L-FS, R/L-MV FX, FY A, B, C, H, Y
GF
PM
R/L-F, R/L-L No sign RR, RBS
SU, MU
HQ
Steel
Medium cutting
23 24
UJ SC (except for G-class inserts)
GP, DP All-round (No sign)
PM, PR UM, UR WM 53 No mark
MF FW, MW
MT
PM5
SMQ
JE
G All-round RS 61 High-feed,
small depth of cut cutting
No sign No sign
RP
No mark No mark
All-round RG WE
GG No sign 14
MT No sign
43 No sign
J08 ~ 10 Turning on small lathes JRP, JSP, JPP JS PSF, SS PSS Finishing
Stainless
R/L-SR, R/L-SN R/L-SS SMG FV
F, J, U, CK FSF, USF, JSF CF, GF GQ
R/L-F
MF, MM ALU, MM1
GF, GW
CM Cutting of cast Without irons chipbreaker
Cast lron
ASF FT, ACB KF, WF GM, LF KM, WN MF Without chipbreaker KR Without Without Without Without Without Without KF, R/L-K. chipbreaker chipbreaker chipbreaker chipbreaker chipbreaker chipbreaker KM Without chipbreaker AZ AG, AW AH UM, KR AL GT-HP
FG
41
PF4
F23
19
MT Without chipbreaker
PS5, PM5
Without chipbreaker
SM
AL Cutting of nonferrous metals Read type
AS
FL
AL1, AL2, AL3
PM2
23P, 25Q
Non-ferrous
R/L-F R/L
FY
A3
Technical Reference
Note: The above chart is based on published data and not authorized by each manufacturer.
15
15 52
TAC Inserts (positive) (2-96)
Relating Pages
You might also like
- Sandvik Metal Cutting Technology Training HandbookDocument364 pagesSandvik Metal Cutting Technology Training HandbookITL200_U95% (21)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- 4Document77 pages4Venkatamanikandan RajendranNo ratings yet
- 3.1 Metal RemovalDocument40 pages3.1 Metal RemovalMichael Kearney50% (2)
- I Grades enDocument230 pagesI Grades enDougPabitonNo ratings yet
- Fundamentals of MachiningDocument39 pagesFundamentals of Machiningpassion481100% (1)
- c006b QDocument54 pagesc006b QpchakkrapaniNo ratings yet
- Mechanics of Metal CuttingDocument33 pagesMechanics of Metal Cuttingnyilmaz72411No ratings yet
- 4.0 Results and Discussions 4.1 ResultsDocument11 pages4.0 Results and Discussions 4.1 ResultsKamlesh NathanNo ratings yet
- Assignment-1 (MEN-301) Mechanics of Metal CuttingDocument1 pageAssignment-1 (MEN-301) Mechanics of Metal Cuttingbt19107101 Sidharth MahajanNo ratings yet
- Milling: Start Tools Knowledge Industry Solutions Services Metalworking World Downloads VideoDocument10 pagesMilling: Start Tools Knowledge Industry Solutions Services Metalworking World Downloads Videomurugaraj1982No ratings yet
- Turning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Document4 pagesTurning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Shan PinNo ratings yet
- Ch-2 Force & Power in Metal CuttingDocument43 pagesCh-2 Force & Power in Metal CuttingNimish JoshiNo ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- TurnningDocument6 pagesTurnningIbraheem KhressNo ratings yet
- Metal Cutting OperationsDocument6 pagesMetal Cutting OperationsNikhil SinghNo ratings yet
- Theory of Metal MachiningDocument45 pagesTheory of Metal MachiningRakesh PandeyNo ratings yet
- Theory of Metal CuttingDocument46 pagesTheory of Metal CuttingRaju MathewNo ratings yet
- Theory of Metal Cutting - NumericalsDocument2 pagesTheory of Metal Cutting - Numericalspmagrawal100% (1)
- 7 - Machining PART-2 (Chapter 18)Document70 pages7 - Machining PART-2 (Chapter 18)khaledfnaisNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- Metal Machining and Automation (ME 3201)Document19 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- Force Power in Metal CuttingDocument7 pagesForce Power in Metal CuttingRavinder AntilNo ratings yet
- Calculation of A Cylindrical Spur Gear Pair: Important Hint: at Least One Warning Has Occurred During The CalculationDocument10 pagesCalculation of A Cylindrical Spur Gear Pair: Important Hint: at Least One Warning Has Occurred During The CalculationM036No ratings yet
- Answer SheetsDocument7 pagesAnswer Sheetsgirma workuNo ratings yet
- Lect 8Document13 pagesLect 8shashankmay18No ratings yet
- Manufacturing & ProductionDocument16 pagesManufacturing & ProductionMithun Raju0% (1)
- Mechanical Engineering DepartmentDocument2 pagesMechanical Engineering DepartmentArjit Goswami100% (1)
- Chapter Twenty ThreeDocument11 pagesChapter Twenty Threeabdullaammar090No ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- Cutting Force CaluDocument9 pagesCutting Force CalurajualagNo ratings yet
- Cutting Data Corrax EngDocument5 pagesCutting Data Corrax EngPardeep Kumar100% (1)
- Cutting Data Corrax EngDocument5 pagesCutting Data Corrax Engstanalina00No ratings yet
- Guide To Small Tools: Section OrganizationDocument48 pagesGuide To Small Tools: Section OrganizationSơn ĐặngNo ratings yet
- ManufProc2 1MaterialRemovalDocument48 pagesManufProc2 1MaterialRemovalJeff HardyNo ratings yet
- Sheet Metal Design FENDERDocument35 pagesSheet Metal Design FENDERAnti VenomNo ratings yet
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document8 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Metrology M2Document91 pagesMetrology M2jibinNo ratings yet
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- Dibujos de Fresass!!!!Document19 pagesDibujos de Fresass!!!!Humberto AnguloNo ratings yet
- Cutting Speed, Feed, Depth of CutDocument3 pagesCutting Speed, Feed, Depth of CutHOD TD GITNo ratings yet
- Theory of Metal Cutting Numericals PDFDocument2 pagesTheory of Metal Cutting Numericals PDFsanjayNo ratings yet
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDocument7 pagesAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilNo ratings yet
- Ferramentas HSK TDocument0 pagesFerramentas HSK Tandreia_janaina9629No ratings yet
- FormulasDocument6 pagesFormulasArvin BabuNo ratings yet
- Milling Tech Info FormulasDocument5 pagesMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்No ratings yet
- Operation Process Shee1Document2 pagesOperation Process Shee1bvbmanjunathprasadNo ratings yet
- GS Borchure 1nov 04Document24 pagesGS Borchure 1nov 04Muppa HanumanthraoNo ratings yet
- How To Choose Cutting DataDocument31 pagesHow To Choose Cutting DataJose JacksonNo ratings yet
- Turning X: TAC Toolholders For Super High Feed TurningDocument4 pagesTurning X: TAC Toolholders For Super High Feed TurningArizal AyRevNo ratings yet
- Metal CuttingDocument45 pagesMetal CuttingVarun SinghNo ratings yet
- CP01 Sem 3 Production Technology 2020Document80 pagesCP01 Sem 3 Production Technology 2020Aditya SinghNo ratings yet
- Footbridges - GDocument3 pagesFootbridges - Glbo33No ratings yet
- Esdep Steel - Google SearchDocument4 pagesEsdep Steel - Google Searchlbo33No ratings yet
- Stress Fem - Google SearchDocument2 pagesStress Fem - Google Searchlbo33No ratings yet
- 2D Mesh Tutorial Using GMSH - OpenFOAMWikiDocument7 pages2D Mesh Tutorial Using GMSH - OpenFOAMWikilbo33No ratings yet
- How To - Install and Use Calc2LaTeX (Tutorial) - The Linux DailyDocument8 pagesHow To - Install and Use Calc2LaTeX (Tutorial) - The Linux Dailylbo33No ratings yet
- MEISER Caillebotis PDFDocument124 pagesMEISER Caillebotis PDFlbo33No ratings yet
- New Features In: The Ultimate FEA ProgramDocument28 pagesNew Features In: The Ultimate FEA Programlbo33No ratings yet
- PFEIFER - Fatigue Resistant SocketsDocument6 pagesPFEIFER - Fatigue Resistant Socketslele_33No ratings yet
- Cable Stayed Bridges - Google SearchDocument13 pagesCable Stayed Bridges - Google Searchlbo33No ratings yet
- Hot RolledDocument16 pagesHot Rolledlbo33No ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument4 pagesPowder Metallurgy HSS: Chemical CompositionSama UmateNo ratings yet
- Powder MetallurgyDocument11 pagesPowder MetallurgyChandan PathakNo ratings yet
- Ok ProjrctDocument172 pagesOk Projrctmithinlucky46No ratings yet
- Cemented Carbide Products For Stone Working SpecDocument6 pagesCemented Carbide Products For Stone Working SpecX800XLNo ratings yet
- CH 17Document48 pagesCH 17Afşin BakkalNo ratings yet
- Rivets AluminumDocument12 pagesRivets AluminumantblyNo ratings yet
- Guide To Milling Tool InsertsDocument46 pagesGuide To Milling Tool InsertsCristian FuentesNo ratings yet
- Drilling Engineering Pe 311 An Introduction To Drilling Drill BitsDocument14 pagesDrilling Engineering Pe 311 An Introduction To Drilling Drill BitsHamaamNo ratings yet
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocument44 pagesTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNo ratings yet
- Carbide ToolingDocument90 pagesCarbide ToolingHuron Industrial SupplyNo ratings yet
- WID Master17 Focus Catalog Me LRDocument1,348 pagesWID Master17 Focus Catalog Me LRVladimir VarjačićNo ratings yet
- RT05B Rock Tools 20171214Document4 pagesRT05B Rock Tools 20171214Adair RivNo ratings yet
- Astralloy-V Bars enDocument2 pagesAstralloy-V Bars enRjgandhi65No ratings yet
- 2010 Vernon Devices CatalogDocument20 pages2010 Vernon Devices CatalogRohan KulkarniNo ratings yet
- GD KT Pro-0272-0915 Sen Abs V1Document246 pagesGD KT Pro-0272-0915 Sen Abs V1kousikkumaarNo ratings yet
- International Journal of Refractory Metals & Hard Materials: ArticleinfoDocument8 pagesInternational Journal of Refractory Metals & Hard Materials: ArticleinfoAndres TorresNo ratings yet
- 44 Hofmann Cutting Tools Brochure A4Document2 pages44 Hofmann Cutting Tools Brochure A4Jorge VillalobosNo ratings yet
- Dry Machining of AluminiumDocument11 pagesDry Machining of AluminiumNikhil KumarNo ratings yet
- StabilizersDocument9 pagesStabilizersrahulNo ratings yet
- Mitsubishi ShankDocument76 pagesMitsubishi ShankEdward Villegas TusetNo ratings yet
- 026 TS Hardox 600 The Ultimate Wear Plate UKDocument4 pages026 TS Hardox 600 The Ultimate Wear Plate UKNguyen Duc DungNo ratings yet
- GB Catalog Update 2013-1 Inlay LRDocument296 pagesGB Catalog Update 2013-1 Inlay LRsaotinhyeu307783No ratings yet
- ( (Manufacturing) ) : Example 21.1 Orthogonal CuttingDocument8 pages( (Manufacturing) ) : Example 21.1 Orthogonal CuttingNavish KotwalNo ratings yet
- Turning Grades GC3225 and GC3210: Two Grades Covering All Cast Iron Turning OperationsDocument4 pagesTurning Grades GC3225 and GC3210: Two Grades Covering All Cast Iron Turning OperationsBilal AhmedNo ratings yet
- KMTL KenCast - B02 33Document16 pagesKMTL KenCast - B02 33mchan1965No ratings yet
- Carbide - Mining Buttons and InsertsDocument51 pagesCarbide - Mining Buttons and InsertsJackChanNo ratings yet
- 03.TOTIME Drilling General Catalog PDFDocument71 pages03.TOTIME Drilling General Catalog PDFvedrenne92No ratings yet
- Internship Report On Online Training at Sandvik Asia PVT - LTDDocument10 pagesInternship Report On Online Training at Sandvik Asia PVT - LTDShravani GogawaleNo ratings yet
- New Insert Enter Into Market: SeriesDocument1 pageNew Insert Enter Into Market: SeriesJanaka ChathurangaNo ratings yet
- Die Design B11 PDFDocument14 pagesDie Design B11 PDFநளின் கான்No ratings yet