Download as pdf or txt
You might also like
- 426-Anaerobic Digester DesignDocument36 pages426-Anaerobic Digester DesignmullanaNo ratings yet
- Worked ExamplesDocument9 pagesWorked ExamplesDzung Pham0% (1)
- Cell Kinetics and Fermenter Design 2Document17 pagesCell Kinetics and Fermenter Design 2rhia81% (16)
- WWT Secondary Clarifier PDFDocument15 pagesWWT Secondary Clarifier PDFdzari6738No ratings yet
- Biomass Gasifier CalculationDocument10 pagesBiomass Gasifier CalculationH.J.Prabhu100% (5)
- GATE HELPLINE Bioprocess Engineering MCQ IDocument4 pagesGATE HELPLINE Bioprocess Engineering MCQ ISanthosh Kalash100% (9)
- Scalding Unit-USePDocument12 pagesScalding Unit-USePJesús Alejandro SantillánNo ratings yet
- Mitsubishi Lancer Diesel 4D68 Workshop Manual - EngineDocument68 pagesMitsubishi Lancer Diesel 4D68 Workshop Manual - EngineVishnu VasuNo ratings yet
- Ddec III IV V Class PDFDocument239 pagesDdec III IV V Class PDFmiguel angel reyes carbante100% (6)
- AHV IV Commander DatasheetDocument2 pagesAHV IV Commander Datasheetelio.oyarzun4375100% (1)
- Anaerobic Digestor DesignDocument36 pagesAnaerobic Digestor DesignChanelNo ratings yet
- Anaerobic Digester - QasimDocument35 pagesAnaerobic Digester - Qasimawaluddin nurmiyantoNo ratings yet
- ABE 482 Lecture 9Document23 pagesABE 482 Lecture 9LTE002No ratings yet
- Proposal OutlineDocument7 pagesProposal OutlineNaveen RajahNo ratings yet
- Anaerobic Processes (Chapter 10) : AdvantagesDocument13 pagesAnaerobic Processes (Chapter 10) : AdvantagesΔημητρηςΣαρακυρουNo ratings yet
- CHE4171: Biochemical Engineering: TUTOTRIAL Solution Guide (WEEK 3 T3)Document4 pagesCHE4171: Biochemical Engineering: TUTOTRIAL Solution Guide (WEEK 3 T3)HannahNo ratings yet
- Holtzapple Biomass Fuel PresentationDocument56 pagesHoltzapple Biomass Fuel Presentation1mmahoney100% (1)
- Tutorial 1-CH2402 - 2019Document4 pagesTutorial 1-CH2402 - 2019Naduni RanasingheNo ratings yet
- Design of Biogas Plant PDFDocument9 pagesDesign of Biogas Plant PDFalagurmNo ratings yet
- Anaerobic Treatment Intro UASB Design BaseDocument16 pagesAnaerobic Treatment Intro UASB Design BaseshamashergyNo ratings yet
- Healthcare Insulin ProblemDocument16 pagesHealthcare Insulin ProblemTaufiq JaiNo ratings yet
- CT4485 Exam 31-01-2012 With AnswersDocument7 pagesCT4485 Exam 31-01-2012 With AnswersVali100% (1)
- BiomassFeb2010 24-72Document49 pagesBiomassFeb2010 24-72Akatew Haile MebrahtuNo ratings yet
- Enzyme KineticsDocument39 pagesEnzyme Kineticsjpm smurfNo ratings yet
- Biogas CatalogueDocument2 pagesBiogas CatalogueI. Murali KrishnaNo ratings yet
- Mass Balance of A ScrubberDocument3 pagesMass Balance of A ScrubberSubrata BanerjeeNo ratings yet
- Sample WW QuestionsDocument10 pagesSample WW QuestionsKrishna Kumar MeenaNo ratings yet
- Hop AmDocument4 pagesHop AmAnonymous 5lZJ470No ratings yet
- Biomass Assignment 2 Group 10Document23 pagesBiomass Assignment 2 Group 10Julia RodriguezNo ratings yet
- Tutorial 4 SolutionsDocument2 pagesTutorial 4 SolutionsUý Đại100% (1)
- EXAMPLE1 UASBTreatment Process SWUSTDocument8 pagesEXAMPLE1 UASBTreatment Process SWUSTYannis Thomas100% (1)
- Design of Each Process of ETPDocument9 pagesDesign of Each Process of ETPFaisal Sr. ExecutiveNo ratings yet
- Anaerobic Digestion PresentationDocument19 pagesAnaerobic Digestion PresentationI. Murali KrishnaNo ratings yet
- Numerical Question Part 5 (Q61 70)Document4 pagesNumerical Question Part 5 (Q61 70)ramkrishna100% (4)
- 5 Enzyme KineticsDocument39 pages5 Enzyme KineticsEbook Download100% (1)
- Poster PDFDocument1 pagePoster PDFHemant MunbodNo ratings yet
- Methane To EnergyDocument5 pagesMethane To EnergyMohammed HammadNo ratings yet
- Air PolutionDocument39 pagesAir PolutionLaura DucaNo ratings yet
- QPDocument3 pagesQPgood buddyNo ratings yet
- Explanation - Design of AD Fixed Dome Reactor For A Vegetable MarketDocument3 pagesExplanation - Design of AD Fixed Dome Reactor For A Vegetable MarketAlexis ChicaizaNo ratings yet
- Co2 Capture and Storage in IGCC PlantsDocument23 pagesCo2 Capture and Storage in IGCC PlantsAbhiram KukunuriNo ratings yet
- HVACDocument29 pagesHVACimranakhtarNo ratings yet
- Home Exercises - AllDocument6 pagesHome Exercises - AllRajithaSomathilakeNo ratings yet
- Poluarea AeruluiDocument40 pagesPoluarea AeruluiclaudiutpNo ratings yet
- Unep-Dtie-Ietc: Waste Biomass Demonstration ProjectDocument37 pagesUnep-Dtie-Ietc: Waste Biomass Demonstration ProjectApri ApriyantoNo ratings yet
- The Size of The Biogas Plant Depends On The Quantity, Quality and Kind of Available Biomass and On The Digesting TemperatureDocument30 pagesThe Size of The Biogas Plant Depends On The Quantity, Quality and Kind of Available Biomass and On The Digesting TemperatureIraguha PacifiqueNo ratings yet
- Day 2Document2 pagesDay 2Kuo Garol SarongNo ratings yet
- REEPS CH 4 Solns DGDocument7 pagesREEPS CH 4 Solns DGAnas TarikNo ratings yet
- Design of Biogas DigestersDocument22 pagesDesign of Biogas DigestersSharath Chandra100% (5)
- Gujarat BOE 2015 Paper 1 SolutionDocument7 pagesGujarat BOE 2015 Paper 1 SolutionSaravana Prasad100% (1)
- Kinetics Anaerobic MesofilicDocument7 pagesKinetics Anaerobic MesofilicJorge Froilan GonzalezNo ratings yet
- 7.2 Process Design of Fermenter (R2003)Document9 pages7.2 Process Design of Fermenter (R2003)Bhuneshwar ChelakNo ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- Sewage Treatment WorksheetDocument18 pagesSewage Treatment WorksheetRemedanNo ratings yet
- Adsorption Column Design PDFDocument58 pagesAdsorption Column Design PDFCharles John Catan100% (1)
- CEL795 - HW8 Solution and Additional ProblemsDocument11 pagesCEL795 - HW8 Solution and Additional ProblemsSaddy KhanNo ratings yet
- Optimal Heat Transfer Calculation and Balancing For Gas Sweetening Process A Case StudyDocument9 pagesOptimal Heat Transfer Calculation and Balancing For Gas Sweetening Process A Case Studylutfi awnNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Unlocking Green Energy : A Practical Look at Biogas Production Using Agricultural Biomass and Organic WasteFrom EverandUnlocking Green Energy : A Practical Look at Biogas Production Using Agricultural Biomass and Organic WasteNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Climate Change and Cotton Production in Modern Farming SystemsFrom EverandClimate Change and Cotton Production in Modern Farming SystemsNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Directory Cigarettes BrandDocument11 pagesDirectory Cigarettes BrandaminmominNo ratings yet
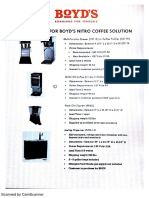
- Nitro CoffeeDocument3 pagesNitro CoffeeaminmominNo ratings yet
- Smoky Mountian Things To DoDocument10 pagesSmoky Mountian Things To DoaminmominNo ratings yet
- Smoothie eDocument1 pageSmoothie eaminmominNo ratings yet
- Workout PlanDocument3 pagesWorkout PlanaminmominNo ratings yet
- DropletDocument1 pageDropletaminmominNo ratings yet
- Nitro CoffeeDocument3 pagesNitro CoffeeaminmominNo ratings yet
- OrganicDocument1 pageOrganicaminmominNo ratings yet
- AC Induction OptionsDocument3 pagesAC Induction OptionsaminmominNo ratings yet
- 01 - Electric Powertrain Structures BaseDocument4 pages01 - Electric Powertrain Structures BaseElectrical-EngineerNo ratings yet
- SpavceDocument1 pageSpavceaminmominNo ratings yet
- Living Room Design: Classic Modern StyleDocument2 pagesLiving Room Design: Classic Modern StyleaminmominNo ratings yet
- Vis BreakingDocument12 pagesVis BreakingMohit Arora100% (1)
- Reservoir and Wellheads: Crude Oil and Natural GasDocument15 pagesReservoir and Wellheads: Crude Oil and Natural GasИрина ДовгунNo ratings yet
- Aluminum Can Production: Step 1 - Bauxite MiningDocument27 pagesAluminum Can Production: Step 1 - Bauxite MiningMalik Nazim ChannarNo ratings yet
- FCCDocument69 pagesFCCanshug1016No ratings yet
- Tyco FoamDocument8 pagesTyco FoamAhrian BenaNo ratings yet
- Training Report: Share Your ThoughtsDocument1 pageTraining Report: Share Your Thoughtsadeel jamilNo ratings yet
- 0 - Lecture Notes FCC Carbon ResidueDocument6 pages0 - Lecture Notes FCC Carbon ResidueHarsh BhaktNo ratings yet
- CaterpillarG3300 RPDocument11 pagesCaterpillarG3300 RPEdinson Ariel Chavarro QuinteroNo ratings yet
- Boiler Control Process OverviewDocument27 pagesBoiler Control Process OverviewSandeep Kumar Krishnaraj100% (1)
- History of NATMDocument3 pagesHistory of NATMJason ToraldeNo ratings yet
- APC and Ethylene RTO - 160713Document35 pagesAPC and Ethylene RTO - 160713Andy LuthorNo ratings yet
- Drilling Engineering Fundamentals (Jorge H.B. Sampayo)Document220 pagesDrilling Engineering Fundamentals (Jorge H.B. Sampayo)Davidson JustoNo ratings yet
- 02B Regla - Demag EB 60Document120 pages02B Regla - Demag EB 60Rodrigo DíazNo ratings yet
- Nta855g2 PDFDocument2 pagesNta855g2 PDFRoberto RuedaNo ratings yet
- Reciprocating Pumps Trouble Shooting GuideDocument4 pagesReciprocating Pumps Trouble Shooting Guidesevero97No ratings yet
- Basic EngineDocument2 pagesBasic EngineSuharto ZuhriNo ratings yet
- HVAC CatalogDocument47 pagesHVAC CatalogJoel BecherNo ratings yet
- EEC DetroitDocument92 pagesEEC DetroitRimbert100% (4)
- Assignment1 AnsDocument8 pagesAssignment1 AnsHadirah DunglahNo ratings yet
- Experimental Investigations of Pressure Drop in The Combustion Chamber of Gas TurbineDocument4 pagesExperimental Investigations of Pressure Drop in The Combustion Chamber of Gas Turbineamir moniriNo ratings yet
- PistonsDocument6 pagesPistonsapi-239528001No ratings yet
- GeoStore CatalogueDocument102 pagesGeoStore CatalogueDaisy Flores100% (2)
- Bio GasDocument4 pagesBio GasRajko DakicNo ratings yet
- Different LNG-Storage Tank Concepts PDFDocument6 pagesDifferent LNG-Storage Tank Concepts PDFMarco Dos Santos Neves0% (1)
- Vol 15, Issue 3 (11 Aug 11)Document22 pagesVol 15, Issue 3 (11 Aug 11)Animesh10212No ratings yet
- 2013 Erson CatalogDocument354 pages2013 Erson CatalogBill WoodNo ratings yet
- Makati City Fire Station: Fire and Life Safety SeminarDocument60 pagesMakati City Fire Station: Fire and Life Safety SeminarAireen TanioNo ratings yet