Download as pdf or txt
You might also like
- The Selection and Design of Mill LinersDocument11 pagesThe Selection and Design of Mill Linersluis martinezNo ratings yet
- Multistage Flowsheets SampleDocument1 pageMultistage Flowsheets SampleDanny joaquinNo ratings yet
- Sintercast Vs HardfacingDocument21 pagesSintercast Vs Hardfacinganrulo75% (4)
- Ball Mill Audit and OptimizationDocument82 pagesBall Mill Audit and Optimizationanrulo100% (4)
- Clinker Grinding EfficiencyDocument23 pagesClinker Grinding EfficiencyTin NguyenNo ratings yet
- Hardenability of High CR White Cast IronDocument4 pagesHardenability of High CR White Cast IronanruloNo ratings yet
- Determination of Lifter Design, Speed and Filling Effects in AG Mills PDFDocument8 pagesDetermination of Lifter Design, Speed and Filling Effects in AG Mills PDFAnonymous NxpnI6jCNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueDocument3 pagesA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresNo ratings yet
- Stirr Ball Mill PDFDocument5 pagesStirr Ball Mill PDFHüseyinVapurNo ratings yet
- Corpare Bond Work Index and Hard GroveDocument15 pagesCorpare Bond Work Index and Hard GroveWaterdrop' 'DewNo ratings yet
- Advances in Fine Grinding & Mill System Application in The FGD IndustryDocument6 pagesAdvances in Fine Grinding & Mill System Application in The FGD IndustrychantivsNo ratings yet
- Ball Mill OperatingDocument14 pagesBall Mill OperatingCao Ngoc Anh100% (1)
- Analysis of The Effect of Counter-Cone Location On Cyclone SeparatorDocument12 pagesAnalysis of The Effect of Counter-Cone Location On Cyclone SeparatorAnonymous NxpnI6jCNo ratings yet
- FLS VRM & Ball MillDocument18 pagesFLS VRM & Ball MillsanjeevsharmaNo ratings yet
- FK Pump and FV Compressor - BrochureDocument8 pagesFK Pump and FV Compressor - BrochureJohn Lester Padilla-DacanayNo ratings yet
- Hpgrsim OpenDocument83 pagesHpgrsim OpenCarlos DiazNo ratings yet
- Ball Mill For Cement GrindingDocument5 pagesBall Mill For Cement GrindingNkosilozwelo Sibanda100% (1)
- Effect of Circulating Load and ClassificDocument12 pagesEffect of Circulating Load and ClassificTatenda SibandaNo ratings yet
- Bond Mill SizingDocument3 pagesBond Mill SizingDidi Paul Huilca RodriguezNo ratings yet
- Bond Mill ThroughputDocument3 pagesBond Mill ThroughputGenaro MachacaNo ratings yet
- 1 s2.0 S2772275922000144 MainDocument14 pages1 s2.0 S2772275922000144 Mainfaty hdez100% (1)
- Better Grinding Systems: Figure 1: DeglomeratorDocument5 pagesBetter Grinding Systems: Figure 1: DeglomeratorSrikanth Mankala100% (1)
- Power-Based Comminution Calculations Using AusgrindDocument13 pagesPower-Based Comminution Calculations Using AusgrindMarcos Bueno100% (1)
- Ball - Mill - Finish Mill Ball Charge CalculationDocument3 pagesBall - Mill - Finish Mill Ball Charge CalculationVijay Bhan50% (2)
- 76 Mbar - 91 Mbar: CO - InertizationDocument1 page76 Mbar - 91 Mbar: CO - InertizationKenny RuizNo ratings yet
- Industrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceDocument8 pagesIndustrial Validation of The Functional Performance Equation - A Breakthrough Tool For Improving Plant Grinding PerformanceFredy PeñaNo ratings yet
- Ball Mill Empty Height Measurment For Calculation of % Volume Filling Cement Mill NO-1Document13 pagesBall Mill Empty Height Measurment For Calculation of % Volume Filling Cement Mill NO-1imam janiNo ratings yet
- Solid-Gas SeparationDocument13 pagesSolid-Gas SeparationMark LoraNo ratings yet
- Mechanical Centrifugal Air ClassifiersDocument3 pagesMechanical Centrifugal Air ClassifiersBramJanssen76No ratings yet
- Crusher SolectionDocument7 pagesCrusher SolectionSomnath BanerjeeNo ratings yet
- Air Classifier ArticleDocument16 pagesAir Classifier ArticleHemanth KumarNo ratings yet
- Media Charge - Ball Size & DensityDocument3 pagesMedia Charge - Ball Size & DensityIrving Dirzo CarrilloNo ratings yet
- RowlandDocument5 pagesRowlandzicoNo ratings yet
- Grinding 3 Circuit DesignsDocument35 pagesGrinding 3 Circuit DesignsIvan Milanes100% (1)
- Scope:: About The Ballparam - Dual Spreadsheet ..Document57 pagesScope:: About The Ballparam - Dual Spreadsheet ..lewis poma rojasNo ratings yet
- The Mining Grinding Office: Other Power FormulasDocument2 pagesThe Mining Grinding Office: Other Power Formulassempatik721No ratings yet
- Some Observations Regarding SAG MillingDocument5 pagesSome Observations Regarding SAG MillingLevent ErgunNo ratings yet
- Scope:: About The Ballbal - Reverse Spreadsheet ..Document15 pagesScope:: About The Ballbal - Reverse Spreadsheet ..julio carpio Franco100% (1)
- Mathematical Model of Magnetite Oxidation in A Rotary Kiln FurnaceDocument6 pagesMathematical Model of Magnetite Oxidation in A Rotary Kiln Furnacedavibraga8041No ratings yet
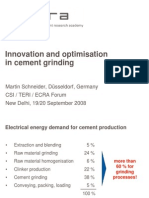
- Elect Enrgy Effic Cement 05+23Document68 pagesElect Enrgy Effic Cement 05+23hendriNo ratings yet
- The Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceDocument15 pagesThe Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceYaser Mohamed Abas100% (1)
- Teoria de BondDocument8 pagesTeoria de BondMarcelaChavezNo ratings yet
- A Comparison of The Bond Method For Sizing Wet Tumbling Mills With A Size Mass Balance Simulation ModelDocument14 pagesA Comparison of The Bond Method For Sizing Wet Tumbling Mills With A Size Mass Balance Simulation ModelJavier Enrique Toro YentzenNo ratings yet
- Media Charge - Linear Wear - Ball MillsDocument5 pagesMedia Charge - Linear Wear - Ball MillsLuis Katsumoto Huere AnayaNo ratings yet
- Cyclosim SingleDocument8 pagesCyclosim SingleEmiliano GilNo ratings yet
- Precommissioning Checks in Pyro - Kiln Feed AreaDocument1 pagePrecommissioning Checks in Pyro - Kiln Feed AreaVijay BhanNo ratings yet
- ALTA 2013 UREE Proceedings Contents AbstractsDocument33 pagesALTA 2013 UREE Proceedings Contents AbstractsKazem MirjaliliNo ratings yet
- CycloneDocument10 pagesCyclonepradeep4545No ratings yet
- KHD Tube MillDocument2 pagesKHD Tube MillKeynes de SavaNo ratings yet
- Comminution (Automaticky Uloženo) PDFDocument21 pagesComminution (Automaticky Uloženo) PDFAntonioJavierOstosMachadoNo ratings yet
- Lab Manual For Trommel CitDocument2 pagesLab Manual For Trommel CitRyle ArbonNo ratings yet
- Slag GrindingDocument27 pagesSlag GrindingGanapathy SubramaniamNo ratings yet
- Iron Ore Dressing Plant Auditing - LectureDocument7 pagesIron Ore Dressing Plant Auditing - LectureravibelavadiNo ratings yet
- Grinding The Primary ConditionerDocument18 pagesGrinding The Primary ConditionerAkshay Pookat RammohanNo ratings yet
- Wear Rate Grinding Ball PDFDocument12 pagesWear Rate Grinding Ball PDFLoraNo ratings yet
- BallParam BatchDocument16 pagesBallParam BatchAnonymous TsKN7XZBNo ratings yet
- Air Classifier ArticleDocument16 pagesAir Classifier ArticlePeyman KhNo ratings yet
- Multistage Flowsheets Sabc1Document204 pagesMultistage Flowsheets Sabc1alonsogonzalesNo ratings yet
- Parts List For Pulse-Jet Fabric Filter HatchDocument5 pagesParts List For Pulse-Jet Fabric Filter HatchIngeniero mecanico F.N.I.No ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Municipal Solid Waste to Energy Conversion Processes: Economic, Technical, and Renewable ComparisonsFrom EverandMunicipal Solid Waste to Energy Conversion Processes: Economic, Technical, and Renewable ComparisonsNo ratings yet
- Effects of Grinding Media Shapes On Load Behaviour and Mill Power in A Dry Ball MillDocument5 pagesEffects of Grinding Media Shapes On Load Behaviour and Mill Power in A Dry Ball MillW ZuoNo ratings yet
- Flotation 2Document15 pagesFlotation 2anruloNo ratings yet
- Flotation 3Document12 pagesFlotation 3anruloNo ratings yet
- Grinding FundamentalsDocument49 pagesGrinding FundamentalsanruloNo ratings yet
- Wear Tests On Grinding BallsDocument31 pagesWear Tests On Grinding BallsMartín UcedaNo ratings yet
- Sintercast Vs Hardfacing PDFDocument21 pagesSintercast Vs Hardfacing PDFanruloNo ratings yet
- Grinding Technology of Limestone With Ball MillsDocument16 pagesGrinding Technology of Limestone With Ball MillsanruloNo ratings yet
- HoromillDocument17 pagesHoromillanrulo100% (1)
- Grinding Media Composition and QualityDocument8 pagesGrinding Media Composition and QualityanruloNo ratings yet
- Grinding With Ball Mill Systems: SeparatingDocument64 pagesGrinding With Ball Mill Systems: SeparatingVishnu Vardhan . C100% (3)
- Main Types of Crushers 02Document9 pagesMain Types of Crushers 02anruloNo ratings yet
- Cement Vertical Mill Vs Ball MillDocument17 pagesCement Vertical Mill Vs Ball Millanrulo50% (2)
- DEM Method For Liner WearDocument6 pagesDEM Method For Liner WearanruloNo ratings yet
- Grinding TechnologiesDocument41 pagesGrinding TechnologiesJoseph Leveque100% (10)
- Hardfacing To Increase Wear ResistanceDocument6 pagesHardfacing To Increase Wear ResistanceanruloNo ratings yet
- Victoria Falls Control Tower ReportDocument6 pagesVictoria Falls Control Tower ReportBright MuzaNo ratings yet
- Econ Bimetal Thermometers Brass InsertDocument1 pageEcon Bimetal Thermometers Brass InsertChristianGuerreroNo ratings yet
- H 06Document53 pagesH 06Ricardo MendesNo ratings yet
- 411 Ses41 Tillmann 040 FINAL v3Document8 pages411 Ses41 Tillmann 040 FINAL v3Ertugrul CelikNo ratings yet
- Tesys DF Ls1-Gk1 Df101Document2 pagesTesys DF Ls1-Gk1 Df101Zoran NesicNo ratings yet
- Yamaha T135 Service Manual CoolingDocument10 pagesYamaha T135 Service Manual CoolingRaditya Erlangga100% (2)
- Curriculum Vitae Julian Bamber: Personal DetailsDocument2 pagesCurriculum Vitae Julian Bamber: Personal DetailsjulianbamberNo ratings yet
- Operation Manual PDFDocument48 pagesOperation Manual PDFAnditya TriasNo ratings yet
- Pulsation Dampeners For Smooth Flow in Pipes: The K FactorDocument3 pagesPulsation Dampeners For Smooth Flow in Pipes: The K FactorEdisonReisNo ratings yet
- Ejaz 1332022 Ja Csi 10574Document10 pagesEjaz 1332022 Ja Csi 10574Kim NhungNo ratings yet
- Question For Exam in BUETDocument8 pagesQuestion For Exam in BUETShaibal Ahmed0% (1)
- Designation: C 1203 - 91 (Reapproved 2002)Document5 pagesDesignation: C 1203 - 91 (Reapproved 2002)angeljosechuquiureNo ratings yet
- 71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersDocument2 pages71349-1003 Molex Conn 2x5 (100mil Pitch) PCB HeadersmofiwNo ratings yet
- APC Utilized at IGCC Plant (ABB)Document16 pagesAPC Utilized at IGCC Plant (ABB)Yang Gul LeeNo ratings yet
- Retaining Wall: Assistant Professor, Department of Civil Engineering, AiktcDocument24 pagesRetaining Wall: Assistant Professor, Department of Civil Engineering, Aiktcshivaji_sarvadeNo ratings yet
- Engineering Method For Calculation of Short-CircuitDocument8 pagesEngineering Method For Calculation of Short-CircuitHakkim Sheik Thauth J100% (1)
- ECG Interpretation Made Incredibly Easy! (5th Edition)Document29 pagesECG Interpretation Made Incredibly Easy! (5th Edition)Freisan Chen0% (1)
- Geothermal Drilling-Keep It Simple - Hagen Hole SIMPLEDocument6 pagesGeothermal Drilling-Keep It Simple - Hagen Hole SIMPLEAdil AytekinNo ratings yet
- Pxa255 q7 EngDocument106 pagesPxa255 q7 Engqweeerty123100% (1)
- Hydrogen Sulfide (0.0001% - 0.05 %) in Nitrogen: Safety Data Sheet 50248Document9 pagesHydrogen Sulfide (0.0001% - 0.05 %) in Nitrogen: Safety Data Sheet 50248pcatruongNo ratings yet
- 8 - Magnesium-GlycerophosphateDocument1 page8 - Magnesium-Glycerophosphateasmae.labindusNo ratings yet
- Isr 12v 10k - Dat PDFDocument2 pagesIsr 12v 10k - Dat PDFmahumboNo ratings yet
- Ajm PDFDocument14 pagesAjm PDFvs.krishnakanthNo ratings yet
- Integrated Systems Management: Improving Systems Performance To World Class StatusDocument42 pagesIntegrated Systems Management: Improving Systems Performance To World Class StatusDr. Sandeep KautishNo ratings yet
- 7 FuelsDocument113 pages7 FuelsKenny Jay LabianoNo ratings yet
- Basic Principles of A HVAC SystemDocument2 pagesBasic Principles of A HVAC SystemsamsungloverNo ratings yet
- 3 Hydrocarbon Phase BehaviourDocument45 pages3 Hydrocarbon Phase BehaviourMD. ASIF ALL AZADNo ratings yet
- Daikin R32 Non InverterDocument8 pagesDaikin R32 Non InverterWahyu Nugroho100% (1)
- WHR Mechanical Activities For AQC Boiler Blow Outs PDFDocument2 pagesWHR Mechanical Activities For AQC Boiler Blow Outs PDFAmit SinghNo ratings yet
- Bio Degradation of PlasticsDocument24 pagesBio Degradation of PlasticsArchit Gupta100% (1)