Download as docx, pdf, or txt
You might also like
- 2011 AASHTO Roadside Design Guide-V4 - WerrataDocument345 pages2011 AASHTO Roadside Design Guide-V4 - WerrataSlim Shady78% (9)
- ASSAI Booklet Ver2Document2 pagesASSAI Booklet Ver2mohammadazraiNo ratings yet
- 01.introduction To CorrosionDocument18 pages01.introduction To CorrosionIndah ArdiantiNo ratings yet
- 1 - Basics of Condition Based MaintenanceDocument16 pages1 - Basics of Condition Based MaintenanceMohamed Hassan AhmedNo ratings yet
- Ce 316495 Hvac Design Calculation PDFDocument168 pagesCe 316495 Hvac Design Calculation PDFAnonymous NR3qZ30100% (1)
- Rbi RBMDocument12 pagesRbi RBMn73686861No ratings yet
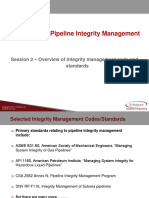
- Session 2 Overview of IntegrityDocument19 pagesSession 2 Overview of IntegritysahandstmNo ratings yet
- PSM - Refining Damage Mechanisms "101": Jim RileyDocument26 pagesPSM - Refining Damage Mechanisms "101": Jim Rileydelta_scopeNo ratings yet
- Failure AnalysisDocument52 pagesFailure AnalysisMahesh Babu TalupulaNo ratings yet
- RCM GuideDocument97 pagesRCM Guidedesire1167% (3)
- Caustic Corrosion in Boiler Waterside Tube Root Cause & MechanismDocument9 pagesCaustic Corrosion in Boiler Waterside Tube Root Cause & Mechanismعزت عبد المنعم100% (1)
- Storage TanksDocument1 pageStorage TanksfraemddNo ratings yet
- 9 Root Cause Failure Analysis PDFDocument3 pages9 Root Cause Failure Analysis PDFSaravanan RasayaNo ratings yet
- 00 AOC's Meridium MI Work Process Training Example SlidesDocument67 pages00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- Rotating Equipment Reliability Day1Document7 pagesRotating Equipment Reliability Day1hassaanzafar7100% (2)
- The Development of Corrosion Control Document (CCD) in Refinery: Crude Distillation Unit (CDU) ProcessDocument6 pagesThe Development of Corrosion Control Document (CCD) in Refinery: Crude Distillation Unit (CDU) Processnktiah1207No ratings yet
- AIMS Training (July 31, 2024)Document4 pagesAIMS Training (July 31, 2024)Arianta RianNo ratings yet
- Combustion Turbine Hot Section Life ManagementDocument10 pagesCombustion Turbine Hot Section Life Managementhugo99967% (3)
- Article Failure AnalysisDocument25 pagesArticle Failure AnalysisMd KalamuddinNo ratings yet
- The Management of Mechanical Integrity Inspections at Small-SizedDocument6 pagesThe Management of Mechanical Integrity Inspections at Small-SizedTadeu SantanaNo ratings yet
- Hydrocom: Experience Real Capacity Control and Energy SavingsDocument8 pagesHydrocom: Experience Real Capacity Control and Energy SavingsVignesh Dheenakumar100% (1)
- Chapter 10: Failure: Issues To Address..Document31 pagesChapter 10: Failure: Issues To Address..Jhei UploadNo ratings yet
- Mechanical Integrity Program Development For New Construction - FINALDocument22 pagesMechanical Integrity Program Development For New Construction - FINALMatthew CasertaNo ratings yet
- A Guide To Failure Analysis For The Oil and Gas IndustryDocument6 pagesA Guide To Failure Analysis For The Oil and Gas IndustryThirukkumaranBalasubramanian100% (1)
- Intro To DMAICDocument40 pagesIntro To DMAICsamfisher8989No ratings yet
- Risk Based Inspection (RBI) Solutions PDFDocument8 pagesRisk Based Inspection (RBI) Solutions PDFEjaj SiddiquiNo ratings yet
- Asset Integrity Management SystemDocument26 pagesAsset Integrity Management SystemMoeslem HaqNo ratings yet
- ASME Temporary Repairs 101410-1Document41 pagesASME Temporary Repairs 101410-1khanz88_rulz1039No ratings yet
- API 571 Comparison Sheet API 570Document3 pagesAPI 571 Comparison Sheet API 570HARDIK PATELNo ratings yet
- BATD369 - Corrosion Management SystemDocument5 pagesBATD369 - Corrosion Management SystemFlorian COUTURIER100% (1)
- HRSGDocument9 pagesHRSGprasad5034100% (1)
- Pipeline Integrity Manangement-2004Document20 pagesPipeline Integrity Manangement-2004Victor Hugo BarzolaNo ratings yet
- E2G Training Catalog 2023Document40 pagesE2G Training Catalog 2023kapsarcNo ratings yet
- Fdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingDocument95 pagesFdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingRajaramNo ratings yet
- AIPS Guide - Element 7 HEMP Rev 2Document9 pagesAIPS Guide - Element 7 HEMP Rev 2mahamed medlamineNo ratings yet
- ABS Group Presentation To NOIA G Burton R1Document10 pagesABS Group Presentation To NOIA G Burton R1jackiemaddy100% (1)
- Process Equipment DesignDocument418 pagesProcess Equipment DesignMoch Rokhmat Taufiq HidayatNo ratings yet
- A View On The General Practice in Engineering Failure AnalysisDocument8 pagesA View On The General Practice in Engineering Failure Analysisandsateb_01No ratings yet
- Mechanical Integrity SimplifiedDocument7 pagesMechanical Integrity SimplifiedDwi Hary WirathamaNo ratings yet
- Reliability Ab PDFDocument4 pagesReliability Ab PDFLuis Alberto SanchezNo ratings yet
- Failure Mode and Effect Analysis-2Document33 pagesFailure Mode and Effect Analysis-2rammit2007No ratings yet
- Furma Fast DSDocument2 pagesFurma Fast DSMuhamad ZahdiNo ratings yet
- Revised Risk-Informed Inservice Inspection Evaluation ProcedureDocument244 pagesRevised Risk-Informed Inservice Inspection Evaluation ProcedureDanie-ElsNo ratings yet
- Boiler Asset Integrity ManagementDocument34 pagesBoiler Asset Integrity ManagementWalid Ahsan100% (1)
- Defect EliminationDocument8 pagesDefect EliminationHariKishore SudarsanamNo ratings yet
- Steam Turbine ValvesDocument2 pagesSteam Turbine ValvesWalter Joseph100% (3)
- Materials Selection - BaherDocument52 pagesMaterials Selection - BaherKamal Raju100% (1)
- Author 'S Accepted ManuscriptDocument51 pagesAuthor 'S Accepted ManuscriptThiago Cavalcante SimonatoNo ratings yet
- Welding Is ADocument15 pagesWelding Is Avijayans_1No ratings yet
- High - Temp Component LifeDocument337 pagesHigh - Temp Component Lifeparvez.hkzNo ratings yet
- Topsides Pressure Integrity ManagementDocument9 pagesTopsides Pressure Integrity Managementbadruddin.karimNo ratings yet
- 9 - Inspection of UPVDocument46 pages9 - Inspection of UPVArif_Hon_9898No ratings yet
- MEE Avoiding Bolt FailuresDocument2 pagesMEE Avoiding Bolt Failuresridwan347No ratings yet
- Basics To Corrosion at Petrochemical Plants: by Shahid Razzaq Inspection Unit - MMDocument314 pagesBasics To Corrosion at Petrochemical Plants: by Shahid Razzaq Inspection Unit - MMMuhammad Abdullah Khan100% (1)
- Basic Concepts of CorrosionDocument25 pagesBasic Concepts of CorrosionامينNo ratings yet
- Risk Based MaintenanceDocument15 pagesRisk Based MaintenancegizaikoNo ratings yet
- Materials Selection For Corrosion PreventionDocument61 pagesMaterials Selection For Corrosion PreventionJeremy Coleman100% (1)
- Strain Based Evaluation of Dents in Pressurized PipesDocument6 pagesStrain Based Evaluation of Dents in Pressurized Pipesmaziar60No ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Ductile and Brittle Metal CharacteristicsDocument13 pagesDuctile and Brittle Metal Characteristicsrai_aviNo ratings yet
- Selection of Electric Motor For EVDocument6 pagesSelection of Electric Motor For EVaerobeetleNo ratings yet
- Milling MachineDocument65 pagesMilling Machinevijayans_1No ratings yet
- Uptime 7 Reliability Centered MaintenanceDocument33 pagesUptime 7 Reliability Centered Maintenancevijayans_1100% (1)
- Kings: Department of Mechanical EngineeringDocument14 pagesKings: Department of Mechanical EngineeringAdam AhmadNo ratings yet
- Engineering DesignDocument34 pagesEngineering DesignEmmanuel NicholasNo ratings yet
- Beginning Vibration Analysis PDFDocument96 pagesBeginning Vibration Analysis PDFromadhinhoNo ratings yet
- Beginning Vibration Analysis PDFDocument96 pagesBeginning Vibration Analysis PDFromadhinhoNo ratings yet
- Welding Is ADocument15 pagesWelding Is Avijayans_1No ratings yet
- Machining Operations: Text-Based VersionDocument5 pagesMachining Operations: Text-Based Versionvijayans_1No ratings yet
- ch2 p2 PDFDocument31 pagesch2 p2 PDFYahya Abdulsalam0% (1)
- Case Study of Concurrent Engineering in Stadium ConstructionDocument4 pagesCase Study of Concurrent Engineering in Stadium ConstructionKalai KumarNo ratings yet
- Shell Structure - Case AnalysisDocument3 pagesShell Structure - Case AnalysisKIRAN SURESHKUMAR 2061735No ratings yet
- Cladding Group 5Document52 pagesCladding Group 5Roshini KannuriNo ratings yet
- 0ship Propulsion System LECTURE4Document11 pages0ship Propulsion System LECTURE4Joshua ZuasulaNo ratings yet
- IFPSA Master Symbol Chart PDFDocument1 pageIFPSA Master Symbol Chart PDFanush_swaminathanNo ratings yet
- Ai INTA212 Sonetti CADdrawingsDocument6 pagesAi INTA212 Sonetti CADdrawingsMelissa SonettiNo ratings yet
- Cable Stayed BridgeDocument3 pagesCable Stayed BridgeNorendro KangjamNo ratings yet
- Bituthene 1000X HC: DescriptionDocument2 pagesBituthene 1000X HC: DescriptionPradeep KumaraNo ratings yet
- Process Piping:: The Complete Guide TOASME 831.3 Third EditionDocument6 pagesProcess Piping:: The Complete Guide TOASME 831.3 Third EditionFahad KhanNo ratings yet
- Grundfos Unilift AP Katalogus enDocument2 pagesGrundfos Unilift AP Katalogus enYusup YuliantoNo ratings yet
- Wis4 35 01Document17 pagesWis4 35 01Sarwat Naim SiddiquiNo ratings yet
- Master Time TableDocument1 pageMaster Time TableShyam AgasthyaNo ratings yet
- A1100 Installation Instructions WeldedDocument4 pagesA1100 Installation Instructions WeldedMario Castro CamposNo ratings yet
- Clause 8: Commencement, Delays and SuspensionDocument24 pagesClause 8: Commencement, Delays and SuspensionJane Panganiban100% (1)
- Vision Mission Objectives: Ordinary Portland Cement 43 Grade Cement (OPC 43 Grade)Document2 pagesVision Mission Objectives: Ordinary Portland Cement 43 Grade Cement (OPC 43 Grade)M. HaripriyaNo ratings yet
- Design of Water Retaining Structures To ECDocument44 pagesDesign of Water Retaining Structures To ECVincent Teng100% (4)
- R Eugp1 TPT P 000 Gen Man 003 R01Document94 pagesR Eugp1 TPT P 000 Gen Man 003 R01debapriyoNo ratings yet
- Triple B Stadium Statement of Claim F March 4 2015Document27 pagesTriple B Stadium Statement of Claim F March 4 2015ChrisDcaNo ratings yet
- Field Hydrotest Manual UndergroundDocument8 pagesField Hydrotest Manual UndergroundPhuoc PhuNo ratings yet
- Early Use Article With Case LawDocument4 pagesEarly Use Article With Case LawOsmanRafaee100% (2)
- Chainflex CablesDocument60 pagesChainflex CablesAnonymous HNCgfojJCNo ratings yet
- Project Concept Paper Template - ADBDocument22 pagesProject Concept Paper Template - ADBPiyush ParagNo ratings yet
- VAM Catalog 2011Document116 pagesVAM Catalog 2011Anoop SVNo ratings yet
- Steel Reinforced Timber Structures For Multi Storey BuildingsDocument6 pagesSteel Reinforced Timber Structures For Multi Storey Buildingsidora27No ratings yet
- Construction Estimator ResumeDocument5 pagesConstruction Estimator ResumeNguyen Thi DungNo ratings yet
- Design of Buried Pipeline Block AnchorDocument2 pagesDesign of Buried Pipeline Block Anchoragung_gpeNo ratings yet
- Rate AnalysisDocument4 pagesRate AnalysisPradeep Billa100% (1)