Download as pdf or txt
You might also like
- BIO102 Practice ExamDocument10 pagesBIO102 Practice ExamKathy YuNo ratings yet
- Question 1 (1 Point)Document44 pagesQuestion 1 (1 Point)milanchabhadiya288No ratings yet
- (EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document48 pages(EW-512-5) - Destructive Testing Methods - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- Duplex Stainless WPSDocument10 pagesDuplex Stainless WPSMohammed KamalNo ratings yet
- Flux Cored and MIG Pipe WeldingDocument59 pagesFlux Cored and MIG Pipe Weldingcentaury2013No ratings yet
- Welding Defect ChartDocument2 pagesWelding Defect ChartPavan_yoyo100% (4)
- FE-based Vehicle Analysis of Heavy TrucksDocument10 pagesFE-based Vehicle Analysis of Heavy TrucksvilukNo ratings yet
- Step by Step Procedure To Export A Deformed Geometry in AnsysDocument11 pagesStep by Step Procedure To Export A Deformed Geometry in AnsysvilukNo ratings yet
- Contractor Safety Stand Down 2016Document25 pagesContractor Safety Stand Down 2016ekoimampNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- ARC WeldingDocument41 pagesARC WeldingAravind Raj100% (1)
- Welding Inspection VT Course-New PDFDocument82 pagesWelding Inspection VT Course-New PDF7okaz100% (2)
- Weld DefectsDocument40 pagesWeld Defectsarash59_4u100% (1)
- Bend Testing: Job Knowledge 73Document3 pagesBend Testing: Job Knowledge 73kevin herryNo ratings yet
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Welding Gauges: Universal Welding Gauge - Mg-8Document4 pagesWelding Gauges: Universal Welding Gauge - Mg-8Raju ChaudharyNo ratings yet
- Visual Guide To Weld Defects & DiscontinuitiesDocument44 pagesVisual Guide To Weld Defects & DiscontinuitiesGTPATELNo ratings yet
- 1.0 Scope: Page 1 of 4 QSP-450-BA-6064-26001 Rev.2Document2 pages1.0 Scope: Page 1 of 4 QSP-450-BA-6064-26001 Rev.2govimanoNo ratings yet
- Hands On Training For WPS, PQR - WQT Program May 2014, Chennai PDFDocument9 pagesHands On Training For WPS, PQR - WQT Program May 2014, Chennai PDFganeshjsiva100% (1)
- Weld DefectsDocument16 pagesWeld DefectsKeith Rutherford100% (2)
- Welding Qualification1Document57 pagesWelding Qualification1balu100% (1)
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocument80 pagesRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNo ratings yet
- Section 09 Weld QualityDocument32 pagesSection 09 Weld Qualityforlan pinheiro100% (1)
- Weld Defects and DiscontinuitiesDocument78 pagesWeld Defects and DiscontinuitiesGilbert MendozaNo ratings yet
- Submerged Arc WeldingDocument21 pagesSubmerged Arc WeldingSACHIN A. MORENo ratings yet
- Welding DefectsDocument38 pagesWelding Defectssajeev27100% (4)
- Macro TestDocument2 pagesMacro TestTomy GeorgeNo ratings yet
- Documents Governing Welding Inspection and QualificationDocument56 pagesDocuments Governing Welding Inspection and Qualificationtuvu100% (4)
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- Welding Super Duplex SSDocument11 pagesWelding Super Duplex SSmuarabadak100% (1)
- Various Welding ProcessDocument50 pagesVarious Welding Processsachin G.No ratings yet
- Weld Joint Geometry - Welding and NDE SymbolsDocument124 pagesWeld Joint Geometry - Welding and NDE Symbolstuvu100% (1)
- Gas Metal Arc Welding (GMAW)Document16 pagesGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarNo ratings yet
- Welding Procedure SpecificationsDocument14 pagesWelding Procedure SpecificationsBasavaraj KaraningNo ratings yet
- Defects Lamellar TearingDocument6 pagesDefects Lamellar Tearingguru_terexNo ratings yet
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Safe Practices For Welding InspectorsDocument39 pagesSafe Practices For Welding Inspectorstuvu100% (2)
- Visual Inspection Workshop2Document42 pagesVisual Inspection Workshop2saeedsaeed31100% (2)
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd Nizam100% (1)
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Welding Processes 11Document97 pagesWelding Processes 11akabhinav32100% (2)
- CMT Welding Research PaperDocument23 pagesCMT Welding Research PaperUpendra93No ratings yet
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- Welding Defect in GTAWDocument19 pagesWelding Defect in GTAWMuhammad Ghiyats100% (1)
- The Role of Tip DressingDocument4 pagesThe Role of Tip DressingLutfi Ismail100% (1)
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Submerged Arc WeldingDocument5 pagesSubmerged Arc Weldingmanikandan.vNo ratings yet
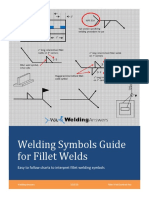
- Welding Symbols Guide For Fillet WeldsDocument10 pagesWelding Symbols Guide For Fillet WeldsGerardo JM PalaciosNo ratings yet
- 125 Welding-Inspection-Technology-M11-Q-A PDFDocument88 pages125 Welding-Inspection-Technology-M11-Q-A PDFmoonstar_dme100% (1)
- FCAWDocument6 pagesFCAWshravan.office11No ratings yet
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Requirme Assignment3Document4 pagesRequirme Assignment3Cyber RoseNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- 11 Common Welding Defects and How To Prevent ThemDocument7 pages11 Common Welding Defects and How To Prevent ThemRez HabloNo ratings yet
- Weld DefectDocument15 pagesWeld DefectahmadNo ratings yet
- Pipeline Inspector 1667834732Document57 pagesPipeline Inspector 1667834732Dhani de EngineurNo ratings yet
- Handbook - Weld DefectsDocument1 pageHandbook - Weld Defectskaveh-bahiraeeNo ratings yet
- Welding Defects (Copy and Paste Je)Document9 pagesWelding Defects (Copy and Paste Je)Hamimi AkmalNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- InspectionDocument17 pagesInspectionRishu GuptaNo ratings yet
- Weld DiscontinuityDocument8 pagesWeld DiscontinuityRtal JgalNo ratings yet
- Model Operational DataDocument10 pagesModel Operational DatavilukNo ratings yet
- 05 Astm Grain Size MeasurementsDocument27 pages05 Astm Grain Size MeasurementsnareshNo ratings yet
- How To Post-Process Real and Imaginary Results From A Harmonic Analysis?Document1 pageHow To Post-Process Real and Imaginary Results From A Harmonic Analysis?vilukNo ratings yet
- How To Post-Process Real and Imaginary Results From A Harmonic Analysis?Document1 pageHow To Post-Process Real and Imaginary Results From A Harmonic Analysis?vilukNo ratings yet
- EG2101-L21a RT2014 PDFDocument23 pagesEG2101-L21a RT2014 PDFvilukNo ratings yet
- Carbon Black: Professor Joe Greene Csu, ChicoDocument13 pagesCarbon Black: Professor Joe Greene Csu, Chicoviluk100% (1)
- Analysis of Acoustic Characteristics of The MufflerAnalysis of Acoustic Characteristics of The MufflerDocument6 pagesAnalysis of Acoustic Characteristics of The MufflerAnalysis of Acoustic Characteristics of The MufflervilukNo ratings yet
- VNSine On Sine TestingDocument2 pagesVNSine On Sine TestingvilukNo ratings yet
- Design of Experiments TutorialDocument16 pagesDesign of Experiments TutorialvilukNo ratings yet
- Harmonic and Random Vibration DurabilityDocument238 pagesHarmonic and Random Vibration Durabilityviluk100% (1)
- Harmonic and Random Vibration DurabilityDocument238 pagesHarmonic and Random Vibration Durabilityviluk100% (1)
- OD225273235342014000Document2 pagesOD225273235342014000Jeeva KumarNo ratings yet
- Pressure Safety Valve-Preliminary Sizing: Input DataDocument6 pagesPressure Safety Valve-Preliminary Sizing: Input DataPIDNo ratings yet
- Memorandum Plus 05172024 BOCDocument2 pagesMemorandum Plus 05172024 BOCCath DiversonNo ratings yet
- TV BroadcastingDocument6 pagesTV Broadcastingpinoy foreverNo ratings yet
- PregnylDocument4 pagesPregnylAdina DraghiciNo ratings yet
- Elijah Carigon - QBA HW 2Document2 pagesElijah Carigon - QBA HW 2Elijah CarigonNo ratings yet
- Academic Year 2019-2020: St. John College of Humanities & SciencesDocument78 pagesAcademic Year 2019-2020: St. John College of Humanities & SciencesRinkesh SoniNo ratings yet
- K-2 Ela-1Document219 pagesK-2 Ela-1Julie SuteraNo ratings yet
- A. Retirement Gratuity Claim - 3 Years Lump Sum ClaimDocument2 pagesA. Retirement Gratuity Claim - 3 Years Lump Sum ClaimBfp Rsix Maasin FireStationNo ratings yet
- S7 Edge Invoice PDFDocument1 pageS7 Edge Invoice PDFRajesh KumarNo ratings yet
- Daihatsu Gensets Diesel EngineDocument20 pagesDaihatsu Gensets Diesel Enginexyz1002100% (1)
- MBA Programme: Wayamba University of Sri Lanka Faculty of Business Studies and FinanceDocument44 pagesMBA Programme: Wayamba University of Sri Lanka Faculty of Business Studies and FinanceTommba TommyNo ratings yet
- Peter Wicke - Rock Music Culture Aesthetic and SociologyDocument121 pagesPeter Wicke - Rock Music Culture Aesthetic and SociologyFelipeNo ratings yet
- Astm D4Document3 pagesAstm D4Vijayan Munuswamy100% (1)
- RESEARCHDocument3 pagesRESEARCHLink NgerasmoNo ratings yet
- Ultrasonic Testing of Materials 155Document1 pageUltrasonic Testing of Materials 155joNo ratings yet
- Roofing - EN - 1Document11 pagesRoofing - EN - 1Elena VelkovskaNo ratings yet
- Article Reveiw FormatDocument18 pagesArticle Reveiw FormatSolomon FarisNo ratings yet
- Crippled America PDFDocument40 pagesCrippled America PDFGerardo Rogelio Alvarez100% (1)
- SternMed Xenox C400 LeafletDocument10 pagesSternMed Xenox C400 LeafletrelfathaliNo ratings yet
- Ok' Time Coffee FinninshDocument26 pagesOk' Time Coffee FinninshMelvin OlarNo ratings yet
- Debt InstrumentsDocument1 pageDebt InstrumentsKijeka HandumonNo ratings yet
- 42 Solar Water Heating and The Plant EngineerDocument8 pages42 Solar Water Heating and The Plant Engineerdumitrescu viorelNo ratings yet
- Ls STD SLB FPCB A Ro s10 218Document1 pageLs STD SLB FPCB A Ro s10 218Yazer ArafathNo ratings yet
- Resume Juan Pablo Garc°a de Presno HRBP DirectorDocument3 pagesResume Juan Pablo Garc°a de Presno HRBP DirectorLuis Fernando QuiroaNo ratings yet
- Thermal Properties of Soils: Miles S. Kersten, PH.DDocument233 pagesThermal Properties of Soils: Miles S. Kersten, PH.DIkram KhalylNo ratings yet
- TW Supplement WSA 02-2002 V2 3 MRWA - DRAFT 05 Sewerage CodeDocument35 pagesTW Supplement WSA 02-2002 V2 3 MRWA - DRAFT 05 Sewerage CodeDivesh rahulNo ratings yet