Professional Documents
Culture Documents
Fire Suppression by Water Spray
Fire Suppression by Water Spray
Uploaded by
thawdarCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Fire Suppression by Water Spray
Fire Suppression by Water Spray
Uploaded by
thawdarCopyright:
Available Formats
Fire suppression by water sprays
G. Grant
a, 1
, J. Brenton
b,1
, D. Drysdale
c,
*
a
Grant Fire Consultants Ltd, 42 Bonaly Road, Edinburgh EH13 0EQ, UK
b
Institute of Physics Publishing, Dirac House, Temple Back, Bristol BS1 6BE, UK
c
Department of Civil and Environmental Engineering, The University of Edinburgh, The Kings Buildings, Edinburgh EH9 3JN, UK
Abstract
Water has become the most widely used re-ghting agent because its re suppression performance is hard to beat. The
thermal characteristics of water make it ideally suitable as an extinguishing agent for most types of re, whether it is used to
extract heat directly from the ames, the hot products of combustion or from the surface of the fuel. The phase change from
liquid water to water vapour (steam) is particularly effective in extracting thermal energy and the production of large quantities
of water vapour may further contribute to re extinguishment by reducing the oxygen concentration of the surrounding
atmosphere, particularly where the re is conned. The present paper is based on an extensive literature review conducted
within Edinburgh Universitys Fire Safety Engineering Group and sponsored by the UK Home Ofce Fire Research and
Development Group. The aim of the research project was to establish the current state-of-the-art regarding the use of water
sprays for the suppression and extinguishment of typical (Class A) compartment res and to identify where gaps exist in the
current knowledge. 2000 Elsevier Science Ltd. All rights reserved.
Keywords: Water; Spray; Fire; Suppression; Extinguishment; Droplets
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
2. Classication of re types . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
3. The Class A recharacteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
3.1. Heat transfer aspects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
3.2. Mechanisms of ame spread in Class A res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
3.3. Pre-ashover compartment res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
3.4. Post-ashover compartment res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
3.5. Unconned Class A res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
4. Class A re extinguishment by water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
5. Quantitative characterisation of water sprays . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.1. General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.2. Denition of droplet mean diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
5.3. Sample size and standard distributions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.4. Practical methods for measuring drop size distribution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
5.5. Determination of spray pattern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6. Modes of application of re-ghting water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.1. Solid jets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.1.1. Origins of jet instability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
Progress in Energy and Combustion Science 26 (2000) 79130 PERGAMON
www.elsevier.com/locate/pecs
0360-1285/00/$ - see front matter 2000 Elsevier Science Ltd. All rights reserved.
PII: S0360-1285(99)00012-X
* Corresponding author.
1
Formerly at: Department of Civil and Environment Engineering, The University of Edinburgh, Edinburgh EH9 3JN, UK.
6.1.2. Optimum pressure head at the nozzle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.1.3. Height of throw and width of spread . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.2. Diffuse jets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.2.1. Early use of sprays in re-ghting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6.2.2. Denition of sprays . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.2.3. Methods of spray production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.3. Water mist systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.3.1. General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.3.2. Denitions of water mist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
6.3.3. Design of water mist nozzles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
6.3.3.1. Single-uid mist nozzles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
6.3.3.2. Twin-uid mist nozzles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
6.4. Methods of water application used by the re service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
6.4.1. Jet/spray branches for re-ghting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
6.4.2. High and low pressure hosereel systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
7. Desirable droplet characteristics for re-ghting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
7.1. Spray cooling of gaseous combustion products . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
7.2. Spray cooling of solid fuel surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
7.3. Attenuation of thermal radiation by water droplets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
7.4. Spray penetration or throw . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
7.4.1. General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
7.4.2. Modelling spray penetration into a re plume . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
7.5. Concept of optimum droplet size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
8. Experimental data on re suppression/extinguishment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
8.1. General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
8.2. Nature of the standard re . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
8.3. Suppression tests on unconned res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110
8.4. Suppression tests on compartment res . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
8.5. Fire suppression test data from WMFSS development . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
9. Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
Glossary of selected terms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
1. Introduction
The UK Home Ofce Fire Research and Development
Group (FRDG) has several responsibilities to British Fire
Brigades, including the assessment of new re-ghting tech-
niques, the publication of technical reports and the develop-
ment of training material. One topic of continuing interest to
the FRDG is the use of water sprays to suppress and extin-
guish compartment res of the type attended by the Fire
Service on a daily basis. Consequently, the FRDG spon-
sored a major research initiative by the University of Edin-
burgh entitled A Study of the Science of Fire Suppression
and Extinction in order to determine the current state-of-the-
art of the subject and to identify any gaps in the current
knowledge base.
Two FRDGtechnical reports have been published to date:
a brief review of the actual mechanisms of re suppression
[1] and a more comprehensive analysis of the important role
that water plays in re-ghting practice [2]. The literature
review on which the present paper is based [2] has revealed,
perhaps surprisingly, that although research into re safety
science in general has increased greatly since the Second
World War, the subject of re suppression has received
relatively little attention. However, this trend has been
reversed over the last few years, due in large measure to
the interest in water mist as a replacement for Halon gas
xed re protection systems.
The paper begins by considering the various classica-
tions of re, with particular emphasis on the Class A type.
The mechanisms by which water may extinguish res are
then described, followed by a discussion of the characteris-
tics of water sprays and how these characteristics can be
quantied. The application of re-ghting water in the
form of solid jets, diffuse sprays and mists is then consid-
ered, prior to a more in-depth analysis of the desirable
droplet characteristics for re-ghting and the concept of
an optimum droplet size. The paper concludes with a
comprehensive review of experimental data relating to re
suppression by water for both conned and un-conned res
over a wide range of scales.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 80
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 81
Nomenclature
a re growth factor (kW s
2
)
A area (m
2
)
numerator in Spaldings B-number (J kg
1
)
A
f
plan area of re (m
2
)
A
v
area of ventilation openings in re compartment (m
2
)
c, C
p
specic heat capacity (at constant pressure) (J kg
1
K
1
)
C
D
drag coefcient (spray)
C
DS
drag coefcient (single droplet)
d, D diameter (mm, mm, or m)
F Flow number
Fr Froude number v
2
=gd
g gravitational acceleration (m s
2
)
h height (m)
k thermal conductivity (W m
1
K
1
)
l, L length (m)
L
v
latent heat of evaporation (heat of gasication for solid fuels) (kJ g
1
)
m mass (kg)
_ m mass burning rate (g s
1
, kg min
1
etc.)
mass owrate in nozzles (kg s
1
)
N
i
number of drops of a given diameter, I
p, P pressure (bar, Pa)
p spray penetration (m)
Q volume owrate (l min
1
)
_
Q; D
_
Q heat release rate (kW)
V volume (m
3
)
R application rate (l s
1
)
S spray surface area (mm
2
)
t time (s)
T absolute temperature (K)
spray lm thickness (m)
transmissivity of infrared radiation
u, U velocity (m s
1
, mm min
1
etc.)
V
tot
total spray volume (mm
3
)
_
V
//
water ux (m
3
m
2
s
1
)
w width (m)
W volumetric heat transmission of water spray (W m
3
K
1
)
_
W rate of heat abstraction by water application (kW)
Greek symbols
a heat transfer coefcient (W m
2
K
1
)
thermal diffusivity (m
2
s
1
, cm
2
s
1
)
d depth of thermal penetration (m)
wall thickness (m)
l wavelength of infrared radiation (mm)
m dynamic viscosity (kg s
1
m
1
)
n kinematic viscosity (m
2
s
1
)
r density (kg m
3
)
f volume fraction
Subscripts
a, A ambient, aerodynamic, air
a, b numerical indices used in general equation for mean drop diameter
2. Classication of re types
Table 1 below compares the standard re classications
currently adopted by Britain/Europe [3] with those of the US
[4].
The following denition of Class A res is taken from
the training material of UK re-ghters [5]:
These are res involving solid materials normally of
an organic nature (compounds of carbon), in which
combustion generally occurs with the formation of
glowing embers. Class A res are the most common
and the most effective extinguishing agent is gener-
ally water in the form of a jet or spray.
(In addition, it should be noted that solid rubber is desig-
nated a Class A fuel whereas molten rubber is dened as
Class B; these denitions have important implications for
tackling res involving vehicle tyres.) The present authors
consider that there may be some ambiguity regarding the
classication of some thermoplastics such as polyethylene,
etc. which burn as pool res. The Class A denition given
above covers those solids which generally form glowing
embers; most thermoplastics do not form glowing embers
(although PVC can produce a char) yet they do constitute a
large proportion of the synthetic materials used in building
construction. As they liquefy before burning, they would
seem to fall into the Class B category: however, the situation
is more complex. Historically, Class B res are associated
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 82
b burning
c critical, convective, crib
cool cooling
E equivalent
ext extinguishment
f re, ame, fuel
i initial value, number of drops
ig ignition
L layers (crib res)
m mean, model
max maximum value
o initial value, orice, oxygen
p plume, prototype
r radiation
S sticks (crib res)
s spray, surface, start
sat saturated
tot total
V50 50% volume mean diameter, etc.
w, W water, window opening (compartment re)
Superscripts
non-dimensional variable
//
per unit area
Table 1
Comparison of European and US re classication systems
Class of re Denition (BS EN2: 1992) [3] Denition (NFPA 10) [4]
A Solid materials, usually organic (e.g. coal, paper, cardboard
etc.) which burn with the formation of glowing embers
Ordinary combustibles (e.g. wood, cloth, paper, rubber
& many plastics)
B Liquids or liqueable solids (e.g. petroleum products) Flammable liquids, oils, greases, tars, oil-based paints,
lacquers & ammable gases
C Combustible gases Fires involving energised electrical equipment where
the electrical non-conductivity of the extinguishing
medium is of importance
D Combustible metals such as magnesium, titanium,
zirconium, sodium, lithium & potassium
Combustible metals
with the most common form of liquid re: the hydrocarbon
pool re. Hydrocarbons are less dense than water and are
not efciently cooled by water because of the ease with
which combustible vapours are released (i.e. they possess
a low repoint). In contrast, thermoplastics generally
have repoints in excess of 200C, and in some cases
300C, and can be cooled effectively through the application
of water.
3. The Class A recharacteristics
3.1. Heat transfer aspects
The essential feature of an unwanted re is that the fuel
supply is controlled by the positive feedback of heat from
the products of its own combustion [6]. The supply of
gaseous volatiles is produced via this feedback of thermal
energy, which is dominated by thermal radiation from turbu-
lent diffusion ames when the characteristic re dimension is
0.3 m [6]. Increasing the rate of evolution of combustion
products increases the radiative heat feedback, which in
turn increases the rate of evolution of volatiles and thereby
intensies the combustion process. This feedback loop is
ultimately self-limiting however, as the ame emissivity
cannot exceed unity and thermal radiation absorption occurs
in the vapour zone above the fuel surface.
Two major differences exist between ammable liquid
res and those involving solid fuels: in solids, both the
surface temperature during burning and the heat of gasi-
cation (L
V
) tend to be signicantly greater than those for
liquids [7]. The relatively high surface temperature of burn-
ing solids (400500C) in turn leads to signicant radia-
tive heat losses, while high values of L
V
are indicative of the
additional thermal energy required for the chemical decom-
position (pyrolysis) of the solid. The formation of a char
layer on the burning surface of wood and some synthetic
polymers initially reduces the heat transfer rate to the in-
terior, reducing the pyrolysis rate. Consequently, a greater
external heat ux may be required to re-establish a owrate
of volatiles sufcient to sustain combustion. Surface
temperatures are therefore increased, to maintain the
required ow of heat through the char layer and so the
radiative losses will also increase, although surface oxida-
tion of the char layer offsets these losses to some degree [7].
In conned res, localised temperatures of 1100C are
possible with corresponding heat ux values as high as
200 kW m
2
.
3.2. Mechanisms of ame spread in Class A res
The possible mechanisms of ame spread and re growth
depend on the class of re; solid fuels may be burned in any
orientation, however with liquid fuels the ame is always
located above the horizontal free surface and ame propa-
gation is usually horizontal. Williams [8] considered the
concept of re spread to be meaningful only in situations
where some form of thermal communication exists
between the burning region and the non-burning fuel (e.g.
conduction, convection, radiation, or the ejection of aming
embers). Regarding the spread of re amongst discrete fuel
elements, it was noted that thermal conduction is generally
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 83
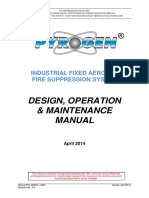
Fig. 1. Schematic of compartment re growth history [7]. Reproduced from Introduction to re dynamics, 2nd ed., D.D. Drysdale. Copyright
John Wiley & Sons Ltd. Reproduced with permission.
not relevant to item-to-item re propagation [8]. In this case
the principal mechanisms are radiation, the convection of
hot gases and the expulsion of burning fragments.
3.3. Pre-ashover compartment res
Compartment res in domestic or commercial premises
represent by far the most common type of re attended by
the Fire Service. An extensive account of conned re
development in both the pre-ashover and post-ashover
regimes has been given by Drysdale [7]. In the context of
Class A re extinguishment, three possible end states have
been proposed for the compartment environment once
localised burning is established [7]:
The re may burn itself out without involving other items
of combustible material, particularly if the item rst
ignited is in an isolated position.
If there is inadequate ventilation, the re may self-extin-
guish or continue to burn at a very slow rate dictated by
the availability of oxygen.
If there is sufcient fuel and ventilation, the re may
progress to full room involvement, in which all combus-
tible surfaces are burning.
Flashover is the term given to the relatively abrupt
change from a localised and still relatively easily extin-
guished re to the complete involvement of all the combus-
tible elements within the compartment. Any occupants who
have not escaped the re by this stage are unlikely to survive
[7].
This sequence of re development is depicted schemati-
cally in Fig. 1, where the periods of growth, full involve-
ment and nal decay are identied. Here, ashover is
shown to occur over a nite period of time, which is the
case in reality; although short in relation to the main stages
of the re history, the ashover period cannot be construed
as an instantaneous event. The lower (dashed) curve illus-
trates the course of a hypothetical re where ashover does
not occur, either because the available fuel has been
consumed or through oxygen starvation.
3.4. Post-ashover compartment res
Post-ashover compartment res are typied by the total
involvement of all combustible surfaces, leading to a maxi-
mum heat release rate (HRR) and gas temperatures up to
1100C. This peak, which occurs during the fully
developed stage and the subsequent decay period, is
shown in Fig. 1. The details of the post-ashover re history
are dependent upon the quantity and disposition of the fuel
elements and the geometry of any ventilation openings.
Thus, post-ashover res may be classed broadly as fuel-
controlled (no restriction of combustion air supply) or
ventilation-controlled (restricted air supply). In general,
fuel-controlled res tend to be less severe; the presence of
excess air (i.e. more than is theoretically required for
complete combustion of the fuel) moderates the compart-
ment temperature and is therefore associated with lower
rates of heat release.
3.5. Unconned Class A res
The behaviour of an unconned Class A re differs from
the conned case in several important respects. For open
res, the radiant feedback from solid boundaries outwith
the combustion zone and from a smoke layer under the
ceiling are absent; the mass rate of burning ( _ m) depends
on local heat transfer effects from the ame zone to the
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 84
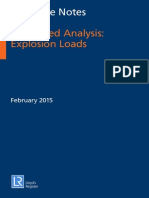
Fig. 2. Thermal energy for heating and phase changes of 1 l of water [10]. Reproduced from O. Herterich, Water as an extinguishing agent
(published by Alfred Huthig Publishing Company, Heidelberg, 1960).
fuel bed. For a given fuel load, _ m will generally be lower
than for the equivalent conned case and is fuel-controlled
(i.e. the controlling parameter is the re area, A
f
and the
ventilation area A
v
is not relevant). Ventilation-controlled
res in the open are not encountered; however a strong wind
may increase the burning rate of res in the open by indu-
cing vigorous turbulent mixing of excess combustion air. In
general, open res are characterised by a lower smoke and
CO production, increased yields of CO
2
and water vapour
and by lower product temperatures. Thus the combustion is
more efcient (in terms of the chemical conversion of
carbon) than in the conned case and a given fuel load
will generally burn longer in the open, if unchecked,
although the maximum rate of heat release will generally
be lower.
4. Class A re extinguishment by water
The principal action of liquid re suppressants, such as
water, is the removal of heat from the re through their heat
capacity and latent heat of vapourisation [9]. Although
water may sometimes contribute to fuel dilution (in the
case of water-miscible liquid fuels) or fuel blanketing
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 85
Fig. 3. Number of droplets and total surface area produced by one litre of water, as monodisperse sprays with various mean droplet diameters, d
[10]. Reproduced from O. Herterich, Water as an extinguishing agent (published by Alfred Huthig Publishing Company, Heidelberg, 1960).
(forming a barrier on the fuel surface), in the case of Class
A res the most important suppression mechanisms are:
Cooling the fuel surface, which reduces the pyrolysis rate
and so the rate of fuel supply to the ame zone, thus
reducing the heat release rate and the radiative feedback
from the ame to the fuel surface.
Cooling the ame zone directly, which disrupts the
chemical reactions responsible for combustion. Some
portion of the heat of reaction is abstracted in heating
and evaporating the liquid water; therefore less thermal
energy is available in the vicinity of the reaction zone.
Volumetric displacement of the oxidant (oxygen),
through the production of (inert) water vapour within
the combusting environment. This is also known as
ame smothering.
In addition, the pre-wetting of adjacent combustible
surfaces may also control re spread, by providing a heat-
sink which effectively delays ignition. The ability of water
sprays to absorb thermal radiation has also been exploited as
an indirect re-ghting measure, in order to shield person-
nel or property (Section 7.3).
The potent cooling effect of water is due to its high latent
heat of vapourisation, as illustrated in Fig. 2. Here, 418 kJ of
thermal energy are required to raise the temperature of one
litre of water from 0 to 100C, whereas a further 2257 kJ are
subsequently required to effect the phase change to water
vapour (without further change in temperature). Moreover,
given that evaporation can occur only at the liquid surface, it
seems desirable, in theory at least, to seek to maximise the
surface area per unit volume of re-ghting water.
In practice however, the efciency of water as a heat sink
is usually determined by the application technique, as water
that fails to reach the seat of the re cannot contribute to its
ultimate extinguishment [9]. In typical re-ghting sprays,
only a small fraction of the relatively large droplets will
realise their maximum heat extraction potential through
evaporation, while the majority will remain in the liquid
phase and form runoff. Conversely, if the water is delivered
in the form of very ne droplets with the aim of promoting
rapid evaporation, the spray may not possess the momentum
required to penetrate the ame; again the net result is that
water is wasted and re-ghting efciency is compromised.
5. Quantitative characterisation of water sprays
5.1. General
It is apparent from the foregoing that some quantitative
measure of spray droplet size is required when discussing
the heat transfer properties of re-ghting sprays, indeed
such a parameter is also fundamental in dening other attri-
butes of the spray. For example, the kinetic energy of a
droplet is proportional to its mass, which in turn is propor-
tional to the cube of its diameter. Similarly, the aerodynamic
resistance offered by the atmosphere to the forward motion
of a droplet is proportional to its diameter; consequently,
spray penetration is strongly dependent upon the drop size
distribution.
In order to illustrate the relationship between droplet
mean diameter and the total surface area of the spray, it is
instructive to consider the idealised atomisation of one litre
of water into a number of droplets of equal diameter [10].
For 1 l of water subdivided into i droplets of equal volume,
V
tot
= i
pd
3
6
= 10
6
(mm
3
) (1)
so the diameter of each droplet is given by
d =
6 10
6
ip
3
_
(mm) (2)
and
S
tot
= ipd
2
(mm
2
) (3)
is the corresponding total surface area per litre volume of the
resulting spray. The plot shown in Fig. 3, for 1 l of water and
10
3
i 10
12
; illustrates the increase in surface area
which may be achieved with effective atomisation.
In practice, monodisperse sprays, which comprise single-
sized droplets, are rare and most sprays of practical
importance are polydisperse in nature, containing a wide
distribution of droplet sizes. Polydisperse sprays have
undergone intense experimental investigation over the
years; one of the primary aims in these studies has been to
nd simple empirical equations, which characterise the
mean droplet diameter and size distribution in terms of a
few principal system variables. Surface tension, viscosity
and density all impact on drop size; for liquids injected
into a gaseous atmosphere, the gas density is also important,
as are the liquid and gas velocity elds and the nozzle
geometry. Liquid viscosity has been identied as the most
inuential property affecting the drop size, a decrease in
viscosity resulting in a more uniform spray of smaller
drops [11]. More detailed discussions of how these factors
affect the quality of sprays are available elsewhere [1012].
5.2. Denition of droplet mean diameter
To simplify the discussion and analysis of sprays, it is
conventional to quote a single mean or representative
diameter, which is unique to a given drop size distribution
and which represents some physical attribute of the spray as
a whole. The mean diameter used to describe a spray
depends on its intended use: for example, the Sauter
Mean Diameter (SMD) is the sum of the droplet volumes
divided by the sum of the droplet surface areas of a given
spray and denes a droplet which has the mean surface area
and volume for the whole spray. As the surface area to
volume ratio determines the rate at which a droplet can
evaporate, it is equally relevant to the behaviour of fuel
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 86
sprays in combustion problems and water sprays used in re
ghting.
In most situations, a measure of the range of drop sizes
and a mean diameter value are sufcient to describe the
distribution. A standard notation for dening mean
diameters has been suggested by Mugele and Evans [13]:
D
ab
=
N
i
D
a
i
N
i
D
b
i
_ _
1=(ab)
(4)
where the numerical values of a and b depend on the
phenomenon under investigation. Table 2 contains exam-
ples of commonly used mean diameters.
Another commonly used representative diameter is the
volume median diameter, often denoted by D
V50
; here, half
of a given volume of water is contained in droplets greater
than this diameter and the other half in droplets smaller than
this diameter. In all cases, mean diameters are a measure of
the central tendency of the distribution and for large sample
sizes will not reect a relatively few extreme values at the
tail ends of the distribution. Great care must be taken
however, always to use equivalent measurements when
making comparisons, especially when data from different
collection systems are being analysed, so as always to
compare like-with-like.
5.3. Sample size and standard distributions
Any statistical sample becomes more reliable as the popu-
lation sampled increases. The largest drops in most sprays
will possess diameters some two orders of magnitude larger
than the smallest drops, though they may be far fewer, so it
is important that the population sampled is sufciently large
to contain drops representing all sizes present in the spray. A
relationship has been determined for the inuence of sample
size on the accuracy of drop size measurements [14] and this
is reproduced in Fig. 4. If there is good reason to believe that
the distribution is a given shape, the collection of far fewer
measurements may be justied and the data may be tted to
a standard distribution; ideally this would permit interpola-
tion and extrapolation from a relatively small sample. Many
different distributions have been derived empirically, and
have been found to work well if used in appropriate applica-
tions [15].
The most widely used expression for drop size distribu-
tion is known as the RosinRammler (or Weibull) distribu-
tion,
1 Q = exp (D=X)
q
(5)
which was originally developed for the analysis of powders
[12]. Here, Q is the fraction of the total volume contained in
drops of diameter less than D and X, q are constants; there-
fore applying Eq. (5) to sprays, the drop size distribution
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 87
Fig. 4. Accuracy of mean droplet diameter as a function of sample size.
Table 2
Mean droplet diameters for specic applications [13]
Mean diameter Symbol Application
Length D
10
Comparisons
Volume D
30
Hydrology: volume control
Sauter D
32
Mass transfer and reaction rates
may be described in terms of the two parameters X and q.
The latter gives a measure of the spread of the drop sizes; the
higher the value of q, the more uniform is the spray. In the
limit where q is innite, all the drops are of the same size,
i.e. the spray is monodisperse. Further discussions of the
application of the RosinRammler distribution have been
published elsewhere [1618].
5.4. Practical methods for measuring drop size distribution
Droplet sizing techniques are diverse and the preferred
method for a given situation depends on the implicit nature
of the spray and the intended end use for the data. Measuring
the individual sizes of a large number of small, swiftly
moving bodies is not a trivial task and modern optical tech-
niques are used almost exclusively. These have two main
advantages over other, older methods (e.g. the collection of
drops on slides or electrical techniques): they are non-intru-
sive and they allow measurements over very short and/or
very sharply dened time intervals. Lefebvre [12] has
reviewed mechanical, electrical and optical methods of
spray characterisation and the last of these has also been
the subject of an extensive review by Chigier [19]. The
application of optical measurement techniques in the char-
acterisation of typical re-ghting sprays has been
described by several authors [17,2022].
Measuring the sizes of droplets and producing a
frequency distribution is useful only if the sample size is
large enough to ensure reliable results. If enough data are
not available it may still be that the data acquired can be
tted to an appropriate model, which will allow interpola-
tion over a whole distribution. At all stages however, there
must be sufcient information to permit informed compar-
isons between sprays. For example, two nozzles may each
produce a spray that may be described as a 500 mm spray.
As it is highly unlikely that each droplet in the spray is
exactly that size, the designation 500 mm infers some
form of mean size; however, several different methods
of calculating mean sizes are regularly used, depending on
the application (Table 2). In addition, the width of the size
distribution may be important but is undened in this exam-
ple. Both nozzles may produce droplets with an arithmetic
mean size of 500 mm but one may produce droplets in the
range 495505 mm and the other in the range 01000 mm;
therefore the sprays may not be interchangeable for a given
application. Finally, each droplet sizing technique is subject
to error, and the degree of error must be quantied, particu-
larly if comparisons are made between results obtained
using different techniques.
5.5. Determination of spray pattern
While a knowledge of the droplet size distribution is
important, this information alone is insufcient to char-
acterise the re-ghting efciency of a water spray. It is
equally important to know how the spray spreads out
after leaving the nozzle; this requires the determination
of the spray angle, spray distance and spray density
( _ m
//
w
) [10,16].
6. Modes of application of re-ghting water
6.1. Solid jets
6.1.1. Origins of jet instability
Water discharged in the form of a jet appears initially as a
solid tube-like ow which undergoes a gradual transition to
the separated ow characteristic of a diffuse jet. The prin-
cipal agents responsible for this transition have been identi-
ed as the internal turbulence in the water stream and the
steep velocity gradient generated between the jet and the
ambient air [10]. The break-up of a solid jet is more abrupt
with smaller diameter nozzles operating at higher pressures;
airfoam jets which are initially less solid, are even more
prone to early break-up.
6.1.2. Optimum pressure head at the nozzle
The range and stability of a water jet depend critically
upon the nozzle pressure. In the 1960s, opinion was divided
over the optimum operating pressure required to produce a
good extinguishing water jet [10]. The notion of soft and
hard solid water jets was introduced, where the former
employed exit pressures which tended to preserve the
solid nature of the jet while the latter were more unstable
and were prone to earlier jet break-up close to the nozzle
exit [10]. Hard jets were deemed to provide better penetra-
tion of deep-seated, glowing res and improved heat absorp-
tion following the shattering of the jet on impact. The solid
jet was considered essential for ghting rapidly developing
res and where strong draughts were generated, though the
use of a wide-area spray jet with large (high momentum)
water droplets was considered a pragmatic option in some
cases.
6.1.3. Height of throw and width of spread
The calculation of jet trajectory is simplied by assuming
that the uid stream behaves in a similar manner to a solid
projectile [10]. While this model is attractive, in practice the
interaction between the jet and the atmosphere introduces
signicant changes in the dynamics. It can be demonstrated
that the maximum throw of a jet is achieved with an initial
angle of 32 while for a solid projectile the critical angle is
45. In order to achieve the maximum vertical height of
throw, an initial discharge angle of 80 has been recom-
mended [10].
6.2. Diffuse jets
6.2.1. Early use of sprays in re-ghting
It has been noted that the solid jet is an unstable ow
regime, tending always to break-up and undergo transition
to a diffuse jet. A shift towards the latter as the preferred
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 88
delivery mode for re-ghting water has been driven by
the observation that for certain types of re, very efcient
extinguishment may be achieved using only a small
amount of water. The origins of spray-jet technology
have been traced back to 1877, while in 1925 and 1933
the use of sprays was advocated for damping down
gases and ghting Class B res, respectively [10].
Following the Second World War, it was postulated that
high-pressure sprays (which were believed to contain very
ne drops) represented the ultimate in re-ghting ef-
ciency [23]. On the contrary, an extensive study involving
the London and Birmingham Fire Brigades [24] found no
material advantage in increasing the operational pressure
above 7 bar as any theoretical advantage of such ne
sprays was offset by their limited trajectory.
6.2.2. Denition of sprays
The spectrum of droplet sizes is shown in Fig. 5
[10,12,25]; the size categories in upper area of the
gure (colloidal, dust etc.) are reproduced from
Herterich [10], where the average size range from
100 to 1000 mm was deemed to be of most interest
for re ghting. The text below the x-axis shows the
range dened as ne sprays [25], together with the
approximate locations of aerosols, nozzles and
sprinklers in the droplet spectrum. The boundary
between sprays and mists is somewhat arbitrary,
however, although standard denitions are emerging
(see Section 6.3).
6.2.3. Methods of spray production
Fundamentally, the function of a spray nozzle is to accel-
erate and atomise water and to disperse the resulting drops
[11]. Spray nozzles for re-ghting may be classied by
three distinct types [10].
Pressure atomisers: the water is moved within the nozzle
and the ambient air is still.
Gaseous atomisers: the water is essentially stationary and
the gas which effects the atomisation moves rapidly
within the nozzle.
Riing nozzles: the nozzle remains stationary, while the
water is given a forward motion and also a rotational
motion. After ejection at the nozzle, the leading edge of
the liquid takes the form of a hollow cone, the opening
angle of which may be large or small.
The main types of re-ghting jets and sprays and their
operating principles are illustrated in Fig. 6.
Several practical requirements for re-ghting nozzles
have been suggested [10]:
As re-ghting water is seldom clean, it is important that
spray nozzle apertures should not be too small in order to
prevent blockages;
Multi-purpose re-ghting branches offer important
advantages on the re-ground, permitting the production
of a solid stream, a spray jet of varying angle or a combi-
nation of the two;
The spray nozzle should provide a owrate of
100 l min
1
and 400 l min
1
respectively, where small
or large jet pipes are used and these owrates must be
attained at pressures of 5 bar;
At 5 bar, the mean droplet diameter must be 500
1500 mm;
Efcient nozzle design minimises the energy required to
achieve atomisation, ensuring satisfactory mean
distances of throw at operating pressures of 5 bar.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 89
Fig. 5. Spectrum of droplet diameters [10,12,25].
6.3. Water mist systems
6.3.1. General
Interest in water sprays for re-ghting has undergone
something of a renaissance in recent years and this has
been stimulated largely by two global legislative acts,
namely:
The International Maritime Organisation (IMO) regula-
tions [26] which required the retrot of re suppression
systems on most commercial maritime vessels;
The Montreal Protocol [27] which required the phase-out
of ozone-depleting Halons for re suppression.
The former led to the rapid development of lightweight,
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 90
Fig. 6. Schematic illustration of re-ghting nozzles [10]. Reproduced from O. Herteich, Water as an extinguishing agent (published by Alfred
Huthig Publishing Company, Heidelberg, 1960).
low impact, high efciency (low water demand) mist
systems to replace existing shipboard sprinkler systems
while the intended phase-out of Halon re suppressants
prompted an ongoing search for alternative technologies
which preserve the benets of a clean total ooding
agent yet are environmentally benign.
6.3.2. Denitions of water mist
The denition of a water mist adopted in the NFPA 750
standard [28] is: a water spray for which the D
V99
(99%
volume diameter) as measured at the coarsest part of the
spray in a plane 1 m from the nozzle, at its minimum
operating design pressure, is less than 1000 mm. By
comparison, in a conventional sprinkler system D
V99
may
be of the order of 5000 mm [29]. It is argued that water mist
re suppression systems (WMFSS) rely on the production of
relatively small (500 mm) droplet sprays to extinguish
res and that the very low terminal velocities of the smallest
droplets (100 mm) allow the mist to circulate around
obstructions and to extinguish res in the manner of a
total ooding gas [29]. It has been suggested that the
NFPA denition is too loose, because it permits drop
sizes, which are not dissimilar to those produced by conven-
tional waterspray and sprinkler systems. An alternative de-
nition has been advanced [30]: a water distribution of ne
drops having a mean diameter of 80200 mm and a D
V99
less
than or equal to 500 mm. This denition ensures a very
small average drop diameter in order to prevent manufac-
turers from offering slightly modied standard waterspray
systems as mist systems.
Mawhinney and Solomon [31] proposed a mist classica-
tion system based on a cumulative percent volume distri-
bution plot which distinguishes between coarser and
ner water sprays (Fig. 7). Thus, for Class 1 sprays,
90% of the volume is contained in droplets less than
200 mm in diameter; Class 2 and Class 3 sprays are dened
in a similar manner. It is argued that sprays comprising
almost entirely of ne drop sizes will evaporate rapidly
in the re environment and facilitate the characteristic extin-
guishment mechanisms of water mist, i.e. ame cooling and
volumetric displacement of oxygen through the production
of water vapour [31]. In practice, Class 1 and Class 2 sprays
are suited to the suppression of liquid pool or spray res or
where splashing of the fuel is to be avoided. Class 3 sprays
are a better choice where fuel wetting is tolerable, or even
necessary to achieve extinguishment, for example when
tackling Class A res.
6.3.3. Design of water mist nozzles
The physical nature of water presents a fundamental
problem in nozzle design: water possesses a high surface
tension which makes it relatively difcult to atomise effec-
tively [32] because the consolidating inuence of this force
must be disrupted through the action of other internal and/or
external forces [12]. In the absence of such disruptive
forces, an isolated liquid droplet in equilibrium assumes a
spherical shape to satisfy the minimum surface energy
condition. Any change in system geometry promoted by
external distorting forces, such as aerodynamic forces, is
resisted by a combination of stabilising internal viscous
forces and surface tension. Atomisation occurs only when
the magnitude of the external forces exceeds the surface
tension force.
Nozzles originally designed for agricultural or industrial
applications have been adopted or modied for use in re
suppression applications and the various designs may be
subdivided broadly into single-uid and twin-uid
types [32]:
6.3.3.1. Single-uid mist nozzles
Hollow conesingle uid: a swirling motion is induced in
the liquid within the nozzle producing a plume where
most of the droplets are concentrated at the outer edge.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 91
Fig. 7. Classication of water sprays by dropsize distribution [31]. Reprinted with permission from Fire Protection Handbook, 18th ed.,
Copyright 1997, National Fire Protection Association, Quincy, MA 02269.
Solid conesingle uid: an approximately homogeneous
concentration of droplets is distributed over a round,
square or rectangular footprint.
Flat spraysingle uid: an elliptical orice produces a
sheet spray with a relatively uniform distribution of
droplets, which is particularly suitable for protecting
equipment in narrow voids.
Single-uid systems are also known as simplex or
hydraulic types. For these, the resulting spray is inuenced
by the water pressure according to the following approxi-
mate relationship:
D
30
1
D
30
2
p
2
p
1
_ _
0:3
(6)
where D
30
is the volume mean diameter (Table 2) and p is
the nozzle operating pressure. The improvement of atomisa-
tion efciency at higher pressures is the reason why some
systems operate at around 100300 bar.
6.3.3.2. Twin-uid mist nozzles The alternative to single-
uid mist production is the dual uid head, also known as
air atomising, duplex or pneumatic nozzles. In these
systems a gas, commonly nitrogen, is mixed with water in
a highly turbulent environment, producing a ne mist which
is then expelled through single or multiple outlets. Effective
atomisation occurs at low operating pressures (56 bar),
with average droplet diameter decreasing with increasing
gas:liquid pressure ratio. These systems may also provide
high initial droplet velocities and good horizontal projection
characteristics. Disadvantages are a high gas demand and
the need for a twin supply manifold, resulting in an
increased cost over single-uid systems.
Single-uid nozzles can produce droplets as small as
90100 mm at pressures around 56 bar, but to achieve
smaller droplets (down to 30 mm), twin-uid systems
are required [25]. In addition, despite the theoretical and
experimental evidence that such small droplets are ex-
tremely effective in combustion suppression, the production
of sprays containing the bulk of their water in droplets smal-
ler than 30 mm remains problematic.
6.4. Methods of water application used by the re service
6.4.1. Jet/spray branches for re-ghting
During the early 1980s, the UK Home Ofce conducted a
practical appraisal of a wide range of commercially avail-
able jet/spray branches for use with a standard 70 mm
diameter hose [3336]. The broad aim of the study was:
to evaluate the range of hand-controlled branches avail-
able in order to give guidance on their cost effectiveness and
efciency. Initially, 31 different branches were assessed in
terms of hydraulic criteria (jet throw and quality, spray
patterns and ow vs. pressure characteristics), ease of hand-
ling, robustness and general maintenance requirements
[33-35]. The interested reader is directed to these references,
however, there follows a brief discussion of some of the
more interesting results.
In general it was found that jet throw was roughly propor-
tional to owrate, although there was considerable scatter;
hence the maximum and minimum values shown in
Table 3 are approximate extremes taken from the graphical
data [33].
The hydraulic performance data for branches operated
purely as sprays were also presented [33]; however here
the situation was more complex, owing to additional
variables such as cone included angle and spray breadth.
Some examples of the spray branch performance data are
shown in Table 4 [33].
6.4.2. High and low pressure hosereel systems
The jet/spray branches described above are deployed only
when it is necessary to deliver a large quantity of water at
the reground. The vast majority of res, particularly those
within residential buildings, are attacked initially and
frequently extinguished completely using the lower capacity
hosereel systems which are also carried on re appliances
[20]. As far back as 1960 it was observed that the use of
hosereels had steadily increased to the point where 75% of
the res in which water was applied by the UK Fire Service
were extinguished in this manner [37]. Hosereel systems
employ exible rubber hoses of 19 mm diameter and are
faster to deploy and more exible in operation than main
jets; however the maximum owrate is much lower, at
150 l min
1
.
Up until the mid 1960s, the maximum pressure available
for hosereel systems on re appliances was around 10 bar
[20]. This situation changed with the development of high
pressure pumps, which delivered pressures of up to 30
40 bar at the hosereel outlet on re appliances. The intro-
duction of these pumps encouraged the development of new
hosereel guns with a range of droplet sizes, velocities, ow-
rates and spray patterns; contemporary units operating at up
to 10 bar have been dened as low pressure and those
operating at greater pressures have been designated high
pressure [20]. Advocates of high pressure hosereel systems
cite the ability to produce a ner spray as a critical advan-
tage during re-ghting; the technical reasons underlying
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 92
Table 3
Hydraulic performance data for branches operating as jets [33]
Operating
pressure
(bar)
Elevation
()
Minimum
throw/ow
m/(l min
1
)
Maximum
throw/ow
m/(l min
1
)
7 0 12/120 17/1030
7 20 23/120 42/1030
7 35 25/120 48/1050
3 0 8/100 11/700
3 20 17/100 32/700
3 35 18/100 40/700
G
.
G
r
a
n
t
e
t
a
l
.
/
P
r
o
g
r
e
s
s
i
n
E
n
e
r
g
y
a
n
d
C
o
m
b
u
s
t
i
o
n
S
c
i
e
n
c
e
2
6
(
2
0
0
0
)
7
9
1
3
0
9
3
Table 4
Hydraulic performance data for branches operating as sprays at 0 elevation [33]
Operating pressure (bar) Flow (l min
1
) Spray cone included angle () Throw (m) Breadth (m) Range to breadth (m) Comments [33]
7 224 20 14 0.9 6.0 Entrained fog visible to 20
m, measured throws refer
to large droplets.
7 278 158 2.2 16.5 2.0 Coarse, hollow spray, no
visible entrainment.
3 296 28 9.8 2.4 6.0 Coarse spray, hollow cone.
3 311 180 1.8 14.3 1.0 Hollow cone, spoke effect.
this belief have been outlined in the earlier discussion on the
denition of water mist. There is a price to be paid for these
advantages however, because higher quality hoses and
ttings are essential and more rigorous maintenance is
required [37].
7. Desirable droplet characteristics for re-ghting
7.1. Spray cooling of gaseous combustion products
The great advantage of sprays in heat transfer applica-
tions, viz. their large surface area to volume ratio has
already been mentioned. The evaporation of drops within
a spray involves simultaneous heat and mass transfer
processes where the heat required is transferred to the
drop surface by conduction and convection from the
surrounding hot gas and water vapour is transferred by
convection and diffusion back into the gas stream [12].
Herterich [10] noted that the rate of vapourisation of a
droplet is dependent upon its surface area, the characteristic
heat transfer coefcient (a) and the relative velocity
between the droplet and the surrounding gas.
For a spherical droplet in a quiescent atmosphere, the heat
transfer coefcient may be written,
a = constant
k
d
(W m
2
K
1
) (7)
where k is the thermal conductivity of the surrounding gas
(W m
1
K
1
) and d is the droplet diameter (m).
However, in practical re-ghting operations it cannot be
assumed that the relative velocity between spray droplets
and the surrounding air is zero and more complex mathe-
matical expressions are required to describe the heat transfer
process. The measurement of droplet evaporation in moving
airstreams has been studied using diverse and ingenious
techniques [38,39]. The resulting data are conventionally
correlated using well-known non-dimensional heat transfer
and uid ow parameters:
Nu =
ad
k
(Nusselt number) (8)
Sc =
n
D
(Schmidt number) (9)
Pr =
ch
k
(Prandtl number) (10)
Re =
ud
n
(Reynolds number) (11)
Pe = RePr =
ud
K
(P eclet number) (12)
where a; d; k have been dened previously and n; h; c are the
kinematic viscosity, dynamic viscosity and specic heat
capacity of air at constant pressure, respectively. In addition,
the symbols D and K represent the mass diffusivity of water
vapour in air (m
2
s
1
) and the thermal diffusivity of air
(m
2
s
1
), respectively; the latter is dened by the expres-
sion,
K =
k
rc
(13)
again using the above symbol denitions.
Ranz and Marshall [38] performed experiments on
droplet evaporation in air at temperatures up to 220C, for
drop diameters in the range 6001000 mm and at 0 Re
200: The expression,
Nu = 2 0:6Pr
1=3
Re
1=2
(14)
was found to correlate the experimental data well and also
satised the theoretical requirement that Nu = 2 at Re = 0
(zero relative velocity case); the range of validity was given
as 1 Re 70 10
3
and 0:6 Pr 400:
Kincaid and Longley [39] employed Eq. (14) in their
theoretical model of spray evaporation in the context of
agricultural sprinkler irrigation. Droplet temperatures were
calculated as a function of time for a range of droplet sizes,
velocities and initial temperatures at ejection. The droplet
diameter was found to have a signicant effect on the rate of
temperature change whereas the effect of droplet velocity
was negligible. Regarding the rate of droplet evaporation, it
was found that higher gas temperatures and lower relative
humidity resulted in the greatest evaporation rates. Initial
droplet velocities were in the range 010 m s
1
with
diameters between 300 and 2000 mm. However, the range
of ambient temperatures relevant to agricultural problems
was 040C, much lower than in re-ghting operations.
Using their model, Kincaid and Longley [39] determined
that if the initial droplet temperature was not equal to the
ambient wet-bulb temperature, then it could take some 8 s
before this temperature was reached. Once at this tempera-
ture; however, all subsequent heat received by the droplet
was dissipated as latent heat lost in the evaporation process;
that is, the latent heat lost was exactly balanced by the
sensible heat input to the droplet from the air. In contrast
to agricultural applications where droplet evaporation
equates to agrochemical wastage and is undesirable, ef-
cient droplet evaporation is benecial in re-ghting
sprays. Kincaid and Longley [39] also showed that reducing
the droplet diameter reduces the time taken to reach the wet-
bulb temperature and that for d less than 550 mm, the time
delay is negligible.
Rasbash [40] discussed the limitations of Eq. (14) as
applied to the evaporation of drops immersed in gaseous
atmospheres at elevated temperatures (i.e. above the
220C maximum employed previously [38]). It was found
that, for droplets evaporating within Bunsen burner ames,
the measured evaporation times were consistently some
60% greater than those predicted by Eq. (14). The discre-
pancy was attributed to the insulating effect of the water
vapour as it passed through the boundary layer surrounding
the drop, tending to reduce the rate at which heat was
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 94
transferred to the liquid surface. Although the thermal
conductivity of air and water vapour is similar at 100C
(0.028 W m
1
K
1
), the specic heat capacity of water
vapour is twice as high (C
p
2000 J kg
1
K
1
) which
would be consistent with the observed insulating effect.
Rasbash [40] proposed the expression,
Nu =
l
/
l
/
0:4b
[2 0:6Pr
1=3
Re
1=2
] (15)
to take account of this effect, where l
/
is the total heat of
vapourisation of the drops and b is the increase in enthalpy
of the water vapour when raised from the surface tempera-
ture of the drop to the temperature of the ame.
Herterich [10] reported an alternative corrected form of
Eq. (14),
Nu =
ad
k
= 2:83 0:6Pr
1=3
Re
1=2
(16)
which was derived in order to explain the observed rates of
heat transfer to droplets in excess of those predicted by Eq.
(14) and where values of k, Re and Pr are calculated using
the average physical properties of the air and the steam layer
around the droplet. It should be noted however that the
correction in Eq. (16) is in the opposite direction to that
proposed by Rasbash [40], where reduced rather than
enhanced experimental heat transfer rates were reported.
The reason for this discrepancy is unclear, although it
has been suggested recently that the presence of certain
surfactants may reduce the evaporation rates of water
droplets; this effect is discussed at the end of the present
section.
Eq. (16) was employed by Guttler [41] to estimate the
total quantity of heat transmitted to high- and low-pressure
monodisperse water sprays using the expression,
W = aO (W m
3
K
1
) (17)
where a is the heat transfer number for an individual
droplet, as discussed above an O is the total surface area
of the spray per unit volume of water (m
2
m
3
or m
1
).
Guttlers [41] calculations were somewhat simplistic and
used the expression [10],
d 450=u
2
(18)
to estimate a representative drop size from the notional
discharge velocities of re-ghting sprays. Eq. (18) yields
predictions of droplet diameters which are inversely propor-
tional to the square of the initial spray velocity; hence higher
pressure sprays are predicted to produce ever smaller droplet
sizes. In practice however, the relationship between nozzle
pressure and droplet diameter does not remain monotonic
indenitely and above a certain pressure the mean drop size
is found to increase again due to droplet coalescence.
Despite the rather approximate nature of Guttlers [41]
subsequent methodology, Eq. (17) is a useful rule-of-
thumb for estimating the cooling capacity of water sprays.
The application of this expression to practical polydisperse
spays, however, requires a detailed knowledge of the drop
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 95
Fig. 8. Heat transfer by convection to drops of water from a ame at 1000C [40]. Reproduced from Proceedings of the Symposium on the
Interaction of Fluids and Particles. Reproduced by permission of the Building Research Establishment.
size distribution in order to calculate O, the spray area per
unit volume. The practical situation is complicated further
because the droplet diameter and velocity will both reduce
with time and temporal variations have been absent from the
foregoing discussion.
Rasbash [40] employed Eq. (15) to model the heat
transfer between ames of freely burning hydrocarbon
res and water sprays. The rate of convective heat transfer
was plotted as a function of drop velocity for drop sizes
ranging from 50 to 2000 mm, assuming a ame temperature
of 1000C (Fig. 8); in general, higher droplet velocities and
smaller droplet diameters were found to increase the heat
transfer rate. The model also included temporal variations in
droplet velocity and diameter, which enabled estimates to be
made of the droplet penetration distance into the ame prior
to evaporation (Fig. 9). The heat transfer from a unit volume
of ame was dened as the product of the total surface area
of the drops present, the heat transfer coefcient and the
temperature difference between the drop surface and the
ame. Given a mass ux _ m
//
d
(kg m
2
s
1
) of spray entering
the ame, comprising drops of diameter d (m) travelling at
u
d
(m s
1
) then the total mass of drops per unit volume is
given by _ m
//
d
=u
d
: From Eqs. (1) and (3), the total surface area
of the spray is,
O =
6 _ m
//
d
r
w
du
d
(m
2
m
3
) (19)
where r
w
is the density of water; see also Eq. (17). Rasbash
[40] used this expression to dene a heat transfer capacity
for the spray,
X =
6 _ m
//
d
r
w
du
d
aDT (W m
3
) (20)
where a is the heat transfer coefcient for a drop and DT is
the temperature differential described above; thus X is
equivalent to WDT in Guttlers terminology [41].
Rasbash [40] constructed a parametric plot of the heat
transfer capacity factor (6aDT=r
w
du
d
) against u
d
for a
range of d (Fig. 10); these theoretical data were used in
conjunction with empirical drop size distribution and mass
ux data (from an impinging jet spray) to demonstrate the
utility of the method. The calculation of the initial heat
transfer capacity of the spray on contact with the ame
was quite straightforward; the corresponding calculations
as the spray progressively penetrated into the ame proved
more laborious. The latter involved the calculation of
updated drop size and drop velocity distributions based on
transient versions of the governing equations [40].
The example calculation presented by Rasbash conrmed
that drops of larger initial size were able to penetrate further
into the ame before complete evaporation (Fig. 11). The
calculation also highlighted the steady decay in the heat
transfer capacity (X) with increasing spray penetration. It
was found that X was not reduced to less than 50%of its initial
value until the spray had penetratedtomore than0.2 minto the
ame, despite the early evaporation of the ne droplets which
formedthe bulkof the initial heat transfer capacityof the spray.
It was considered that the relatively slow spatial decay of X
was due to the deceleration of the coarser droplets over a
similar distance, becoming more concentrated in space and
therefore abstracting a greater amount of heat per unit
volume of the ame than was possible initially.
A more recent implementation of this type of model has
been reported by Jackman and Nolan [42,43]. The model,
SPLASH, simulates the detailed heat and mass transfers
using a three-dimensional particle-tracking algorithm and
has been applied to the design of sprinkler systems and
water mist systems. Output data from the program include
the total heat transfer from the re gases to the spray and the
thermal and physical property histories of the spray droplets.
Input data include details of the hot gas layer and empirical
drop size data gathered from a range of commercial sprink-
lers and water mist nozzles. Modern computational models
are designed to exploit the available processing power to the
full, enabling them to capture the behaviour of individual
droplets within an overall simulation of spray/re interac-
tion; however the underlying physical equations of heat and
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 96
Fig. 9. Downward penetration of drops into a ame prior to evapora-
tion [40]. Reproduced from Proceedings of the Symposium on the
Interaction of Fluids and Particles. Reproduced by permission of the
Building Research Establishment.
mass transfer are generally the same as those employed in
earlier models.
Detailed accounts of the mechanics of droplet evapora-
tion are found in the literature dedicated to aerosol science
and transfer processes. Kucherov [44] presented a mathe-
matical description of droplet evaporation occurring in each
of the ve evaporation regimes: diffusion, diffusional
convective, subsonic, sonic and explosive (in order of
increasing rate of heat transfer). Kucherov [44] also
presented example calculations of drop temperature and
radius for all ve evaporation regimes; however the theory
presented was valid only for very small droplets (d 1
10 mm), much smaller than normally encountered in re-
ghting applications. Ferron and Soderholm [45] estimated
the evaporation rates of pure water droplets and the stabil-
isation times of particles containing salt in order to model
aerosols produced by medical nebulisers. The lifetimes of
pure water droplets in air at 20C and varying relative
humidity were described; however droplet sizes were
again of the order of 10 mm.
Sadd et al. [46] described an experimental investigation
of water droplet evaporation where the droplets were doped
with various soluble surfactants; the ultimate objective was
to model the evaporation of aerosols contaminated with
soluble, involatile surfactants. The evaporation of droplets
of initial size 1200 mm was observed with a micrometer
microscope to an accuracy of 4 mm; the temperature
ranged between 13 and 29C and the relative humidity
was varied between 3 and 92%. The data conrmed that
surfactants are capable of generating a very high resistance
to mass transfer but have no effect on heat transfer; the
kinetics of evaporation were observed to follow those of
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 97
Fig. 10. Heat transfer capacity factor for various drop sizes and velocities [40]. Reproduced from Proceedings of the Symposium on the
Interaction of Fluids and Particles. Reproduced by permission of the Building Research Establishment.
pure water initially but then displayed relatively abrupt
transitions to lower evaporation rates. A similar study was
reported by Rubel [47] who described a mathematical model
for the steady-state temperature of an evaporating water
droplet with a monolayer coating. Rubels data conrm
the dramatic effect which surfactants have on the evapora-
tion rates of water droplets; again a sudden discontinuity in
evaporation rate was observed, resulting in an increase of
droplet temperature corresponding to a reduction in the rate
of rejection of latent heat. Fundamental studies such as these
are likely to prove valuable to those studying the impact of
surfactants and other re-ghting additives on the evapora-
tion efciency of water.
7.2. Spray cooling of solid fuel surfaces
In addition to absorbing heat from the re gases or ames,
re-ghting sprays may also abstract heat from a range of
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 98
Fig. 12. The four regimes of pool boiling in water at atmospheric pressure [48]. Reproduced from A. Bejan, Heat transfer. Reproduced by
permission of John Wiley & Sons Inc.
Fig. 11. Reduction of drop size and velocity in ame [40]. Reproduced from Proceedings of the Symposium on the Interaction of Fluids and
Particles. Reproduced by permission of the Building Research Establishment.
hot solid surfaces, including the burning (Class A) fuel,
unburned fuel and various non-combustible surfaces such as
brick or metal structural elements. Bejan [48] identied four
distinct regimes of boiling heat transfer for water at atmo-
spheric pressure, depending on the temperature of the solid
surface (T
s
). In order of increasing excess surface tempera-
ture (DT
s
); these are: natural convection boiling, nucleate
boiling, transition boiling and lm boiling (Fig. 12). Here,
DT
s
is dened as the surface temperature minus the satura-
tion temperature of liquid (T
sat
), the latter being the tempera-
ture of the liquidvapour interface at the local pressure.
Given the high surface temperatures associated with the
combustion of Class A fuels, it is apparent that the initial
application of water will produce lm boiling on the fuel
surface; this regime occurs above DT
s
200300C and is
so-called because a continuous lm of water vapour is
formed between the solid surface and the liquid water
droplets [48]. The decrease in T
s
is accompanied by a
gradual reduction in heat ux ( _ q
//
) until the Leidenfrost
temperature is reached, corresponding to a minimum heat
ux leaving the surface ( _ q
//
min
); at this point the vapour lm
collapses, causing a sudden increase in _ q
//
and a sharp rise in
a [49]. For water at 1 atm, Bejan [48] estimated the Leiden-
frost point to occur at DT
s
100200C and a regime of
partial lm boiling (or transition boiling) to exist in the
range 30C T
s
200C:
Boiling heat transfer has been studied extensively in the
metallurgical processing industry where spray cooling is
used extensively in the continuous casting of metals
[4954]. Reiners et al. [49] reported a method for esti-
mating the heat transfer coefcient pertaining to water
spray cooling of steel castings where T
s
was typically in
the range 8001400C, corresponding to the stable lm boil-
ing regime. It was found that the heat transfer coefcient
remained constant (a 140 W m
2
K
1
) over the surface
temperature range investigated (T
s
830950C), although
locally high values (a 2800 W m
2
K
1
) were recorded
when waterair nozzles were operated at high throughputs.
Ito et al. [50] reported an analytical study of spray cooling
and the associated lm boiling heat transfer; these workers
dened spray cooling as that originating from a single uid
nozzle, while mist (or fog) cooling was obtained via
twin-uid nozzles employing a lower mass ux of
water ( _ m
//
w
): The behaviour of spray droplets impinging
onto horizontal heated surfaces was characterised in terms
of the non-dimensional Weber number,
We = u(rd=s)
1=2
(21)
which is the ratio of the inertial force to the surface tension
force. For We 30; droplets rebounded immediately from
the heated surface without disintegrating, while for the
range 30 We 80 they tended to spread radially over
the surface, forming a thin vapour layer on the underside,
before contacting with the hot surface and nally rebound-
ing. However, for values of We 80; impinging droplets
formed a thin spreading liquid lm upon collision, which
subsequently disintegrated into smaller droplets. Rymkie-
wicz and Zapalowicz [55] (Fig. 13), assuming three main
system variables presented a qualitative illustration of these
droplet-surface interactions: droplet size, impact velocity
and initial surface temperature.
The model developed by Ito et al. [50] included heat
transfer by radiation, convection and evaporation; the tran-
sient reduction in droplet diameter was also modelled. The
model was compared with empirical data obtained from
experiments with water spray nozzles operating in the
range _ m
//
w
1.810.2 l min
1
m
2
and with volume mean
drop diameters in the range 130550 mm; these experi-
ments yielded total heat transfer rates in the lm boiling
regime of _ q
//
25150 kW m
2
at surface excess tempera-
tures of 150500C. The analytical model was found to be
in good agreement with these data for drops of this size, with
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 99
Fig. 13. Dropletsurface interaction matrix [55].
10 We 120 and impinging on heated surfaces with
DT
s
500 K:
Ohnishi et al. [51] described the performance of an
experimental multi-nozzle spray apparatus designed to
optimise the cooling of a steel specimen of dimensions
265 265 3 mm thick. The nozzle separation from the
surface was varied from 50 to 150 mm and _ m
//
w
10207020 l min
1
m
2
; some 23 orders of magnitude
greater than that employed by Ito et al. [50]; water tempera-
tures were between 7 and 30C and T
s
500800C: Two
correlations were determined for the variation of heat
transfer coefcient with water ux,
a _ m
//
w
0:51
( _ m
//
w
3000 l min
1
m
2
) (22)
and
a _ m
//
w
0:663
( _ m
//
w
2000 l min
1
m
2
) (23)
Irrespective of the applied water ux, it was found that the
magnitude of a was inversely proportional to the specimen
temperature; for a given value of the latter, higher values of
a were obtained at higher _ m
//
w
(see Table 5).
The use of twin-uid water mist cooling in process metal-
lurgy has been advocated by some authors because this
technique yields more uniform cooling and therefore a
reduced risk of thermal shock in the material [52,53].
Prinz and Bamberger [52] measured the surface tempera-
tures of continuously cast copper and nickel samples cooled
by a bank of air mist nozzles operating at air pressures
between 2 and 4 bar with _ m
//
w
20160 l min
1
m
2
: The
heat transfer coefcient was estimated, assuming that the
overall heat loss was due to a combination of cooling
mechanisms: direct impingement of water on the surface,
conduction through the vapour lm, radiation and forced
convection caused by the air in the two-phase mist. Initial
values of T
s
were 2001000C and in general, for a given
value of T
s
, it was found that a _ m
//
w
: For a given _ m
//
w
; it
was found that a 1=T
s
in agreement with Ohnishi et al.
[51]. Typical data for a nickel sample are shown in Table 6.
The heat transfer characteristics of water mist cooling
were correlated by the expression,
a
am
= 40:8
_ m
//
w
_
266:7 _ m
//
w
_ _
1:4(krc)
1=2
exp 0:32
T
s
T
e
T
w
T
e
_ _
a
v
_ _
a
fc
(24)
and compared with the corresponding correlation for water
spray cooling, obtained from a previous study,
a
ws
= 0:69 log(27783:3 _ m
//
w
)
1:4(krc)
1=2
exp 0:32
T
s
T
e
T
w
T
e
_ _
a
v
_ _
a
rad
(25)
where a
am
and a
ws
are the heat transfer coefcient for air
mist and water spray, respectively (W m
2
K
1
), and a
fc
;
a
rad
and a
v
are the heat transfer coefcients for radiation
plus forced convection, radiation only and lm boiling; here
a
v
was assumed to be 750 W m
2
K
1
. The initial tempera-
ture and the evaporation temperature of the cooling water
are denoted by T
w
and T
e
(C), respectively, and _ m
//
w
is the
water ux (l min
1
m
2
). The product krc is the thermal
inertia of the material being cooled. A comparison of
these two expressions at constant _ m
//
w
showed that values
of a
am
were considerably greater than a
ws
for all T
s
although
the difference decreased with increasing T
s
: It was argued
that this difference could be attributed to the effect of the
high air pressure on the droplets; smaller droplets moving
with high momentum were better able to pass through the
vapour barrier and reach the hot surface, thus increasing the
rates of heat transfer. The additional contribution of forced
convection arising from the air supply was considered negli-
gible. For values of _ m
//
w
180240 l min
1
m
2
; there was
no signicant difference in the heat transfer coefcients
predicted from Eqs. (24) and (25).
Mitsutsuka and Fukuda [53] also studied the cooling of
hot steel (T
s
150600C) by a twin-uid water mist to
ascertain whether the characteristically high values of a
noted above were obtainable at lower _ m
//
w
: Their exper-
iments employed _ m
//
w
in the range 2.2390 l min
1
m
2
with air or nitrogen owrates from 0.014 to
0.16 l min
1
m
2
; three nozzle variants were tested and
the separation of the nozzle from the hot surface (oriented
either horizontally or vertically) was varied from 300 to
800 mm. The dynamic variation of T
s
was measured using
thermocouples and an effective a (including radiation) was
calculated. It was found that at low air velocities (u
a
510 m s
1
); the airow only affected the quality of atom-
isation of the fog; at higher values of u
a
, however, the
airow was observed to inuence both the atomisation
and the resultant heat transfer. In the low air ow regime,
it was found that the cooling capacity of the fog was
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 100
Table 6
Variation of heat transfer coefcient for water mists [52]
_ m
//
w
(l min
1
m
2
) T
s
(C) a (W m
2
K
1
)
41 200 3600
41 1000 350
163 200 10 000
163 1000 1000
Table 5
Variation of heat transfer coefcient for water sprays of high mass
ux [51]
_ m
//
w
(l min
1
m
2
) T
s
(C) a (W m
2
K
1
)
1000 500 4600
1000 800 1600
5000 500 10000
5000 800 3000
independent of the nozzle type and was a function of _ m
//
w
only. The maximum and minimum values of a were found
to lie in the surface temperature ranges 100200 and 500
700C, respectively. With _ m
//
w
= 20 l min
1
m
2
; the corre-
sponding maximum and minimum values of a were
23005800 W m
2
K
1
and 350580 W m
2
K
1
,
respectively. For _ m
//
w
50 l min
1
m
2
; the cooling capa-
city of the fog was found to be virtually identical to that of a
water spray discharging an equal water ux. The effect of
surface roughness was also investigated and it was found
that during the fog cooling of a steel plate covered by a scale
deposit, the value of a increased in proportion to the
quantity of scale for small _ m
//
w
and T
s
200C:
Ohkubo and Nishio [54] also examined the effects of
surface roughness, or wettability, on the heat transfer char-
acteristics of airwater mist cooling in steel production.
Observations on the behaviour of droplets in contact with
the hot-steel surface were made by analysing the video
footage, particularly, estimates of the contact angle between
the droplet and the surface were made to assess the wet-
tability of the surface. Here, the contact angle is dened
as the angle between the horizontal hot surface and the
surface of the droplet where it meets the former, measured
through the liquid; thus the more acute the angle, the greater
is the wettability (Fig. 14). The value of u
a
was 20 m s
1
,
corresponding to high air ow as dened by Mitsutsuka
and Fukuda [53] and _ m
//
w
34280 l min
1
m
2
: Alumi-
nium test plates (15 mm diameter 2 mm thick) with a
range of surface nishes were cooled from T
s
600C to
room temperature. The rate of heat loss (W m
2
) was again
inferred through the cooling temperature history, however a
was not estimated. At T
s
100C; an increase in wettability
was found to increase the minimum temperature associated
with the onset of stable lm boiling (also called the Leiden-
frost temperature); that is, the formation of a stable vapour
layer on the hot surface was delayed with increasing wett-
ability. This is in agreement with earlier work where a rough
oxide layer on the surface increased the wettability of steel;
it was postulated that locally increased rates of heat transfer
would result from the violent evaporation of droplets
trapped in rough areas [53].
Makino and Michiyoshi [56] studied the behaviour of
water droplets impacting on various heated metal plates
with T
s
100360C: The impact behaviour of droplets
with diameters in the range 25404500 mm was studied
using high-speed photography. The waiting period and the
contact period were estimated from the images; the former
was dened as the time delay between rst contact of the
droplet and the initiation of bubbling while the latter corre-
sponded to the time between rst contact and the instant
when the droplet either bounced or oated on the vapour
layer. For a stainless steel plate and droplet diameter of
3300 mm, it was found that the contact period decreased
with T
s
; typical values were 1 s at 150C decreasing to
0.02 s at T
s
300C: For the same conditions a minimum
evaporation time of 0.1 s was observed at T
s
200C:
Some estimates of heat transfer rate during the contact
period were also made and it was suggested that values up
to, or exceeding 10
7
W m
2
could be attained. This initial
study was later extended through the development of a
transient model of droplet heat transfer [57] applicable to
metal plates at initial temperatures ranging from 20 to
140C; the upper temperature limit was assumed to
correspond to the Leidenfrost point. The theory was
shown to be in good agreement with previous experimental
data [56].
Although the foregoing research is relevant to the
mechanics of re suppression, there exist important differ-
ences between the heat transfer systems occurring in metal-
lurgical applications and those which operate during the
extinguishment of burning solid fuels. In particular, the
solid fuels of interest are typically of low thermal conduc-
tivity and diffusivity (wood, cloth etc.) [58]. Water droplets
impacting on the surface of these burning fuels produces
intense local cooling because heat transfer by conduction
from adjacent areas of the solid is relatively slow. Conse-
quently, it has been suggested that the heat transfer in these
cases is due to droplet evaporation rather than by nucleate
boiling or lm boiling [58].
In a comprehensive review of research on dropwise
evaporative cooling conducted over the last decade, these
issues were discussed with reference to the sparse spray
cooling of hot surfaces [59]. The heat transfer regime of
interest was identied as that associated with relatively low
surface temperatures, where nucleate boiling at the liquid
solid interface is suppressed and the cooling process is
governed by evaporation at the liquidvapour interface.
The development of a sparse spray model was based initially
on a simple one-dimensional model of heat conduction in a
single droplet resting on a hot solid surface of high thermal
conductivity [60]; in this case the temperature of the solid
liquid interface is assumed constant and uniform. The model
was validated by comparing calculated droplet evaporation
times with those measured by experiment; these values were
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 101
Fig. 14. Droplet wettability (u = contact angle).
found to agree to within 10%. The heat ux distribution
due to droplet evaporation was subsequently used as a
boundary condition for the calculation of the transient cool-
ing of the solid surface. Having conrmed the suitability of
the simple conduction model for high thermal conductivity
solids, the analysis was extended to the case of low thermal
conductivity solids, known to be more representative of the
re suppression problem.
Using the highly complex single droplet model, it
proved possible to simulate the cooling effect of a sparse
spray by superimposing the effects of many individual
droplets. In order to validate such calculations a further
series of experiments were conducted where a mono-
disperse sparse spray (d 2700 mm) was directed at a
sheet of Macor (a glass-like substance with a high emis-
sivity), while the upper surface was exposed to radiant
heating. The transient thermal response of the solid (T
s
131162C) was recorded during each 15 min experiment
with thermal and spatial resolutions of 0.77C and
70 mm, respectively, and _ m
//
w
0:030:06 l min
1
m
2
:
The data were found to collapse onto an exponential
decay curve when (T
s
T
)=(T
i
T
) was plotted as a
function of time, indicating that the surface cooling effect
was independent of the water ux applied.
It was concluded that the thermal properties of the solid
material played a far more signicant role in determining
the cooling history. It was further suggested that the overall
response of solid surfaces to spray cooling could be esti-
mated from a knowledge of the thermal diffusivity of the
material (a = k=rc) and the time constant; the thermal
penetration depth thus calculated (d) was indicative of the
droplet radius of inuence on the solid surface. These obser-
vations are extremely interesting in the context of re
suppression, however the values of _ m
//
w
employed were far
lower than the reported experimental rates for unconned
Class A res; here, _ m
//
w
0:10:5 l min
1
m
2
as
described later. Also, the experimental values of T
s
were
somewhat lower than would be expected in practice where
typical Class A fuels exhibit values of T
s
400500C or
even higher. Some indications of accelerated cooling due to
nucleate boiling were observed at the higher end of the
surface temperatures employed [59] although this heat
transfer mechanism was not included in the model. Clearly,
it would be of interest to validate this type of model against
more representative cases with more appropriate values of
_ m
//
w
and T
s
, particularly for cases where char formation
occurs, as this may lead to surfaces temperatures in excess
of 1000C.
7.3. Attenuation of thermal radiation by water droplets
It has long been recognised that water has the ability
to absorb radiant heat [10]; this property is used routinely
to protect combustible materials from ignition and also to
reduce the effects of heat stress on re-ghters. Rasbash [40]
stated that radiative heat transfer to re-ghting sprays
depends mainly on the temperature and emissivity of the
ame, as the drops are generally large enough to absorb
most of the incident radiation, rather than reect or scatter
it. Given that the emissivity of a ame depends on its
thickness, it was estimated that a 1 m thick ame
would radiate as a black body; for a ame temperature
of 1000C, the heat transfer rate was approximately
150 kW m
2
, compared with the convective heat transfer
rates calculated for water sprays (1.72.5 MW m
2
), the
radiative transfer is negligible and it was concluded that it
was reasonable to ignore the latters contribution to ame
extinguishment [40].
Recently, a number of papers have been published which
consider the interaction of thermal radiation with water
sprays [6165]. Coppalle et al. [61] studied the attenuation
of thermal radiation by water curtains using a numerical
model. Attenuation was assumed to be due to a combination
of absorption and, to a greater degree, scattering. With the
re represented by a black body at 1300 K (maximum
emission wavelength, l
max
= 1:93 mm); it was argued that
95% of the total energy is then radiated in the wavelength
interval between 1 and 10 mm; the model was therefore
solved by integrating over this entire thermal spectrum.
The attenuation factor was calculated for droplet diameters
in the range 0.1100 mm and for droplet concentrations of
1, 10 and 100 g m
3
. The results conrmed that sprays
afforded the maximum blocking efciency where the droplet
diameters were of the same order as the maximum emission
wavelength of the source. For a given drop diameter,
improved attenuation was achieved with an increase in
mass loading of the spray; for any given mass loading the
1 mm diameter spray was the most effective, followed by the
10, 0.1 and 100 mm sprays. In practice, the practical upper
limit of water loading lies in the range 100200 g m
3
,
because above this level the water delivery tends to become
more jet-like.
Experimental measurements of the radiation attenuation
achieved by various single-uid water mist nozzles have
been reported, where the sprays were discharged between
a 1 m square radiant panel (approximating a black body
source at 900C) and a heat ux meter [63]. The mist nozzle
under test was installed between these two points to ensure
that no water reached either the radiant panel or the heat ux
meter, thus eliminating the possibility of heat transfer by
impingement. For a given nozzle the radiation attenuation
increased with increasing operating pressure and increasing
water owrate. It was also shown that attenuation increased
with decreasing volume mean diameter (D
V50
). The most
effective attenuation was 35%, achieved with a nozzle
discharging 7.5 l min
1
and with D
V50
= 160 mm: It was
concluded that optimal performance in terms of radiation
attenuation would be obtained from nozzles with high ow-
rate, low droplet size and low velocity; an example of this
performance was given (31% attenuation at 3.25 l min
1
and D
V50
= 70 mm):
A calculation methodology for estimating the attenuation
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 102
potential of a real polydisperse spray has been developed
by considering the idealised attenuation by monodisperse
sprays of infrared wavelengths characteristic of luminous
ames [64]. The effectiveness of water sprays was
compared with that of water lms between 0 and 2000 mm
thick; the ames were modelled as black body radiators at
various temperatures. It was shown that a water lm 100 mm
thick transmitted only 15% of the incident heat ux whereas
28% was passed when the same water load was in the
form of a Class 1 mist [66], with D
V10
= 50 mm and
D
V90
= 100 mm: It was also suggested that a mist load of
100 g m
3
with characteristics on the borderline between
that of a Class 1 and Class 2 mist (Fig. 7) could block
60% of the radiation from a black body at 800C along a
path length of 1 m.
In the context of the occupational health and safety of re-
ghters, it is known that exposure to heat stress is often due
to excessive levels of radiant heat, rather than the existence
of high local air temperatures [65]. A series of eld tests has
been reported, where the objective was to evaluate the radia-
tion-blocking potential of various nozzles used by the US
Fire Service. For all units tested, the radiation attenuation
was found to increase with increasing values of spray
included angle. Wider (90) sprays provided effective
shielding for two or three re-ghters while narrower cone
angles gave protection for the nozzle operator only. Also,
increased owrates gave better attenuation due to a
combination of smaller droplet sizes and increased spray
concentration.
7.4. Spray penetration or throw
7.4.1. General
The penetration of a spray is dened as the maximum
distance it reaches when injected into stagnant air [12]. The
governing factors are the relative magnitudes of the kinetic
energy of the initial liquid jet and the degree of aerodynamic
resistance offered by the surrounding gas. Although the
initial velocity of the jet is usually high, the ensuing
break-up into droplets rapidly increases the surface area of
the spray and the kinetic energy is gradually dissipated by
frictional losses. Thus, a combination of local air currents
and the force of gravity dictate the spray trajectory. In
general, a compact narrow spray has a relatively high pene-
tration while a well-atomised spray of wide cone angle has,
by virtue of its increased air resistance, a lower penetration.
All other things being equal, the penetration of a spray is
much greater than for an individual drop, because the lead-
ing droplets impart forward momentum to the surrounding
gas which reduces the air drag on the following drops. A
single droplet has a stopping distance which is an order of
magnitude smaller than the ultimate penetration distance of
the spray in which it resides [67]. The following examples
illustrate the extent of penetration reported for some agri-
cultural sprays [68]: for 4001500 mm drops (nozzle pres-
sure 2840 bar), penetration 9 m, for 100200 mm
drops (nozzle pressure 1420 bar), penetration 2 m. In
the case of sprays where the droplet diameter 80 mm, it
was considered that there was a danger of the spray being
deected by the wind.
In the early 1960s, it was argued that a marked increase in
pressure would not necessarily promote better atomisation
or bring about a greater spray penetration [10]. It was
suggested that the adoption of high pressure pumps (up to
60 bar) by the Fire Service was completely unnecessary,
as the maximum throw for a spray-jet was attained at a much
lower pressure. It was concluded that the empirical and
theoretical data on the throw of spray jets, available in
1960, were not adequate to dene this parameter as a simple
function of nozzle pressure [10]. However, it was argued
that any increase in nozzle pressure above 14 bar was not
justied because any increase in penetration would be
negated by operational difculties.
During manual re-ghting with water sprays, the
combined dissipative effects of ame thrust, evaporation
and ambient wind may be minimised by applying the
spray directly through the base of the ames to the fuel
from the upwind side of the re. Under such conditions
the horizontal throw of the spray (dictated by the spray
thrust and gravity) usually determines the degree of pene-
tration [69]. In cases where the spray is applied downward
onto the re, however, all the aforementioned factors play a
role, with the relative thrusts of the ames and the water
spray being of particular importance. The former is propor-
tional to the buoyancy generated by the re and hence the
rate of heat release, while the latter is a function of the
reaction at the nozzle and the width of the spray. A detailed
analysis of these interactions reveals that the upward thrust
of a ame is correlated with the ame height while for water
sprays the non-dimensional velocity prole is similar to that
for turbulent free jets [69].
7.4.2. Modelling spray penetration into a re plume
Several theoretical models of spray penetration into a
buoyant re plume have been developed, based on equations
describing the deceleration and evaporation of the drops
[40,42,43,7078]. In one early model, the predicted
drop size and drop velocity histories for various initial
conditions (i.e. droplet diameter and velocity) were
presented, assuming a characteristic ame temperature of
1000C [40]. Two ame velocities were used in these calcu-
lations, either zero or 2.5 m s
1
vertically upwards. For the
range of drop sizes examined (50500 mm), the penetration
distance was found to be approximately proportional to the
square of the diameter for a given ame velocity and initial
droplet velocity. The upward velocity of the ame was
observed to have a signicant effect on the penetration of
the drop; a six-fold increase in penetration was predicted in
the case of a stationary ame compared to that with a verti-
cal velocity of 2.5 m s
1
.
Theoretical models of dropletame interaction have
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 103
been divided into three classes of increasing complexity
[70]:
Simple momentum conservation between a non-evapor-
ating particle and a owing gas stream;
A momentum and energy balance around a droplet
(including an evaporation mechanism);
The complete set of (solvable) governing equations
describing the effects of radiation, turbulence and
chemical kinetics.
Fig. 15 shows a parametric plot of the droplet injection
problem for a horizontally propelled droplet traversing an
upward-owing gas jet, which was obtained using the
simplest model described above [70]. Here the density
ratio r
A
=r
W
was assumed to be 0.001 (e.g. air:water) and
curves were produced showing the non-dimensional trajec-
tory (x
= x=D; y
= y=D) as a function of non-dimensional
time t
= tu
0
=D and the initial velocity ratio u
f
=u
0
(gas vel-
ocity to initial droplet velocity) where D is the droplet
diameter. Such a plot is useful in estimating whether a parti-
cular drop size is likely to remain resident in the ame or
pass straight through. A practical ideal would be to match
the droplet size and momentum to the characteristics of the
anticipated gas stream (i.e. its momentum and width) in
order to guarantee a residence time which realises the heat
extraction potential of the droplet. The dashed lines in Fig.
15 illustrate the effect of different density ratios and each is
drawn for the particular case where u
f
=u
0
= 20:
One important aspect of spray interaction with res is the
expansion of the ame volume that sometimes accompanies
the initiation of re suppression activity. The increase in
heat release rate is due to the air entrained within the
spray envelope, which both increases the amount of oxygen
available to the re and promotes more intimate mixing of
the reactants in the ame zone. McQuaid [71] presented a
methodology for estimating the volume of air entrained
within water sprays and these results were compared with
some experimental data obtained at realistic scales. The
proposed air-entrainment relationship is shown in Fig. 16,
where Q
a
is the rate of air entrainment into the spray
(m
3
s
1
), Q
w
the water owrate (l s
1
), D the width of the
spray (m) and r is the density of water (1000 kg m
3
). The
ow number F is dened as F = Q
w
=
P
w
_
, where P
w
is the
water pressure at the nozzle (Pa). The method is used to
estimate the total rate of air entrainment into the spray
envelope from the nozzle to the plane where the spray
width is D. However, the analysis is restricted to cases
where F is a constant, which is valid only when ow con-
ditions in the nozzle are fully turbulent.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 104
Fig. 15. McCaffreys rst stage (momentum conservation) model of water droplet-ame interaction [70]. Reproduced with permission from
Combustion Science and Technology 40, 1984. Copyright 1984 Gordon and Breach Publishers.
Although the simplicity of these early models is
attractive, they lack the sophistication to simulate water
sprays used within compartments in the presence of re
and they have not been validated against more recent
nozzle/spray data. However, more advanced modelling
techniques have been spawned by contemporary research
concerned with the interaction between water droplets and
buoyant re plumes; this research has been driven in large
measure by the desire to improve the design of xed sprink-
ler systems [42,43,7277].
In one such dropletre interaction model, the effects of
evaporation and drag forces on the droplet within a hot air
plume were investigated [72]. It was found that the smaller
drop sizes were more affected by evaporation than larger
ones and that evaporation had negligible effect on the
dynamics of drops greater than 2000 mm diameter. Heat
gain via thermal radiation was ignored due to the short
residence times of the large drops within the combustion
zone (0.10.3 s). An analysis of the effect of heat release
rate revealed a strong inuence on the degree of plume
penetration. Even in the case of a relatively small re
(250 kW), the updraught was sufcient to carry a
1000 mm diameter droplet away from the re, prevent-
ing it from landing on the fuel surface. The results
indicated the possibility of a critical heat release rate (
_
Q
c
)
above which a given drop size would not contribute to re
extinguishment, although further sensitivity studies were
advised.
Factory Mutual Research Corporation (FMRC) has also
developed a computer simulation of water-spray/re-plume
interaction, to assist in identifying the controlling param-
eters affecting re suppression and thereby to improve
the cost-effectiveness of large-scale testing and sprinkler
optimisation [73]. Over 100 numerical solutions were
obtained for the ow eld arising from the interaction
between a full- or hollow-cone monodisperse spray and
a re plume. Heat release rates ranged from 0.5 to 4 MW
and spray variations included: median droplet size (600,
1000, 1400 mm), water owrate (2.3, 4.6, 7.0 l s
1
) and
injection velocity (8 and 16 m s
1
); output data included
gas streamlines, isotherms and droplet trajectories. The
inuence of the re plume was characterised by a pene-
tration ratio, obtained by comparing the droplet trajec-
tories under no-re conditions with those modied by the
re plume. Although the general approach seemed reason-
able, the model was prone to instabilities and the devel-
opment of an improved, fully transient computer code was
proposed.
In an independent initiative by NIST, the development of
a submodel for sprinklerhot layer interaction designed to
be incorporated into two-layer zone models of compartment
res was discussed [74]. Here, the discharge of an isolated
sprinkler into a quiescent upper hot layer of re gases and its
subsequent penetration into the cool air below was simu-
lated; the re plume itself was not simulated. The model was
calibrated using data from a series of 25 sprinklered room
re experiments to determine the value of several empirical
coefcients. The cooling predictions for the hot layer were
found to agree well with the published data for res in the
range 130500 kW interacting with sprays from three
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 105
Fig. 16. The entrainment relationship for a water spray [71]. Reproduced from J. McQuaid, Health and Safety Executive Technical Paper 1.
Reproduced by permission of the Health and Safety Executive.
different sprinkler nozzles at owrates between 40 and
100 l min
1
.
In the UK, the sprayplume interaction model
SPLASH was developed to simulate the water deluge
protection of chemical plant installations subjected to
external re impingement [42]. Output data from this
model include the total heat transfer from the re gases
to the spray, the complete physical and thermal drop
histories throughout the spray and the changing properties
of the re gases. In the simulations reported, the degree of
water coverage was found to diminish with both increas-
ing re gas temperature and external wind velocity; the
results were also found to be in general agreement with
experimental investigations of LPG tank protection. The
mathematical formulation of the SPLASH code has been
described in more detail by Jackman et al. [43], together
with representative output data from 22 simulations of a
sprinklered corridor re. For each simulation the ultimate
fate of 12 044 individual drops was determined, enabling
both the percentage of water evaporated and the percen-
tage of water reaching the interface between hot and cold
gas layers to be estimated.
Hoffman and Galea also developed a three-dimensional
two-phase re-sprinkler interaction model [7577].
Describing the mathematical basis for their model [76],
these workers noted that in contrast to the compartment
re growth problem, the subject of re suppression had
received comparatively little attention from the modelling
community and therefore remained in a relatively primitive
state of development. A comparison of the models predic-
tions with experimental data from a resprinkler inter-
action scenario showed the time-dependent gas temperatures
to be in reasonable agreement with the test data [75,77]. It
was concluded that although the technique was still in its
early days, the model was capable of producing qualita-
tively correct simulations of the resprinkler interaction.
Given the massive computational effort required to solve
such problems, it was seen as essential that future
implementations of such models should run on parallel
computers.
Fthenakis et al. presented a computational model of
water spray interaction with a gaseous plume in the
context of absorbing and dispersing an accidental release
of toxic gas (hydrouoric acid) in the atmosphere [78].
Again the fundamental equations for momentum, mass
and energy interchange between the gas and liquid phases
were solved; the solution domain was two-dimensional in
this case and the effects of turbulence were also included
through modied laminar ow equations. The inuence of
the water droplets was examined in two distinct ow
regions: a dense spray region close to the nozzle and a
sparse spray region where the droplet trajectories were
assumed to be separate. The dense spray region was
dened as occurring where the drops occupied a signi-
cant fraction, f, of the volume of the gas-phase
(e.g.f 0:05) and droplet trajectories were closely
spaced. In this region, the expression,
C
D
C
DS
= 1 3:5f (26)
was adopted to relate the drop drag coefcient (C
D
) to the
single drop drag coefcient (C
DS
). In the sparse spray
region further from the nozzle however, the droplet popu-
lation is small and the motion of the gas induced by
preceding drops may reduce the overall resistance to the
spray as described earlier. Previous research on sparse
sprays had shown that for sprays consisting of 300 mm
drops, the maximum expected decrease in C
DS
would be
30%; a reduction in C
DS
of 15% was adopted for the
sprays modelled (consisting mostly of droplets in the
100200 mm range).
The ability of the model to predict air entrainment into
the spray was also discussed; in order to produce an
acceptable level of agreement between the model and
experimental data it was necessary to adjust two of the
constants in the turbulence model [78]. This highlights a
recurring feature associated with such sophisticated
modelling techniques: although they are based on the
fundamental equations of uid motion and are thus by
nature generally applicable, the successful representa-
tion of certain specic ow features often requires addi-
tional sub-models. Condence in the latter should rst be
gained however, typically through validation comparisons
against high-quality empirical data, preferably gleaned from
large-scale experiments.
The optimum representation of the drop size distribution
of the spray was examined during sensitivity studies. It was
found that for the nozzles being modelled (which produced
droplets in the range 50700 mm), input data based on only
ve representative drop sizes were sufcient to produce
solutions that were insensitive to this parameter. Using a
single mean size rather than a size distribution resulted in
deviations in the range of 25%.
7.5. Concept of optimum droplet size
Given the importance of droplet size in re-ghting
sprays, it is reasonable to ask whether there exists is an
optimum droplet size which should be sought in practice.
In trying to answer this question, it is valuable to recall the
three main mechanisms for re extinguishment by water:
ame cooling, fuel cooling and inerting the atmosphere
through the production of water vapour. The benets of
thermal radiation absorption in limiting the re spread and
ameliorating the thermal stresses on re-ghters must also
be considered.
If only one of these factors dominated the process of re
suppression, then it might be possible to stipulate an opti-
mum drop size. For example, if ame cooling were the
single most important factor, then a ne spray would always
be preferable, the large surface-area to volume ratio would
promote efcient heat transfer and droplet evaporation,
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 106
leading to speedy re extinguishment. On the contrary, if
cooling the fuel bed was the primary objective, then a
coarser spray would be a better choice in order to ensure
droplet penetration through the re plume convection
currents. In this case however, a ne spray would also
be desirable to protect re-ghters from high levels of
thermal radiation. For deep-seated glowing res, the use
of so-called hard jets has been recommended [10],
because of their high kinetic energy and good penetrative
qualities.
In practice, however, it is not always apparent which re
suppression mechanism is the most important and it is
likely that the relative importance of the various mechan-
isms will change as the re-ghting operation progresses.
Intuitively then, it would be surprising if a single drop size
were found to be a panacea for all stages of the suppres-
sion and extinguishment of re, given the complexities of
re dynamics and the physical and chemical interactions
involved. Given that the geometry, temperatures and gas
velocities involved in practice will be wide ranging, it
could be argued that the introduction of a range of drop
sizes would be more effective in re suppression.
Although this argument has a certain theoretical appeal,
it is also convenient because practical spray populations
comprise a range of droplet sizes (although the distribution
may be skewed by the appropriate selection of nozzle
design).
Notwithstanding the above, optimum droplet sizes have
been proposed periodically in the literature. An optimum
mean diameter of d 350 mm has been suggested [10],
based on maximising the droplet heat transfer number (a)
by maximising the ratio of terminal velocity to droplet
diameter. However, a counter argument has been made
that the emphasis should more correctly be placed on maxi-
mising the total quantity of heat transferred to a given spray
(W), by minimising the mean droplet diameter and thus
maximising the total spray surface area. Guttler [54]
proposed the use of high-pressure (30 bar) fogs compris-
ing very small initial droplet diameters (70 mm) with high
initial velocity 80 m s
1
. These sprays were designed to
undergo a rapid deceleration at the re zone
(u
0.1 m s
1
) to ensure a residence time sufcient to
realise their maximum cooling effect through complete
evaporation. A similar optimum droplet diameter (75 mm)
has also been deduced from a theoretical analysis of the heat
transfer between a monodisperse spray and a propagating
high-temperature explosion ame [79].
Computational data relating the rate of heat absorption
of a monodisperse spray to the initial droplet diameter
have been derived [80]. Strong peaks were observed in
the plots of rate of heat absorption versus the initial droplet
diameter; the heat abstraction rate was observed to fall
away for diameters either larger or smaller than some
critical diameter. Based on this study, it was concluded
that initial droplet sizes in the range 300900 mm
produced the best extinguishing performance, but that
the optimum diameter depended on the distance between
the nozzle and the ame zone and the prevailing thermal
environment.
When fuel cooling is required, the problems associated
with bringing water to the seat of the re must be considered
[72]. It has been suggested that droplets smaller than
1000 mm are ineffective in pre-wetting or extinguishing
a re larger than 250 kW because they suffer gross deec-
tion by the re plume and do not contribute to fuel cooling.
Conversely, droplets larger than 2000 mm are able to pene-
trate the plume effectively and undergo little evaporation in
the process; hence these larger drops are better able to reach
the hot fuel surface.
The interaction between water sprays and thermal
radiation has also been discussed previously. For the
infrared wavelengths of interest, l 110 mm; the radi-
ant attenuation has been found to be strongly correlated
with droplet radius [6165]. Clearly, a spray whose
characteristics are suited to plume penetration and fuel
bed cooling (i.e. d 2000 mm and above) will not be
compatible with the provision of optimum radiation
attenuation.
In a literature survey concerning the measurement of drop
size and its impact on the extinguishment of conned and
unconned res [81], the mechanisms of re extinguishment
and the techniques of re-ghting were discussed; it was
observed that different re scenarios required different
re-ghting tactics. In general however, the literature
suggested that the primary strategy for extinguishing room
res should be to cool the fuel rather than smother the
ame (oxygen displacement by water vapour); hence the
ability of the spray droplets to penetrate to the fuel surface
was of paramount importance. For intense res in conned
spaces, the initial strategy of directing the spray to the upper
part of the space from a low-level opening was advised. The
use of this tactic maximises the amount of water converted
to vapour; the accompanying absorption of heat coupled
with the displacement of smoke was found to yield better
visibility and hence better accessibility to the seat of the
re. As this type of re is frequently under-ventilated
when re-ghting commences, the possibility of indu-
cing a backdraught-like event by air entrainment was also
stressed.
In conclusion then, the literature on re suppression does
not indicate a single optimum drop size for re-ghting; for
normal operations the availability of a range of drop sizes
between 300 and 2000 mm is desirable. If the effective
absorption of thermal radiation is also required for shielding
purposes, the optimum droplet sizes lie at the lower end of
the range 1100 mm. Flexibility of re-ghting tactics is
important and an adjustable nozzle appears to have tactical
advantages. In the case of xed re suppression systems,
physiological factors are not relevant and the optimum
spray character is governed by environmental parameters
such as the hazard class, compartment geometry and venti-
lation conguration etc.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 107
8. Experimental data on re suppression/extinguishment
8.1. General
The design of good re suppression tests requires consid-
erable thought at the outset; the situation is not straight-
forward, due to the great diversity in the types of re,
extinguishing agents and techniques of application. These
difculties are compounded by the need to specify both the
condition and rate of application of the agent [9]. The advan-
tages of laboratory-scale tests are economy and the degree
of control that may be exercised on the test conditions. On
the contrary, there are substantial problems in extrapolating
the results of small-scale re tests to the full-scale situation
[8284] and therefore many workers have preferred to
conduct suppression tests at more realistic scales. Regard-
less of the scale of the experiment, the application of the
agent is commonly expressed as a mass rate per unit area
[9], for example kg m
2
s
1
in the case of powder agents (or
conventionally in the case of water, l min
1
m
2
). However,
this practice tacitly assumes that the method of application
and the agents physical properties are either standardised or
unimportant and that the re intensity is independent of its
size [9]. In reality however, neither of these assumptions is
strictly valid and the physical state of the extinguishant and
its application must be specied.
Notwithstanding these issues, much useful information
may be gleaned from well-designed re suppression tests.
If we consider a series of tests where a standard re is
subjected to a suppressant applied at different rates, then
the extinguishment time t
ext
may be dened as the period
between the start of agent application and the cessation of
coherent aming combustion. A plot of t
ext
against the appli-
cation rate (R) results in a curve similar to that in Fig. 17
[85]. In such tests there exists a critical application rate
(R
c
), below which the re cannot be extinguished, irre-
spective of the total volume of agent supplied; there is
also a minimum time to extinguishment which, perhaps
surprisingly, can be quite reproducible between tests. The
quantity of agent required to effect extinguishment in each
test may be derived from Fig. 17 as t
ext
R: Similarly, a plot
of quantity versus rate yields the characteristic Q=R curve
shown in Fig. 18 [85]. The critical rate is dened as before,
however the optimumrate andpreferredrate of agent appli-
cation are also shown. The former enables re extinguishment
to be achieved for a minimum total consumption of agent
while the latter, somewhat higher, application rate is
adopted by re-ghters to ensure successful extinguishment
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 108
Fig. 17. Time to extinguish a re vs. agent application rate [85]. Reproduced from R. Hirst, Underdowns practical re precautions, 3rd ed.
Reproduced by permission of the author.
in practice. Although the preferred rate may be some 34
times greater than R
c
and less economical than the optimum
delivery rate, the time to extinguishment is correspondingly
less (Fig. 17).
8.2. Nature of the standard re
A standard re source is a prerequisite for meaningful
inter-comparisons between various suppression agents
and application techniques. The standard re has taken
many forms, including wooden cribs, pools of liquid
fuels and even hi-rack arrangements of typical
commodities stored in warehouses. Although many work-
ers have devised their own standard re in order to char-
acterise a particular suppression problem, standards exist
in the US [86] and the UK [87] for the Class A crib re
(Fig. 19). An important parameter for the standard crib
re is the total exposed fuel surface area, which may be
derived from the stacking arrangement and the dimen-
sions of the individual sticks. The standard cribs
employed in American studies are nominally square in
plan but with varying heights (Fig. 19); for the examples
listed in Table 7, the total exposed surface area may be
expressed as:
A
c
= 2N
S
N
L
(wh hl wl) 2(N
L
1)(N
S
w)
2
(27)
where N
L
and N
S
are the numbers of layers and sticks per
layer, respectively, and w, h, l are the width, height and
length of the individual sticks. This expression assumes
that the only unexposed wood occurs at the intersections
of the sticks and that the crib is supported such that the
obscured wood at its base is negligible.
The British Standard cribs are cuboid in shape and always
comprise 14 layers, therefore the surface area expression is
different:
A
c
= 2:66(2l 38 10
3
) 0:364N
S
(28)
The sticks used are nominally 38 mm square in cross-
section and 500 mm long in the transverse direction (i.e.
into the page in Fig. 19); longitudinal layers always
contain 5 sticks of length l, whilst the number of sticks in
transverse layers, N
S
, is variable. The data for these cribs are
given in Table 8.
Aside from the physical and chemical nature of the fuel,
the burning behaviour of standard test res depends on
environmental factors such as the degree of connement
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 109
Fig. 18. Suppression agent quantity/rate curve [85]. Reproduced from R. Hirst, Underdowns practical re precautions, 3rd ed. Reproduced by
permission of the author.
(i.e. availability of oxygen) and the pre-burn period before
re suppression commences. The following sections
summarise a wide range of re suppression experiments
performed at a range of scales, with various methods of
water application and degrees of connement. The descrip-
tions given here are intentionally general in nature and the
interested reader is referred to the relevant source articles for
more detailed information.
8.3. Suppression tests on unconned res
In the 1930s some early experiments investigated the
suppression of wood res using solid jets [10]. The burning
fuel was supported on a weighing platform and subjected to
various water application rates. The suppression efciency
was measured in terms of the magnitude of the re residue,
dened as the unburned fuel mass remaining after re extin-
guishment. The data suggested that the primary function of
the water is to extract heat from the body of the fuel rather
than from the hot, gaseous, products of combustion. For a
wood burning rate of 1 g s
1
, corresponding to a heat release
rate of 12.6 kW, extinguishment was secured with a water
application rate equivalent to an evaporative heat extraction
rate of only 0.4 kW. In addition, it was found that increas-
ing the pressure of the jet did not increase the re residue,
contrary to popular opinion, and that low-pressure jets were
better absorbed by the wood charcoal.
In the UK, impinging-jet sprays with various drop size
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 110
Fig. 19. Standard wood cribs used in suppression studies (to scale).
distributions were employed during extinguishment trials
involving 30 cm pan res of alcohol, benzole, petrol, kero-
sene (repoint 6068C), gas oil (repoint 104115C)
and transformer oil (repoint 175180C) [88]. Five
different sprays were employed, with volumetric mean
diameters (D
30
) in the range 157250 mm, corresponding
to Sauter mean diameters (D
32
in Table 2) of 230
430 mm, respectively. The pre-burn time for the liquids
varied from 1 s to 8 min. The ner sprays promoted the
most rapid extinguishment on volatile fuel res (alcohol,
petrol, benzole) whereas the coarser sprays were better
suited to extinguishing the less volatile fuels (gas oil, trans-
former oil). The results were analysed by correlating the
extinguishment time (t
ext
) with properties of both the res
and the sprays. The most efcient sprays were found to be
those with the nest droplets, the highest rates of water ow
and the highest velocities of entrained air.
The critical application rate for extinguishing wood res
was determined in the US [89], from experiments involving
a burning wood crib constructed of 51 mm square sections
of Corsican Pine (moisture content 12%) and with a total
surface area of 7.2 m
2
. A single horizontal water spray was
directed on the rotating burning crib and the time to extin-
guishment was measured as a function of the application
rate. The critical rate for extinguishment ( _ m
//
wc
) was deter-
mined to be 0.10 l min
1
m
2
for a 38% pre-burn (i.e. water
application commenced after the crib had lost 38% of its
initial mass) and it was concluded that the predominant
extinguishment mechanism was fuel cooling.
More recently, a horizontal water spray was applied
manually to two sides of a burning wooden (Japanese
Cedar) crib [90] and _ m
//
wc
was found to be
0.15 l min
1
m
2
. Experimental data have also been
reported from suppression tests on res involving wooden
cribs (moisture content 0%) and wooden pallets (moisture
contents between 6 and 10%) [91]. The cribs comprised
sticks 17 17 185 mm with 4 sticks per layer (6, 11, or
16). The wooden pallets were of volume 1.8 m
3
and were of
a similar material. For the cribs, _ m
//
wc
varied from 0.11 to
0.14 l min
1
m
2
for pre-burn values of 5 and 20%, re-
spectively. For the fully involved pallet res, a value for
_ m
//
wc
0.15 l min
1
m
2
was determined for both 10 and
20% pre-burns. Tamanini reported values for _ m
//
wc
of 0.09
and 0.18 l min
1
m
2
for res involving loosely packed
and densely packed cribs, respectively [92]; here the
cribs were constructed from sticks of thickness 10, 13 and
19 mm. In parallel suppression tests on small-scale slabs
[93], with dimensions 191 279 mm
2
and thickness 6.4,
12.7 and 19.1 mm, the critical application rate was _ m
//
wc
0:08 l min
1
m
2
:
Stolp observed that the critical delivery rate varies
depending upon the scale of the re [94]; these data are
reproduced in Table 9.
The discrepancies between the expected _ m
//
wc
obtained
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 111
Table 8
Wood crib re dimensions to BS 5423 [87]
Standard test
re designation
No. of 500 mm
sticks per
transverse layer, N
S
Length of test re l (m) Total exposed fuel
surface area (m
2
)
3A 3 0.3 2.79
5A 5 0.5 4.58
8A 8 0.8 7.27
13A 13 1.3 11.75
21A 21 2.1 18.92
27A 27 2.7 24.29
34A 34 3.4 30.57
43A 43 4.3 38.63
55A 55 5.5 49.38
Table 7
Wood crib re dimensions to UL711 [86] (w = h = 0.038 m in all cases)
Standard test
re designation
No. of layers no. of sticks,
N
L
N
S
l (m) Total exposed fuel
surface area (m
2
)
1-A 10 5 0.508 3.36
2-A 13 6 0.651 6.70
3-A 14 7 0.781 10.08
4-A 15 8 0.848 13.23
6-A 17 9 0.848 16.42
10-A 19 11 1.207 32.66
from the extrapolation of laboratory data and those observed
in practice are typically one order of magnitude, regardless
of re size. In an effort to explain this discrepancy, rotating
wooden cribs were burned and weighed while water was
applied vertically downward onto the upper surface [94].
The crib dimensions were 0:2 0:2 0:2 or 0:4 0:4
0:2 m and the component sticks were 25 10 mm
2
in
cross-section. During these tests, a 35 kg crib with an exposed
surface area of 1 m
2
burning at a constant rate between 5 and
6 kg min
1
could not be extinguished by a water delivery
rate of 0.85 l min
1
(i.e. _ m
//
w
= 0:85 l min
1
m
2
).
Assuming the heat of combustion of wood to be 19
10
6
J kg
1
and the latent heat of evaporation of water to be
2:5 10
6
J kg
1
; the energy absorbed by the vapourisation
of water at this application rate is 2% of the heat release
rate of the re. It was asserted that if water was applied at a
rate sufcient to extract 910% of the instantaneous heat
release rate, then the re would be extinguished immedi-
ately. For free burning res, the criterion for extinguishment
was expressed as
_
Q=
_
W 910; where
_
Q and
_
W are the heat
release rate by the re and its abstraction rate by the forma-
tion of water vapour respectively. For conned crib res, the
ratio
_
Q=
_
W was reduced to 56 implying an increased
critical application rate; this increase in water demand was
seen as evidence that fuel bed cooling was the dominant
extinguishing mechanism. It was reasoned that if re extin-
guishment had been effected by oxygen displacement in the
conned case, then a reduction in _ m
//
wc
would have been
expected; however, the signicant increase in the energy
fraction required to be removed by the water was seen as
conrmation that fuel cooling was paramount.
A fundamental condition for total extinguishment has
been proposed [95] as reignition time time required for
sweeping the entire fuel surface with water. This was based
on observations of small-scale extinguishment experiments
involving crib res constructed of Japanese cedar. The
component sticks measured 30 mm square in cross-section
by 210 mm long and were arranged four per layer in eight
tiers; the crib was supported on a load cell and the mass loss
was monitored throughout the test. Following a variable pre-
burn period, suppression commenced when the initial mass
loss was 20, 40 or 60% of the initial mass. Water was then
applied manually in a streamvia a glass capillary and directed
towards the interior of the fuel array. Extinguishment
was dened as the point at which all glowing of the charcoal
had been eradicated and _ m
//
wc
was found to lie in the range
0.070.23 l min
1
m
2
, assuming the inner surface area of
the crib to be 0.5 m
2
. The actual value for _ m
//
wc
was found
to vary with the pre-burn time and the method of application
of the water; it was approximately proportional to the dura-
tion of pre-burn and reduced when water was applied from
the base of the crib upwards rather than vice versa. A simple
model of the extinguishment process was also proposed,
based on radiative heat transfer within the crib and a critical
rate between 0.05 and 0.09 l min
1
m
2
was predicted.
Extinguishment tests have been conducted on 27 mm
diameter charcoal cylinders burning in a vertical orientation
from the top downwards. The initial effect of introducing
ne uniformly distributed water drops into a pre-saturated
air stream impinging on the burning upper surface was the
removal of the surface ash layer and an increase in burning
rate [96]. Further increases in the _ m
//
w
led to quenching of the
burning surface. It was suggested that the removal of ash by
ne sprays could be of critical importance in practice, if
water mist produced by re-ghting nozzles were to
enhance the burning rate of glowing charred furniture
surfaces, thus increasing the radiative heat load in the room.
The extinguishment of plastic res by water sprays has
been investigated by various workers [9799]. Extinguish-
ment tests on polymethylmethacrylate (PMMA), poly-
styrene (PS), polyethylene (PE) and polyoxymethylene
(POM) were performed while these materials were
subjected to external radiant heating [97]; specimen dimen-
sions were 178 356 50 mm (vertical slab) and 178
178 50 mm (horizontal pool). The steady burning rates
of the materials were measured as a function of the external
radiant heat ux both with and without the water spray. The
droplet weight mean diameters for the nozzles used were
1300 and 650 mm; assuming the water to be of constant
density these values are equivalent to volumetric mean
diameters (D
30
). In the absence of re suppression, all the
materials displayed a linear, monotonic increase in burning
rate with increasing external radiant heat ux. Where _ m
//
w
_ m
//
wc
; the same trend was observed, however the burning rate
was less for a given external heat ux; in other words, above
a critical radiation level, a given water owrate was only
able to suppress the re while below this critical radiation
level extinguishment occurred.
For each _ m
//
w
; curves of reduced burning rate and time to
extinguishment were obtained; the extinguishment time fell
sharply as the external heat ux was decreased. A series of
curves was constructed showing the critical external radiant
ux as a function of _ m
//
w
for the various plastics and con-
gurations considered. For zero external radiation, _ m
//
wc
varied from 0.7 l min
1
m
2
for horizontal PMMA to
0.26 l min
1
m
2
for horizontal PE. When subjected to a
radiant heat ux of 8.4 kW m
2
, the _ m
//
wc
values rose to
0.19 l min
1
m
2
and 0.45 l min
1
m
2
, respectively.
Using the radiant heat ux data from large-scale rack
storage re tests, the data for polystyrene were extrapolated
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 112
Table 9
Variation of critical delivery rate with re surface area [94]
Fuel surface area (m
2
) Critical rate of delivery for
extinguishment (l min
1
)
UK USA Laboratory
10 600 360 60
100 2000 1700 180
1000 6000 8000 850
to predict _ m
//
wc
under realistic conditions; at radiant uxes of
63 kW m
2
, _ m
//
wc
1:07 l min
1
m
2
; some 10% of the
delivery of contemporary automatic sprinklers.
Another study considered the burning behaviour and
suppressibility of plastics arranged in three-dimensional
structures [98]. Plastic rods (15 mm in diameter 330 mm
in length) were used to construct three-dimensional cribs;
the plastics used were: PVC (polyvinyl chloride), PU
(polyurethane), PC (Polycarbonate), PF (phenol formalde-
hyde), PE (polyethylene), PMMA (polymethyl methacry-
late), POM (polyoxymethylene), ABS (acrylonitrile
butadienestyrene co-polymer) and PP (polypropylene).
The rods were supported in 5 layers in a steel mesh frame
with 6 rods per layer. Three foam plastics (PF, PS, PU), with
and without ame-retardants, were also tested as rectangular
samples either singly (PU) or in small cribs (PF, PS).
Following ignition of the test material, a pre-burn delay of
up to 5 min was allowed, prior to the application of water
from a spray nozzle located 900 mm above the surface of the
sample.
For the crib tests, a graph of extinguishment time against
pre-burn time was plotted for _ m
//
w
15 l min
1
m
2
; it was
concluded that the extinguishment time was proportional to
the delay between ignition and the activation of the water
spray for all the materials tested. For the foam plastics,
unretarded PF was found to burn exactly like wood and
the exposed surfaces were easily extinguished, however the
deep-seated ames persisted until the rate of water applica-
tion was increased. A solid water stream proved more effec-
tive than a spray and this was attributed to the formers
ability to penetrate deeper inside the densely packed fuel
array. In general, there were large differences in the extin-
guishing behaviour of plastics res due to their different
chemical and physical properties; a tentative ranking of
the increasing difculty of extinguishment placed a wood
re between PMMAand POM. Low water application rates
were found only to agitate the combustion and extinguish-
ment was only possible above a certain critical rate.
The extinguishment of small samples of solid white pine
(50 50 20 mm) has been compared with that of similar
sized samples of PMMA and unretarded PS foam [99]. The
materials were burned either in a horizontal orientation or at
45 inclination beneath a conical radiant heater capable of
supplying a heat ux of up to 25 kW m
2
on the upper
surface of the sample [99]. After a preheating time of 1 min,
the sample was ignited and following an additional 1 min
pre-burn interval, a low pressure water spray was discharged
vertically downward through the central aperture in the
heater. Two spray nozzles were selected, conforming to a
mist classication system proposed by other workers [66];
the average droplet sizes were 200 mm and between 400
and 1000 mm. The extinguishment time generally decreased
with increasing water application rate, approaching an
asymptotic value at higher _ m
//
w
; for a given _ m
//
w
; the time
to extinguishment was found to decrease with decreasing
mean droplet diameter. Due to the short residence time
of the droplets in the ame zone, evaporation in the ame
zone was deemed to be negligible; hence fuel cooling
appeared to be the primary extinguishment mechanism. It
was stressed however, that the droplets produced by
commercial mist systems would be much smaller than
those in the experimental study (and the ame zone much
larger), leading to longer residence times and more droplet
evaporation in practice. It was concluded that, in full-scale
applications, the primary action of mist systems would be to
cool the combustion zone. Acknowledging the importance
of fuel cooling in Class A re extinguishment, it was
recommended that future research should aim to character-
ise the nature of the spray near the fuel surface in order to
elucidate the complex heat transfer interactions in that
region.
The performance of low ow water hosereel systems has
been investigated experimentally [100] in a series of extin-
guishment tests, performed on various sizes of unconned
wooden cribs of types UL 10-A, 6-A and 3-A. The masses of
these test cribs were nominally 187, 96 and 57 kg, re-
spectively, and no attempt was made to control the moisture
content of the wood. The 15 m long by 1.9 cm diameter hard
rubber hose was tted with a variable pattern nozzle deliver-
ing a nominal owrate of 1.9 l s
1
. The crib was mounted on
four load cells and other instrumentation included standard
video equipment, IR imaging and two radiometers.
After an initial pre-burn period of between 5 and 6 min,
manual re-ghting was commenced, initially from a
distance of 1.8 m and then freely from any position; the
only restriction imposed was that water could not be applied
to the rear vertical face of the crib. Extinguishment was
conrmed when visual inspection and IR imaging showed
no ames or hot spots respectively at any point in the crib.
A total of 26 crib re tests were conducted in this manner
and the average mass loss rates for the 10-A, 6-A and 3-A
res were 250320, 158 and 94 g s
1
, respectively. The
hosereel system performance was assessed from graphs of
re control time vs. nozzle pressure, radiation attenuation
versus nozzle pressure and water density to control (l m
2
)
vs. application rate (l min
1
m
2
). The application rates
employed during the tests varied widely, from 1.02 (low
ow, large crib) to 10.2 l min
1
m
2
(high ow, small
crib). The m
//
w
value required to control the res was
found to be fairly constant, at 0.61.2 l m
2
, except in
the case of the larger res where the lowest application
rates were used (1.021.56 l min
1
m
2
) or the nozzle was
operated at 4.6 m from the re (stand-off tactic). For
these adverse cases, the range of application density
required was m
//
w
2.22.8 l m
2
. Overall, in terms of ef-
ciency of water usage, a minimum nozzle pressure of
1.52 bar and corresponding owrate of 4560 l min
1
were recommended. For a nozzle ow of 115 l min
1
,
pressures below 1.5 bar were not recommended and deliv-
ery rates of 4570 l min
1
were provisionally recom-
mended for ghting post-ashover compartment res.
Preliminary studies of the effectiveness of low pressure
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 113
water mist nozzles for manual re-ghting against Class
A res have been reported in the UK[101,102]. Four water
mist nozzles were tested on British Standard crib res (size
27A) [101], at operating pressures ranging from 7 to 250 bar
and owrates between 10 and 25 l min
1
. Extinguishment
was reported as slow in all cases with times ranging from
2 to 5.5 min; the total volume of water required for
extinguishment was between 44 and 67 l although in one
case a total of 106 l was required. A comparison test was
performed using a standard Fire Service hosereel operating
at 100 l min
1
and 20 bar; the re was extinguished in 27 s
using 45 l of water. The excessive extinguishment times
produced by the mist nozzles were attributed to the low
owrates of the systems, although the total water require-
ment was broadly similar to that of the hosereel branch.
In a similar investigation by other workers in the UK, low
pressure water mists were applied to wooden crib res
comprising 60 sticks (25 25 500 mm); arranged in 10
layers of 6 sticks [102]; the overall dimensions of the
array were 500 500 2500 mm and the total mass was
10 kg. The res were located beneath the hood of a
Nordtest furniture calorimeter and the rate of heat release
was recorded throughout the experiment; it was determined
that the peak heat output of a crib re was 350 kW, at
3 min after ignition. Two different nozzle designs were
employed: a rotary atomiser and a hydraulic spray head
consisting of seven individual hollow-cone nozzles. In
tests with the former, a single spray head was used while
for the latter an array of 12 nozzles was constructed. Six test
congurations were employed, with nozzle pressures
ranging from 2 to 9 bar and owrates from 8 to
20 l min
1
. None of the nozzles tested was able to extin-
guish the crib re and this was attributed to the low mass
ux of suitably sized droplets that were able to penetrate the
re plume. It was suggested that the lack of connement
combined with the presence of the forced extraction system
resulted in the very small water droplets and water vapour
being removed from the combustion zone before they
were able to exert their cooling and smothering effects,
respectively.
In many of the experiments described above, the rate of
burning of the test re has been expressed simply in terms
of the rate of mass loss (kg s
1
). In recent years, however,
the technique of oxygen consumption calorimetry has
become the method of choice for experimental determina-
tions of the heat release rate (HRR) during reaction-to-re
experiments [103]. In this approach, the HRR is calculated
from the rate of oxygen consumption during combustion
(g s
1
) which is in turn derived from measurements of the
exhaust rate of products and the oxygen concentration
therein. The standard data reduction techniques permit a
small amount of water vapour in the exhaust gases, due to
ambient moisture in the combustion air in addition to that
produced by the combustion reaction; there is no require-
ment to measure explicitly the water vapour content of the
exhaust gases. In the case of re suppression experiments;
however, where large quantities of water vapour are gener-
ated, there is a need to re-examine the situation. To this end,
the fundamental equations dening the HRR in terms of the
oxygen concentration and other parameters have been
derived assuming the presence of signicant concentrations
of water vapour in the exhaust gases [104]. The equations
were then simplied, assuming certain limiting moisture
levels in the exhaust gases, in order to determine when
the explicit measurement of water vapour would become
necessary during re suppression tests.
In order to test the applicability of the various HRR
equations derived, a series of large-scale open-space re
tests was conducted using the National Fire Laboratory
(NFL) room calorimeter, a facility capable of accommo-
dating test res up to 3 MW. A series of 12 open-space
experiments was conducted, including both free-burning
and suppressed cases, using premixed and diffusive propane
ames as well as diesel oil pool res, over the HRR range
100800 kW. A single-uid water mist nozzle discharging
35.3 l min
1
was located 1.5 m above the propane burner
during the suppression tests; the orientation of the nozzle
was initially upward in order to enhance water evaporation,
although later tests employed a downward-facing spray. The
gas analysis and exhaust owrate data were used to derive
HRR histories from the various equations derived
previously and the results were compared critically [104].
It was concluded that for open res where the product gases
contain 7% or less water vapour, the explicit measurement
of water vapour is not required and simplied equations
yield HRR values of acceptable accuracy. However, in the
case of suppressed res in test enclosures where moisture
contents greater than 7% are likely, it was tentatively
suggested that water vapour concentration should be
included in the gas analysis and the more rigorous data
reduction formulae employed.
The extensive research by Factory Mutual Research
Corporation (FMRC) in the area of sprinkler technology
has involved many large-scale suppression tests where the
test congurations were sufciently unconned to be classed
as open res. The interaction between the re and the
sprinkler system is conveniently subdivided into two
domains, namely pre-actuation and post-actuation. In
the former the goal is always to reduce the sprinkler
response time to a minimum; however, re suppression
commences only after sprinkler actuation has occurred
and thus the interaction between the re and the water
spray is associated with the post-actuation period.
The fuels employed by FMRC are characteristic of typi-
cal standard packaging systems, for example a ammable
liquid within a plastic container inside a cardboard carton
[105]. In these particular tests, two types of carton were
tested, one made of standard commercially available card-
board and the other impregnated with ame-retardant solu-
tion; the number and size of plastic containers per carton
were also varied. The container capacity ranged from pints
and quarts to half gallons and gallons with the container
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 114
materials either high-density polyethylene (HDPE) or a
composite of HDPE co-extruded with nylon (HDPE/N).
Liquids fuels were Class IB heptane, isopropyl alcohol,
Class IC xylene, Class II kerosene and mineral spirits; the
cartons were stacked in a single row across the width at the
front of a wooden pallet with a total height of 1.2 m and
the ignition source was a petrol-soaked cellulosic bundle.
During the tests, the combustion products were drawn
through an exhaust hood where the oxygen concentration
was determined, enabling the HRR to be estimated. The
effect of sprinklers was simulated using a water spray device
above the stack of cartons. The test data were tabulated to
compare the fuel type, container and carton characteristics,
peak HRR and whether or not re control was achieved after
actuation of the water spray. The two tests involving non-
re retardant cardboard resulted in rapid re growth which
exceeded 1000 kW in under four minutes and the formation
of pool res which the sprinkler system could not control.
Conversely, some of the re retardant carton tests produced
res that remained below 1000 kW for over 20 min; in these
cases re control was achieved.
The results were analysed using the t-squared re
growth relationship,
_
Q = at
2
(29)
where
_
Q is the heat release rate (kW), a is the re growth
factor (kW s
2
) and t is the time after ignition (s). The
expression was modied slightly to reect the test method.
As the water spray system was active only after the HRR
exceeded 500 kW, analysis of the re growth factor between
HRR 500 and 1000 kW enabled an assessment of the
propensity for re spread. Hence, a was dened as,
a =
(
_
Q
2
_
Q
1
)
(t
2
t
s
)
2
(t
1
t
s
)
2
(30)
where
_
Q
1
= 500 kW
_
Q
2
= 1000 kW; t
1
is the time when
_
Q
attains 500 kW, t
2
is the time when
_
Q attains 1000 kW and t
s
is the time when
_
Q
_
Q
ig
:
In some experiments
_
Q remained below 1000 kW, so the
value of a was calculated for 250 kW
_
Q
2
500 kW: On
the basis of this analysis, the re growth rate was ranked
according to the a value and the re classes were dened as
shown in Table 10.
In the experiments, control of the re by the sprinkler
system was guaranteed only for the case of slow res. In
fast res, control was never achieved and of the two
medium res tested, only one was controlled. The main
conclusions were that the re growth factor obtained from
small-scale testing may be used to classify the behaviour of
the goods in a warehouse re and that good packaging
design (i.e. use of ame-retardant materials) was effective
in limiting re growth.
In another study by FMRC, the aim was to gather data
from corrugated bre carton res and to compare the results
with previous water sprinkler experiments where wood was
burned in the form of cribs and pallets [106]. In these experi-
ments, the fuel array comprised FMRCs Standard Class II
commodity, a 1:07 1:07 1:07 m double tri-wall corru-
gated paper carton with a sheet metal liner supported on a
wooden pallet. Each carton was placed on a pallet and the
stack conguration comprised two pallets wide by two deep,
forming a square of four pallets in plan, inside a steel rack.
The height of the stack during an experiment was two, three
or four tiers, giving overall heights of 3, 4.5 and 6 m, re-
spectively. A series of 32 rack-storage extinguishment
experiments was conducted beneath a specially designed
water spray applicator. As the spray outlets were located
very close to the upper fuel surface, it could be assumed
that the sprays had 100% penetration, therefore the effects
of drop size and spray momentum were negligible.
The instrumentation comprised FMRCs Fire Products
Collector, essentially a large-capacity calorimeter capable
of monitoring both the total and convective rates of
heat release before and after actuation of the sprinkler
system.
The raw data were reduced by rst dening E
w
as the total
heat energy released in the test during water application;
thus E
w
was calculated by integrating the HRR curve from
the time of sprinkler actuation to the end of the test. The
parameter M
ext
was then dened as E
w
divided by the heat of
combustion of the corrugated cardboard; therefore M
ext
is an
estimate of the total fuel mass consumed during re suppres-
sion. The effect of the sprinklers was non-dimensionalised
by dividing M
ext
by the total mass of unburned fuel remain-
ing at the time of actuation (M
0.w
). So, for example if
M
ext
=M
0:w
was found to be 0.5 (the maximum reported
value [106]), then 50% of the available fuel was still
consumed even though the sprinklers were operating; on
the contrary, 50% had been saved by the sprinkler system.
This ratio expresses adequately the efcacy of the
sprinkler system, however an additional dimensionless
parameter was required for correlation purposes. The
parameter selected was
_
M
w
=
_
M
b:w
where
_
M
w
is the mass
rate of water supply and
_
M
b:w
is the mass loss rate of fuel
at the point of sprinkler actuation (or equally Fire Service
intervention).
A loglog correlation plot of all test data with x =
_
M
w
=
_
M
b:w
and y = M
ext
=M
0:w
conrmed the expected result
that the higher the ratio of water supply to burning rate, the
lower is the ratio of the consumed fuel to the available fuel
for the remainder of the test. Using linear regression, the
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 115
Table 10
Classication of re growth according to re growth factor [105]
Fire growth class Fire growth factor, a
Ultra-fast a 0:1876
Fast 0:1876 a 0:0469
Medium 0:0469 a 0:0117
Slow 0:0117 a 0:0029
Very slow 0:0029 a
best-t expression,
M
ext
=M
0:w
= 0:35(
_
M
w
=
_
M
b:w
)
1:55
(31)
was obtained and it was noted that the numerical value of the
exponent was identical to that obtained by other workers,
but that the coefcient of proportionality was slightly differ-
ent (values of 0.312 and 0.150 had been reported in earlier
experiments using wood cribs and pallets respectively [91]).
It was concluded that the 1.55 power relationship
adequately described the suppression process for the case
of loosely packed assemblies of fuel such as pallets, cribs
and cartons. The empirical relationships were extrapolated
back to the point where the lines intercepted the x-axis; at
this point (y = M
ext
=M
0:w
= 1) all the remaining fuel is
consumed following sprinkler actuation and the correspond-
ing value of x =
_
M
w
=
_
M
b:w
denes the critical water applica-
tion rate below which all combustible mass is consumed.
Assuming that
_
M
b:w
was equal to half the maximum burn-
ing rate for the stack, the critical values for wooden pallets,
cribs and cardboard cartons were calculated as 0.11, 0.13
and 0.18 l min
1
m
2
, respectively. These values were
found to be in good agreement with previous work, and it
was concluded that the critical water application rate is
independent of the geometry and scale of the fuel array
and mode of water application, but depends slightly on
_
Q
at the point of sprinkler actuation.
8.4. Suppression tests on compartment res
While the subject of re science encompasses all types of
re scenario, the main concern of the Fire Service is the
extinguishment of conned res and particularly the post-
ashover compartment res which typically occur in resi-
dential premises. The present section reviews the published
work in this important area.
A German review published in the early 1960s [10]
reviewed some of the early work on compartment re
suppression, conducted mainly in the UK during the late
1940s and early 1950s. In one study, the extinguishment
of room res by spray jets was investigated as a function
of the water owrate and the size of the room [107]. The
tests showed that a certain minimum water owrate was
required (expressed in l min
1
m
3
) to ensure successful
extinguishment; in the case of res on at fuel surfaces,
_ m
//
wc
was expressed in l min
1
m
2
. The total quantity of
water required was found to increase linearly with the
room volume and was strongly dependent on the owrate.
The degree of ventilation also had a profound inuence on
the water consumption; the greater the ventilation area, the
greater was the total quantity of water required for a given
room volume. Reducing the available ventilation reduced
the extinguishingtime signicantly; the enhancedre suppres-
sion was ascribed to the large volume of water vapour
produced that rapidly lled the roomand smothered the re.
The comparative effectiveness of solid jets and spray-jets
in combating compartment re was also assessed [107]. It
was recommended that conned res should be tackled in-
itially with a mobile spray-jet at a sufciently high ow-
rate followed thereafter by a small solid water-jet to
extinguish any remaining deep-seated pockets of re
[107]. In the US, a comprehensive series of tests was
conducted where conned res were extinguished with
spray-jets [108]. Various parameters were investigated,
including the rate of re development, the number of
hoses used and the rate of water application. In the particular
case of spray-jets, it was found that a low amount of water
was required to effect extinguishment and this was often
achieved in a surprisingly short time.
Suppression experiments conducted by the National
Board of Fire Underwriters in the US employed a range of
fuels including wood, petrol, kerosene and ethyl alcohol
[109]. The aim was to determine experimentally the
mechanisms by which various types of water sprays could
extinguish res. Initially, the droplet size distributions for
each nozzle/operating pressure combination were tabulated
on a frequency basis (showing the percentage of droplets
occurring in a particular size band) and also on a cumulative
basis (showing the maximum diameter of the droplets within
the indicated percentage of the total). The mean diameter
of each spray was expressed in six different forms, including
the arithmetic mean and Sauter mean values (i.e. D
10
and
D
32
, respectively, in Table 2).
The experiments were performed within a steel test
chamber measuring 0:9 0:9 1:5 m high (total volume
1.2 m
3
) with variable ventilation. Water sprays were
applied to the res either vertically, from a point 3 m
above the centre of the base of the chamber (with the roof
removed) or horizontally through an opening in the side wall
250 mm above oor level. In the case of wood res, rectan-
gular pieces of white pine (12 6 150 mm long) were
used to construct 150 mm cubic cribs. The water was
applied either vertically from above the fuel or horizontally
from one side and in each case a pre-burn period of 10 min
was permitted before activation of the spray.
During the wood re tests, aming combustion was extin-
guished rapidly by the water sprays, apart from the small
ames that persisted in the interior of the cribs. The sprays
did not as readily extinguish deep-seated glowing or
smouldering combustion, particularly in the crib interiors
and aming combustion recurred frequently after the spray
was shut off. The degree of connement was found to be an
important factor and very little water was required to effect
extinguishment when the roof was sealed. For all fuel types,
the fastest extinguishment was achieved with horizontal
sprays. For the petrol res, droplet mean diameters in the
range 100150 mm secured extinguishment when applied
horizontally but failed to extinguish the re when applied
vertically downwards. In the case of sprays comprising
mean droplet diameters 300 mm or more, there was a
marked increase in the total amount of water required for
extinguishment. Overall, the most suitable droplet size
was found to be between 300 and 400 mm, dened as the
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 116
volumetric mean diameter (D
30
in Table 2). In addition, the
critical application rate to ensure extinguishment of the re
was _ m
//
wc
4 l min
1
m
2
.
In a review of the work on compartment re suppression
prior to 1954 [110], it was concluded that the quantity of
water required to achieve control was between 36 and 70 l
per 28 m
3
of re, i.e. 1.32.5 l m
3
. Two series of
compartment re suppression tests were described [110]:
the rst was conducted in a room of volume 14.5 m
3
while the second employed a smaller model room of
volume 0.13 m
3
. The former series showed no signicant
difference in performance between water applied as a solid
jet and that applied in the form of a spray; at a constant
supply rate of 10 l min
1
, extinguishment times were
around 2024 s and the total quantity of water required
was between 2.7 and 4.5 l. In the experiments at smaller
scale, the rate of water application was varied, amongst
other parameters, and it was found that the performance of
jets and sprays was comparable only at owrates less than
1.6 l min
1
m
3
.
At higher owrates, the superiority of sprays was evident
and the total quantity of water required for re extinguish-
ment was much lower than for solid jets. However, in both
cases, there existed an optimum application rate at which the
re suppression was most efcient in terms of total water
usage; it was suggested that this optimum rate was not much
greater than the critical rate. The effect of ventilation was
also examined and it was found that the quantity of water
required to extinguish an enclosed re increased with
increasing ventilation. The displacement of oxygen by
water vapour was identied as the critical mechanism and
it was suggested that for normal ventilation levels, the
amount of water required for extinguishment would be
approximately equal to that required to displace the gaseous
contents of the room by water vapour.
In the mid-1950s, the effect of spray droplet size on the
extinguishment of domestic compartment res was
discussed [111]. It was noted that the most efcient gas-
phase cooling required smaller drops, whereas the efciency
in fuel cooling was less dependent on drop size, provided the
water is able to reach the burning surface. Consequently, the
inuence of drop size on re extinguishment was expected
to be greatest when the re was unable to be extinguished
through fuel cooling, for example a re involving a low
repoint liquid such as petrol. Tests in Birmingham on
full-scale rooms ( 43 m
3
) consistently secured the extin-
guishment of all large ames in a fully developed re with
55 l of water whether applied as a jet or spray [24]. The
observed superiority of sprays over jets was discussed,
however it was concluded that this effect was relevant
only at rates of ow which were too high to be used in
practice. Since the required throw for water delivery was
estimated to be 6 m, commensurate with the dimensions
of a typical room, it was concluded that sprays operating at
7 bar were entirely adequate, even with cone angles of 30;
the corresponding owrates were reported to be 90
140 l min
1
. On the basis of this evidence it was considered
that in general high-pressure sprays offered no practical
advantage over low-pressure sprays (up to 7 bar) for manual
re-ghting in enclosed spaces.
The UK Joint Fire Research Organisation (JFRO) test
series in 1960 was designed to provide a basis for the devel-
opment of more efcient hosereel systems [24,112]. The
effects of varying the application rate, method of application
(spray or jet) and nozzle pressure were studied during a
series of 50 extinguishment trials with conned Class A
res. The test enclosure comprised a well-ventilated brick
building measuring 4:3 4:3 m in plan (total volume
49 m
3
); openings representing two windows (1:8
1:2 m) and a door (1:8 0:9 m) were included. The re
load (590 MJ m
2
) was selected to yield a fully developed
blaze typical of the upper limit which could be reasonably
tackled by hosereel systems of the time. The fuel comprised
a 13 mm wooden oor plus simulated furniture made from
25 mm timber; two small trays of petrol were used as igni-
tion sources to promote rapid involvement of the entire
contents, usually achieved within 3.5 min.
Impinging jet spray nozzles were used, with a constant
orice size of 1.6 mm, yielding a cone angle of 30. The
spray tests were conducted for owrates between 23 and
114 l min
1
and nozzle pressures between 5 and 35 bar;
the jet tests covered the same range of owrates but with a
constant nozzle pressure of 5 bar. In order to increase the
rate of ow at a given spray nozzle pressure while maintain-
ing the nozzle characteristics, additional pairs of jets were
included. All the nozzles were tted to a trigger-operated
gun-type branch, linked to an automatic recording system
that enabled the total water application during the test to be
calculated. The mass median droplet size was determined
over the range of pressures and owrates used during the
spray tests (Table 11); half of the mass of water discharged
from the nozzle is in the form of droplets smaller than this
value.
At lower owrates the droplet size decreased as the
pressure increased, with the reduction being less marked
at higher pressures. However, at the highest owrate the
reverse was the case, contrary to expectations. Measure-
ments of the water distribution within the sprays indicated
that the proportion of water in the centre of the sprays tended
to increase with both pressure and owrate, thus increasing
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 117
Table 11
Mass median drop size (mm) at a range of spray nozzle pressures
[112]
Rate of ow (l min
1
) Nozzle pressures
5 bar 15 bar 35 bar
23 550 390 320
68 850 620 610
114 540 590 940
the probability of droplet coalescence and offering an
explanation for the observed behaviour.
Once the test room had been prepared, the petrol trays
were ignited and the room was allowed to become fully
involved. Two minutes later, water was applied continu-
ously through the door until the re was controlled.
Once the room had cleared of smoke, the re-ghter then
extinguished any remaining pockets of ame using short
bursts of water until complete extinguishment was secured.
The same operator was employed throughout the tests, in
order to reduce the variation in application technique,
however despite all efforts the variability of the results
was still high. The average amount of water required to
control the re was 32 l, which was surprisingly small,
although extreme variations of 50 to 400% were
recorded in two tests. Likewise, the total volume of water
required to achieve complete extinguishment of the re was
on average 77 l; the corresponding extreme variations in
this case were 70 to 250%.
Statistical analyses of the test data showed that, in prac-
tical terms, neither the pressure nor owrate affected the
total volume of water required to control or extinguish the
re. It was concluded that against this type of re, increasing
the owrate would enable the re to be controlled more
rapidly without increasing the water demand, but that no
saving in water could be gained using pressures higher
than normally available on hosereel systems. Some other
practical observations were made by the re-ghter during
the tests:
The gun proved difcult to manoeuvre at 35 bar and
owrates above 68 l min
1
;
The protection offered by the spray made re-ghting
more comfortable than when using jets;
The jet facilitated the extinguishment of deep-seated
pockets of re beneath collapsed furniture.
It was concluded that an ideal hosereel branch would be
trigger-operated, enable the re to be controlled with a spray
and allow nal extinguishment using a jet.
In 1962, Rasbash noted that it was not clear whether
conned solid fuel res were better controlled by ame
cooling (and subsequent smothering by water vapour) or
by direct cooling of the fuel [69]. However, it was argued
that, in general, the best method of extinguishing a re was
the latter; it was also stated that in this case, the required rate
of heat absorption from the fuel bed is generally far less than
the rate of heat production by the combustion zone. A later
account of the suppression water inventory from full-scale
tests revealed that 38% of the water was required to suppress
active combustion while the remaining 62% acted to cool
the fuel below its ignition temperature [113]. Regarding the
amount of water required to effect successful re extinguish-
ment, it was reported [69] that experimental quantities for
room res were of the order of 5 l m
2
. It was estimated that
under operational conditions the practical application
required was a factor of 100 times higher; it was concluded
that either wastage or operational difculties were the govern-
ing factors that determined the total water consumption.
The amount of water required to extinguish typical room
res has been investigated by a combination of laboratory
and full-scale extinguishment tests [114]. The laboratory
conguration consisted of two rooms, each measuring
3:66 3:66 2:44 m high (oor area 13.4 m
2
) and
connected by a 1 m wide corridor; in addition, each room
had two window openings. The representative combustible
contents of the rooms included wooden and upholstered
furniture, books and clothing, amounting to a re load of
22 kg m
2
. Experiments were performed on one- and two-
room res using a spray nozzle either on a single 25 mm
booster line or a 38 mm hose line; the nozzle pressure was
maintained throughout at 7 bar. Fire suppression was
commenced at 30120 s after ashover to avoid undue
damage to the test facility. In order to verify the laboratory
results, experiments were performed in actual structures to
simulate res in residential and commercial occupancies;
each type of structure was furnished appropriately to
provide realistic re loads.
One early observation during the laboratory experiments
was that the amount of water required for extinguishment
and mopping-up operations varied greatly with the type of
furnishings involved in the re and also with the re-ght-
ing technique employed. The total water requirement was a
maximum when upholstered furniture was present. Conse-
quently, the amount of water required to knock down or
control the res was quoted separately from that required
for total extinguishment and mopping-up. The water
application data reported were therefore those required to
suppress all visible aming and enable re-ghters to
remove the smouldering items from the room [114].
For the single room laboratory tests, an application rate of
25 l min
1
( _ m
//
w
1:9 l min
1
m
2
) was found to be the
most efcient in terms of water usage, requiring a total of
930 l for re control. However, given the longer control
time and severe physical punishment suffered by the re-
ghters, a higher application rate was deemed advisable.
The use of a 68 l min
1
delivery rate ( _ m
//
w
5 l min
1
m
2
) gave the best overall results in terms of
efciency (2842 l total water consumption) and opera-
tional ease. Increasing the delivery rate to 76 l min
1
in
the form of a solid jet proved ineffective unless applied
indirectly, when a spray was produced upon impact with
the ceiling; it was concluded that a 60 spray pattern gave
the best overall performance [114]. In the two-room
laboratory tests, an application rate of 68 l min
1
( _ m
//
w
2.2 l min
1
m
2
) yielded the minimum water
requirement for re control, but again the heat stress on
the re-ghter was excessive. A higher delivery rate of
112 l min
1
( _ m
//
w
3:7 l min
1
m
2
)) required between
120 and 243 l to achieve control. During indirect attacks,
either from the corridor or through the window openings,
knockdown was achieved with only 120134 l of water. The
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 118
larger water volumes required for a room-to-room attack
(175243 l) were attributed to the more punishing thermal
environment inside the compartment which required
the re-ghters to cool the walls before advancing from
one room to the next. The use of a 38 mm hose line
providing a 232 l min
1
spray application rate ( _ m
//
w
7:5 l min
1
m
2
) resulted in a signicantly higher total
water usage with no accompanying reduction in control
time.
The water requirements for the subsequent tests
performed in actual buildings [114] were found to be
much greater. The amount of water required for nal extin-
guishment and mop-up of the building res accounted for a
much higher proportion of the total water volume than in the
laboratory tests. This was attributed to the inexperience of
the re-ghters combined with the high proportion of up-
holstered furniture and clothing in the re load. The 25 mm
hosereel with spray branch at 112 l min
1
and _ m
//
w
=
7:4 l min
1
m
2
(one room with oor area 15 m
2
) and
_ m
//
w
= 3:5 l min
1
m
2
(two rooms with oor area
32 m
2
) was shown to be superior to the 38 mm hose line
in terms of water usage.
It was concluded that one- and two-room post-ashover
compartment res may be effectively suppressed by an
indirect attack with a 25 mm hosereel and spray branch.
For the single room res, the mean total water requirement
was estimated to be 57 l for an application rate of
68 l min
1
. For the two room scenario, the corresponding
gures were 182 l at 114 l min
1
, where an external attack is
feasible for both rooms (or access to an interior connecting
corridor is possible), or 300 l at 114 l min
1
if a room-to-
room sequential strategy is enforced. Control and extin-
guishment of one- and two-room residential building res
was expected to be achieved with _ m
//
w
4 l min
1
m
2
and
_ m
//
w
6 l min
1
m
2
; respectively, at corresponding appli-
cation rates of 76 and 114 l min
1
. The experiments in
relatively small (50100 m
2
) commercial-type occupan-
cies indicated that typical post-ashover res could be
controlled using one or two 38 mm hose lines with spray
branches at application densities of around 6.5 l m
2
of the
involved area [114].
The intense research effort in sprinkler design has also
contributed greatly to the understanding of compartment re
suppression [115,116]. A theoretical and experimental
investigation into the effects of a corridor sprinkler system
was discussed [115]; the re scenario under consideration
was that of a blaze in an adjacent compartment connected to
the corridor by an open doorway. Full-scale tests were
carried out using a compartment of 2:44 3:05 m in plan
connected to a 2.44 m wide corridor which was 6.1 m in
length; the ceiling height for both the compartment and
corridor was 2.44 m. A hexane burner was located at oor
level in the compartment and on the centreline of both the
corridor and doorway; a single pendant sprinkler was
located on this axis either at 1.22 or 2.75 m from the
compartment doorway. The HRR varied from 350 to
1050 kW and water owrates ranged from 38 to
132 l min
1
. Some tests at 1/4-scale were also conducted,
to extend the investigation economically; the re source in
these tests was either a natural gas burner or solid fuel (wood
cribs and Plexiglas plates). It was concluded that the simpli-
ed one-dimensional analysis was sufcient to predict the
net reduction in the corridor exit gas temperature and that at
a given water owrate, smaller droplet diameters were more
effective in cooling the hot combustion products. It was also
found that the water spray could initiate a recirculating ow
at the doorway such that water vapour, ne droplets and
combustion products were drawn back into the re compart-
ment. This back-ow was found to reduce the burning rate
of the fuel and potentially even smother the re, if the initial
conditions favoured the production of a large volume of
water vapour (i.e. high gas temperatures and hot surfaces).
In another series of tests, a single sprinkler was used to
cool a re compartment measuring 3:66 7:32 2:44 m
(65 m
3
) [116]; a single ventilation opening 1:22
2:44 m was also provided on one wall of the compartment.
The re comprised an array of 4 heptane spray nozzles
which developed a total HRR ranging from 130 to
500 kW and the whole experiment was conducted beneath
a Fire Products Collector (FPC). The experimental data
included gas analysis, owrate and temperature in the
exhaust duct of the FPC, heat losses through the compart-
ment walls and ceiling, radiative heat ux through the venti-
lation opening and gas temperatures within the enclosure.
To aid the data analysis, an energy balance was written for
the room during a test,
_
Q
tot
=
_
Q
cool
_
Q
c
_
Q
l
(32)
where
_
Q
tot
is the total heat release rate of the re,
_
Q
cool
is the
heat absorption rate of the sprinkler spray,
_
Q
c
is the convec-
tive heat loss rate through the room opening and
_
Q
l
is the
sum of heat losses to the walls, ceiling, oor and the radia-
tive loss through the opening. The total HRR was estimated
from the FPC data by a carbon balance technique (a princi-
ple based on the mass conservation of elemental carbon
involved in combustion). The convective HRR was calcu-
lated from the product of exhaust gas mass ow, excess
temperature (above ambient) and the specic heat capacity
at constant pressure.
The experimental data were presented in terms of the
independent variable,
L = (AH
1=2
_
Q
l
)
1=2
(D
PW
3
D
2
)
1=3
(33)
where A is the area of the opening (m
2
), H the room height
(m) and W the sprinkler discharge rate (l min
1
). The non-
dimensional parameters D
P and
D correspond to the sprink-
ler operating pressure divided by 17.2 kPa (0.172 bar) and
the sprinkler nozzle diameter divided by 0.0111 m, respec-
tively. The dependent variables selected for the correlations
were the non-dimensional ratios
_
Q
cool
=
_
Q
tot
and
_
Q
c
=
_
Q
tot
; i.e.
the fractions of the total heat release absorbed by spray
cooling and removed by convective cooling of the room
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 119
respectively. The data showed that
_
Q
cool
=
_
Q
tot
increased
rapidly with increasing L; for values of L less than 20;
at higher L; the increase in
_
Q
cool
=
_
Q
tot
was more moderate.
The value of
_
Q
c
=
_
Q
tot
was found to decrease with increasing
L ; this was expected since an increase in spray heat absorp-
tion would tend to reduce the amount of heat lost by convec-
tion through the opening. It was concluded that the
correlation method was satisfactory and was more general
than in previously published work since the effects of room
geometry, opening size, sprinkler spray characteristics and
re size were all included.
The results of some 17 post-ashover compartment re
extinguishment tests have been reported [117]; here the
compartment measured 2:4 3:6 2:4 m high and incor-
porated a door opening (0:8 2:0 m): The walls were of
10 mm thick particle board (r = 720 kg m
3
) and the ceil-
ing was either the same material or in some cases 10 mm
thick porous bre board; the oor was of concrete. The re
source consisted of a 20 kg wooden crib constructed from 12
layers of 4 pine sticks (38 41 500 mm); located in the
centre of the room (total exposed fuel area 3.43 m
2
). Two
thermocouples were used to monitor the progress of the re:
one was located 100 mm below ceiling level at 0.7 m from
the room centre towards the door and the other was in the
plane of the door, located 100 mm below the top of the door
opening. A wide-angle heat ux meter was sited 2 m outside
the door, facing horizontally into the room; re suppression
commenced when this instrument recorded a heat ux of
20 kW m
2
(chosen to approximate post-ashover con-
ditions and to standardise the test procedure).
A 7 mm spray-jet nozzle operating at 2 bar was
employed in three of the tests, two as a jet (at owrates of
either 46 l min
1
or 17.8 l min
1
) and one as a spray,
discharging at 46.7 l min
1
. At 46 l min
1
the direct jet
required 10.7 l to put out the ames while the spray required
only 7 l, however in both cases an additional 17 l of water
was required to extinguish the remaining glowing combus-
tion. The direct jet discharging at 17.8 l min
1
was deemed
to be very close to the critical rate required to extinguish the
re (or _ m
//
wc
5:2 l min
1
m
2
); this gure was also
expressed as 7.5 g m
2
on the burning surface and it was
noted that this was very close to the theoretical value of
7.8 g m
2
, determined independently [118]. However, it
was also admitted that in all three water experiments, the
compartment oor was completely wetted, suggesting
somewhat wasteful application [117].
A series of four full-scale tests, designed to measure the
effect of manual re suppression on post-ashover room
res through the application of water sprays, has been
described [119]. A burn-room measuring 2.44 m cubed
was connected to a corridor measuring 2:44 2:44
12:8 m in length; the re source consisted of an array of
nine wooden cribs (0:6 0:6 0:3 m high) arranged in
three rows of three. Each crib was constructed of 48 sticks
of Douglas Fir (40 40 600 mm long) arranged in eight
layers of six sticks and with an overall mass of 21.5 kg and
moisture content between 5 and 10%; the total exposed fuel
area for nine cribs was 35.64 m
2
. The burn room instru-
mentation included thermocouple arrays and gas sampling.
Peak heat release rates during the tests ranged from 1.8 to
2.6 MW; two different hose nozzles were employed,
although both were operated at 6 bar, with a cone angle
of 60. Flashover generally occurred 2 min after ignition
and manual re suppression commenced after a further
10 min. The three combinations of nozzle owrate
(l min
1
) and volume median drop size (mm) were: 36.5/
930, 16.3/800 and 79.0/1040. It was found that the sprays
delivering 36.5 l min
1
were just able to control the re
( _ m
//
wc
1:02 l min
1
m
2
); the 79 l min
1
spray extin-
guished the re easily ( _ m
//
w
2:22 l min
1
m
2
) and the
16.3 l min
1
spray could not achieve re extinguishment
(indicating that for the specic test conditions,
_ m
//
w
0.46 l min
1
m
2
is less than the critical application
rate).
Fire extinguishment tests conducted in a full-scale simu-
lated ship-board space using low owrate hosereels have
been described [120]; these tests represented the second
phase of an earlier investigation [100]. The test compart-
ment was approximately 4:3 2:3 2 m high and was made
deliberately congested to prevent direct application of water
to the seat of the Class A re (UL size 3A crib of mass
5768 kg and area 10.08 m
2
). Seventeen tests were
carried out and variations included the degree of ventilation,
the fuel mass and the opacity of the smoke (which was
increased by adding tar-impregnated paper strips or rubber
tyres to the fuel bed). Various re-ghting tactics were also
employed, including: direct (onto the re) and indirect
(cooling and steam smothering of the entire compartment)
spray application and continuous or pulsed spraying. The
advantage of the latter was that steam burns to the re-
ghter could be avoided, since the production rate of
water vapour clouds was more controllable and could there-
fore be more easily avoided by crouching at low level. The
nozzle spray pattern was also varied: a wide angle fog was
used for cooling and indirect re-ghting while narrow
angle fogs and straight streams were more effective
for direct re-ghting and breaking apart deep-seated
smouldering materials.
To aid the data analysis, the test res were classed as
small, medium or large; the classication system was
based primarily on the thermal environment within the
compartment. For small res the range of upper room gas
temperatures was 250380C and chest height temperatures
were between 60 and 100C; here the pre-burn time was less
than 1.5 min. In the medium res the corresponding
temperature values were 375575C and 120195C
respectively and the pre-burn period was between 3 and
8 min. Finally, for the large res the maximum gas tempera-
ture at high level exceeded 500C and the chest height
temperature was greater than 200C; the pre-burn time
was from 8 to 15 min. The amount of water required for
extinguishment was compared with the previous series of
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 120
unconned tests [100] and the cessation of aming as
observed with an IR camera was adopted as the re control
criterion. The volume of water required to extinguish the
enclosure res was considerably greater than that required to
extinguish similar res under more controlled conditions;
between 15 and 50 times more water was used in extinguish-
ing the compartment res compared with the previous
unconned experiments. Specically, for res beyond the
incipient level (small res), the water consumption
increased from 7.6 l for the outdoor res to between 113
and 378 l for similar-sized enclosure res. The efciency of
the low ow hosereel system (1.9 cm diameter hose deliver-
ing 57 l min
1
at 1.7 bar) was found to be better than with
higher ow hand lines (3.8 cm diameter hose delivering
121279 l min
1
at pressures between 3.8 and 4.1 bar).
In addition, the short water burst tactic was shown to be
an effective procedure.
In the UK, the Fire Experimental Unit (FEU) of the Home
Ofce Scientic Research and Development Branch
(SRDB) also investigated the suppression of compartment
res [20]. The main purpose of the tests was to compare the
effectiveness of high pressure fog and low pressure spray
and in particular, to investigate claims that high pressure
systems offered more rapid cooling through the production
of ner sprays which were more easily evaporated in the re
compartment. The test compartment was 4.3 m square in
plan with an internal height of 2.7 m; the brick walls were
0.3 m thick and the oor was of concrete. Three of the four
walls contained the following ventilation openings: a door-
way 0:9 1:9 m high and two windows (1:8 1:2 m high)
located centrally in the walls adjacent to the door. Three
wooden cribs, conforming to BS 5423 were arranged in
the compartment to give a re load of 500 kg; one crib (of
length 2.7 m) was sited under each of the two windows and
the third crib (3.4 m long) was located at the base of the back
wall opposite the doorway (A
f
79:2 m
2
): Instrumentation
included: thermocouples, radiometers, video cameras and a
thermal imaging camera.
A total of 18 different types of hosereel gun were obtained
for the trials, with operating pressures in the range 245 bar.
Prior to the re suppression tests the hosereel guns were
subjected to mass distribution and drop size distribution
tests in order to characterise the sprays produced. In order
to standardise the application or sweep of the spray during
the suppression tests, by removing the human element, a
remote re-ghting rig was employed. Each gun was xed
to the remotely operated turntable and adjusted to give a
spray cone angle of 26 at an operating pressure (4
35 bar) corresponding to a owrate of 100 l min
1
( _ m
//
w
1:26 l min
1
m
2
): Following ignition, the test cribs were
allowed to burn for 8 min until steady-state conditions were
attained (
_
Q 6 MW): At this point the spray gun was acti-
vated from its initial location at the centre of the doorway
and swept continuously from side to side in order to deliver
water to the burning surfaces of all three cribs. After a
further two minutes, the remote rig was advanced into the
centre of the compartment; the sweep angle was then
increased to ensure all the cribs were still being wetted by
the sweeping action.
The general progression of re suppression for the tests is
illustrated in the temperaturetime curve of Fig. 20. During
the rst phase of suppression, a large volume of steam was
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 121
Fig. 20. Schematic of phases of re suppression and extinction [20]. Reproduced from J.G. Rimen, SRDB Research Report No. 36. Reproduced
by permission of Home Ofce Fire Research and Development Group. Crown copyright.
generated which precluded direct observation of the
compartment interior; air temperatures in the doorway
were observed to rise, on average, some 70 above the initial
ambient level. This initial temperature rise was followed
immediately by the most rapid cooling period where the
compartment temperature was approximately halved over
a 30 s interval. The test data indicated that after a period
of 1 or 2 min, little or no further reduction in air temperature
was obtained. The second phase of suppression shown in
Fig. 20 corresponds roughly to the period between a signi-
cant fall in the cooling rate to the stage where the re is
stabilised and considered to be under control. No further
progress was possible until the rig was moved further into
the room, however the limitations of the xed spray
prevented nal extinguishment to be achieved in any of
the tests.
On the basis of these trials, it was concluded that the
tactical application of a hosereel during a erce compart-
ment re is more important than any variations in the char-
acteristic droplet size or velocity [20]. The differences in
mean droplet diameter for different sprays was not as
great as was rst expected; also all the droplet size data
collected revealed a wide spectrum of droplet diameters.
There appeared to be a broad trend in that higher-pressure
guns produced somewhat smaller mean droplet diameters.
During phase 1 there was a trend for the ner sprays to
induce more effective cooling of the air at the doorway due
to their more rapid evaporation; however, the sudden exit of
the expanding cloud of products and water vapour was seen
as a potential threat to re-ghters. In phase 2 of the
suppression curve, re suppression was generally better
with lower velocity sprays; it was also concluded that sprays
in the form of a solid, uniform cones were preferable. Also
during phase 2, high-pressure sprays offered potentially
increased throw and possibly increased owrates. Finally,
in phase 3, where persistent pockets of ame must be
extinguished from close range, droplet size variations
were found to be of little consequence compared with
operator ability. Overall, it was concluded that a versatile
branch was important and that the spray should possess a
solid and uniform cone. The effectiveness of good tactical
re-ghting was demonstrated and higher pressure seemed
to offer several benets: increased ow at a given gun
setting, increased throw and a ner spray (promoting more
rapid room cooling).
8.5. Fire suppression test data from WMFSS development
The burgeoning interest in Water Mist Fire Suppression
Systems (WMFSS) for xed re protection was noted
earlier. Since the current design philosophy of these systems
is not based on a rst-principles approach [28], current
practice requires the acceptance of such systems on a
case-by-case basis, relying on full-scale re tests for the
ultimate verication of performance. The following section
considers some published data from WMFSS trials;
although the tests concentrate on Class B res, some of
the observations are relevant to Class A re suppression.
In Norway, SINTEF has reported reduced-scale experi-
ments on the effect of a water spray against a nominal 1 MW
conned propane gas re [121]. The enclosure dimensions
were 2:5 2:5 5 m (30 m
3
), representing a one-quarter
scale offshore process module, with natural ventilation
through openings at oor and ceiling level. The concept of
the Spray Heat Absorption Ratio (SHAR) was introduced
to assess the test data. The analysis was based on measuring
the various components of heat ux to the different parts
of the room and its surroundings, yielding the balance
equation,
SHAR = 1 [(
_
Q
wall
_
Q
ceil
_
Q
floor
_
Q
vent
)=
_
Q] (34)
where the SHAR is non-dimensional,
_
Q is the total heat
release rate from re and
_
Q
wall
;
_
Q
ceil
;
_
Q
floor
are the rates of
heat absorption by the walls, ceiling and oor respectively;
_
Q
vent
is the convection heat loss rate by ventilation. The
thermal energy absorbed by the water was divided into
four components:
Heating the water from the supply temperature to 100C;
Changing the phase from liquid to water vapour;
Superheating the water vapour to the exhaust gas
temperature;
Heating the runoff water from the supply temperature to
its nal temperature.
The accuracy of the SHAR calculation was quoted as ^20%
[121].
The primary experimental variables were nozzle type,
water pressure, number of nozzles (1 or 2) and their loca-
tion; the particular combination of these parameters deter-
mined the water application rate (l min
1
m
2
) and the mean
droplet diameter (6171569 mm). The propane line burner
arrangement provided an initial heat output of 1 MW at
the start of the test and thereafter fell to between 850 and
900 kW over a 15-min period due to the pressure drop in the
supply tank. The reaction of the re to the application of the
water spray depended on the characteristics of the spray and
two broad categories of behaviour were observed. The rst
few seconds of spray application were found to be critical in
determining whether the outcome of the test was re
extinguishment or merely re suppression. The spray was
initially observed to deect the ames, which became bluish
in colour and were replaced by water vapour. If the spray
was able to dislodge the ames from the burner base for
longer than 10 s, then total extinguishment was likely;
otherwise, ames were observed to re-establish, although
they were subject to perturbations caused by the spray-
induced air ows.
The data showed that the SHAR, initially zero (start of
test, no water application), peaked sharply upon activation
of the nozzle and then decayed. It was determined
that instant extinguishment was possible only for
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 122
SHAR 0:6 in the early stages (i.e. the spray was absorb-
ing 60% of the instantaneous HRR). Otherwise, typical
longer-term SHAR of 0.10.3 resulted in re suppression
only; in these cases extinguishment was achieved only by
increasing the delivery pressure such that SHAR 0:7: A
clear correlation was obtained between the SHAR value and
nozzle pressure; higher pressure resulted in an increased
delivery density and smaller mean droplet diameter. Acriti-
cal droplet size of 3000 mm was inferred from the test data
[121]; above this mean droplet diameter, the water applica-
tion rate for extinguishment rose exponentially with increas-
ing mean droplet diameter. A similar trend was observed
during an earlier small-scale investigation [109], although
the critical mean droplet diameter there was 300 mm,
suggesting a scale effect between the two sets of data.
Some scaling criteria were tentatively postulated, based
on Froude number (Fr) similarity, as developed for the study
of re plume problems. The various scaling parameters were
based on geometrical similarity, thermodynamic similarity
and dynamic similarity principles as shown in Table 12.
Using these criteria, predictions of large-scale behaviour
were made from the 30 m
3
enclosure experiments, assuming
a prototype compartment with sides 4 times larger than the
experimental case (i.e. enclosure volume 2000 m
3
). For a
geometrically similar nozzle, it was predicted that:
A 32 MW re ( _ m
f
= 0:7 kg s
1
propane) would be extin-
guished by a water application rate of _ m
//
wc
2:7 l min
1
m
2
using a full cone spray with a mean
droplet diameter of 1200 mm; for a mean droplet
diameter of 2000 mm, _ m
//
wc
7 l min
1
m
2
A 119 MW re ( _ m
f
= 2:6 kg s
1
) would be extinguished
by a spray delivery rate of _ m
//
wc
10 l min
1
m
2
where
the mean droplet diameter was 1200 mm.
The Marioff Hi-fog system, developed for maritime appli-
cations, employs high-pressure hydraulic technology to
generate a fog that is propelled at sufcient velocity to
penetrate even a post-ashover re environment. This over-
comes the inherent drawback of normal water mists: lack of
momentum and hence penetration to the seat of the re. The
Swedish National Testing & Research Institute (SP)
conducted tests to investigate the systems performance
against res in cabins, large rooms and in public open spaces
on board a passenger ship [122]. In the machinery space re
scenarios described below, Marioff adopted a modied
system employing a low-pressure water fog as a cooling
and controlling mechanism and a high-pressure fog for
extinguishment. The operating sequence involves an initial
high-pressure burst of fog, which ensures good penetration
of the mist into the combustion zone while the subsequent
continuous discharge of low-pressure mist provides contin-
uous cooling to prevent reignition.
Prototype machinery space re tests, FinlandJuly
1991: a series of tests was carried out in a purpose built
re test engine room of 261 m
3
. Nine gas burners
(400 kW) were ignited to heat a steel plate simulating
a split oil pipe or lter housing. When the temperature
reached 600C, an oil ow of 10 l min
1
at 130 bar was
sprayed over the hot plate to ignite the ow into the
bilges. After a delay of several minutes the system was
activated and in the ve tests, extinguishment was
attained in 635 s after activation, with a water consump-
tion between 6 and 34 l.
Machinery space development trials, SwedenApril/
June 1992: a series of full-scale tests was carried out in
SPs re hall within a compartment of dimensions 8
10 4:8 m high (384 m
3
). The experiments were
designed to evaluate the Hi-Fogs performance against
pool and spray res in a simulated ships engine room.
Fuel oil, diesel oil and lubrication oil pools res of area
211 m
2
were used and spray res and spray/pool combi-
nations were also employed (using the same fuels).
Approximately 150 tests were conducted using the Hi-
Fog system and a large number of system modications
were assessed. The tests showed that the system was able
to extinguish large engine room res (pools and sprays)
in the presence of natural ventilation through open doors
and hatches. Previous tests conducted by SP had shown
that a conventional water spray with a 5 l min
1
m
2
delivery rate [26] had a very limited extinguishing
capacity compared with the Hi-Fog system.
Large engine room re tests, Finland November
1992: eight full-scale suppression experiments were
performed in the large test hall of VTTs Fire Technol-
ogy Laboratory. An engine mock-up, identical to that
used in previous tests, was constructed in the test hall
to simulate diesel oil res in a large engine room. The
most intense re comprised four pool res under the
engine model plus one pool re on top (total area
11 m
2
) and a spray re alongside. The maximum heat
release rate was estimated to be 20 MW. The pre-
burn time in all tests was around 2 min from the
point of ignition, after which the Hi-Fog system was
activated manually. The tests demonstrated the ability
of the system to extinguish a 20 MW oil re even in an
unenclosed large space.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 123
Table 12
Non-dimensional scaling criteria for the extrapolation of WMFSS
data [121]
Similarity criterion Scaling parameter
Compartment geometry L = l
m
=l
p
Fuel burning rate _ m
f
=L
5=2
Thermal properties of
compartment
kT
0
=(dL
1=2
)
Thermal properties of
compartment
t
c
L=(rC
p
kT
2
0
)
Droplet diameter d
m
=L
1=2
Droplet velocity V
0
=L
1=2
Water application rate _ m
w
=L
{5=2}
It has been stated that whilst water is known to be a good
Class A and B re suppressant, scepticism remains over
its use in Class C applications due to its conductivity [123];
the problem of possible corrosion of circuitry due to the
increase in humidity has also been discussed [124]. In a
feasibility study designed to assess the effectiveness of
water mist re suppression in telecommunications switch
gear [123], the geometry was such that direct application
of mist could be achieved from the top, bottom or side of the
vertically oriented void channels between the printed circuit
boards (PCBs). From a practical standpoint, total ooding
(room fogging) is undesirable because of the potential
disruption to non re-affected equipment bays. The tests
therefore, employed manifolds that allowed the nozzles to
be sited between the rows of PCBs. It was found that twin-
uid nozzles performed equally as well as the single uid
types but the formers added complexity was undesirable.
Sprays with a narrow cone angle concentrated the water
inside the bay and led to rapid extinguishment; also, coarse,
low-pressure sprays consumed more water and gave longer
extinguishment times than the high-pressure single uid or
twin-uid designs. The larger, lower velocity droplets
produced by the coarse sprays were not able to negotiate
obstacles or penetrate to the seat of combustion effectively.
Experiments on energised equipment showed that water fog
did not damage the electrical gear contained in the bay. The
water fog activated the current trips (set at 10100 mA) in
each bay so the shock hazard associated with using water
was low. The switch gear bays became fully operational
after a 60 min drying period.
In a major European research programme, the replace-
ment of Halon systems by water mist for the re protection
in turbine hoods on offshore platforms was assessed [125].
The project was subdivided into three phases.
Phase I involved tests in a 30 m
3
test chamber designed to
characterise the effect of different water spray nozzles
against gas res [121]. The main results of these tests
were the identication of the most challenging re
scenarios and a suitable nozzle design.
Phase II of the project was carried out in a full-scale
mock-up of a turbine hood with a model turbine inside.
A realistic geometry was retained, including obstacles
and a representative ventilation system. The total volume
of the turbine hood was 70 m
3
. The Fine Water Spray
system was used against various res and the possibility
of turbine damage due to rapid cooling was investigated.
Phase III employed the same turbine mock-up but in an
enclosure of 140 m
3
, corresponding to a room contain-
ing an emergency generator. Various diesel pool- and
spray-res were burned in different locations while the
number and type of Fine Water Spray Nozzles was
varied.
It was concluded that the Fine Water Spray system was
very efcient in extinguishing large res in enclosed spaces,
particularly when the res were ventilation-controlled.
Small res proved difcult to extinguish however, except
where the spray impinged directly on the base of the re;
where the re size was large compared with the room size,
the ne water spray acted as a total ooding (oxygen dis-
placement) agent. The extinguishment mechanism of the
Fine Water Spray system was a combination of oxygen
displacement within the combustion zone and of reactant
cooling.
The minimum amount of water required for rapid extin-
guishment of a large re (23 diesel pool res and a diesel
spray re) in a 70 m
3
turbine hood was 45 l, corresponding
to a specic water fraction of m
water
= 0:060:07 l m
3
:
A corresponding specic water fraction m
water
=
0:40:6 l m
3
proved applicable to small res in large
enclosures, for the particular test geometry employed. A
high nozzle exit velocity combined with a Median Droplet
Diameter of 200 mm appeared to be a near optimal combi-
nation for extinguishing hydrocarbon res in enclosures
with ceiling heights up to 4 m.
The acceptance of water mist re protection for new
applications continues on the case by case design approach
advocated in NFPA 750 [28]. Two recent projects where
such full-scale performance-based re suppression tests
were adopted are Eurotunnels Onboard Fire Suppression
System for HGV shuttle trains [126] and the Mercury
Energy cable tunnel in New Zealand [127].
It is clear that in certain instances, water mist systems
have proved extremely efcient in suppressing res. The
efciency may be estimated quantitatively using the method
of McCaffrey [70], originally developed for water sprays
[70]. Small-scale re suppression data were correlated
using the concept of an equivalent heat release rate,
_
Q
E
;
dened as the normal heat release rate of the ame,
_
Q; minus
the calculated cooling effect of the water
_
Q
H
2
O
: Assuming an
initial water temperature of 20C, the latent and specic heat
components of
_
Q
H
2
O
were dened as follows.
liquid: 0:0042 kW=(g s
1
K) 80 K
vapourisation: 2:26 kW=(g s
1
)
steam: 0:0024 kW=(g s
1
K) (T
f
373)
or
_
Q
H
2
O
= [1:7 0:0024T
f
] _ m
H
2
O
(35)
Here the specic heat capacity of steam C
p
corresponds to
a temperature of 1150 K, a midrange value between the
boiling point of water and a nominal maximum ame
temperature of 2000 K; _ m
H
2
O
is measured in g s
1
. For a
representative ame temperature (T
f
) of 1500 K, the cooling
capacity of liquid heating plus vapourisation is approxi-
mately equal to that of the steam heating alone (Fig. 2).
Thus the potential cooling capacity of a liquid water spray is
double that of an equivalent mass ow of water vapour [70].
Water mist re suppression systems have realised an
ever-increasing share of the xed re suppression systems
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 124
market. Their promise of greatly reduced water consump-
tion has been veried in purpose-built full-scale test facil-
ities, however at present this trend has not been mirrored in
manual re-ghting. The main factors responsible for this
are probably: less penetration compared with conventional
jet/spray nozzles (hence closer attack required), lower ow-
rates (hence longer time to nal extinguishment) and lack of
exibility (jet attack on hot-spots is not feasible). Despite
these present difculties, there will doubtless be further
research in this area as water mist systems become ever
more prevalent. Those interested in reading further on the
subject of water mist re protection are referred to the
current edition of the NFPA Fire Protection Handbook
[128].
9. Summary
Fire suppression tests involving water are commonly
discussed in terms of the application rate, measured in
l min
1
or l min
1
m
2
; a plot of extinguishment time
versus application rate results in a characteristic curve
(Fig. 17). In such tests, there exists a critical application
rate ( _ m
//
wc
); below which the re cannot be extinguished.
There is also a minimum time to extinguishment, which
can be quite reproducible when the re-ghter is familiar
with the test conditions. The quantity of water required
for successful extinguishment may be calculated from the
product of the extinguishment time and the application
rate. A plot of quantity versus rate (the Q/R curve) can
then be constructed (Fig. 18).
The critical rate, the optimum rate and the preferred
rate of agent application may be plotted on a typical Q/R
curve. The optimum rate corresponds to the case where
re extinguishment is achieved using the minimum total
quantity of agent. The preferred rate corresponds to a
somewhat higher rate used by re-ghters in practice,
in order to ensure successful extinguishment. While the
optimum rate is more economical, its proximity to the
critical rate makes it unsuitable in practice; although
the preferred rate may be some 34 times greater than
the critical rate and hence less economical than the opti-
mum delivery rate, the time to extinguishment is reduced
(Fig. 17).
The critical rate has been found to vary with the particular
re scenario, especially the re development time (or
pre-burn period), degree of ventilation (for enclosure
res) and method of water application. In general, the
critical rate has been found to be higher with increasing
pre-burn time and total area of ventilation openings (A
v
)
and lower when water is applied from the base of a re
upwards rather than vice versa.
The total volume of water required to extinguish a
compartment re may also be expressed per unit volume
of ame (l m
3
), per unit volume of enclosure (l m
3
) or
per unit oor area (l m
2
). The total water volume
required for Class A re extinguishment increases line-
arly with room volume and depends also on Q (l min
1
)
and A
v
(m
2
). Increasing the room ventilation increases the
total water required for re extinguishment, whereas
reducing the ventilation decreases the extinguishment
time signicantly because the production of water vapour
assists in smothering the re.
Values of the critical application rate ( _ m
//
wc
) determined in
the laboratory are consistently some 10100 times less
than those required in practice. Expected critical rates in
practice are typically one order of magnitude greater than
laboratory determinations for unconned res and two
orders of magnitude in conned cases. These disparities
are usually attributed to wastage and/or operational dif-
culties, e.g. the need for re-ghters to cool their envir-
onment in enclosure res;
It has also been found that critical application rates are
greater for wooden cribs in conned situations than for
those in the open, which is regarded as evidence that fuel
cooling is the dominant extinguishment mechanism for
Class A res. It is argued that if re suppression were
aided by the production of water vapour (inerting of the
re atmosphere) in the conned case, then the overall
water demand should be reduced, not increased.
Plastic res have thus far received relatively little atten-
tion in the literature. Preliminary work in this area
suggests that _ m
//
wc
values are generally higher than
those typical of wood crib res. It has also been found
that the total water volume required for extinguishment
and subsequent mopping-up varies with the type of
furnishings involved and with the re-ghting technique.
The water requirement has been found to be particularly
large where upholstered furniture is present.
The primary function of water in Class A re suppres-
sion is to remove heat from the body of the fuel and,
therefore, the water requirement depends on the heat
content of the fuel rather than the instantaneous heat
release rate (HRR) of the re. In fact, the rate of
heat absorption from the fuel bed required to achieve
extinguishment is generally far less than the HRR by
the re at any given time. Higher values of critical
water application rate ( _ m
//
wc
) have been observed for
densely packed fuel beds than for loosely packed
ones. Final extinguishment is achieved only when burn-
back (re-ignition) is prevented and the water require-
ment is proportional to the pre-burn period before re
suppression commences.
Early tests in the UK (mid-1950s) showed that sprays
were better than jets only at very high rates of ow.
Assuming a representative throw requirement of 6 m
in practice, sprays at 7 bar with 30 cone angles, deliver-
ing 90140 l min
1
were considered adequate. Also,
statistical analyses of test data showed no effect of either
pressure or owrate on the total volume required to
control or extinguish the re. However, greater owrates
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 125
were found to promote more rapid re control, but
showed no saving in water usage at higher pressures.
More recent US work on laboratory mock-ups of single
and two-room compartments have shown a 60,
68 l min
1
spray to be superior to a 76 l min
1
solid jet
in a single room (33 m
3
) and required 57 l of water to
achieve control. In a two-room re scenario, effective
control required 182 l of water delivered at 114 l min
1
.
It was concluded that control and extinguishment of
one- and two-room residential building res would be
expected to require application densities of
4 l min
1
m
2
and 6 l min
1
m
2
, respectively, at
corresponding application rates of approximately
76 l min
1
and 114 l min
1
.
The use of Water Mist Fire Suppression Systems
(WMFSS) as replacements for Halon-based systems has
received much attention in recent years. Initial feasibility
studies were largely concerned with conned Class B
and C re scenarios in the offshore and process indus-
tries. The mechanisms of extinguishment have been iden-
tied as ame cooling and atmospheric inerting by the
production of water vapour. These mechanisms have
proved highly effective in the conned spaces and high
thermal conductivity structures typical of these environ-
ments.
The suppression efciency of WMFSS is highly depen-
dent on the characteristic droplet size of the mist, since
smaller droplets evaporate more quickly and provide a
more efcient heat sink, however the residence time
(within the ame zone) and transport properties of the
droplets are also important. Experiments with conned
gas burners have shown that instant extinguishment is
possible if the spray can absorb 60% of the instanta-
neous HRR of the re. As mentioned previously, this
simplistic criterion does not apply to Class A res
because of the overriding importance of heat absorption
from the fuel bed and the tendency for such res to burn-
back.
Large-scale (70 m
3
) turbine hood enclosure re exper-
iments have shown that extinguishment can be achieved
with a water fraction of 0.07 l m
3
. For small res in
large spaces, the corresponding gure is 0.5 l m
3
,
indicating the crucial role of connement in these parti-
cular situations. Typical values for conned Class A res
cover the range from 0.2 to 19 l m
3
, although most test
data lie between the values of 0.22 l m
3
.
The most spectacular demonstrations of WMFSS ef-
ciency are observed in tests where a large conned
re is allowed to develop, thus heating the surroundings
and depleting the compartment oxygen concentration.
The sudden introduction of a ne water mist promotes
rapid cooling, and through the production of water
vapour the combination of atmospheric cooling and inert-
ing promotes extremely efcient extinguishment. In
industrial scenarios, the high thermal conductivity
(metallic) compartment walls provide a continual ow
of heat which maintains their high surface temperature
and ensures that subsequent impinging droplets continue
to be vapourised over a relatively long period. The latter
effect is not observed with typical (low conductivity)
residential building materials and, therefore, the evapora-
tion of droplets in contact with the walls cannot continue
indenitely during the suppression of typical conned
Class A res.
The UK Home Ofce Fire Experimental Unit tests on
unconned Class A crib res have shown water mist
nozzles (delivering between 10 and 25 l min
1
at
pressures in the range of 7250 bar) to be inferior to a
standard Fire Service hosereel operating at 20 bar and
delivering 100 l min
1
. The mist nozzles required
between 4 and 9 times longer to extinguish the re.
However, the total water required for extinguishment
was found to be fairly constant (which would seem to
support the heat absorption argument outlined above).
It is commonly reported that spray-jets can effect extin-
guishment in compartment res using a small total
volume of water in a surprisingly short time. Some
estimates are in the range 1.32.5 l m
3
, however, there
is also often extreme variance reported within such
experiments. As a rule-of-thumb, it has been suggested
that for levels of ventilation normally encountered in
rooms, the amount of water required is approximately
equal to that required to displace the gaseous contents
of the room by water vapour. Assuming a room of
17 m
3
, and that 100% of the water applied is vapourised,
with a consequent 1700-fold volume expansion, this
would require 10 l of liquid water, or 0.6 l m
3
. However,
the inefciencies in the application lead to the somewhat
higher application rates quoted above.
In the context of re service operations, drop size is more
relevant to the initial gas-phase cooling of the re
compartment (Fig. 20 Phase 1). A smaller drop size
promotes more efcient gas-phase cooling and therefore
the inuence of droplet size is greatest when the re
cannot be extinguished by fuel cooling (e g. low repoint
liquids such as petrol). For Class A res, where solid-
phase cooling is necessary, the efciency of this process
is expected to be less inuenced by drop size, provided
the water is able to reach the fuel surface. Recent work by
the FEU, where high- and low-pressure hosereel systems
(operating between 2 and 45 bar) were evaluated, has
conrmed this hypothesis and it was concluded there
that re-ghting tactics are more decisive than any varia-
tions in charcteristic droplet size or velocity.
Some guidelines for re-ghting tactics may be stated
based on the foregoing discussion. Initial ame knock-
down is achieved faster and with less water using a spray
nozzle. However, nal extinguishment requires the same
volume of additional water, regardless of the application
method (jet/spray), provided this water reaches the fuel
surface. Pulsed spray application in the early (room-cool-
ing) phase reduces the possibility of steam burns to the
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 126
re-ghter since the rate of production of clouds of water
vapour is more predictable and therefore more easily
avoided by crouching at low level. Wide-angle fog is
recommended during this phase, followed by a narrow-
angle fog or solid jet, particularly for fuel cooling of
deep-seated Class A materials. These materials require
adequate cooling to ensure nal extinguishment (thus
precluding burnback), although gas-phase cooling and
inerting of the re atmosphere are benecial to the re-
ghters comfort and also contribute some suppression
effect. Based on small-scale wooden crib res, it has been
postulated that the fundamental condition for total re
extinguishment may be expressed as reignition time
time required for sweeping the entire fuel surface with
water.
Acknowledgements
The authors gratefully acknowledge the sponsorship of this
project by the UK Home Ofce Fire Research and Develop-
ment Group and the technical assistance of members of the
FEU, particularly John Foster, Gary Pearson, Peter Snowden
and Martin Fraser. Also, a big thank you to all those in the
global re safety community who responded to our letters,
e-mails and faxes during the course of this project.
References
[1] Grant GB, Drysdale DD. A review of the extinction mechan-
isms of diffusion ame res. UK Home Ofce Fire Research
and Development Group, FRDG Publication No6/96, 1996.
[2] Grant GB, Drysdale DD. The suppression and extinction of
Class A res using water sprays. UK Home Ofce Fire
Research & Development Group, FRDG Publication No1/
97, 1997.
[3] BS EN 2: Classication of res. British Standards Institution,
1992.
[4] NFPA 10: Standard for portable re extinguishers, 1990
edition.
[5] Manual of remanship: book 1elements of combustion
and extinction. UK Home Ofce (Fire Department). London:
HMSO, 1974.
[6] Cox C, editor. Combustion fundamentals of re. New York:
Academic Press, 1995.
[7] Drysdale DD. Introduction to re dynamics, 2nd edn. New
York: Wiley, 1998.
[8] Williams FA. Mechanisms of re spread. 16th Symposium
(International) on Combustion. The Combustion Institute,
Pittsburgh, 1976. p. 128194.
[9] Fristrom RM. Combustion suppression. Fire Research
Abstracts and Reviews 1967;9:12560.
[10] Herterich O. Water as an extinguishing agent, Heidelberg:
Alfred Huthig Publishing Company, 1960.
[11] Fraser RP, Eisenklam P. Liquid atomization and the drop size
of sprays. Trans IChemE 1956;34:294319.
[12] Lefebvre AH. Atomization and sprays, New York: Hemi-
sphere, 1989.
[13] Mugele R, Evans HD. Droplet size distribution in sprays. Ind
Engng Chem 1951;43(6):131724.
[14] Bowen IG, Davies GP. Report ICT28. Shell Research Ltd,
London, 1951.
[15] Allen T. Particle size measurement. 4th edn. London: Chap-
man and Hall, 1990.
[16] Goodfellow DG. A Statistical model for analysis of sprinkler
water-spray distributions. Factory Mutual Research Corpora-
tion, Norwood, MA, August, 1985.
[17] Dlugogorski BZ, Mawhinney JR, Jonasson KA. Character-
istics of air-assist and swirl atomisers for re suppression
systems. Seventh Annual Conference on Liquid Atomisation
and Spray Systems, Bellvue Washington. Department of
Mechanical Engineering, University of Washington, 1994.
p. 859.
[18] Peleg M. Determination of the parameters of the Rosin
Rammler and beta distributions from their mode and
variance using equation-solving software. Powder Technol-
ogy 1996;87:1814.
[19] Chigier N. Optical imaging of sprays. Prog Energy Combust
Sci 1991;17(3):21162.
[20] Rimen JG. The use of high pressure and low pressure pumps
with Hosereel systems. Home Ofce SRDB Research Report
No. 36, 1990.
[21] Jackman LA. Sprinkler spray interactions with re gases.
PhD thesis, South Bank University, 1992.
[22] Lawson JR, Walton WD, Evans DD. Measurement of droplet
size in sprinkler sprays, NBSIR 88-3715. National Bureau of
Standards, April, 1988.
[23] Clarke SH. Fire research. Fire Abst Rev 1961;3:6775.
[24] Hird D, Pickard RW, Fittes DW, Nash P. The use of high and
low pressure water sprays against fully developed room res.
FR Note No.388, Fire Research Station, UK, March 1959.
[25] Jones A, Nolan PF. Discussions on the use of ne water
sprays or mists for re suppression. J Loss Prev Process
Ind 1995;8(1):1722.
[26] SOLAS (Safety Of Life At Sea) regulations, chap. II-2.
Construction: re protection, re detection and re extinc-
tion, 1997 Consolidated Edition, International Maritime
Organisation, London, July 1997.
[27] Montreal protocol on substances that deplete the ozone layer.
Final Act, Montreal, Canada, United Nations Environmental
Program (UNEP), September 1987.
[28] NFPA 750: standard on the installation of water mist re
protection systems. National Fire Protection Association,
1996.
[29] Back GG. Progress report: water mist re suppression system
technologies. SFPE Bull 1995;Fall:118.
[30] Ramsden N. Water mista status update. Fire Prevention
1996;287:1620.
[31] Mawhinney JR, Solomon, R. Water mist re suppression
systems. In: Cote AE, editor-in-chief. Fire protection hand-
book, 18th ed., sect. 6/chap. 15. Quincy, MA: National Fire
Protection Association, 1997. p. 6/2166/248.
[32] Smith DP. Water mist re suppression systems. BFPSA Post
Halon Era: One-Day Symposium. The British Fire Protection
Systems Association, April, 1994.
[33] Rimen JG. An appraisal of jet/spray branches. Part. 1:
hydraulic performance. Home ofce SRDB publication, 18/
82, 1982.
[34] Rimen JG. An appraisal of jet/spray branches. Part. 2: robust-
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 127
ness and maintenance. Home ofce SRDB publication, 66/
83, 1983.
[35] Rimen JG. An appraisal of jet/spray branches. Part 3:
summary and guide to Parts 1 and 2. Home ofce SRDB
publication, 67/83, 1983.
[36] Rimen JG. An appraisal of jet/spray branches: supplement to
research report number 22. Home Ofce SRDB Research
Report No. 28, 1986.
[37] Extinguishing room res with high and low pressure water
sprays: JFRO tests. Fire Protection Review 1960;May:358
60.
[38] Ranz WE, Marshall WR. Evaporation from drops. Chem
Engng Progr 1952;48:1416, 17380.
[39] Kincaid DC, Longley TS. A water droplet evaporation and
temperature model. Trans ASAE 1989;32(2):45763.
[40] Rasbash DJ. Heat transfer between water sprays and ames
of freely burning res. Proceedings of the Symposium on the
Interaction of Fluids and Particles. Institution of Chemical
Engineers, June 1962. p. 21723.
[41] Guttler E. Normal pressure vs. high pressure: a comparison.
Fire Int 1972;37:94101.
[42] Jackman LA, Nolan PF. Investigation into the effect of wind
on re protection sprayers using the model SPLASH.
IChemE Symp Ser 1994;134:41540.
[43] Jackman LA, Nolan PF, Gardiner AJ, Morgan HP. Mathe-
matical model of the interaction of sprinkler spray drops with
re gases. Proceedings of the First International Conference
on Fire Suppression Research, Stockholm and Boras. Swed-
ish Fire Protection Board, US Department of Commerce,
National Institute of Standards and Technology, May,
1992. p. 20927.
[44] Kucherov AN. Regimes of evaporation of a drop of a water
aerosol. High TemperatureUSSR 1991;29(1):13542.
[45] Ferron GA, Soderholm SC. Estimation of the evaporation or
stabilisation times of water droplets. J Aerosol Sci
1987;18(6):63942.
[46] Sadd PA, Lamb JA, Clift R. The effect of surfactants on heat
and mass transfer to water drops in air. Chemical Engng Sci
1992;47(17/18):441524.
[47] Rubel GO. Steady-state temperature of an evaporating water
droplet with a monolayer coating. J Appl Phys
1990;67(10):60857.
[48] Bejan A. Heat transfer, New York: Wiley, 1993.
[49] Reiners U, Jeschar R, Scholz R, Zebrowski D, Reichelt W. A
measuring method for quick determination of local heat
transfer coefcients in spray water cooling within the range
of stable lm boiling. Steel Res 1985;56(5):23946.
[50] Ito T, Takata Y, Mousa MM. Studies on the water cooling of
hot surfaces. JSME Int J Ser II 1992;35(4):58998.
[51] Ohnishi A, Takashima H, Hakiri, M. Characteristics of heat
transfer of multi water spray nozzle. Trans Iron and Steel Inst
Jpn 1987;27(12):299.
[52] Prinz B, Bamberger M. Determination of heat transfer coef-
cient of mist air sprays. Mater Sci Technol 1989;5(4):389
93.
[53] Mitsutsuka M, Fukuda K. Cooling characteristics and heat
transfer coefcients during fog cooling of hot steel plates.
Trans Iron and Steel Inst Jpn 1981;21(10):68998.
[54] Ohkubo H, Nishio S. Study on accurate prediction of heat
transfer characteristics of mist cooling. JSME Int J Ser II
1990;33(2):32632.
[55] Rymkiewicz J, Zapalowicz Z. Analysis of the evaporation
process for water droplet on at heated surface. Int Comm
Heat Mass Transfer 1993;20:68797.
[56] Makino K, Michiyoshi I. The behaviour of a water droplet on
heated surfaces. Int J Heat Mass Transfer 1984;27(5):781
91.
[57] Makino K, Michiyoshi I. Discussions of transient heat
transfer to a droplet on heated surfaces under atmospheric
pressure. Int J Heat Mass Transfer 1987;30(9):1895905.
[58] Trehan AK, Di Marzo M, Evans DD. Transient cooling of a
hot surface by droplet evaporation. Chemical and physical
processes in combustion, Eastern Section. The Combustion
Institute, November 1985.
[59] Di Marzo M. Dropwise evaporative cooling, in Sparse water
sprays in re protection, NIST-GCR-96-687. National Insti-
tute of Standards and Technology, June 1996.
[60] Di Marzo M, Evans DD. Evaporation of a water droplet
deposited on a hot high thermal conductivity solid surface.
Trans ASME: J Heat Transfer 1989;111:2103.
[61] Coppalle A, Nedelka D, Bauer B. Fire protection: water
curtains. Fire Safety J 1993;20:24155.
[62] Buchlin J-M, Pretrel H. Attenuation de Sources Thermiques
Radiatives par Ridaux dEau. Industrial Fires II: Workshop
Proceedings, European Commission, May 1994.
[63] Murrell JV, Crowhurst D, Rock P. Experimental study of
the thermal radiation attenuation of sprays from selected
hydraulic nozzles. Proceedings of the 1995 Halon Options
Technical Working Conference, Albuquerque, The Univer-
sity of New Mexico, May 1995. p. 36978.
[64] Log T. Radiant heat attenuation in ne water sprays. Confer-
ence Proceedings: Interam 96, Seventh International Fire
Science and Engineering Conference, Interscience Commu-
nications Ltd, March, 1996. p. 42534.
[65] Reischl U. Water fog stream heat radiation attenuation. Fire
Tech 1979;15(4):26270.
[66] Mawhinney JR, Dlugogorski BZ, Kim AK. A closer look at
the re extinguishing properties of water mist. Fire Safety
Science: Proceedings of the Fourth International Sympo-
sium. International association for re safety science, 1994.
p. 4760.
[67] Ranz WE. On sprays and spraying: a survey of spray tech-
nology for research and development engineersPart 1.
Department of Engineering Research, Pennsylvania State
University, March 1956.
[68] Hoare ER. The development of spraying machines in this
country and overseas and methods of assessing their per-
formance. J Inst Br Agri Engng 1954;4(X):323.
[69] Rasbash DJ. The extinction of res by water sprays. Fire Res
Abst Rev 1962;4(1/2):2853.
[70] McCaffrey BJ. Jet diffusion ame suppression using water
spraysan interim report. Comb Sci Tech 1984;40:107
36.
[71] McQuaid J. Examination of entrained air-ow rate data for
large-scale water spray installations, Technical Paper 1.
Health and Safety Executive, 1978.
[72] Beyler CL. The interaction of re and sprinklers. Department
of Fire Protection Engineering, University of Maryland,
1977.
[73] Alpert RL, Delichatsios MM. Calculated interaction of water
droplet sprays with re plumes in compartments. NBS-GCR-
86-520, National Bureau of Standards, 1986.
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 128
[74] Heskestad G. Sprinkler/hot layer interaction. NIST-GCR-91-
590, National Institute of Standards and Technology, 1991.
[75] Hoffmann NA, Galea ER. The mathematical modelling of
two-phase re-sprinkler interaction. Proceedings of the Fifth
European Conference on Mathematics in Industry, Finland,
1990. Dordrecht: Stuttgart and Kluwer, p. 24953.
[76] Hoffmann NA, Galea ER. An extension of the re-eld
modelling technique to include re-sprinkler interaction
I: the mathematical basis. Int J Heat Mass Transfer 1993;
36(6):143544.
[77] Hoffmann NA, Galea ER. An extension of the re-eld
modelling technique to include re-sprinkler interaction
II: the simulations. Int J Heat Mass Transfer 1993;36(6):
144557.
[78] Fthenakis VM, Schatz KW, Rohatgi US, Zakkay V. Compu-
tation of ow elds induced by water spraying of an uncon-
ned gaseous plume. Trans ASME: J Fluids Engng
1993;115:74250.
[79] Grin GV, Sergeev VS. Heat transfer between a high-tempera-
ture ame and sprayed water. High TemperatureUSSR
1984;22(4):60912.
[80] Kaleta A. Effect of drop size on extinguishing effectiveness
of a water spray. Archivum Combustionis 1986;6(3-4):201
12.
[81] Hayes WD, Jr. Literature survey on drop size data, measur-
ing equipment, and a discussion of the signicance of drop
size in re extinguishment. NBSIR 85-3100-1, National
Bureau of Standards, 1985.
[82] Williams FA. Scaling mass res. Fire Res Abst Rev
1969;11:122.
[83] Spalding DB. The art of partial modelling, Ninth Symposium
(International) on Combustion. New York: Academic Press,
1963. p. 83343.
[84] Quintiere JG. Scaling applications in re research. Fire
Safety J 1989;15:329.
[85] Hirst R. Underdowns practical re precautions. 3rd edn.
London: Gower Press, 1989.
[86] UL 711: Rating and testing of re extinguishers, Under-
writers Laboratories Inc., 1995.
[87] BS 5423: Portable re extinguishers, British Standards Insti-
tution, 1987.
[88] Rasbash DJ, Rogowski ZW, Stark GWV. Mechanisms of
extinction of liquid res with water sprays. Combust Flame
1960;4:22334.
[89] Bryan J, Smith DN. The effect of chemicals in water solu-
tions on re extinction. Engineering 1945;159:457.
[90] Kida H. Extinction of res of small wooden crib with sprays
of water and some solutions, Report No.36, Fire Research
Institute of Japan, 1973.
[91] Kung HC, Hill JP. Extinction of wood crib and pallet res.
Combust Flame 1975;24:30517.
[92] Tamanini F. The application of water sprays to the extinguish-
ment of crib res. Combust Sci Technol 1976;14:1723.
[93] Tamanini F. A study of the extinguishment of vertical
wooden slabs in self-sustained burning by water application.
Combust Sci Technol 1976;14:115.
[94] Stolp M. The extinction of small wood crib res by water. Fifth
International Fire Protection Seminar, Karlsruhe. Vereinigung
zur Forderung des Deutschen BrandschutzesVFDB
September 1976. p. 12741.
[95] Takahashi S. Experiments and theory in the extinction of a
wood crib. Fire safety science. Proceedings of the First Inter-
national Symposium. Washington, DC: Hemisphere, 1985.
p. 1197206.
[96] Bhagat PM. Extinguishment of burning wood charcoal
surfaces. Fire Safety J 1980;3(1):4753.
[97] Magee RS, Reitz RD. Extinguishment of radiation augmen-
ted plastic res by water sprays. 15th Symposium (Inter-
national) on Combustion. The Combustion Institute, 1975.
p. 33747.
[98] Takahashi S. Extinguishment of plastics res with plain
water and wet water. Fire Safety J 1994;22(2):16979.
[99] Yang JC, Boyer CI, Grosshandler, WL. Minimum mass ux
requirements to suppress burning surfaces with water sprays.
NISTIR 5795, National Institute of Standards and Technol-
ogy, April 1996.
[100] Scheffey JL, Williams FW. The extinguishment of res using
low ow water hose streamspart I. Fire Technol
1991;27(2):12844.
[101] Johnson B. Fire-ghting sprays: work package 1. Unpub-
lished report by the Fire Experimental Unit, UKHome Ofce
Fire Research and Development Group, November 1994.
[102] Andrews SP. Private communication, Fire Research Station,
UK, August 1992.
[103] ISO 5660: Fire testsreaction to rerate of heat release
from building products. International Standards Organisa-
tion, Switzerland, 1991.
[104] Dlugogorski B, Mawhinney JR, Duc VH. The measurement
of heat release rates by oxygen consumption calorimetry in
res under suppression. Fire safety science. Proceedings of
the Fourth International Symposium. International Associa-
tion for Fire Safety Science, June 1994. p. 87788.
[105] Przybyla L, Ghandi P. The results are in on ammable liquids
in plastic containers. Fire J 1990;84(3):389, 413.
[106] Lee JL. Extinguishment of rack storage res of corrugated
cartons using water, Fire safety science. Proceedings of the
First International Symposium. Washington, DC: Hemi-
sphere, 1985. p. 117786.
[107] Nash P, Rasbash DJ. The use of water to extinguish re. The
Institution of Fire Engineers Annual Report, 1955. p. 93
116.
[108] Layman L. Attacking and extinguishing interior res. 4th
edn. Boston: National Fire Protection Association, 1960.
[109] Braidech MM, Neale JA, Matson AF, Dufour RE. The
mechanism of extinguishment of re by nely divided
water. Research Report No. 10, National Board of Fire
Underwriters, 1955.
[110] Thomas PH, Smart PMT. The extinction of res in enclosed
spaces. FR Note No. 86, Fire Research Station, UK, 1954.
[111] Rasbash DJ, Thomas PH. Water sprays for res in rooms.
Joint Fire Research Organisation: Draft for Discussion, Fire
Research Station, UK, February 1955.
[112] Extinguishing room res with high and low pressure water
sprays: JFRO tests. Fire Protection Review, May 1960. p.
35860.
[113] Fuchs P. On the extinguishing effect of various extinguishing
agents and extinguishing methods with different fuels. Fire
Safety J 1984;7(2):16575.
[114] Salzberg F, Vodvarka FJ, Maatman GL. Minimum water
requirements for suppression of room res. Fire Technol
1970;6(1):228.
[115] Liu ST. Analytical and experimental study of evaporative
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 129
cooling and room re suppression by corridor sprinkler
system. NBSIR 77-1287, National Bureau of Standards,
October 1977.
[116] You HZ, Kung HC, Han Z. Spray cooling in room res. 21st
Symposium (International) on Combustion. The Combustion
Institute, 1986. p. 12936.
[117] Kokkala MA. Extinguishment of compartment res using
portable chemical extinguishers and water. Fire Safety J
1986;11(3):2019.
[118] Takahashi S. A theoretical study on the requirements of
water application for a compartment re extinction. Bull
Jpn Assoc Fire Sci Engng 1984;34:15 (in Japanese, abstract
in English).
[119] Stroup DW, Evans DD. Suppression of post-ashover
compartment res using manually applied water sprays.
NISTIR 4625, National Institute of Standards and Technol-
ogy, July 1991.
[120] Scheffey JL, Williams FW. The extinguishment of res using
low ow water hose streamspart II. Fire Technol
1991;27(4):291320.
[121] Wighus R. Active re protection-extinguishment of enclosed
gas res with water sprays. SINTEF Report No. STF25
A91028, June 1991.
[122] Turner ARF. Water mist in marine applications. Proceedings
of the Water Mist Fire Suppression Workshop, 12 March
1993. NISTIR 5207, National Institute of Standards and
Technology, June 1993. p. 10522.
[123] Simpson T, Smith DP. A fully integrated water mist re
suppression system for telecommunications and other elec-
tronics cabinets. Water mist instead of Halon?: International
Conference on Water Mist Fire Suppression Systems, Boras,
Swedish National Testing and Research Institute, November
1993.
[124] Mawhinney JR. Water-mist re suppression systems for the
telecommunication and utility industries. Fire Research
News, National Fire Laboratory, National Research Council
Canada, Fall 1994.
[125] Wighus R, Aune P, Drangsholt G, Stensaas JP. Full-scale
water mist experiments. Water mist instead of Halon?: Inter-
national Conference on Water Mist Fire Suppression
Systems, Boras, Swedish National Testing and Research
Institute, November 1993.
[126] Grant G, Southwood P. Development of an onboard re
suppression system for Eurotunnel HGV shuttle trains.
Conference Proceedings: Interam 99. Eighth International
Fire Science & Engineering Conference, 29 June1 July
1999, Edinburgh Conference Centre, Scotland. Interscience
Communications, 1999. p. 65162.
[127] Mawhinney JR, Soja E, Gillespie R. Mercury energy CBD
tunnel project, New Zealandperformance based re test-
ing of a water mist re suppression system. Conference
Proceedings: Interam 99. Eighth International Fire Science
& Engineering Conference, 29 June1 July 1999, Edinburgh
Conference Centre, Scotland. Interscience Communications,
1999. p. 66373.
[128] Cote AE, editor. Fire protection handbook 18. Quincy, MA:
National Fire Protection Association, 1997.
Glossary of selected terms
Backdraught: An explosion resulting from the sudden
introduction of air (i.e. oxygen) into a conned space
containing oxygen decient superheated products of incom-
plete combustion.
Branch: Term used by the UK Fire Service to describe an
interchangeable re-ghting nozzle (examples are shown in
Fig. 6).
Extinguishment: The application of an extinguishing agent
to a re at any level high enough and for long enough such
that no burning of any kind continues.
Firepoint: The lowest temperature of a solid or liquid fuel
where ignition is followed by sustained burning (cf. Flash-
point).
Flashover: A transition phase in the development of a
contained re in which surfaces exposed to thermal radia-
tion reach ignition temperature more or less simultaneously
and re spreads rapidly throughout the space.
Flashpoint: The lowest temperature of a solid or liquid fuel
where ignition can occur (cf. Firepoint).
Fuel-controlled: A re in which the burning rate is inde-
pendent of the rate of air (oxidant) supply to the combustion
zone (cf. Ventilation-controlled)
Fuel load: An expression of the caloric potential combus-
tible materials per unit oor area within an occupancy and
synonymous with re load (e.g. MJ m
2
).
Heat of gasication: The heat required to produce the ow
of volatiles from the surface of the fuel (liquid or solid).
Heat release rate: The single most important factor in
modern re safety engineering with the dimensions of
energy released per unit time (e.g. kW, MW).
Pyrolysis: The chemical decomposition (literally loosen-
ing by re) of solid fuels required for the liberation of low
molecular weight products that can volatilise from the
surface and enter the ame zone.
Runoff: Water wasted during re-ghting, which neither
evaporates completely nor contributes to fuel-surface cooling.
Suppression: The application of an extinguishing agent to a
re at such a level that open aming is arrested, however a
deep-seated re will require additional steps to assure total
extinguishment.
Ventilation-controlled: A re in which the burning rate is
controlled by the rate of air (oxidant) supply to the combus-
tion zone (cf. Fuel-controlled).
Volatiles: Chemicals that readily change from solid or
liquid phase to form a vapour (particularly ammable
vapours in the present context).
G. Grant et al. / Progress in Energy and Combustion Science 26 (2000) 79130 130
You might also like
- Hassantuk Wireless Fire Alarm System - V1.0Document13 pagesHassantuk Wireless Fire Alarm System - V1.0krishnakumarNo ratings yet
- Fire Water ProtectionDocument68 pagesFire Water ProtectionZakyAlFatony100% (1)
- EST EST2 v3.5 Serial Number Log Book PDFDocument22 pagesEST EST2 v3.5 Serial Number Log Book PDFAhamed KyanaNo ratings yet
- Reverse Circulation Pump PDFDocument4 pagesReverse Circulation Pump PDFthawdarNo ratings yet
- Standard 52.2 Test Procedure:: Ashrae 52.2Document3 pagesStandard 52.2 Test Procedure:: Ashrae 52.2Fasil ENo ratings yet
- 3-Gaseous Systems Calculations.Document3 pages3-Gaseous Systems Calculations.AyaEzzNo ratings yet
- Vortex Inhibitor VortibreakDocument1 pageVortex Inhibitor VortibreakNabil RamehNo ratings yet
- Water Curtain Nozzle - HD FireDocument2 pagesWater Curtain Nozzle - HD FireAndrew PanjaitanNo ratings yet
- Fire PumpDocument17 pagesFire PumpRoc FarmNo ratings yet
- Project Name: Standpipe & Hose System of Norban Comtex LTD Area Reference: Most UnfavourableDocument4 pagesProject Name: Standpipe & Hose System of Norban Comtex LTD Area Reference: Most UnfavourablerashalNo ratings yet
- Whitepaper 05 Version 02 Integration of Aisle Containment With Fire Suppression SystemsDocument32 pagesWhitepaper 05 Version 02 Integration of Aisle Containment With Fire Suppression SystemsrjendranNo ratings yet
- Selection, Installation and Maintenance of Automatic Fire Detection and Alarm System - Code of PracticeDocument21 pagesSelection, Installation and Maintenance of Automatic Fire Detection and Alarm System - Code of Practiceabhirami91No ratings yet
- Fire Water Curtain Installation PDFDocument2 pagesFire Water Curtain Installation PDFKapal TerbangNo ratings yet
- Fire Protection Design GuidelinesDocument11 pagesFire Protection Design GuidelinesMarck Gheson InacayNo ratings yet
- QR 0109 Fire Pumps Sensing LinesDocument1 pageQR 0109 Fire Pumps Sensing LinesStory LoveNo ratings yet
- Technical Journal Fire PumpDocument7 pagesTechnical Journal Fire PumpIzallmachineNo ratings yet
- Light Hazard Design Criteria (Guide) : Check Highest Expected Ceiling TemperatureDocument13 pagesLight Hazard Design Criteria (Guide) : Check Highest Expected Ceiling Temperatureمحمد الامينNo ratings yet
- System Design: Total Flooding Extinguishing SystemDocument45 pagesSystem Design: Total Flooding Extinguishing SystemsureshkanuboyinaNo ratings yet
- Fire Water Requirement PresentationDocument17 pagesFire Water Requirement PresentationOlumuyiwa FasehunNo ratings yet
- 3.a13a PMSDocument5 pages3.a13a PMSS.selvakumarNo ratings yet
- Specification For Fire Water MonitorsDocument6 pagesSpecification For Fire Water MonitorsThiru AnanthNo ratings yet
- FF BoqDocument14 pagesFF BoqSreenivasa Rahavan VNo ratings yet
- Nitrogen IG100 Fire Supression DESIGN CALCULATION-15Document2 pagesNitrogen IG100 Fire Supression DESIGN CALCULATION-15anwerquadriNo ratings yet
- Central Battery BroDocument24 pagesCentral Battery BromdaslamabidNo ratings yet
- FP ManualDocument81 pagesFP Manualshekharvkate100% (4)
- Fs2011 FullDocument242 pagesFs2011 FullryankckoNo ratings yet
- English Book A4 Final UpdateDocument221 pagesEnglish Book A4 Final UpdateVinay PallivalppilNo ratings yet
- Foam System Specification PDFDocument22 pagesFoam System Specification PDFpequenita34No ratings yet
- DBR of Luminous HosurDocument81 pagesDBR of Luminous HosurrajaNo ratings yet
- FMDS0803Document20 pagesFMDS0803hhNo ratings yet
- For 500 GPM CalDocument56 pagesFor 500 GPM CalNeal JohnsonNo ratings yet
- VESDA Troubleshooting Guide - Rev05Document26 pagesVESDA Troubleshooting Guide - Rev05Eduardo Diaz PichardoNo ratings yet
- Fire OfferDocument14 pagesFire OfferaneeshNo ratings yet
- Product Manual DCP Trolley Mounted 25-50-75 KGDocument6 pagesProduct Manual DCP Trolley Mounted 25-50-75 KGm4l4ysiaNo ratings yet
- BOQ Fire DetailDocument5 pagesBOQ Fire DetailSantanu MitraNo ratings yet
- HydraulicDocument8 pagesHydraulicOsama OmayerNo ratings yet
- Waterspray MistextinguishingsystemDocument10 pagesWaterspray MistextinguishingsystemSalley BukhariNo ratings yet
- Static Electricity in The Chemical IndustriesDocument5 pagesStatic Electricity in The Chemical IndustriesdnkishoreNo ratings yet
- Fire Fighting SystemDocument15 pagesFire Fighting SystemSopi LabuNo ratings yet
- Coal Stockyard Fire Protection and Fire Fighting SystemsDocument6 pagesCoal Stockyard Fire Protection and Fire Fighting SystemsIlker CetinNo ratings yet
- Design and Hydraulic Foam System Design ReportDocument26 pagesDesign and Hydraulic Foam System Design ReportbecpavanNo ratings yet
- Inert Gas Fire SuppressionDocument3 pagesInert Gas Fire SuppressionTransgulfNo ratings yet
- Sprinkcad (N1) Sprinkcad (Pro Ii) Sprinkcalc Sprinkcode Sprinkslic SprinkfdtDocument51 pagesSprinkcad (N1) Sprinkcad (Pro Ii) Sprinkcalc Sprinkcode Sprinkslic SprinkfdtJhoNo ratings yet
- Tyco Pre Action LimitsDocument13 pagesTyco Pre Action LimitsGrbayern Munchen100% (2)
- Design, Operation & Maintenance Manual: Industrial Fixed Aerosol Fire Suppression SystemDocument70 pagesDesign, Operation & Maintenance Manual: Industrial Fixed Aerosol Fire Suppression SystemAhmad Saleem AlawwadNo ratings yet
- Design Basis Report - PL & FFDocument17 pagesDesign Basis Report - PL & FFVaibhav SharmaNo ratings yet
- 3.1 Design BriefDocument5 pages3.1 Design BriefRaj KamalNo ratings yet
- Fire PumpDocument10 pagesFire Pumppandu_chemeng100% (1)
- Project Reference List - ReferenceDocument7 pagesProject Reference List - ReferenceGohdsNo ratings yet
- Nn100 Suppression GasDocument18 pagesNn100 Suppression Gasاحمد الجزار2007No ratings yet
- Isle of Wight Fire & Rescue Service: Record of Fire Safety Equipment Testing Fire Drills & TrainingDocument18 pagesIsle of Wight Fire & Rescue Service: Record of Fire Safety Equipment Testing Fire Drills & TrainingcaptalaaNo ratings yet
- FM Global Property Loss Prevention Data Sheets: Halocarbon and Inert Gas (Clean Agent) Fire Extinguishing SystemsDocument26 pagesFM Global Property Loss Prevention Data Sheets: Halocarbon and Inert Gas (Clean Agent) Fire Extinguishing Systemsdaniela hritucNo ratings yet
- Armstrong - Manual Sprinkler SystemDocument78 pagesArmstrong - Manual Sprinkler SystemAvinash NathNo ratings yet
- Fire Pump Room Schematic PDFDocument1 pageFire Pump Room Schematic PDFSooraj VsNo ratings yet
- Fire Alarm Detection SystemDocument36 pagesFire Alarm Detection SystemSachin GaikwadNo ratings yet
- SD Qatar Product CatalougeDocument36 pagesSD Qatar Product CatalougeRichard Beldua50% (2)
- Fm200 CalculationDocument2 pagesFm200 CalculationAlper Türk100% (1)
- RANGS R.K SQUARE - BOQ Fire 140719Document30 pagesRANGS R.K SQUARE - BOQ Fire 140719Md. Mominul IslamNo ratings yet
- Pe Fir Handbook 1 2Document237 pagesPe Fir Handbook 1 2Salman JoNo ratings yet
- Pe Fir Handbook 1 3Document240 pagesPe Fir Handbook 1 3LejinNo ratings yet
- Hes 056Document139 pagesHes 056sdevoe14No ratings yet
- Performance Testing For Hot Mix AsphaltDocument51 pagesPerformance Testing For Hot Mix AsphaltProf. Prithvi Singh Kandhal100% (1)
- HAZOP TrainingDocument131 pagesHAZOP Trainingtamilnaduchennai100% (14)
- Hazop Procedures Kenny Sample PDFDocument178 pagesHazop Procedures Kenny Sample PDFthawdar100% (1)
- Sphere FailureDocument6 pagesSphere Failureshivendra99100No ratings yet
- LNG Fire Resistance of Concrete StructureDocument7 pagesLNG Fire Resistance of Concrete StructurethawdarNo ratings yet
- Engineering Layout of Fuel Tanks in A Tank Farm - J of LPDocument7 pagesEngineering Layout of Fuel Tanks in A Tank Farm - J of LPthawdarNo ratings yet
- 3 K Constant PDFDocument1 page3 K Constant PDFthawdarNo ratings yet
- H2Safe LLC Has A Patent On Technology For Safer StorageDocument1 pageH2Safe LLC Has A Patent On Technology For Safer StoragethawdarNo ratings yet
- Cooling Tower Thermal DesignDocument106 pagesCooling Tower Thermal Designxuense100% (4)
- Flare TypeDocument44 pagesFlare TypeBre WirabumiNo ratings yet
- Selecting The Proper Flare System PDFDocument6 pagesSelecting The Proper Flare System PDFjdgh1986100% (1)
- Qra Version FDocument60 pagesQra Version Fbukaro85No ratings yet
- Steam Trap Sizing Best Practice PDFDocument5 pagesSteam Trap Sizing Best Practice PDFthawdarNo ratings yet
- Interview NTD Full TranscriptDocument9 pagesInterview NTD Full TranscriptthawdarNo ratings yet
- Gas Line Purging - LPBDocument8 pagesGas Line Purging - LPBthawdarNo ratings yet
- Assessment of Vapour Cloud Explosion RiskDocument53 pagesAssessment of Vapour Cloud Explosion Riskthawdar100% (1)
- Understand Heat Flux Limitations On Reboiler Design PDFDocument10 pagesUnderstand Heat Flux Limitations On Reboiler Design PDFthawdarNo ratings yet
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Interview NTD Full TranscriptDocument9 pagesInterview NTD Full TranscriptthawdarNo ratings yet
- Assessment of Domino Efect - QRA ApproachDocument6 pagesAssessment of Domino Efect - QRA ApproachthawdarNo ratings yet
- PS3 7 Frisch SDocument18 pagesPS3 7 Frisch SthawdarNo ratings yet
- Anaerobic Digestion in EnvironmntalEngineeringDocument278 pagesAnaerobic Digestion in EnvironmntalEngineeringthawdarNo ratings yet
- Lagging FiresDocument22 pagesLagging FiresthawdarNo ratings yet
- AEROSIL® For High Solid-Coatings: Technical Information 1197Document24 pagesAEROSIL® For High Solid-Coatings: Technical Information 1197rogerkid17No ratings yet
- InnoSpireGo Euro2 IFU 2B 1128271Document164 pagesInnoSpireGo Euro2 IFU 2B 1128271stevetkwongNo ratings yet
- Ch07 PrecipDocument34 pagesCh07 PrecipPa Loma B. SantosNo ratings yet
- Iso 8573 4 2019 en PDFDocument11 pagesIso 8573 4 2019 en PDFimesa sgmNo ratings yet
- Skd-S2 Non-Aqueous Developer: Product Data SheetDocument2 pagesSkd-S2 Non-Aqueous Developer: Product Data Sheetbachrul ulumNo ratings yet
- Handout For HydrologyDocument50 pagesHandout For Hydrologysiay mekonnenNo ratings yet
- 2 Particle Removal MechanismsDocument13 pages2 Particle Removal MechanismsThisIs MyCatNo ratings yet
- Filtro CsPVADocument8 pagesFiltro CsPVASeras VictoriaNo ratings yet
- Petroleum: Peyman Kor, Riyaz KharratDocument6 pagesPetroleum: Peyman Kor, Riyaz KharratAhmed Ali AlsubaihNo ratings yet
- 06543G IndexDocument33 pages06543G IndexFrandi BarasaNo ratings yet
- Smokesabre Flyer English LI3220 1Document2 pagesSmokesabre Flyer English LI3220 1DiegoNo ratings yet
- Kvetoslav R Spurny Editor Analytical Chemistry of Aerosols ScienceDocument499 pagesKvetoslav R Spurny Editor Analytical Chemistry of Aerosols ScienceShibu Arjunan100% (1)
- AB-SI-4593-16 PARC - Zawtika Phase IC - Instrument Gas Filter - InternalDocument16 pagesAB-SI-4593-16 PARC - Zawtika Phase IC - Instrument Gas Filter - InternalpragatheeskNo ratings yet
- Experiment of Water Aerosol Estimations of Droplet ParametersDocument12 pagesExperiment of Water Aerosol Estimations of Droplet Parameterskontiki500No ratings yet
- Airborne Aerosols MeasurementDocument9 pagesAirborne Aerosols MeasurementMadalina CojocariuNo ratings yet
- Study GuideDocument17 pagesStudy GuideKellie PacanowskiNo ratings yet
- BS Iso 27427-2013Document60 pagesBS Iso 27427-2013Mohamed Wahby HusseinNo ratings yet
- CamSafe BrochureDocument9 pagesCamSafe BrochureArshavin Watashi WaNo ratings yet
- Aluminum Metal Powders in Pyrotechnics: K.L. and B.J. KosankeDocument9 pagesAluminum Metal Powders in Pyrotechnics: K.L. and B.J. Kosankeolindo d'andreaNo ratings yet
- Dental Update - June 2020Document78 pagesDental Update - June 2020Areg GhazaryanNo ratings yet
- Ethers of AscorbateDocument70 pagesEthers of AscorbateEti KaizenNo ratings yet
- Air Microbiology 2nd YrDocument47 pagesAir Microbiology 2nd YrBlueSagaNo ratings yet
- Pharmaceutical PackagingDocument4 pagesPharmaceutical PackagingYousifNo ratings yet
- CHAP 14 Disperse SystemsDocument14 pagesCHAP 14 Disperse SystemstiaraNo ratings yet
- LR Energy Guidance Notes For The Calculation of Probabilistic Explosion LoadsDocument18 pagesLR Energy Guidance Notes For The Calculation of Probabilistic Explosion LoadsjmScriNo ratings yet
- ScientificProgramSchedule iGAC2014Document53 pagesScientificProgramSchedule iGAC2014Dora S ArgañarazNo ratings yet
- AerosolsDocument29 pagesAerosolsKulbhushan SharmaNo ratings yet
- AEROSIL® and SIPERNAT® Silica: Versatile Raw Materials For Personal Care FormulationsDocument20 pagesAEROSIL® and SIPERNAT® Silica: Versatile Raw Materials For Personal Care FormulationsSochiTonyNo ratings yet
- Using ISO Quality Standards To: Plan Your Compressed Air SystemDocument12 pagesUsing ISO Quality Standards To: Plan Your Compressed Air SystemTehreem FatimaNo ratings yet