Download as pdf or txt
You might also like
- UNI en ISO 3834-5-2021-Parte 5 Documenti Ai Quali È Necessario ConformarsiDocument18 pagesUNI en ISO 3834-5-2021-Parte 5 Documenti Ai Quali È Necessario ConformarsiGiovanni LupoliBVNo ratings yet
- En 10301-2003 PDFDocument32 pagesEn 10301-2003 PDFDanilo FornaroNo ratings yet
- Istruzione Operativa RTDocument2 pagesIstruzione Operativa RTGioAnge0% (1)
- GASD C.09.05.10 - r2Document3 pagesGASD C.09.05.10 - r2ninoNo ratings yet
- Bozza Finale UNI 11325Document30 pagesBozza Finale UNI 11325pindarello100% (1)
- Uni en Iso 10042 - 2007Document32 pagesUni en Iso 10042 - 2007Eur-Ing Nicola GalluzziNo ratings yet
- Norma Iso 2409Document6 pagesNorma Iso 2409Matteo PeddisNo ratings yet
- UNI EN 10204-2005.-.Certificati 3.1Document28 pagesUNI EN 10204-2005.-.Certificati 3.1fpiccoli_4100% (1)
- UNI - EN - ISO - 6892 - 1 - 2009 - 01 TradottoDocument11 pagesUNI - EN - ISO - 6892 - 1 - 2009 - 01 Tradottopaperinik_pap0% (1)
- Eurocodice 3-1-10 - ITDocument20 pagesEurocodice 3-1-10 - ITAgliozzoNo ratings yet
- Uni en 10341-2006Document23 pagesUni en 10341-2006koalaboiNo ratings yet
- Etag 001 Allegato C ItDocument31 pagesEtag 001 Allegato C ItjimmyfontanaNo ratings yet
- La Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Document32 pagesLa Marcatura Ce Dei Componenti Strutturali in ACCIAIO SECONDO LA EN 1090-1 e Il CPR 305/2011Kevin DudleyNo ratings yet
- 1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)Document32 pages1 Elementi Strutturali in Acciaio en 1090 VERONA - PPT (Compatibility Mode)sviluppi____No ratings yet
- En 1090 - UnsiderDocument50 pagesEn 1090 - UnsiderAnonymous zxFhXenNo ratings yet
- Uni en 12543-2 - (2008)Document14 pagesUni en 12543-2 - (2008)Eur-Ing Nicola GalluzziNo ratings yet
- TRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaDocument14 pagesTRADUZIONE ISO 8502-9 - Valutazione Dei Sali Solubili Superficiali Mediante Calcolo Della Conduttività ElettricaDanilo AmendolaNo ratings yet
- 26 11 en 60974 12Document18 pages26 11 en 60974 12tatacpsNo ratings yet
- Prodotti Inclusi Ed Esclusi Dalla en 1090-1Document8 pagesProdotti Inclusi Ed Esclusi Dalla en 1090-1claudiopataniaNo ratings yet
- Serbatoi - Controllo Visivo e SpessimetriaDocument64 pagesSerbatoi - Controllo Visivo e Spessimetriaebertinotti-1No ratings yet
- Controllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)Document16 pagesControllo Con Ultrasuoni Di Prodotti Piani Di Acciaio Con Spessore Maggiore o Uguale A 6 MM (Metodo Per Ri Essione)AlessioNo ratings yet
- Slides UNI EN ISO 3834 PDFDocument57 pagesSlides UNI EN ISO 3834 PDFnz578427No ratings yet
- Uni en 14384Document31 pagesUni en 14384giskardrevNo ratings yet
- Uni enDocument16 pagesUni enmfulgosi1231No ratings yet
- Capitolo 7Document62 pagesCapitolo 7nonwolfNo ratings yet
- Scheda Tecnica Norma en 10025Document8 pagesScheda Tecnica Norma en 10025fil maccNo ratings yet
- R02Document13 pagesR02Sting TejadaNo ratings yet
- 02 Reti Idranti 10779Document66 pages02 Reti Idranti 10779Daniele RossiNo ratings yet
- Iso 12944 2018Document20 pagesIso 12944 2018Danilo AmendolaNo ratings yet
- Iso 15614Document35 pagesIso 15614Angelo Razzano0% (1)
- UNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioDocument21 pagesUNI EN 10308 - 2004 - EIT Prove Non Distruttive Controllo Con Ultrasuoni Delle Barre Di AcciaioMarcoNo ratings yet
- General Packing GPI-Metalliche - GASKETDocument44 pagesGeneral Packing GPI-Metalliche - GASKETAnonymous yQ7SQrNo ratings yet
- Uni en 13068-2 - 2001 PDFDocument13 pagesUni en 13068-2 - 2001 PDFEur-Ing Nicola GalluzziNo ratings yet
- Oerlikon CatalogueDocument422 pagesOerlikon CatalogueAnonymous l1bU4xmdo100% (1)
- TESI - Ultrasuoni X Difetti GhisaDocument97 pagesTESI - Ultrasuoni X Difetti GhisastancopiuNo ratings yet
- UNI en 10083-3 - Ed. 2006 - Parte 3Document58 pagesUNI en 10083-3 - Ed. 2006 - Parte 3Renato AlbinoNo ratings yet
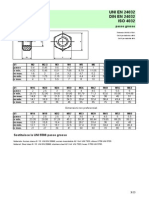
- Dadi Uni en 24032Document1 pageDadi Uni en 24032frank_the_bangNo ratings yet
- Danieli: Realizzazione Di Strutture e Tubazioni SaldateDocument11 pagesDanieli: Realizzazione Di Strutture e Tubazioni SaldateBralin Villalba GutierrezNo ratings yet
- Nuova PED 2014-68-UE PDFDocument96 pagesNuova PED 2014-68-UE PDFEnricoFurlanNo ratings yet
- Verifica Saldatura A Cordone D'angoloDocument1 pageVerifica Saldatura A Cordone D'angoloTommaso PasconNo ratings yet
- Linee Guida PED - 2Document31 pagesLinee Guida PED - 2tazzorroNo ratings yet
- Uni en 14096-2 - (2003)Document11 pagesUni en 14096-2 - (2003)Eur-Ing Nicola GalluzziNo ratings yet
- Uni en Iso 17652-4-2004Document12 pagesUni en Iso 17652-4-2004MAURONo ratings yet
- Uni en Iso 11699-1 2011 enDocument20 pagesUni en Iso 11699-1 2011 ennaimiwaelNo ratings yet
- UNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoDocument24 pagesUNI en 10305-2 - 2003 - Tubi Di Acciaio Per Impieghi Di Precisione - Parte 1 Tubi Saldati Trafilati A FreddoAddul Omman NailNo ratings yet
- 2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFDocument99 pages2016 01 15 - Direttiva - Macchine - Elenco Norme Armonizzate PDFStefano Nyborg GiliNo ratings yet
- Uni en Iso 11202Document28 pagesUni en Iso 11202simoNo ratings yet
- Cei 11-27 - Inchiesta PubblicaDocument75 pagesCei 11-27 - Inchiesta PubblicaSebastiano PalaNo ratings yet
- En22553 1997 PDFDocument58 pagesEn22553 1997 PDFEur-Ing Nicola GalluzziNo ratings yet
- 3834-2 It enDocument26 pages3834-2 It enMarcoNo ratings yet
- Presentazione en 1090-2 RINADocument22 pagesPresentazione en 1090-2 RINAPasquale CutriNo ratings yet
- 2827 Ed4Document18 pages2827 Ed4anhthoNo ratings yet
- Uni en Iso 7438 - 2005Document18 pagesUni en Iso 7438 - 2005savvymovNo ratings yet
- AICQ Spiegazione Della 1090 UNI en 1090Document3 pagesAICQ Spiegazione Della 1090 UNI en 1090Pippo VenetoNo ratings yet
- UNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraDocument28 pagesUNI en 10083-1 2006 Acciai Da Bonifica Condizioni Tecniche Generali Di FornituraoslatNo ratings yet
- ETAG 001 PARTE 1 ItDocument54 pagesETAG 001 PARTE 1 ItjimmyfontanaNo ratings yet
- pn16 25Document3 pagespn16 25marpadanNo ratings yet
- Eta09 0013 TTM Multi Eng Fin enDocument27 pagesEta09 0013 TTM Multi Eng Fin enRui TerrasNo ratings yet
- En 1090 La Marcatura Ce Dei Componenti Strutturali - Icim - Forni PDFDocument30 pagesEn 1090 La Marcatura Ce Dei Componenti Strutturali - Icim - Forni PDFsergiononsaiNo ratings yet
- CND TestDocument84 pagesCND TestDaniele CrescimbeniNo ratings yet