Download as docx, pdf, or txt
You might also like
- Paracord Outdoor Gear Projects: Simple Instructions for Survival Bracelets and Other DIY ProjectsFrom EverandParacord Outdoor Gear Projects: Simple Instructions for Survival Bracelets and Other DIY ProjectsRating: 4 out of 5 stars4/5 (3)
- Misinterpretation of TasawwufDocument260 pagesMisinterpretation of TasawwufSpirituality Should Be LivedNo ratings yet
- CHAPTER 2 Riveted, Bolted and Welded ConnectionsDocument9 pagesCHAPTER 2 Riveted, Bolted and Welded ConnectionsAeron Xavier PimentelNo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Aerospace Structural Metals HandbookDocument91 pagesAerospace Structural Metals Handbookcharles_boyle_3100% (1)
- New - 4 - Flares FinalDocument49 pagesNew - 4 - Flares FinalMamdouhAlhanafy83% (12)
- From Wikipedia, The Free Encyclopedia: Internal ExternalDocument15 pagesFrom Wikipedia, The Free Encyclopedia: Internal ExternalShishir DwivediNo ratings yet
- Sharda University: Topic-Screw Thread and Minor DiameterDocument10 pagesSharda University: Topic-Screw Thread and Minor DiameterHimanshu GeraNo ratings yet
- Threads in MechanicalDocument8 pagesThreads in MechanicalJagdeep SekhonNo ratings yet
- Article - Screw Threads DesignDocument7 pagesArticle - Screw Threads DesignjdfdfererNo ratings yet
- Screw Thread PDFDocument45 pagesScrew Thread PDFPandurang Nalawade75% (4)
- Screw ThreadsDocument37 pagesScrew ThreadsOmkaar SinghNo ratings yet
- ME374 - Module 5 (Updated)Document45 pagesME374 - Module 5 (Updated)VinNo ratings yet
- Thread and Gear MeasurementDocument142 pagesThread and Gear Measurementshiva100% (1)
- Screw ThreadsDocument7 pagesScrew ThreadsVille4everNo ratings yet
- Explanation Screws and ThreadsDocument22 pagesExplanation Screws and Threadsjc casordNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementAbhishek Kumar100% (1)
- Screw Thread TerminologyDocument7 pagesScrew Thread TerminologyAmin SalahNo ratings yet
- Bolts, Nuts and KeysDocument32 pagesBolts, Nuts and KeysAmalkrishna KrishnaNo ratings yet
- ME374 Module 5Document42 pagesME374 Module 5Birondo100% (1)
- Threads and Threaded FastenersDocument12 pagesThreads and Threaded FastenersPalaNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementPiu KunduNo ratings yet
- Screw Thread Measurement New1 (Autosaved)Document67 pagesScrew Thread Measurement New1 (Autosaved)Aditi KaradeNo ratings yet
- Filete ASMEDocument28 pagesFilete ASMEMarcel MaresNo ratings yet
- Screw Thread ReportDocument17 pagesScrew Thread Reportkittikhun_simlee100% (1)
- Screw Threadlec12 MergedDocument90 pagesScrew Threadlec12 MergedJames EstradaNo ratings yet
- Unit 3Document120 pagesUnit 3ramesh_h2002No ratings yet
- Thread and Thread CuttingDocument9 pagesThread and Thread Cuttinglyk zNo ratings yet
- Screw ThreadDocument19 pagesScrew ThreadKishore PalaapalliNo ratings yet
- Drafting ThreadsDocument15 pagesDrafting Threadsm_stasys9939No ratings yet
- Making A Screw ThreadDocument38 pagesMaking A Screw Threadtamilselvan416No ratings yet
- Bolts (Screws) and Nuts: External Thread Internal ThreadDocument8 pagesBolts (Screws) and Nuts: External Thread Internal ThreadLanugan, Jenkhen B.No ratings yet
- Lecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziDocument30 pagesLecture Prepared By: GP Capt Dr. Hamid Ullah Khan NiaziAkulNo ratings yet
- Thread DetailsDocument27 pagesThread DetailsN.PalaniappanNo ratings yet
- Design of Bolted JointsDocument63 pagesDesign of Bolted Joints208W1A1027Sec-A LINGAMANENI KOWSHIKNo ratings yet
- Threaded JointsDocument23 pagesThreaded JointsSreejith MohanNo ratings yet
- Topic 1 Design of FastenersDocument15 pagesTopic 1 Design of FastenersSimon David100% (1)
- Nuts&Bolts SignedDocument13 pagesNuts&Bolts SignedMomchil YordanovNo ratings yet
- Power ScrewDocument6 pagesPower ScrewDeepak KrishnanNo ratings yet
- CH 6 ConnectionsDocument11 pagesCH 6 ConnectionsAndre MadilaNo ratings yet
- .Au Thread TypesDocument11 pages.Au Thread TypesHariNo ratings yet
- Reading Material FastenersDocument26 pagesReading Material FastenersAbhinav SrivastavaNo ratings yet
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- 07A. 03. Screw Thread Formation of ThreadDocument31 pages07A. 03. Screw Thread Formation of ThreadHarshit joshiNo ratings yet
- Project For Mechanical DrawingDocument19 pagesProject For Mechanical DrawingMoh AmmNo ratings yet
- Fastener HandbookDocument26 pagesFastener HandbookMomchil YordanovNo ratings yet
- The Measurement of Threads by The Three Wire MethodDocument3 pagesThe Measurement of Threads by The Three Wire MethodrummanomarNo ratings yet
- Design of Fastners - Screwed JointsDocument25 pagesDesign of Fastners - Screwed JointsKunal AhiwaleNo ratings yet
- Unit-Iii Concepts of MeasurementDocument53 pagesUnit-Iii Concepts of MeasurementSaravanan ShriNo ratings yet
- Form MetrologyDocument67 pagesForm Metrologymrbalaji88No ratings yet
- Screw FastenersDocument17 pagesScrew FastenersZojj UliNo ratings yet
- MTE 305 Topic 6Document11 pagesMTE 305 Topic 6israelkolawole599No ratings yet
- MMM Unit 3 Screw Thread2Document7 pagesMMM Unit 3 Screw Thread2Santosh JaltareNo ratings yet
- Threads Design in SolidWorksDocument12 pagesThreads Design in SolidWorksRicky TerryNo ratings yet
- Chap 1-Dwg TerminologyDocument32 pagesChap 1-Dwg TerminologyZhafri SyazwiNo ratings yet
- Chain Maille Wire Weaving: How to Make Chain Maille With Affordable Metals and Minimal ToolsFrom EverandChain Maille Wire Weaving: How to Make Chain Maille With Affordable Metals and Minimal ToolsNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Net Making Made Simple - A Guide to Making Nets for Sport and HomeFrom EverandNet Making Made Simple - A Guide to Making Nets for Sport and HomeNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- 2010 PriusDocument5 pages2010 PriusNext Day Design -Glassco Global LLCNo ratings yet
- Verb Patterns: Verb + Infinitive or Verb + - Ing?: Verbs Followed by A To-InfinitiveDocument5 pagesVerb Patterns: Verb + Infinitive or Verb + - Ing?: Verbs Followed by A To-InfinitiveTeodora PluskoskaNo ratings yet
- Redline Catalog 2008Document32 pagesRedline Catalog 2008LTNo ratings yet
- DLL Science 9 JulyDocument10 pagesDLL Science 9 JulyMark Kiven MartinezNo ratings yet
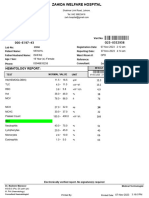
- Hematology Report:: MRN: Visit NoDocument1 pageHematology Report:: MRN: Visit Nojuniadsheikh6No ratings yet
- NIFLECDocument6 pagesNIFLECRonald Ariyanto WiradirnataNo ratings yet
- Chapters: 10 Date: Total Marks: 30 TimeDocument2 pagesChapters: 10 Date: Total Marks: 30 TimeseakanugaNo ratings yet
- FarmMachineryEquipment I ManualDocument51 pagesFarmMachineryEquipment I ManualBea SmithNo ratings yet
- 193 Series - Hammond ChokeDocument2 pages193 Series - Hammond ChokeMario RossiNo ratings yet
- Wire Rope Selection Criteria For Dam Gate OperationDocument65 pagesWire Rope Selection Criteria For Dam Gate OperationTimbo6808No ratings yet
- FMEDA E3 ModulevelDocument21 pagesFMEDA E3 ModulevelRonny AjaNo ratings yet
- Operating Manual Parts List: 1500VMC (FANUC 0iMD)Document261 pagesOperating Manual Parts List: 1500VMC (FANUC 0iMD)apodsh100% (1)
- Healthy Lifestyle Ideas For Truck Drivers: EFS-IFR Anul I UBB Cluj 2019Document12 pagesHealthy Lifestyle Ideas For Truck Drivers: EFS-IFR Anul I UBB Cluj 2019Pap RobertNo ratings yet
- 11 VESDA Pipes and Fittings TDS AQ IE LoresDocument4 pages11 VESDA Pipes and Fittings TDS AQ IE Loresarmand isakhNo ratings yet
- Brenes 2006Document6 pagesBrenes 2006Alfonso CáceresNo ratings yet
- Mineral Processing Laboratory ManualDocument43 pagesMineral Processing Laboratory Manualalnemangi100% (1)
- Lucas Generator and Control Box TestsDocument28 pagesLucas Generator and Control Box TestssunhuynhNo ratings yet
- Simulação Sistema Altherma Piso RadianteDocument17 pagesSimulação Sistema Altherma Piso Radiantecmso1No ratings yet
- SECTEC AI WIFI YCC365 PLUS Camera Pricelist201906Document5 pagesSECTEC AI WIFI YCC365 PLUS Camera Pricelist201906Glenn JattanNo ratings yet
- Tejashwini Internship ReportDocument35 pagesTejashwini Internship ReportBro FistoNo ratings yet
- Gateway To Art - 1.08Document40 pagesGateway To Art - 1.08i am bubbleNo ratings yet
- Child - Cerebral PalsyDocument3 pagesChild - Cerebral PalsyJamie Icabandi67% (3)
- Detection Limits of Chemical Sensors: Applications and MisapplicationsDocument7 pagesDetection Limits of Chemical Sensors: Applications and MisapplicationsElbahi DjaalabNo ratings yet
- Cardiovascular Drift and Cerebral and Muscle Tissue Oxygenation During Prolonged Cycling at Different Pedalling CadencesDocument12 pagesCardiovascular Drift and Cerebral and Muscle Tissue Oxygenation During Prolonged Cycling at Different Pedalling CadencesBob UeckerleleNo ratings yet
- 143 Modele CV Etats Unis ResumeDocument2 pages143 Modele CV Etats Unis ResumeGaoussou SangareNo ratings yet
- Unexplained Mysteries - Mona Lisa's Eyes Reveal CodeDocument33 pagesUnexplained Mysteries - Mona Lisa's Eyes Reveal CodeFirst LastNo ratings yet
- HyperlipidemiaDocument29 pagesHyperlipidemiagowthamNo ratings yet