Download as pdf or txt
You might also like
- The Indexing or Dividing HeadDocument58 pagesThe Indexing or Dividing HeadC.E. Ishmeet SinghNo ratings yet
- A Diet ProblemDocument10 pagesA Diet Problemabdul ghaffarNo ratings yet
- Design of Milling Cutters1Document67 pagesDesign of Milling Cutters1Ebrahim Abdullah HanashNo ratings yet
- Cutting Gears With Form ToolsDocument4 pagesCutting Gears With Form ToolssonytechoNo ratings yet
- Mechatronics MCQDocument14 pagesMechatronics MCQNandakrishnan S L75% (8)
- Making A Spur GearDocument9 pagesMaking A Spur GearHaraprasad DolaiNo ratings yet
- IndexingDocument10 pagesIndexingsaddam hosenNo ratings yet
- Machining Science 2 Solution Copy 2Document6 pagesMachining Science 2 Solution Copy 2DIPAK VINAYAK SHIRBHATENo ratings yet
- Unit - V: Manufacturing TechnologyDocument54 pagesUnit - V: Manufacturing TechnologyIjanSahrudinNo ratings yet
- Gear Terms and DefinitionsDocument5 pagesGear Terms and DefinitionsAaron_Liu_1555No ratings yet
- IndexingDocument25 pagesIndexingJaymin PatelNo ratings yet
- Drillingjig 181228111255Document15 pagesDrillingjig 181228111255Odlnayer AllebramNo ratings yet
- Multi Point Cutting Tool Design PDFDocument73 pagesMulti Point Cutting Tool Design PDFsrutiiNo ratings yet
- Introduction To GearsDocument28 pagesIntroduction To Gearssandeep_gaikwad2100% (4)
- LAB REPORT of Gear Hobbing MachineDocument6 pagesLAB REPORT of Gear Hobbing MachineAhtisham AmjadNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- ShavingDocument8 pagesShavingkarthikNo ratings yet
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (2)
- Worm GearingDocument12 pagesWorm Gearinganon_590747615100% (4)
- Tolerances, Limits, Fits and Surface FinishDocument6 pagesTolerances, Limits, Fits and Surface FinishRap itttt100% (5)
- LatheDocument4 pagesLatheAnees Calicut100% (1)
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- Study of Sine BarDocument6 pagesStudy of Sine BarMaria Mehar100% (2)
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument20 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Lecture 4 Theory of Chips FormationDocument53 pagesLecture 4 Theory of Chips Formationnickokinyunyu11No ratings yet
- Orthogonal and Oblique CuttingDocument59 pagesOrthogonal and Oblique Cuttingravi upadhyayNo ratings yet
- Lathe OperationsDocument35 pagesLathe OperationsMuraliNo ratings yet
- Use of Dividing HeadDocument20 pagesUse of Dividing Headajs_pto3117No ratings yet
- Tool AnglesDocument13 pagesTool AnglesAkshay KakaniNo ratings yet
- Drill JigsDocument195 pagesDrill JigsArun PeriyasamyNo ratings yet
- Spur Gears - SlidesDocument45 pagesSpur Gears - SlidesKim Jeff BeringuelNo ratings yet
- Methods of Mounting of Jobs and Cutting ToolsDocument19 pagesMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikNo ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- 02 Dividing Head 1Document22 pages02 Dividing Head 1farid said errahmaniNo ratings yet
- Lathe DesignDocument11 pagesLathe DesignShiyas Basheer0% (1)
- Gears, Types and ItsDocument22 pagesGears, Types and ItsBravo VermaNo ratings yet
- Program Structure of CNC Machines According To PALDocument16 pagesProgram Structure of CNC Machines According To PALmanuel_plfNo ratings yet
- Computing Die Thickness and MarginsDocument3 pagesComputing Die Thickness and MarginsAnand PrajapatiNo ratings yet
- BME Lecture 5 ShaperDocument6 pagesBME Lecture 5 ShaperRoop LalNo ratings yet
- Capstone and Turret LatheDocument1 pageCapstone and Turret Lathesanjeevbijarnia01No ratings yet
- Gearthread 120918023938 Phpapp01Document50 pagesGearthread 120918023938 Phpapp01Bakkiya RajNo ratings yet
- Cutting Tools & Tool HoldersDocument38 pagesCutting Tools & Tool HoldersWilliam SalazarNo ratings yet
- Departmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear CuttingDocument7 pagesDepartmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear Cuttingnisteelroy100% (1)
- IndexingDocument44 pagesIndexingKumarGaurav75% (4)
- Gear MillingDocument54 pagesGear MillingMichael Castro AbuduNo ratings yet
- Gear MakingDocument145 pagesGear Makingandhab1No ratings yet
- The Involute Curve, Drafting A Gear in CAD and Applications by Nick CarterDocument12 pagesThe Involute Curve, Drafting A Gear in CAD and Applications by Nick Carterseis11No ratings yet
- How To Measure The Pressure Angle of A Physical Spur GearDocument16 pagesHow To Measure The Pressure Angle of A Physical Spur Gearian_new100% (2)
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing Headmish bernsNo ratings yet
- Simple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRDocument9 pagesSimple and Inexpensive Hobbing For The General Shop: Robert H. Sturges, JRInternational Journal of Engineering Inventions (IJEI)No ratings yet
- Definition of Spur Gear - A Gearwheel With Teeth Projecting Parallel To The Wheel's Axis. Nomenclature of Spur GearDocument6 pagesDefinition of Spur Gear - A Gearwheel With Teeth Projecting Parallel To The Wheel's Axis. Nomenclature of Spur GearMichael Angelo ComediaNo ratings yet
- The Involute Curve, Drafting A Gear in CAD and ApplicationsDocument15 pagesThe Involute Curve, Drafting A Gear in CAD and ApplicationsPepe Garcia CruzNo ratings yet
- Title: Fluid Mechanics IIDocument8 pagesTitle: Fluid Mechanics IIMuhammad WaleedNo ratings yet
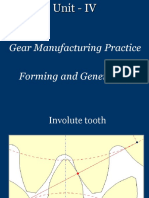
- Gear Manufacturing Practice Forming and GeneratingDocument142 pagesGear Manufacturing Practice Forming and Generatingitsmeagain0602No ratings yet
- Forging New Generations of EngineersDocument22 pagesForging New Generations of EngineersflorenceprasadNo ratings yet
- Indexing - Fdup 20 21Document39 pagesIndexing - Fdup 20 21AHMAD MUSANo ratings yet
- The Indexing or Dividing HeadDocument55 pagesThe Indexing or Dividing HeadShrinivas BhatNo ratings yet
- Mod17 - Broaching, Gear Cutting OperationsDocument23 pagesMod17 - Broaching, Gear Cutting OperationsSatish Raja DhulipalaNo ratings yet
- MCTD LabDocument38 pagesMCTD LabnidhidarklordNo ratings yet
- Indexing HeadDocument3 pagesIndexing HeadAnwar ArifNo ratings yet
- Solution Manual of Viscous Flow Fluid White Chapter 3Document55 pagesSolution Manual of Viscous Flow Fluid White Chapter 3Nandakrishnan S LNo ratings yet
- Dry Density ValuesDocument4 pagesDry Density ValuesNandakrishnan S LNo ratings yet
- Calculus of Variations: Lecture Notes OnDocument88 pagesCalculus of Variations: Lecture Notes OnNandakrishnan S L0% (1)
- New Doc 28Document25 pagesNew Doc 28Nandakrishnan S LNo ratings yet
- En Wikipedia Org Wiki National Mineral Development CorporationDocument4 pagesEn Wikipedia Org Wiki National Mineral Development CorporationNandakrishnan S LNo ratings yet
- A Brief Survey of Vehicle Seat Test Specifications: John M. DavisDocument3 pagesA Brief Survey of Vehicle Seat Test Specifications: John M. DavisNandakrishnan S LNo ratings yet
- Lab PDFDocument13 pagesLab PDFvinslinNo ratings yet
- Coastal Erosion Prevention by Geotextile Tube TechnologyDocument28 pagesCoastal Erosion Prevention by Geotextile Tube TechnologyNandakrishnan S L100% (2)
- EprDocument8 pagesEprcyrimathewNo ratings yet
- By Sin I Rise Part Two Sins - Cora ReillyDocument237 pagesBy Sin I Rise Part Two Sins - Cora ReillyNour Al-khatib50% (2)
- Cerro de PascoDocument2 pagesCerro de PascoevelynNo ratings yet
- Asian Games Village at Haus Khaz by Raj RewalDocument18 pagesAsian Games Village at Haus Khaz by Raj RewalGowthaman MaruthamuthuNo ratings yet
- Experiment 2 - Classes and Changes in MatterDocument4 pagesExperiment 2 - Classes and Changes in MatterLaurrence CapindianNo ratings yet
- Scott Meech Etec 500 Journal AssignmentDocument7 pagesScott Meech Etec 500 Journal Assignmentapi-373684092No ratings yet
- TM9 8031 2 Power Train Body and Frame M37 SeriesDocument557 pagesTM9 8031 2 Power Train Body and Frame M37 Seriesdieudecafe100% (2)
- A Review On The Law of Supply and Demand (Part 1)Document25 pagesA Review On The Law of Supply and Demand (Part 1)Janiña NatividadNo ratings yet
- MV Network Design & Devices SelectionDocument37 pagesMV Network Design & Devices SelectionMohammad KhodadadNo ratings yet
- Ac 19-Aircraft LeasingDocument8 pagesAc 19-Aircraft LeasingKINGDOEMSELYNo ratings yet
- Interim E-Notarial Rules (As of July 5 2020)Document20 pagesInterim E-Notarial Rules (As of July 5 2020)Ken LimNo ratings yet
- LOGIT ONE RegistrationDocument24 pagesLOGIT ONE RegistrationsitsekharNo ratings yet
- Lembar Permintaan Obat Unit UgdDocument3 pagesLembar Permintaan Obat Unit Ugdpuskesmas anyarNo ratings yet
- SynopsisDocument2 pagesSynopsisSanketDhandeNo ratings yet
- Online Entrance Test Instructions For CandidatesDocument20 pagesOnline Entrance Test Instructions For Candidatesshamimshafeb2005No ratings yet
- 381 - Real Time Communication Between Dumb, Deaf and Blind People Using Voice & Gesture With MatlabDocument4 pages381 - Real Time Communication Between Dumb, Deaf and Blind People Using Voice & Gesture With MatlabBhaskar Rao PNo ratings yet
- A Sound of Thunder - Reading Response ADocument3 pagesA Sound of Thunder - Reading Response AAhsan HomarNo ratings yet
- 2021 Specimen Paper 4 PDFDocument6 pages2021 Specimen Paper 4 PDFZain CruiseNo ratings yet
- Shri Mata Vaishno Devi Shrine Board - Welcome To Online ServicesDocument4 pagesShri Mata Vaishno Devi Shrine Board - Welcome To Online Servicesphool baghNo ratings yet
- Session #9 SAS - Nutrition (Lecture)Document9 pagesSession #9 SAS - Nutrition (Lecture)Mariel Gwen RetorcaNo ratings yet
- Ust HtaDocument5 pagesUst HtaSteven SantosNo ratings yet
- ISKCON GBC Role and ResponsibilityDocument11 pagesISKCON GBC Role and ResponsibilityDeenanathaNo ratings yet
- Bardwell Choir Permission Slip 2013-2014Document2 pagesBardwell Choir Permission Slip 2013-2014api-235451237No ratings yet
- Buckling and Ultimate Strength Assessment For Offshore Structures APRIL 2004Document5 pagesBuckling and Ultimate Strength Assessment For Offshore Structures APRIL 2004Flávio RodriguesNo ratings yet
- Operator'S Manual: 9 In. Band SawDocument26 pagesOperator'S Manual: 9 In. Band SawMustafa KutanisNo ratings yet
- Action Plan - Science Dept 2022-2023Document4 pagesAction Plan - Science Dept 2022-2023KIM MARLON GANOBNo ratings yet
- Amul Vs Baskin FinalDocument38 pagesAmul Vs Baskin FinalPramod PrajapatiNo ratings yet
- FACTURADocument1 pageFACTURAAnny CañasNo ratings yet
- Mcdonald's - Group 5Document57 pagesMcdonald's - Group 5Thanh Trà100% (1)