Download as pdf or txt
You might also like
- First Quarter TestDocument6 pagesFirst Quarter TestBenj AlejoNo ratings yet
- Division 2 - Site WorkDocument14 pagesDivision 2 - Site WorkWincelet CelestinoNo ratings yet
- Design of RCC Chimney-6Document16 pagesDesign of RCC Chimney-6Rahul Nampalliwar50% (2)
- Design of RCC Chimney-1Document32 pagesDesign of RCC Chimney-1Rahul Nampalliwar71% (7)
- Design of Rectangular Water TankDocument280 pagesDesign of Rectangular Water TankNoppolNorasri95% (42)
- PrEN 10138-1 - 2000 - Prestressing Steels Part 1 - General RequirementsDocument21 pagesPrEN 10138-1 - 2000 - Prestressing Steels Part 1 - General RequirementsDang LuongNo ratings yet
- Design Basis Report-FDocument17 pagesDesign Basis Report-FSripara KrishnaNo ratings yet
- 290 Sundancer Smart Craft ManualDocument33 pages290 Sundancer Smart Craft ManualMitch Williams100% (1)
- ROS Cheat SheetDocument2 pagesROS Cheat SheetAndrea SpencerNo ratings yet
- A Presentation On "3D Printing Technology"Document19 pagesA Presentation On "3D Printing Technology"Sherry BaigNo ratings yet
- Basic Structural Loads and StressesDocument79 pagesBasic Structural Loads and StressesVasanth KumarNo ratings yet
- TP Water RetainingDocument22 pagesTP Water RetainingChinthaka SomaratnaNo ratings yet
- Foundation Ring WallDocument3 pagesFoundation Ring WallDaniel Roberto Morales ContrerasNo ratings yet
- MOS For Minor Concrete Repair in APM2-Cooling Tower - MPCDocument37 pagesMOS For Minor Concrete Repair in APM2-Cooling Tower - MPCSHAIK ASIMUDDINNo ratings yet
- After How Much Time Concrete Should Be RejectedDocument7 pagesAfter How Much Time Concrete Should Be RejectedDEBOPRASAD BISWAS100% (1)
- Method Statement For Steel Structure Dent RectificationDocument13 pagesMethod Statement For Steel Structure Dent RectificationPrem ChristianNo ratings yet
- Non-Shrink GroutDocument7 pagesNon-Shrink GroutIm ChinithNo ratings yet
- Repair and RehablitationDocument18 pagesRepair and Rehablitationvennila-puviNo ratings yet
- ITP For MaterialDocument8 pagesITP For Material王正勤No ratings yet
- 03 Inspection Checklist - Receiving, Handling, Storage & Protection of Exhaust FansDocument2 pages03 Inspection Checklist - Receiving, Handling, Storage & Protection of Exhaust FansehteshamNo ratings yet
- CV - Structural Engineer - Hirenkumar RavalDocument7 pagesCV - Structural Engineer - Hirenkumar RavalHirNo ratings yet
- CracksDocument10 pagesCracksSyed Mohd MehdiNo ratings yet
- TN 192 Punching Shear Calculation in BuilderDocument24 pagesTN 192 Punching Shear Calculation in BuilderHieu100% (1)
- Storage Tank Hydrostatic TestDocument1 pageStorage Tank Hydrostatic TestQuekchNo ratings yet
- Specific Gravity and Absorption of Coarse Aggregate: Standard Test Method ForDocument5 pagesSpecific Gravity and Absorption of Coarse Aggregate: Standard Test Method ForDIDIER ANGEL LOPEZ RINCONNo ratings yet
- Sectional Testing of Pipe LineDocument2 pagesSectional Testing of Pipe LinesumitanuragNo ratings yet
- Inspection ChecklistsDocument43 pagesInspection Checklistsmuhammad.younisNo ratings yet
- Removal of Structures and Obstruction: Prepared By: Raymar B. CuerpoDocument9 pagesRemoval of Structures and Obstruction: Prepared By: Raymar B. Cuerporay cuerpoNo ratings yet
- Acceptance Criteria of Leak Test 1. Leak IdentificationDocument2 pagesAcceptance Criteria of Leak Test 1. Leak IdentificationBintang Atdi100% (1)
- Paint: Guide To Preparing Hot-Dip Galvanized Steel ForDocument12 pagesPaint: Guide To Preparing Hot-Dip Galvanized Steel ForEidrish ShaikhNo ratings yet
- Anaerobic Digester BrochureDocument8 pagesAnaerobic Digester BrochureGrey NghidengwaNo ratings yet
- Longitudinal Reversion of NEXOR HDPE PipesDocument5 pagesLongitudinal Reversion of NEXOR HDPE PipesLuna GamoNo ratings yet
- Chapter-3 Damage MechanismsDocument16 pagesChapter-3 Damage Mechanismssafeer ahmadNo ratings yet
- Rust-O-Cap FC: Technical DataDocument1 pageRust-O-Cap FC: Technical DataGunjan GaganNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- Installation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008Document14 pagesInstallation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008j_herndz100% (1)
- SOP - FRP Pipe Jointing Procedure.Document10 pagesSOP - FRP Pipe Jointing Procedure.Ali Mari BalochNo ratings yet
- Inspection and Test Plan: Activity: ITP For Inspection of Pile Load Test WorksDocument3 pagesInspection and Test Plan: Activity: ITP For Inspection of Pile Load Test WorksjitendraNo ratings yet
- 02 STRUCTURAL STEEL DESIGN IntroDocument21 pages02 STRUCTURAL STEEL DESIGN IntroRi MarkuNo ratings yet
- Api 653 Preparatory Important Open Book Questions: Professional Training and ConsultationDocument3 pagesApi 653 Preparatory Important Open Book Questions: Professional Training and ConsultationJeganeswaranNo ratings yet
- Reliance Api-653-Vol-2Document122 pagesReliance Api-653-Vol-2Bala KrishnanNo ratings yet
- MS HoneycombDocument3 pagesMS Honeycombmoytabura96No ratings yet
- Structure Analysis I Structure Analysis IDocument66 pagesStructure Analysis I Structure Analysis IbimantioNo ratings yet
- PEB Design BriefDocument13 pagesPEB Design BriefUmesh MaheshwariNo ratings yet
- WFP 2 01 Procedure R1Document8 pagesWFP 2 01 Procedure R1leodavid87No ratings yet
- ES-1652 Shell and Tube Heat Exchangers r0Document14 pagesES-1652 Shell and Tube Heat Exchangers r0Raul García (INNTELLIA)No ratings yet
- Vessels LDocument34 pagesVessels LMohammed.abudi1996No ratings yet
- NCSP 2015Document9 pagesNCSP 2015Jheric James Echon100% (1)
- Internal & External Inspection GuidelinesDocument5 pagesInternal & External Inspection Guidelinesgeverett2765No ratings yet
- Condenser Cladding InfoDocument37 pagesCondenser Cladding Infoabhishe_reenaNo ratings yet
- Riveted and Welded Pressure Vessels: Pamantasan NG Lungsod NG MaynilaDocument38 pagesRiveted and Welded Pressure Vessels: Pamantasan NG Lungsod NG MaynilaMikho Saligue100% (1)
- Pareto Analysis, Increasing Productivity - ProjectDocument58 pagesPareto Analysis, Increasing Productivity - Projectandi119No ratings yet
- Seismic Loads For Design of Structures (UBC-1997) - EngineersBayDocument10 pagesSeismic Loads For Design of Structures (UBC-1997) - EngineersBayJayChristian QuimsonNo ratings yet
- WI 2403 5C6 Simulated Post Weld Heat TreatmentDocument2 pagesWI 2403 5C6 Simulated Post Weld Heat Treatmentzhiqianxu100% (1)
- Bending Vs BucklingDocument8 pagesBending Vs BucklingPacha Khan KhogyaniNo ratings yet
- Tender Document 1 PDFDocument184 pagesTender Document 1 PDFAdityaNo ratings yet
- Hdpe Liner Installation and TestingDocument2 pagesHdpe Liner Installation and TestingGaneshNo ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
- BS 5964 - 2 Building Setting Out and Measurement PDFDocument36 pagesBS 5964 - 2 Building Setting Out and Measurement PDFTom YeeNo ratings yet
- Wind Load Calculations PDFDocument22 pagesWind Load Calculations PDFManjunathNo ratings yet
- FRP TanksDocument1 pageFRP TanksMakrand SakpalNo ratings yet
- CVE 407 Note 1Document33 pagesCVE 407 Note 1Abraham AmoduNo ratings yet
- Sa-7918-1, Rev A, (850146), 12.16.2018Document2 pagesSa-7918-1, Rev A, (850146), 12.16.2018Rami ELLOUMINo ratings yet
- Competency-Based Curriculum: Reinforced Steel Bar (RSB) Installation NC IiDocument68 pagesCompetency-Based Curriculum: Reinforced Steel Bar (RSB) Installation NC IiEva MarquezNo ratings yet
- Installation of Air Ducting: Standard Method StatementDocument18 pagesInstallation of Air Ducting: Standard Method StatementPhuNguyenHoangNo ratings yet
- Installation of Air Ducting: Standard Method StatementDocument21 pagesInstallation of Air Ducting: Standard Method StatementPhuNguyenHoangNo ratings yet
- Guide To The Inspection of Single Flue Industrial Steel ChimneysDocument17 pagesGuide To The Inspection of Single Flue Industrial Steel Chimneyssomnath karmakarNo ratings yet
- Va259 14 R 0224 002Document53 pagesVa259 14 R 0224 002raulneti1984No ratings yet
- Engineering Services by KBR Technical Services, IncDocument12 pagesEngineering Services by KBR Technical Services, IncgfgfNo ratings yet
- Design of RCC Chimney-5Document40 pagesDesign of RCC Chimney-5Rahul Nampalliwar100% (2)
- Design of RCC Chimney-3Document12 pagesDesign of RCC Chimney-3Rahul NampalliwarNo ratings yet
- GlobalDocument39 pagesGlobalRahul NampalliwarNo ratings yet
- Design of RCC Chimney-4Document16 pagesDesign of RCC Chimney-4Rahul Nampalliwar100% (1)
- Earth & Lightning Protection System For Enercon WECsDocument11 pagesEarth & Lightning Protection System For Enercon WECsRahul NampalliwarNo ratings yet
- Design of RCC Chimney-2Document38 pagesDesign of RCC Chimney-2Rahul NampalliwarNo ratings yet
- Harnessing The Power of The Moon: How Do We Go From ToDocument34 pagesHarnessing The Power of The Moon: How Do We Go From ToRahul NampalliwarNo ratings yet
- Energy From Tides and Waves: Dana Word, Chris Webber, Lacey Doucet, Bekah BeallDocument13 pagesEnergy From Tides and Waves: Dana Word, Chris Webber, Lacey Doucet, Bekah BeallRahul NampalliwarNo ratings yet
- Solar Energy PresentationDocument35 pagesSolar Energy PresentationRahul Nampalliwar100% (1)
- Future FuelsDocument68 pagesFuture FuelsRahul NampalliwarNo ratings yet
- Governor CristDocument13 pagesGovernor CristRahul NampalliwarNo ratings yet
- Non-Equatorial Otec Applications: William H. Kumm President, AelDocument23 pagesNon-Equatorial Otec Applications: William H. Kumm President, AelRahul NampalliwarNo ratings yet
- Sakthivel Rajamani: ToolsDocument5 pagesSakthivel Rajamani: ToolsSanthanu SugumaranNo ratings yet
- $TMP MAN 1263 001 00Document66 pages$TMP MAN 1263 001 00Ricardo AzevedoNo ratings yet
- Uputstva Za Održavanje I Upotrebu Objekta (Uou) : Consortium of MHPS/MHPS-E/RUDISDocument40 pagesUputstva Za Održavanje I Upotrebu Objekta (Uou) : Consortium of MHPS/MHPS-E/RUDISDalibor SimicNo ratings yet
- Foerster Circoflux 2014 enDocument6 pagesFoerster Circoflux 2014 enamirlove206No ratings yet
- EntityFrameworkCodeFirst&AspMVC 2.0Document41 pagesEntityFrameworkCodeFirst&AspMVC 2.0Kanoun AhmedNo ratings yet
- Jay Vasavada's - Best of Best Article Collection by I-Love-GujaratiDocument6 pagesJay Vasavada's - Best of Best Article Collection by I-Love-Gujaratii_love_gujarati100% (5)
- New Part CatalogueDocument68 pagesNew Part CatalogueDimas Hani Nurfalah100% (1)
- BS 65 - Pipes and FittingsDocument27 pagesBS 65 - Pipes and Fittingsvinaysa18gmailcomNo ratings yet
- Brics - Tri-Fold Brochure Rubric PDFDocument1 pageBrics - Tri-Fold Brochure Rubric PDFDessaNo ratings yet
- Top 9 Ethics IssuesDocument4 pagesTop 9 Ethics IssuesJuan Pablo SerraNo ratings yet
- Systemverilog Based Verification Environment For Wishbone Interface of Ahb-Wishbone BridgeDocument4 pagesSystemverilog Based Verification Environment For Wishbone Interface of Ahb-Wishbone Bridgemeghna veggalamNo ratings yet
- AI Assignment 2Document23 pagesAI Assignment 2rida faizNo ratings yet
- Controlled Rectifier Single Phase Full WaveDocument7 pagesControlled Rectifier Single Phase Full WaveJesus BecerraNo ratings yet
- DX DiagDocument29 pagesDX DiagSantosh UmachagiNo ratings yet
- Mcdonals PDFDocument29 pagesMcdonals PDFPancho1407No ratings yet
- Jit, Waiting Line, 5 S, Kaizen Qualiyty MGMT TechniquesDocument10 pagesJit, Waiting Line, 5 S, Kaizen Qualiyty MGMT Techniquesamitrao1983No ratings yet
- Propse GirlDocument72 pagesPropse GirlCassandra JonesNo ratings yet
- Uk OdinDocument2 pagesUk OdinAnonymous BrUMhCjbiBNo ratings yet
- Hydraulically Actuated Valve Deluge SystemDocument2 pagesHydraulically Actuated Valve Deluge Systemzepol051No ratings yet
- 1.2 Internal Control and RiskDocument84 pages1.2 Internal Control and Riskadrian100% (1)
- Applications of Nanotechnology in Civil EngineeringDocument3 pagesApplications of Nanotechnology in Civil EngineeringRicky Jay PadasasNo ratings yet
- Vegetable GuideDocument16 pagesVegetable GuidemealysrNo ratings yet
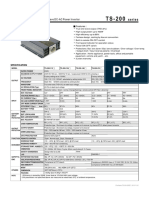
- TS 200Document2 pagesTS 200Kmila ClavijoNo ratings yet
- JBL Professional Series 1976 CatalogDocument27 pagesJBL Professional Series 1976 Catalogdkunz61No ratings yet
- Ulci4 14000XSBDocument1 pageUlci4 14000XSBjori ahuefafreeNo ratings yet