Download as pdf or txt
You might also like
- Plastic Flims For Food PackagingDocument300 pagesPlastic Flims For Food PackagingmuhammadNo ratings yet
- Guide To Inspections of Low Acid Canned Food Manufacturers - Part 2Document82 pagesGuide To Inspections of Low Acid Canned Food Manufacturers - Part 2william eduardo mercado navarroNo ratings yet
- Twist Off® Caps: More Than A ClosureDocument21 pagesTwist Off® Caps: More Than A ClosureDana Hodorogea100% (1)
- Group 4 Types of Packaging MaterialsDocument38 pagesGroup 4 Types of Packaging MaterialsRomiet Carmelo Mendoza CapuzNo ratings yet
- Bio PackagingDocument12 pagesBio PackagingSteven AmadeusNo ratings yet
- Packaging of Fresh and Processed MeatDocument20 pagesPackaging of Fresh and Processed MeatShriraj ThatteNo ratings yet
- Retort TechnologyDocument9 pagesRetort Technologysathwik sirigineediNo ratings yet
- Jdidjdgjfghklgjk Polytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentDocument6 pagesJdidjdgjfghklgjk Polytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentNorieanne GarciaNo ratings yet
- Improve Barrier PropertiesDocument28 pagesImprove Barrier PropertiesRitesh PatelNo ratings yet
- Polymers For Packaging IndustryDocument531 pagesPolymers For Packaging IndustrySharlowNo ratings yet
- Adhersives & BondingDocument19 pagesAdhersives & BondingSavindra SilvaNo ratings yet
- Retort PouchDocument4 pagesRetort PouchAlan YeohNo ratings yet
- Vci 2000 BrochureDocument8 pagesVci 2000 BrochuretechopelessNo ratings yet
- Pouch Case StudyDocument4 pagesPouch Case StudyHamid HamidNo ratings yet
- 3.Rigid-Plastic DSMGDocument32 pages3.Rigid-Plastic DSMGHabteyes AbateNo ratings yet
- Flat Die PET Film: Innovative Extrusion LinesDocument28 pagesFlat Die PET Film: Innovative Extrusion LinesMada PerwiraNo ratings yet
- Plastic Bottles and Bottle CapsDocument10 pagesPlastic Bottles and Bottle Capsikki kuroganeNo ratings yet
- Food Packaging Advanced Packaging: Purba Purnama, Ph. DDocument63 pagesFood Packaging Advanced Packaging: Purba Purnama, Ph. DDavid ElricoNo ratings yet
- Brochure Quality Confectionery - Eng - May 11Document8 pagesBrochure Quality Confectionery - Eng - May 11bikal_sthNo ratings yet
- 4.cleaning & Sterilization of ContainerDocument14 pages4.cleaning & Sterilization of ContainerHujjat UllahNo ratings yet
- Retort PouchDocument11 pagesRetort PouchbhaleshNo ratings yet
- 2006-Detecting Allergens in Food - ISBN-10 0-8493-2574-9Document457 pages2006-Detecting Allergens in Food - ISBN-10 0-8493-2574-9Othman Sirry El HefnawyNo ratings yet
- Plastic Film: Film StripDocument16 pagesPlastic Film: Film StrippraveenNo ratings yet
- Guia Seleccion Productos AffinityDocument4 pagesGuia Seleccion Productos AffinityFrank MariniNo ratings yet
- Gravure Coating:: Webinar - April 26, 2012Document43 pagesGravure Coating:: Webinar - April 26, 2012Rob BuitenpuiNo ratings yet
- Classification o F ExtruderDocument25 pagesClassification o F ExtruderSaman Waheed100% (1)
- Packaging MaterialsDocument23 pagesPackaging MaterialsPandu Kr100% (1)
- Ss-All About Pet enDocument7 pagesSs-All About Pet enUmar AzamNo ratings yet
- Barrier Sheets - RajooDocument5 pagesBarrier Sheets - RajooSachin KothariNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- Plastic PackagingDocument47 pagesPlastic PackagingRajaSekarsajja100% (1)
- Vacuum Packaging: This Document Is Courtesy of Unisource Worldwide, IncDocument6 pagesVacuum Packaging: This Document Is Courtesy of Unisource Worldwide, Inchumejias0% (1)
- Plastic PackagingDocument32 pagesPlastic PackagingKarthikeyan G100% (1)
- Enable 2705MC CHANNEL PDFDocument1 pageEnable 2705MC CHANNEL PDFEdgar CascoNo ratings yet
- PuffcornwriteupDocument30 pagesPuffcornwriteupyoelNo ratings yet
- Risk Assessment Oils & Fats PDFDocument9 pagesRisk Assessment Oils & Fats PDFFlutura NurediniNo ratings yet
- Recent Advances in Extrusion Technology.Document16 pagesRecent Advances in Extrusion Technology.remal ranaNo ratings yet
- Polymer Chemistry For Packaging ApplicationsDocument25 pagesPolymer Chemistry For Packaging ApplicationsdivyaNo ratings yet
- Lamination: - Bhupendra SinghDocument37 pagesLamination: - Bhupendra SinghSachin Kothari100% (1)
- Flexible LaminatesDocument13 pagesFlexible LaminatesHimanshu GuptaNo ratings yet
- Ceramic BandDocument0 pagesCeramic BandAsyraf Ahmad SaferiNo ratings yet
- HP10E Operating ManualDocument189 pagesHP10E Operating ManualRickNo ratings yet
- Types of Packaging MaterialsDocument60 pagesTypes of Packaging MaterialsAmrisha Bakshi50% (2)
- How Is Made A SnackDocument14 pagesHow Is Made A SnackYorkei Arroyo LozanoNo ratings yet
- Vistamaxx™ 6202: Performance PolymerDocument2 pagesVistamaxx™ 6202: Performance PolymerJose Luis Arana AguilarNo ratings yet
- Deep Fat FryingDocument2 pagesDeep Fat FryingalinawidagdoNo ratings yet
- Flexible Packaging PresentationDocument58 pagesFlexible Packaging PresentationRijal FikriNo ratings yet
- Packaging Ice Cream: Why Does Ice Cream Come in So Many Different Containers?Document3 pagesPackaging Ice Cream: Why Does Ice Cream Come in So Many Different Containers?REBECA MUTEKENo ratings yet
- Horizontal Flow Wrapper Machine Case Study enDocument4 pagesHorizontal Flow Wrapper Machine Case Study enastojadin1873No ratings yet
- High Temperature Food PreservationDocument28 pagesHigh Temperature Food PreservationDuy NguyenNo ratings yet
- Woven Sacks TESTINGDocument5 pagesWoven Sacks TESTINGRAJESH TIWARINo ratings yet
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- Sterilization and Ultra-High-Temperature ProcessingDocument15 pagesSterilization and Ultra-High-Temperature ProcessingNishkarsh AgarwalNo ratings yet
- AsepticpackagingDocument23 pagesAsepticpackagingSwarupa LimayeNo ratings yet
- DK3876 CH 33Document33 pagesDK3876 CH 33Bruna ParenteNo ratings yet
- Sensory Evaluation Training at CFTRIDocument2 pagesSensory Evaluation Training at CFTRIAida DadkhahNo ratings yet
- 6coating Snack Food - BarringerDocument9 pages6coating Snack Food - BarringerDob Gabriela100% (1)
- Stretch HoodDocument1 pageStretch HoodSelva RajanNo ratings yet
- Infrared ThermometerDocument4 pagesInfrared ThermometerbhaleshNo ratings yet
- CH 19Document3 pagesCH 19bhaleshNo ratings yet
- Staphylococcus Epidermidis. This Microorganism Was ChosenDocument2 pagesStaphylococcus Epidermidis. This Microorganism Was ChosenbhaleshNo ratings yet
- Monitoring Harmful Microalgae by Using A Molecular Biological TechniqueDocument6 pagesMonitoring Harmful Microalgae by Using A Molecular Biological TechniquebhaleshNo ratings yet
- ISO 22000 IntroductionDocument7 pagesISO 22000 IntroductionbhaleshNo ratings yet
- CH 20Document6 pagesCH 20bhaleshNo ratings yet
- CH 20Document6 pagesCH 20bhaleshNo ratings yet
- Food QualityDocument5 pagesFood QualitybhaleshNo ratings yet
- CH 12Document4 pagesCH 12bhaleshNo ratings yet
- Puff Shrimp 76Document4 pagesPuff Shrimp 76bhaleshNo ratings yet
- Shrimp With Lobster Sauce 83Document14 pagesShrimp With Lobster Sauce 83bhaleshNo ratings yet
- ch2 FoodDocument4 pagesch2 FoodbhaleshNo ratings yet
- Hot Chili Oil 49Document12 pagesHot Chili Oil 49bhaleshNo ratings yet
- General Tsao's Chicken 41Document4 pagesGeneral Tsao's Chicken 41bhaleshNo ratings yet
- ch1 FoodDocument4 pagesch1 FoodbhaleshNo ratings yet
- Determin of Aero Anaerobic Spore FormersDocument6 pagesDetermin of Aero Anaerobic Spore FormersbhaleshNo ratings yet
- CH FoodDocument4 pagesCH FoodbhaleshNo ratings yet
- In Vitro Activity of Levofloxacin Against A Selected Group of Anaerobic Bacteria Isolated From Skin and Soft Tissue InfectionsDocument3 pagesIn Vitro Activity of Levofloxacin Against A Selected Group of Anaerobic Bacteria Isolated From Skin and Soft Tissue InfectionsbhaleshNo ratings yet
- Klebsiella Pneumoniae: As A Spoilage Organism Mozzarella CheeseDocument4 pagesKlebsiella Pneumoniae: As A Spoilage Organism Mozzarella CheesebhaleshNo ratings yet
- Ann 0304 Chap 14Document24 pagesAnn 0304 Chap 14bhaleshNo ratings yet
- Microbial Ecology of FoodsDocument10 pagesMicrobial Ecology of FoodsbhaleshNo ratings yet
- Preparedness Hints: Ensuring Safe Canned FoodsDocument1 pagePreparedness Hints: Ensuring Safe Canned FoodsbhaleshNo ratings yet
- I XT XT VXT XT T MX E N: Incident Transmitted ReflectedDocument11 pagesI XT XT VXT XT T MX E N: Incident Transmitted ReflectedAmin SanimanNo ratings yet
- PsychrometricsDocument13 pagesPsychrometricssuirezNo ratings yet
- 083 Moan Dynamic Analysis Wind TurbineDocument24 pages083 Moan Dynamic Analysis Wind TurbineAnonymous AbGkmW9No ratings yet
- Aguadens 16-37 Component SpecDocument1 pageAguadens 16-37 Component SpecJosé MacedoNo ratings yet
- J Cheat ExchangerDocument22 pagesJ Cheat ExchangermahaveenNo ratings yet
- 05 4 ServomotorsDocument118 pages05 4 ServomotorsJosé Carlos Macavilca RománNo ratings yet
- CAT - G3516H Intake Manifold Air Temperature Is High PDFDocument5 pagesCAT - G3516H Intake Manifold Air Temperature Is High PDFwagner_guimarães_1No ratings yet
- Datasheet Novalube Blue 200Document1 pageDatasheet Novalube Blue 200Salvador AdamoNo ratings yet
- Everfresh Controlled Atmosphere Model 69Nt40-489-100 Series: Operation & ServiceDocument170 pagesEverfresh Controlled Atmosphere Model 69Nt40-489-100 Series: Operation & ServiceSerhiiNo ratings yet
- Laboratory em 4 Mercury PorosimetryDocument4 pagesLaboratory em 4 Mercury Porosimetrysaikat_cepNo ratings yet
- Stakehoders Presentation On CTBCM - NEPRA - 240622Document35 pagesStakehoders Presentation On CTBCM - NEPRA - 240622Waqas MasoodNo ratings yet
- 7495 Electric Rope Shovel Electrical System CAT MPTS ™Document108 pages7495 Electric Rope Shovel Electrical System CAT MPTS ™Javier100% (1)
- Hes 1250 2015Document74 pagesHes 1250 2015SAUL OSPINONo ratings yet
- FM Unit I Two MarksDocument5 pagesFM Unit I Two MarksKomalaselvan VNo ratings yet
- My Recent Responsibilities Were Mainly ToDocument5 pagesMy Recent Responsibilities Were Mainly Tocherif yahyaouiNo ratings yet
- MR E070pDocument12 pagesMR E070pkahwooi88No ratings yet
- In - Abb - LTB 245e1 - 2012 PDFDocument231 pagesIn - Abb - LTB 245e1 - 2012 PDFkienNo ratings yet
- NO and N O: Control in Nitric Acid PlantsDocument4 pagesNO and N O: Control in Nitric Acid PlantsftmNo ratings yet
- Capacitance - JEE Main 2024 January Question Bank - MathonGoDocument7 pagesCapacitance - JEE Main 2024 January Question Bank - MathonGopediredla.ajithkumarNo ratings yet
- CVVT Oil Control Valve (Ocv) : DescriptionDocument6 pagesCVVT Oil Control Valve (Ocv) : DescriptionERICK CHRISTOPHER ZURITA VINUEZANo ratings yet
- PRC and Pro-Seal: Aerospace Sealants Application GuideDocument4 pagesPRC and Pro-Seal: Aerospace Sealants Application GuidefloreiaNo ratings yet
- Service Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel EnginesDocument20 pagesService Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel Engineszbkt07100% (1)
- Multipurpose Foam DCP Tender Specification 16Document7 pagesMultipurpose Foam DCP Tender Specification 16Srinivas CharyNo ratings yet
- Parts Manual: 324D & 324D L ExcavatorsDocument1,073 pagesParts Manual: 324D & 324D L ExcavatorsRicky Vil100% (2)
- Concepts of Thermodynamics (NOC21-ME73) Assignment-5Document9 pagesConcepts of Thermodynamics (NOC21-ME73) Assignment-5Saurabh ManralNo ratings yet
- Combined Overall Stability For EDC2 & EDC5 - SAT - Rev0 PDFDocument5 pagesCombined Overall Stability For EDC2 & EDC5 - SAT - Rev0 PDFhussainNo ratings yet
- IMI Remosa ValvesDocument4 pagesIMI Remosa ValvesDhananjay B KNo ratings yet
- Mid TermDocument11 pagesMid TermMaha TharwatNo ratings yet
- Air Conditioning Lab Unit A660Document156 pagesAir Conditioning Lab Unit A660Rosa R.VNo ratings yet
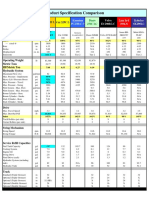
- Product Specification Comparison: Cat 325D L Cat 325C L EngineDocument2 pagesProduct Specification Comparison: Cat 325D L Cat 325C L EngineDANIEL VARGAS RODRIGUEZNo ratings yet