
Equinox International LTD - Stainless Steel - ST ST Fabrication - 62 PDF
Equinox International LTD - Stainless Steel - ST ST Fabrication - 62 PDF
You might also like
- IOSA ManualDocument702 pagesIOSA ManualManisha YuukiNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Between Helping Hand and Reality (MOM's TJS) by Yi enDocument23 pagesBetween Helping Hand and Reality (MOM's TJS) by Yi encyeianNo ratings yet
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Fabrication and ApplicationDocument8 pagesFabrication and Application000No ratings yet
- Equinox International LTD - Stainless Steel - Surface Finishes - 135 PDFDocument5 pagesEquinox International LTD - Stainless Steel - Surface Finishes - 135 PDFeugenio.gutenbertNo ratings yet
- FabricationDocument9 pagesFabricationAnilkumar HatkarNo ratings yet
- Corrosion Resistant Steels: Stainless Steel AlloysDocument11 pagesCorrosion Resistant Steels: Stainless Steel AlloysPraveen SamarthiNo ratings yet
- ME Assignment 2Document12 pagesME Assignment 2hecavodNo ratings yet
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- Stainless Steel 2008Document25 pagesStainless Steel 2008hawktripNo ratings yet
- Report Bhushan SteelDocument16 pagesReport Bhushan Steelshweta_770587No ratings yet
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycos100% (1)
- HDG Fact Sheet 2017 V4Document6 pagesHDG Fact Sheet 2017 V4Ra'oufAli-zadehNo ratings yet
- Stainless Steel OverviewDocument69 pagesStainless Steel OverviewApriza AmirNo ratings yet
- RSW BT YongDocument10 pagesRSW BT Yongfraniancis0922No ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- ProjectDocument34 pagesProjectSTAR PRINTINGNo ratings yet
- Ap Ac NotesDocument8 pagesAp Ac NotesAnju GuptaNo ratings yet
- Surfacing of MetalsDocument9 pagesSurfacing of MetalsNixon LionelNo ratings yet
- Iml213 (2 Föy)Document65 pagesIml213 (2 Föy)HilalAldemirNo ratings yet
- Hot Dip GalvanizingDocument38 pagesHot Dip Galvanizingtmmsekar100% (1)
- Welding Cast IronDocument10 pagesWelding Cast IronRoberto CordovaNo ratings yet
- Steel ShotsDocument3 pagesSteel ShotsKabir ThaparNo ratings yet
- Protection and Finishes of SteelDocument10 pagesProtection and Finishes of Steeltedime3577No ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Chapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringDocument8 pagesChapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- BCMDocument9 pagesBCMSahar ZehraNo ratings yet
- Airblast Abrasive Surface Treatment SolutionDocument8 pagesAirblast Abrasive Surface Treatment SolutionBamboo PosadasNo ratings yet
- Ferrous Metals - Galvanized Iron SteelDocument9 pagesFerrous Metals - Galvanized Iron SteelKenneth ChuaNo ratings yet
- Asi304& Mild SteelDocument28 pagesAsi304& Mild SteelArnab BhattacharyaNo ratings yet
- Advantages and Disadvantages of Cold WorkingDocument7 pagesAdvantages and Disadvantages of Cold WorkingFadi Innocent100% (4)
- Soldadura de Hierro ColadoDocument10 pagesSoldadura de Hierro ColadoclnNo ratings yet
- Silver Brazed Stainless Steel Cable: Presented byDocument26 pagesSilver Brazed Stainless Steel Cable: Presented bydm1680No ratings yet
- Zinc CoatingsDocument12 pagesZinc CoatingsvvgdreamNo ratings yet
- Stainless Steel From JindalDocument35 pagesStainless Steel From Jindalrajbir_singhNo ratings yet
- The Development of The Surface Finish StandardDocument7 pagesThe Development of The Surface Finish StandardSunilNo ratings yet
- Lecture-1, Stainless Steels..Document31 pagesLecture-1, Stainless Steels..satish chinthamNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Classification of Stainless SteelsDocument4 pagesClassification of Stainless SteelsPaul Joseph MonsaludNo ratings yet
- Duplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedDocument4 pagesDuplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedAndy PhoenixNo ratings yet
- Tips For Successfully Welding Stainless Steel To Carbon SteelDocument5 pagesTips For Successfully Welding Stainless Steel To Carbon SteelAchu Balachandran100% (1)
- S31803Document2 pagesS31803Elliott RussellNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Format Classtest 3 IronsDocument5 pagesFormat Classtest 3 IronsVaibhav BhosaleNo ratings yet
- Introduction of Major ProjectDocument1 pageIntroduction of Major ProjectArpit PandeyNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Tool Steel Grade and Standard DesignationDocument7 pagesTool Steel Grade and Standard DesignationMustafa SevimliNo ratings yet
- 02-Duplex Stainless Steel For Indian Construction and Architecture Application-YpsuriDocument10 pages02-Duplex Stainless Steel For Indian Construction and Architecture Application-YpsuriPrashant PatilNo ratings yet
- ST Stainless CatalogueDocument71 pagesST Stainless CatalogueBenjamin RattharojthakunNo ratings yet
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- Welding A Cast IronDocument9 pagesWelding A Cast Ironjatin jainNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Fabricate PDFDocument14 pagesFabricate PDFeugenio.gutenbertNo ratings yet
- Hmma 861-06Document32 pagesHmma 861-06eugenio.gutenbertNo ratings yet
- Regents Pavilion Case StudyDocument4 pagesRegents Pavilion Case Studyeugenio.gutenbertNo ratings yet
- Hmma 865-03Document24 pagesHmma 865-03eugenio.gutenbertNo ratings yet
- International Stainless Steel Forum: Media ReleaseDocument1 pageInternational Stainless Steel Forum: Media Releaseeugenio.gutenbertNo ratings yet
- Nickelvol33no2summer2018 FB EngDocument16 pagesNickelvol33no2summer2018 FB Engeugenio.gutenbertNo ratings yet
- Press Release Stainless Steel Public 18Q3Document1 pagePress Release Stainless Steel Public 18Q3eugenio.gutenbertNo ratings yet
- Article - Calculation of Pitting Resistance Equivalent Numbers (PREN)Document3 pagesArticle - Calculation of Pitting Resistance Equivalent Numbers (PREN)eugenio.gutenbertNo ratings yet
- Alloy Selection For Service in Chlorine, Hydrogen Chloride and Hydrochloric AcidDocument12 pagesAlloy Selection For Service in Chlorine, Hydrogen Chloride and Hydrochloric Acideugenio.gutenbertNo ratings yet
- Thames Barrier: Case Study 11Document2 pagesThames Barrier: Case Study 11eugenio.gutenbertNo ratings yet
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertNo ratings yet
- Heating Neuschwanstein EN PDFDocument0 pagesHeating Neuschwanstein EN PDFeugenio.gutenbertNo ratings yet
- New Developments in The Applications of Stainless Steel in IndiaDocument8 pagesNew Developments in The Applications of Stainless Steel in Indiaeugenio.gutenbertNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Stainless Steel Magazine August 2012 PDFDocument36 pagesStainless Steel Magazine August 2012 PDFeugenio.gutenbertNo ratings yet
- R1937-JSA-005 Job Safety Analysis For Riser InstallationDocument3 pagesR1937-JSA-005 Job Safety Analysis For Riser InstallationVineet AgrawalNo ratings yet
- Experiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Document2 pagesExperiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Mir Masood ShahNo ratings yet
- The Mulligan Concept of Manual TherapyDocument6 pagesThe Mulligan Concept of Manual Therapydrshah85No ratings yet
- CHEM0414ra ManilaDocument21 pagesCHEM0414ra ManilaangelomercedeblogNo ratings yet
- Microorganisms 11 01308Document26 pagesMicroorganisms 11 01308Alvaro SalinasNo ratings yet
- Action Plan CommDocument3 pagesAction Plan CommEwan Mary Rose GalagalaNo ratings yet
- TPMC Updated Offer On 2nd List 20200110Document2 pagesTPMC Updated Offer On 2nd List 20200110gabriel240371No ratings yet
- Business Ethics ANSWERSDocument3 pagesBusiness Ethics ANSWERSMỹ HàNo ratings yet
- May 2014Document48 pagesMay 2014debtwiggNo ratings yet
- ELEMAN HSEMS - Safety Management System PDFDocument64 pagesELEMAN HSEMS - Safety Management System PDFZafar SiddiquiNo ratings yet
- 2021, Schuhmacher - Big Techs and Startups in Pharmaceutical R&D - A 2020 Perspective On Artificial IntelligenceDocument6 pages2021, Schuhmacher - Big Techs and Startups in Pharmaceutical R&D - A 2020 Perspective On Artificial Intelligencejeffrey EellisNo ratings yet
- Godly MarriageDocument159 pagesGodly MarriageNonielyn SabornidoNo ratings yet
- Swale (Landform) - WikipediaDocument2 pagesSwale (Landform) - WikipediaMohamedNo ratings yet
- R410A Aqua Tempo Super Series Air Cooled Scroll Chiller Technical ManualDocument172 pagesR410A Aqua Tempo Super Series Air Cooled Scroll Chiller Technical ManualJuan Imas Del PuertoNo ratings yet
- 2.1 Boilers: Classification of BoilerDocument5 pages2.1 Boilers: Classification of BoilerManjunatha EikilaNo ratings yet
- The Nature of DreamsDocument2 pagesThe Nature of DreamsWesternLNo ratings yet
- Employment Rights For Victims of Domestic or Sexual ViolenceDocument36 pagesEmployment Rights For Victims of Domestic or Sexual ViolenceLegal Momentum100% (2)
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- Synthesis of AcetaminophenDocument8 pagesSynthesis of Acetaminophenapi-383568092No ratings yet
- Why Integration Is The Key To Asia's Economic Progress? Explain Your AnswerDocument2 pagesWhy Integration Is The Key To Asia's Economic Progress? Explain Your AnswerQueeny JavierNo ratings yet
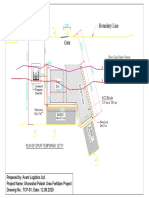
- Boundary Line: Plan of Gpuff Temporary JettyDocument1 pageBoundary Line: Plan of Gpuff Temporary Jettyshafiq_05No ratings yet
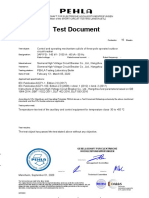
- PEHLA 20031beDocument16 pagesPEHLA 20031beLê Tuấn AnhNo ratings yet
- Chemistry Project File (Class-12th)Document20 pagesChemistry Project File (Class-12th)sanchitNo ratings yet
- PCPNDT AssignmentDocument5 pagesPCPNDT Assignmentricha ayengia100% (2)
- Resume KamalDocument6 pagesResume Kamalapi-27411749No ratings yet
- Graduate Programs and CoursesDocument75 pagesGraduate Programs and CoursesDarwin Aldas BasquialNo ratings yet
- Torque Values RTJ (B16.5)Document3 pagesTorque Values RTJ (B16.5)ariyamanjulaNo ratings yet
- Physico-Chemical and Microbiological Analysis of Textile Dyeing EffluentsDocument5 pagesPhysico-Chemical and Microbiological Analysis of Textile Dyeing EffluentsIOSRjournalNo ratings yet





































































































Download as pdf or txt
You might also like
- IOSA ManualDocument702 pagesIOSA ManualManisha YuukiNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Between Helping Hand and Reality (MOM's TJS) by Yi enDocument23 pagesBetween Helping Hand and Reality (MOM's TJS) by Yi encyeianNo ratings yet
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Fabrication and ApplicationDocument8 pagesFabrication and Application000No ratings yet
- Equinox International LTD - Stainless Steel - Surface Finishes - 135 PDFDocument5 pagesEquinox International LTD - Stainless Steel - Surface Finishes - 135 PDFeugenio.gutenbertNo ratings yet
- FabricationDocument9 pagesFabricationAnilkumar HatkarNo ratings yet
- Corrosion Resistant Steels: Stainless Steel AlloysDocument11 pagesCorrosion Resistant Steels: Stainless Steel AlloysPraveen SamarthiNo ratings yet
- ME Assignment 2Document12 pagesME Assignment 2hecavodNo ratings yet
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- Stainless Steel 2008Document25 pagesStainless Steel 2008hawktripNo ratings yet
- Report Bhushan SteelDocument16 pagesReport Bhushan Steelshweta_770587No ratings yet
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycos100% (1)
- HDG Fact Sheet 2017 V4Document6 pagesHDG Fact Sheet 2017 V4Ra'oufAli-zadehNo ratings yet
- Stainless Steel OverviewDocument69 pagesStainless Steel OverviewApriza AmirNo ratings yet
- RSW BT YongDocument10 pagesRSW BT Yongfraniancis0922No ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- ProjectDocument34 pagesProjectSTAR PRINTINGNo ratings yet
- Ap Ac NotesDocument8 pagesAp Ac NotesAnju GuptaNo ratings yet
- Surfacing of MetalsDocument9 pagesSurfacing of MetalsNixon LionelNo ratings yet
- Iml213 (2 Föy)Document65 pagesIml213 (2 Föy)HilalAldemirNo ratings yet
- Hot Dip GalvanizingDocument38 pagesHot Dip Galvanizingtmmsekar100% (1)
- Welding Cast IronDocument10 pagesWelding Cast IronRoberto CordovaNo ratings yet
- Steel ShotsDocument3 pagesSteel ShotsKabir ThaparNo ratings yet
- Protection and Finishes of SteelDocument10 pagesProtection and Finishes of Steeltedime3577No ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Chapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringDocument8 pagesChapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- BCMDocument9 pagesBCMSahar ZehraNo ratings yet
- Airblast Abrasive Surface Treatment SolutionDocument8 pagesAirblast Abrasive Surface Treatment SolutionBamboo PosadasNo ratings yet
- Ferrous Metals - Galvanized Iron SteelDocument9 pagesFerrous Metals - Galvanized Iron SteelKenneth ChuaNo ratings yet
- Asi304& Mild SteelDocument28 pagesAsi304& Mild SteelArnab BhattacharyaNo ratings yet
- Advantages and Disadvantages of Cold WorkingDocument7 pagesAdvantages and Disadvantages of Cold WorkingFadi Innocent100% (4)
- Soldadura de Hierro ColadoDocument10 pagesSoldadura de Hierro ColadoclnNo ratings yet
- Silver Brazed Stainless Steel Cable: Presented byDocument26 pagesSilver Brazed Stainless Steel Cable: Presented bydm1680No ratings yet
- Zinc CoatingsDocument12 pagesZinc CoatingsvvgdreamNo ratings yet
- Stainless Steel From JindalDocument35 pagesStainless Steel From Jindalrajbir_singhNo ratings yet
- The Development of The Surface Finish StandardDocument7 pagesThe Development of The Surface Finish StandardSunilNo ratings yet
- Lecture-1, Stainless Steels..Document31 pagesLecture-1, Stainless Steels..satish chinthamNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Classification of Stainless SteelsDocument4 pagesClassification of Stainless SteelsPaul Joseph MonsaludNo ratings yet
- Duplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedDocument4 pagesDuplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedAndy PhoenixNo ratings yet
- Tips For Successfully Welding Stainless Steel To Carbon SteelDocument5 pagesTips For Successfully Welding Stainless Steel To Carbon SteelAchu Balachandran100% (1)
- S31803Document2 pagesS31803Elliott RussellNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Format Classtest 3 IronsDocument5 pagesFormat Classtest 3 IronsVaibhav BhosaleNo ratings yet
- Introduction of Major ProjectDocument1 pageIntroduction of Major ProjectArpit PandeyNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Tool Steel Grade and Standard DesignationDocument7 pagesTool Steel Grade and Standard DesignationMustafa SevimliNo ratings yet
- 02-Duplex Stainless Steel For Indian Construction and Architecture Application-YpsuriDocument10 pages02-Duplex Stainless Steel For Indian Construction and Architecture Application-YpsuriPrashant PatilNo ratings yet
- ST Stainless CatalogueDocument71 pagesST Stainless CatalogueBenjamin RattharojthakunNo ratings yet
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- Welding A Cast IronDocument9 pagesWelding A Cast Ironjatin jainNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Fabricate PDFDocument14 pagesFabricate PDFeugenio.gutenbertNo ratings yet
- Hmma 861-06Document32 pagesHmma 861-06eugenio.gutenbertNo ratings yet
- Regents Pavilion Case StudyDocument4 pagesRegents Pavilion Case Studyeugenio.gutenbertNo ratings yet
- Hmma 865-03Document24 pagesHmma 865-03eugenio.gutenbertNo ratings yet
- International Stainless Steel Forum: Media ReleaseDocument1 pageInternational Stainless Steel Forum: Media Releaseeugenio.gutenbertNo ratings yet
- Nickelvol33no2summer2018 FB EngDocument16 pagesNickelvol33no2summer2018 FB Engeugenio.gutenbertNo ratings yet
- Press Release Stainless Steel Public 18Q3Document1 pagePress Release Stainless Steel Public 18Q3eugenio.gutenbertNo ratings yet
- Article - Calculation of Pitting Resistance Equivalent Numbers (PREN)Document3 pagesArticle - Calculation of Pitting Resistance Equivalent Numbers (PREN)eugenio.gutenbertNo ratings yet
- Alloy Selection For Service in Chlorine, Hydrogen Chloride and Hydrochloric AcidDocument12 pagesAlloy Selection For Service in Chlorine, Hydrogen Chloride and Hydrochloric Acideugenio.gutenbertNo ratings yet
- Thames Barrier: Case Study 11Document2 pagesThames Barrier: Case Study 11eugenio.gutenbertNo ratings yet
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertNo ratings yet
- Heating Neuschwanstein EN PDFDocument0 pagesHeating Neuschwanstein EN PDFeugenio.gutenbertNo ratings yet
- New Developments in The Applications of Stainless Steel in IndiaDocument8 pagesNew Developments in The Applications of Stainless Steel in Indiaeugenio.gutenbertNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Stainless Steel Magazine August 2012 PDFDocument36 pagesStainless Steel Magazine August 2012 PDFeugenio.gutenbertNo ratings yet
- R1937-JSA-005 Job Safety Analysis For Riser InstallationDocument3 pagesR1937-JSA-005 Job Safety Analysis For Riser InstallationVineet AgrawalNo ratings yet
- Experiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Document2 pagesExperiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Mir Masood ShahNo ratings yet
- The Mulligan Concept of Manual TherapyDocument6 pagesThe Mulligan Concept of Manual Therapydrshah85No ratings yet
- CHEM0414ra ManilaDocument21 pagesCHEM0414ra ManilaangelomercedeblogNo ratings yet
- Microorganisms 11 01308Document26 pagesMicroorganisms 11 01308Alvaro SalinasNo ratings yet
- Action Plan CommDocument3 pagesAction Plan CommEwan Mary Rose GalagalaNo ratings yet
- TPMC Updated Offer On 2nd List 20200110Document2 pagesTPMC Updated Offer On 2nd List 20200110gabriel240371No ratings yet
- Business Ethics ANSWERSDocument3 pagesBusiness Ethics ANSWERSMỹ HàNo ratings yet
- May 2014Document48 pagesMay 2014debtwiggNo ratings yet
- ELEMAN HSEMS - Safety Management System PDFDocument64 pagesELEMAN HSEMS - Safety Management System PDFZafar SiddiquiNo ratings yet
- 2021, Schuhmacher - Big Techs and Startups in Pharmaceutical R&D - A 2020 Perspective On Artificial IntelligenceDocument6 pages2021, Schuhmacher - Big Techs and Startups in Pharmaceutical R&D - A 2020 Perspective On Artificial Intelligencejeffrey EellisNo ratings yet
- Godly MarriageDocument159 pagesGodly MarriageNonielyn SabornidoNo ratings yet
- Swale (Landform) - WikipediaDocument2 pagesSwale (Landform) - WikipediaMohamedNo ratings yet
- R410A Aqua Tempo Super Series Air Cooled Scroll Chiller Technical ManualDocument172 pagesR410A Aqua Tempo Super Series Air Cooled Scroll Chiller Technical ManualJuan Imas Del PuertoNo ratings yet
- 2.1 Boilers: Classification of BoilerDocument5 pages2.1 Boilers: Classification of BoilerManjunatha EikilaNo ratings yet
- The Nature of DreamsDocument2 pagesThe Nature of DreamsWesternLNo ratings yet
- Employment Rights For Victims of Domestic or Sexual ViolenceDocument36 pagesEmployment Rights For Victims of Domestic or Sexual ViolenceLegal Momentum100% (2)
- Formulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDocument71 pagesFormulation of An Integrated River Basin Management and Development Master Plan For Marikina River Basin Volume 1: Executive SummaryDexter CaroNo ratings yet
- Synthesis of AcetaminophenDocument8 pagesSynthesis of Acetaminophenapi-383568092No ratings yet
- Why Integration Is The Key To Asia's Economic Progress? Explain Your AnswerDocument2 pagesWhy Integration Is The Key To Asia's Economic Progress? Explain Your AnswerQueeny JavierNo ratings yet
- Boundary Line: Plan of Gpuff Temporary JettyDocument1 pageBoundary Line: Plan of Gpuff Temporary Jettyshafiq_05No ratings yet
- PEHLA 20031beDocument16 pagesPEHLA 20031beLê Tuấn AnhNo ratings yet
- Chemistry Project File (Class-12th)Document20 pagesChemistry Project File (Class-12th)sanchitNo ratings yet
- PCPNDT AssignmentDocument5 pagesPCPNDT Assignmentricha ayengia100% (2)
- Resume KamalDocument6 pagesResume Kamalapi-27411749No ratings yet
- Graduate Programs and CoursesDocument75 pagesGraduate Programs and CoursesDarwin Aldas BasquialNo ratings yet
- Torque Values RTJ (B16.5)Document3 pagesTorque Values RTJ (B16.5)ariyamanjulaNo ratings yet
- Physico-Chemical and Microbiological Analysis of Textile Dyeing EffluentsDocument5 pagesPhysico-Chemical and Microbiological Analysis of Textile Dyeing EffluentsIOSRjournalNo ratings yet