Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Brunei Muara District Plan (2015)Document398 pagesBrunei Muara District Plan (2015)fatin ArchNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Checklist Physical DesignDocument6 pagesChecklist Physical Designpdnoob100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Statistical Bibliography or BibliometricsDocument3 pagesStatistical Bibliography or Bibliometricsalessanpl50% (2)
- Reflection Report - IKEADocument5 pagesReflection Report - IKEAAdam Furn100% (1)
- Enc ScriptDocument1 pageEnc ScriptpdnoobNo ratings yet
- Sorin SystemDocument31 pagesSorin SystemAamir ShaikNo ratings yet
- Wire Load ModelDocument18 pagesWire Load Modelvincentvln100% (1)
- Guide LVSDocument5 pagesGuide LVSpdnoob100% (1)
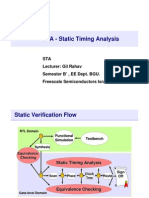
- Sta 9 1Document125 pagesSta 9 1Jayaprakash Polimetla100% (1)
- Script EncDocument3 pagesScript EncpdnoobNo ratings yet
- PrimetimeDocument13 pagesPrimetimeDamanSoniNo ratings yet
- Verilog Tutorial1Document37 pagesVerilog Tutorial1annamalai_s873323No ratings yet
- DBCMDDocument5 pagesDBCMDDamanSoniNo ratings yet
- Guide LVSDocument5 pagesGuide LVSpdnoob100% (1)
- Chapter 5 Static Timing AnalysisDocument126 pagesChapter 5 Static Timing Analysisjeevan_rao100% (4)
- High Fanout NetsDocument26 pagesHigh Fanout NetsAditya Devarakonda100% (3)
- Fixing Max Cap and Max Tran ViolationsDocument8 pagesFixing Max Cap and Max Tran Violationsvlsi_asic80% (5)
- CRPRDocument31 pagesCRPRkjvivek100% (2)
- Low Power SyntheisDocument18 pagesLow Power Syntheispdnoob100% (3)
- Clock Tree SynthesisDocument27 pagesClock Tree Synthesispdnoob100% (3)
- Endcap CellDocument4 pagesEndcap CellpdnoobNo ratings yet
- PD Flow FilesDocument2 pagesPD Flow FilespdnoobNo ratings yet
- Special CelllsDocument14 pagesSpecial Celllspdnoob100% (4)
- CH 03Document37 pagesCH 03chilledkarthikNo ratings yet
- Once The Folder Has Been Downloaded Type The Following On The Terminal WindowDocument2 pagesOnce The Folder Has Been Downloaded Type The Following On The Terminal WindowpdnoobNo ratings yet
- 90nm TechnologyDocument44 pages90nm TechnologypdnoobNo ratings yet
- 90nm TechnologyDocument44 pages90nm TechnologypdnoobNo ratings yet
- RBI For Pipelines PDFDocument20 pagesRBI For Pipelines PDFChablex t02No ratings yet
- Control TSHDocument1 pageControl TSHrild278111No ratings yet
- Bachelors Degree Attachment Logbook FormDocument6 pagesBachelors Degree Attachment Logbook FormMohamed Jama0% (1)
- PolarimetryDocument15 pagesPolarimetryNazmul Islam AbirNo ratings yet
- English Model Practical Record-CDocument15 pagesEnglish Model Practical Record-CstudyingwithjuhiNo ratings yet
- Processes That Led To Early UrbanizationDocument6 pagesProcesses That Led To Early UrbanizationPatrick Solomon NizahNo ratings yet
- A Proposal of Concrete Structure Design Methods Considering Environmental PerformanceDocument11 pagesA Proposal of Concrete Structure Design Methods Considering Environmental PerformanceVenkataLakshmiKorrapatiNo ratings yet
- Es295 Quiz 2 NotesDocument10 pagesEs295 Quiz 2 NotesTK ThayaNo ratings yet
- Video Project Rubrics (Individual)Document2 pagesVideo Project Rubrics (Individual)Alyssa MariNo ratings yet
- Kernel Programming ProjectsDocument6 pagesKernel Programming Projectssavio77No ratings yet
- Pre-Academic Laboratory: Operating InstructionsDocument36 pagesPre-Academic Laboratory: Operating InstructionsPATRIOTSKULLZNo ratings yet
- The Social Psychology of Decision MakingDocument15 pagesThe Social Psychology of Decision MakingBenjie Moronia Jr.50% (2)
- Deep Learning ASSIGNMENT 2Document1 pageDeep Learning ASSIGNMENT 2amensharma421522kNo ratings yet
- Ecce Writing TopicsDocument2 pagesEcce Writing TopicsΚώστας ΚολλιδάκηςNo ratings yet
- Analysis of Students' Satisfaction With Hostel Facilities: A Case StudyDocument7 pagesAnalysis of Students' Satisfaction With Hostel Facilities: A Case StudyMuhAmmad ImrAn DAhriNo ratings yet
- Module - 5 (Torsion)Document25 pagesModule - 5 (Torsion)rpkayNo ratings yet
- Risk Assesment For Electrical Testing and CommissioningDocument6 pagesRisk Assesment For Electrical Testing and CommissioningRAVI kiranNo ratings yet
- Current Science: Should We Produce More PH DS?Document2 pagesCurrent Science: Should We Produce More PH DS?Anonymous 7BQxlt8cNo ratings yet
- IJIRST FormatDocument4 pagesIJIRST FormataprilheckerNo ratings yet
- Assignment 1 - Operations ManagementDocument2 pagesAssignment 1 - Operations ManagementShujat AliNo ratings yet
- Libraries: Types of Library Public Lending LibrariesDocument6 pagesLibraries: Types of Library Public Lending LibrariesRhitika SakharleNo ratings yet
- Solar Wheel ChairDocument4 pagesSolar Wheel ChairJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- ĐỀ Tiếng anh thi vào 10 FORM HÀ NỘI Trắc Nghiệm 40 CÂUDocument8 pagesĐỀ Tiếng anh thi vào 10 FORM HÀ NỘI Trắc Nghiệm 40 CÂUNguyễn Ánh VânNo ratings yet
- Alan Lu Challenges of Large Heap Leach Pad Design in Northern ChinaDocument20 pagesAlan Lu Challenges of Large Heap Leach Pad Design in Northern ChinaYesi CeballosNo ratings yet
- VOL 7 No. 2 PDFDocument72 pagesVOL 7 No. 2 PDFShantanuNo ratings yet
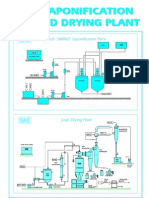
- +sapo & Drying PlantDocument4 pages+sapo & Drying Plantزياد محمدNo ratings yet
- Microsoft Dreamspark EulaDocument4 pagesMicrosoft Dreamspark EulapibuyobNo ratings yet