Download as pdf or txt
You might also like
- Quarter 3 - Module 1-W1&W2: Computer Systems Servicing (CSS)Document18 pagesQuarter 3 - Module 1-W1&W2: Computer Systems Servicing (CSS)AC Balio100% (5)
- 2021-11 Signify Price ListDocument43 pages2021-11 Signify Price Listrajesh chowdary NNo ratings yet
- Entraco To Glenair Cross Reference: MIL-PRF-24758ADocument6 pagesEntraco To Glenair Cross Reference: MIL-PRF-24758AJoseph BernardNo ratings yet
- Motor Rotor Teco DatosDocument4 pagesMotor Rotor Teco DatoscenicercNo ratings yet
- EHVT 69kv Class PII With FoilDocument9 pagesEHVT 69kv Class PII With FoilAntonio GresiaNo ratings yet
- DNV Earthing Rule Pag.36Document1 pageDNV Earthing Rule Pag.36CHOCAMAN1No ratings yet
- FsaDocument6 pagesFsainsan_soft6498No ratings yet
- Greenlee Pipe and Tube Bender 782 IM823REV08Document18 pagesGreenlee Pipe and Tube Bender 782 IM823REV08Leonard100% (1)
- Demo Box Guide 615 PDFDocument25 pagesDemo Box Guide 615 PDFwilfredoNo ratings yet
- Hastings PDFDocument220 pagesHastings PDFEmily BullockNo ratings yet
- K30GL - GreenleeDocument1 pageK30GL - GreenleealvaroferroNo ratings yet
- Megger BiddleDocument30 pagesMegger BiddleDante FilhoNo ratings yet
- As 5804.4-2010 High-Voltage Live Working Barehand WorkDocument7 pagesAs 5804.4-2010 High-Voltage Live Working Barehand WorkSAI Global - APACNo ratings yet
- Velandia Luis 212-85-88Document6 pagesVelandia Luis 212-85-88Angela BeltranNo ratings yet
- Cutler Hammer VCP W VCBDocument68 pagesCutler Hammer VCP W VCBsquelcheNo ratings yet
- Lembar Data Produk: Circuit Breaker Masterpact NW32H2 - 3200 A - 4 Poles - Fixed - W/o Trip UnitDocument2 pagesLembar Data Produk: Circuit Breaker Masterpact NW32H2 - 3200 A - 4 Poles - Fixed - W/o Trip UnitRizkynurizaNo ratings yet
- NOJA-7891-01 NOJA Power BatteryDocument2 pagesNOJA-7891-01 NOJA Power BatteryAhmad SolihinNo ratings yet
- HVX Leaflet PDFDocument2 pagesHVX Leaflet PDFDorelBuzneaNo ratings yet
- Leica TS16 UserManualDocument86 pagesLeica TS16 UserManualeiszNo ratings yet
- Specifications: S&C Loadbuster Disconnect SwitchesDocument20 pagesSpecifications: S&C Loadbuster Disconnect SwitchesJonathan Sebastian SalinasNo ratings yet
- 6.explanatory Notes (GES) Dec'2018Document47 pages6.explanatory Notes (GES) Dec'2018santhosh kumar t mNo ratings yet
- Sudkabel Garnituren ENGDocument20 pagesSudkabel Garnituren ENGShin Hye ParkNo ratings yet
- Unistar CatalougeDocument98 pagesUnistar CatalougeNivash Kannan KarunakaranNo ratings yet
- Vegetable-Vending-Carts Cart CorporationDocument7 pagesVegetable-Vending-Carts Cart Corporationmanavseva credit100% (1)
- Vacuum Switchgear Type VMX Spares ManualDocument21 pagesVacuum Switchgear Type VMX Spares ManualAnupamNo ratings yet
- NX Indoor Current-Limiting Fuses Sin Prot PDFDocument12 pagesNX Indoor Current-Limiting Fuses Sin Prot PDFJosé CorreaNo ratings yet
- MVLC-Hand-Tool-02: Tool and Product Nomenclature Safety Instructions WarningDocument6 pagesMVLC-Hand-Tool-02: Tool and Product Nomenclature Safety Instructions WarningEdgardo Ariel RodriguezNo ratings yet
- LM550A Instruction ManualDocument74 pagesLM550A Instruction ManualsunhuynhNo ratings yet
- NEMA GFCI 2012 Field Representative PresentationDocument37 pagesNEMA GFCI 2012 Field Representative PresentationGerver RodriguezNo ratings yet
- Uninyvin Cables Specifications:: Miracle Cables (India) Pvt. LTDDocument1 pageUninyvin Cables Specifications:: Miracle Cables (India) Pvt. LTDRathnam RaviNo ratings yet
- Iec61439 PDFDocument1 pageIec61439 PDFDanNguKuDenNo ratings yet
- 1MRK514001-BEN en Relay Mounting Systems COMBIFLEX PDFDocument8 pages1MRK514001-BEN en Relay Mounting Systems COMBIFLEX PDFInsan AzizNo ratings yet
- En TM 1000 4transmancovinsideDocument33 pagesEn TM 1000 4transmancovinsideAbhinav SinhaNo ratings yet
- ABB Control TP180DA DatasheetDocument3 pagesABB Control TP180DA Datasheetntdien923100% (1)
- Plugs and Socket-Outlets For Household and Similar Purposes of Rated Voltage Upto and Including 250 V and Rated Current Upto and Including 16 ADocument12 pagesPlugs and Socket-Outlets For Household and Similar Purposes of Rated Voltage Upto and Including 250 V and Rated Current Upto and Including 16 AManav SinghalNo ratings yet
- 03 CB - Routine Tests-NewDocument15 pages03 CB - Routine Tests-NewaaaygugNo ratings yet
- List CraneDocument152 pagesList Cranehọc giỏiNo ratings yet
- Product Data Sheet: Circuit Breaker Masterpact NW12H2 - 1250 A - 3 Poles - Drawout - W/o Trip UnitDocument3 pagesProduct Data Sheet: Circuit Breaker Masterpact NW12H2 - 1250 A - 3 Poles - Drawout - W/o Trip UnittaupiqNo ratings yet
- SIPROTEC 7VU683 Multi-Function High Speed Motor Bus TransferDocument184 pagesSIPROTEC 7VU683 Multi-Function High Speed Motor Bus TransferzlarrabeNo ratings yet
- Butterfly Valves Series U: Cat: 16UCATR08-E Rev: 08 - 08/2009Document22 pagesButterfly Valves Series U: Cat: 16UCATR08-E Rev: 08 - 08/2009starlaysNo ratings yet
- BM MVS PIX STANDARD Installation Manual-Final DraftDocument74 pagesBM MVS PIX STANDARD Installation Manual-Final Draftoktavianficky11No ratings yet
- Sensor de TierraDocument3 pagesSensor de TierraAnonymous FXM2q3hM2No ratings yet
- Isarc-P VeiDocument2 pagesIsarc-P Veiali_egemac100% (1)
- SK Product HandbookDocument110 pagesSK Product Handbooksupriyo110No ratings yet
- FusesDocument34 pagesFusesOrlando RomaniNo ratings yet
- Inspector 920 Operation Manual 2.0.3d GreenDocument36 pagesInspector 920 Operation Manual 2.0.3d GreenJosé AlcocerNo ratings yet
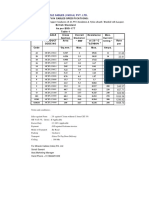
- Project: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type BAY Ref: DateDocument3 pagesProject: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type BAY Ref: DatesamlashNo ratings yet
- Is 5950-1984Document10 pagesIs 5950-1984Anish Mangalathu MohananNo ratings yet
- NG111-06 InstallManDocument8 pagesNG111-06 InstallManJayakrishna KothapalliNo ratings yet
- MPRT User ManualDocument168 pagesMPRT User ManualRejean LevesqueNo ratings yet
- FabHotels Invoice 5MN5O8Document1 pageFabHotels Invoice 5MN5O8fixoran553No ratings yet
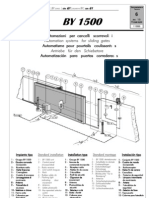
- Automation Systems For Sliding Gates Antriebe Für Den SchiebetoreDocument16 pagesAutomation Systems For Sliding Gates Antriebe Für Den SchiebetorejovandjNo ratings yet
- 2-05-Loop, PSC, Earth Tester 21 V1 PDFDocument21 pages2-05-Loop, PSC, Earth Tester 21 V1 PDFAnonymous ZsuwTb7p100% (1)
- High Voltage Breakdown TesterDocument6 pagesHigh Voltage Breakdown TesterRAKESHNo ratings yet
- PS36 - Installation ManualDocument24 pagesPS36 - Installation ManualMaycon MaranNo ratings yet
- High Voltage Shunt RegulatorDocument1 pageHigh Voltage Shunt RegulatorHertanto Setiawan Phunsuk WangduNo ratings yet
- Ringmaster - RN2d - R00103900Document2 pagesRingmaster - RN2d - R00103900Myrfeiulle4 FreoNo ratings yet
- QM - Rev AP Quality Manual 2Document50 pagesQM - Rev AP Quality Manual 2Hoang TanNo ratings yet
- F HeadDocument2 pagesF HeadVishal_Gupta_5203No ratings yet
- 2300 Series ManualDocument24 pages2300 Series ManualJuprayNo ratings yet
- Hand Bender InstructionsDocument27 pagesHand Bender InstructionsenkntadoNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- 022 - March2012Document135 pages022 - March2012wilfredoNo ratings yet
- Bulletin 193: Devicenet™ Configuration TerminalDocument86 pagesBulletin 193: Devicenet™ Configuration TerminalwilfredoNo ratings yet
- Electronic Flow SwitchDocument4 pagesElectronic Flow SwitchwilfredoNo ratings yet
- Flyer SmartWirelessTHUM TG 109542EN RevABDocument2 pagesFlyer SmartWirelessTHUM TG 109542EN RevABwilfredoNo ratings yet
- Rex TI Sales 201019en Ed2 RevADocument16 pagesRex TI Sales 201019en Ed2 RevAwilfredoNo ratings yet
- 3ADW000072R0601 DCS600 System Description e F PDFDocument48 pages3ADW000072R0601 DCS600 System Description e F PDFwilfredoNo ratings yet
- Proline Promass 80/83 E: Coriolis Mass Flow Measuring SystemDocument32 pagesProline Promass 80/83 E: Coriolis Mass Flow Measuring SystemwilfredoNo ratings yet
- Dn65 Devicenet I/O Module: DescriptionDocument8 pagesDn65 Devicenet I/O Module: DescriptionwilfredoNo ratings yet
- E110 Flame MonitorDocument48 pagesE110 Flame MonitorwilfredoNo ratings yet
- Biffi F02 PDFDocument44 pagesBiffi F02 PDFwilfredoNo ratings yet
- Addendum Modbus/TCP Communications Board.: Scroll 9600 No Parity 1 8 Modbus Disabled 1 NoneDocument8 pagesAddendum Modbus/TCP Communications Board.: Scroll 9600 No Parity 1 8 Modbus Disabled 1 NoneDan Hidalgo QuintoNo ratings yet
- Pdit Ejx120Document10 pagesPdit Ejx120wilfredoNo ratings yet
- 3BSE036351-600 - en AC 800M 6.0 Controller HardwareDocument472 pages3BSE036351-600 - en AC 800M 6.0 Controller HardwarewilfredoNo ratings yet
- Electric ActuatorDocument44 pagesElectric ActuatorwilfredoNo ratings yet
- Modulo Devicenet I/oDocument8 pagesModulo Devicenet I/owilfredoNo ratings yet
- SOFTSTARTERDocument96 pagesSOFTSTARTERwilfredoNo ratings yet
- Start UFM3030Document6 pagesStart UFM3030wilfredoNo ratings yet
- WTW Ol 06 MonitorsDocument4 pagesWTW Ol 06 MonitorswilfredoNo ratings yet
- Detector Demetales Manuel 103Document6 pagesDetector Demetales Manuel 103wilfredoNo ratings yet
- LOGIX5000 Data AccessDocument66 pagesLOGIX5000 Data AccesswilfredoNo ratings yet
- Action ResearchDocument10 pagesAction ResearchNacion EstefanieNo ratings yet
- Binary Vapor Liquid Equilibrium (Vle) Calculator PDFDocument11 pagesBinary Vapor Liquid Equilibrium (Vle) Calculator PDFSalman ZafarNo ratings yet
- Testing ChecklistDocument3 pagesTesting ChecklistAnurag YadavNo ratings yet
- Vol-37 Let's Eat! MagazineDocument80 pagesVol-37 Let's Eat! MagazineLetseatmagNo ratings yet
- 4final Examination Prof Ed 10Document7 pages4final Examination Prof Ed 10Danelle EsparteroNo ratings yet
- B94-6 R1995 E1984Document21 pagesB94-6 R1995 E1984zojoNo ratings yet
- (Human Behavior and Environment 8) Carol M. Werner, Irwin Altman, Diana Oxley (Auth.), Irwin Altman, Carol M. Werner (Eds.) - Home Environments-Springer US (1985)Document355 pages(Human Behavior and Environment 8) Carol M. Werner, Irwin Altman, Diana Oxley (Auth.), Irwin Altman, Carol M. Werner (Eds.) - Home Environments-Springer US (1985)Carlos Roberto JúniorNo ratings yet
- Experimental and Numerical Modeling of Cavitation ErosionDocument11 pagesExperimental and Numerical Modeling of Cavitation ErosionКонстантин ФинниковNo ratings yet
- Project Closing - Post Implementation SurveyDocument7 pagesProject Closing - Post Implementation SurveyMegat Zainurul Anuar bin Megat Johari100% (1)
- Activity Sheets Signal WordsDocument15 pagesActivity Sheets Signal WordsGrace Ann EscabarteNo ratings yet
- Kalsi® Building Board Cladding: Kalsi® Clad Standard DimensionsDocument1 pageKalsi® Building Board Cladding: Kalsi® Clad Standard DimensionsDenis AkingbasoNo ratings yet
- Wa0004.Document15 pagesWa0004.Sudhir RoyNo ratings yet
- Philippine Air Force CAS Aircraft Bidding DocumentsDocument151 pagesPhilippine Air Force CAS Aircraft Bidding DocumentsfuccioniNo ratings yet
- The Strategy of Successful Total ProductDocument10 pagesThe Strategy of Successful Total ProductPham GHNo ratings yet
- Iklan Transtv - Ani, Adel, Vinda - Kelas ADocument9 pagesIklan Transtv - Ani, Adel, Vinda - Kelas ANur JamilaNo ratings yet
- Bullz Audio Catalog 2013Document20 pagesBullz Audio Catalog 2013Jhonne TJ (TJ)No ratings yet
- 6068TF250 Engine Performance CurveDocument2 pages6068TF250 Engine Performance CurveJulioNo ratings yet
- 12feb Quickref Views enDocument148 pages12feb Quickref Views enprakash2709No ratings yet
- A Picture Is Worth A Thousand Words: The Benefit of Medical Illustration in Medical PublishingDocument6 pagesA Picture Is Worth A Thousand Words: The Benefit of Medical Illustration in Medical PublishingSinisa RisticNo ratings yet
- BdwtvdytwDocument11 pagesBdwtvdytwharshit kuchhalNo ratings yet
- (LN) Orc Eroica - Volume 01 (YP)Document282 pages(LN) Orc Eroica - Volume 01 (YP)FBINo ratings yet
- Alere G1 Glucose Meter ManualDocument55 pagesAlere G1 Glucose Meter ManualSundar Rajan33% (6)
- Latest Volleyball News From The NCAA and NAIADocument3 pagesLatest Volleyball News From The NCAA and NAIAFernan RomeroNo ratings yet
- ScheduleDocument2 pagesScheduleJen NevalgaNo ratings yet
- Science TE804Document15 pagesScience TE804carolynhart_415No ratings yet
- Entry Level Linguist ResumeDocument4 pagesEntry Level Linguist Resumejbzhnbyhf100% (1)
- Hospice SynopsisDocument6 pagesHospice SynopsisPhalguna NaiduNo ratings yet
- The Laws On Local Governments SyllabusDocument4 pagesThe Laws On Local Governments SyllabusJohn Kevin ArtuzNo ratings yet
- Cuadernillo de Trabajo: InglésDocument20 pagesCuadernillo de Trabajo: InglésFátima Castellano AlcedoNo ratings yet