Professional Documents
Culture Documents
HRSG1 (终版)
HRSG1 (终版)
Uploaded by
Atif KhanOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
HRSG1 (终版)
HRSG1 (终版)
Uploaded by
Atif KhanCopyright:
Available Formats
HEAT RECOVERY STEAM GENERATOR
SH
HRSG & ST
HRSG TRAINING PLAN 1 principle and structure of HESG 1.1 HRSG Type Generally, gas-steam combined cycle HRSG type could be classified as following: 1.1.1 Classification according to the flue gas side heat source 1.1.1.1 HRSG without after-burning 1.1.1.2 HRSG with after-burning 1.1.2 Classification according to the steam pressure grade that HRSG produces At present, there are five types of steam-water system, that is single pressure, dual pressure, dual pressure with reheat, triple pressure, triple pressure with reheat. 1.1.2.1 Single pressure HRSG HRSG only produces one kind of steam pressure that is supplied to ST. 1.1.2.2 Dual pressure or multi-pressure HRSG HRSG produces two or many different kinds of steam pressure that are supplied to ST.
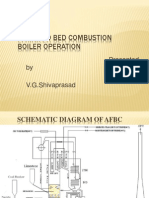
Figure 1 Horizontal Natural Circulation HRSG a) Technical process diagram b) Structural diagram
1.Exhaust gas 2. Superheated steam outlet 1. Inlet duct 2. Heated surface 3. downcomer 4. Drum 5. 3. Drum 4. Feed water inlet 5. Chimney Outlet duct 6. Chimney 7.Inflexible connection 6. Economizer 7. Evaporator 8. Superhetor 8. Economizer 9. Downcomer 10. Evaporator 11. Superhetor 12. Overhaul hole 13. Steel frame 1.1.3 Classification according to the heated surface arrangement 14. Inflexible connecion
1.1.3.1 Horizontal HRSG HRSG in Figure1 is a horizontal one. Pipes in each stage are vertical, and flue gas transversely flows heated surface. 1.1.3.2 Vertical HRSG HRSG in Figure 2 is a vertical one. Pipes in each stage are horizontal, and flue gas flows heated surface from below to above.
Figure 2 Vertical Forced Circulating HRSG Technical process diagram b) Structural diagram
1. Exhaust gas 2. Superheator 3. Evaporator 2 1. Superheator and evaporator 2. Economizer
4. Economizer 5. Feedwater inlet 6.Drum 7. Circulating pump 8.Superheated steam outlet
3. Outlet duct 4. Chimney 5. Drum 6. Steel frame 7. Inlet duct elbow 8. Inlet duct
HRSG & ST
1.1.4 Classification according to the flow characteristic of working medium in evaporation heated surface 1.1.4.1 Natural circulation HRSG Figure 1 shows the structure of a natural circulation HRSG, and it is horizontally aligned. Normally, heat transfer pipes of evaporation heated surface in natural circulation HRSG are vertically aligned and flue smoke horizontally flows the pipes. Downcomers supply water to evaporator pipes. Some part of water absorbs flue smoke heat and changes into saturated vapor in evaporator pipes. The mixture of water and steam comes into steam drum via riser pipes. The density difference of water and steam mixture and cooling water in downcomer is the power that maintains natural circulation of steam and water mixture. The main manufacturers of natural circulation HRSG around the world are Deltak Company in USA, Standard Company in Holland and so on. 1.1.4.2 Forced circulation HRSG Force circulation HRSG is developed on the basis of natural circulation boiler. Figure 2 shows the structure of a forced circulation HRSG, and it is vertically aligned. Heat transfer pipes are horizontally aligned, and lifted on the steel rack. Steam drum is lifted directly on boiler. Flue smoke in forced circulation HRSG normally vertically flows the pipes which are horizontally aligned. The water comes from underside of stream drum is pressed into pipes in evaporator by forced circulation pump. The water in evaporator absorbs heat of flue smoke. Part of water changes into steam, and then mixture of steam and water in evaporator flows into steam drum via conduit pipe. By use of circulating pump, forced circulation HRSG maintains the constancy of circulating flow quantity in evaporator. The main manufacturers of forced circulation HRSG in the world are CMI Company in Belgium, Alstom Company in France, JBE Company in England. 1.1.4.3 Straight-flow HRSG Depending on pressure head of feed water pump, straight-flow HRSG make feed water which then changes into superheated steam pass the heated surface at one time. Because of no steam drum, there is no fixed interface point between evaporation and superheated surface. On evaporation surface, the flow of working medium is realized by pressure head of feed water pump. 1.2 Steam Cycle Scheme in Combined Cycle In gas-steam combined cycle, the scheme of steam cycle system has distinct influence on efficiency and structure of combined cycle, and even on investment expense. 1.2.1 Single pressure steam cycle The early steam-water system of HRSG-ST mainly adopted simple single pressure without reheat steam-water system.
3
HRSG & ST
Figure 3 shows the steam-water system diagram of single pressure HRSG without reheat. We can see from the diagram that condensed water feeds into economizer in HRSG and is heated there. Then the water comes into steam drum. Through natural circulation, water is circulating heated in evaporator. And water reaches the saturation temperature and produces a part of saturated steam. Saturated steam flows into superheater from steam drum. It is heated there and changes into superheated steam. In this system, condensed water is deaerated in condenser.
Stack Condensate water Steam
Superhetor
Evaporator Economizer
GT exhaust
1.2.2 Multi-pressure steam cycle When GT exhaust flux is more than120kg/s, and exhaust temperature is higher than 510 , if Figure 3. Single-pressure HRSG Systematic Schematic use single steam cycle, smoke evacuation temperature is too high and smoke loss is too big. The reasonable solution is to use multi-pressure system. Normally, we use dual pressure or triple pressure steam-water system in order to increase the thermal efficiency of HRSG. Double or triple pressure steam cycle system refers that HRSG can produce two (HP and LP)/three (HP, IP and LP ) kinds of steam with different pressure. High pressure steam refers to the pressure steam at the entrance of ST. IP/LP steam comes into the equivalent stage in the middle of ST to do work. 1.2.2.1 Dual pressure steam cycle without reheat Figure 4 shows the steam-water system diagram of dual pressure steam cycle without reheat in forced circulation HRSG. According to the diagram, after heated in low pressure part of HRSG, the water can be divided into two parts. One part of water is treated by pump to increase pressure until it reaches HP, and then is heated until high pressure steam is produced. The high pressure steam flows to ST inlet. Because the pressure of LP steam is relatively low and the steam quantity is only about 8 to 12.5 of the total steam, there is no much influence on CC if we use saturated steam. Normally we can leave out LP steam superheater to simplify HRSG structure. In this system, low-pressure steam is sent to ST at the status of saturated steam. If we add a low pressure superheater after LP evaporator, then LP steam will come into low pressure cylinder at the status of superheated steam. In this system, condensed water is deaerated in the condenser. Both the low pressure evaporator and high pressure evaporator are forced circulation. 1.2.2.2 Simplified double steam cycle without reheat Another simple way to ameliorate equivalent efficiency HRSG of intermediate pressure steam-water system HRSG is to add low pressure steam heating circuit at the end of single pressure steam-water system HRSG, as is shown in Figure 5. In order to increase the utilization ratio of heat energy, we could add a set of low pressure steam heat circuit after economizer, which is used to produce the saturated steam needed by deaerator. In this way, exhaust temperature of HRSG is decreased to about 150 , and the total
4
Steam
Water
Air and gas
HRSG & ST
efficiency of combined cycle is increased by 2.5%. 1.2.2.3 Triple pressure steam cycle without reheat Figure 6 shows steam-water system diagram of triple pressure HRSG without reheat. This kind of HRSG has a integrated deaerator, and it is also a low-pressure drum. Low-pressure evaporator,intermediate-pressure evaporator and high-pressure evaporator are all natural circulation mode. 1.2.3 Multi-pressure stream cycle with reheat In combined cycle of HRSG, only when the GT exhaust temperature is above 600 can steam reheat be used. For new generation GT with high temperature and high performance, the exhaust temperature is quite high(>580). So it is better that HRSG uses triple pressure steamwater system with reheat. The reason is that not only the steam parameter is high, but also the exhaust temperature is relatively low, the average heat transfer temperature difference is small and the heat recovery is adequate.
Figure 4 Dual pressure HRSG without Reheat 1. HP superheator 2. HP evaporator 3. HP economizer 4. LP evaporator 5. LP economizer 6. LP drum 7. LP circulating water pump8. Feedwater pump 9. HP drum 10. HP circulating water pump
Figure 5 Simplified Dual pressure HRSG 1. HP superheator 2. HP evaporator 3. HP economizer 4. LP evaporator 5. LP drum 6. Deaerator 7. LP circulating water pump 8. LP feedwater pump 9. HP feedwater pump 10. HP drum 11. HP circulating water pump 12. Duct three way damper 13. HP steam bypass 14. LP steam bypass
Condensate
Stack
water
LP steam Intermediate steam HP steam
ST exhaust
Figure 6 Triple pressure HRSG without reheat Schematic 1. LP drum 2. Intermediate drum 3. LP drum 4. LP economizer 1.2.3.1 Double-pressure steam cycle reheat 7. HP economizer (first stage) 5. LP evaporator 6. IPwith economizer Figure 7 shows thesuperheator double-pressure steam-water forced circulation HRSG. 8. LP 9. IP evaporator system 10. HPin economizer (second stage) 11. IP superheator 12. HP evaporator 13. HP superheator 14. Feedwater pump
HRSG & ST
1.2.3.2 Three pressure steam cycle with reheat Triple pressure means that besides high pressure admission steam and low pressure supply steam, dump steam of ST high pressure cylinder and HRSG intermediate pressure supply steam are mixed together, and then comes into HRSG reheater to absorb heat. The temperature of ST intermediate pressure admission steam is increased. So in this way, triple pressure steam cycle with reheat is formed. Figure 8 shows the HRSG steam-water system diagram of triple pressure with reheat and integrated deaerator. Compared with Figure 6, a reheater is added after high pressure evaporator. Besides, a desuperheater is added. The types of steam cycle in combined cycle are mainly: single pressure steam cycle system without reheat; dual pressure steam cycle system without reheat; dual pressure steam cycle system with reheat; triple pressure steam cycle system without reheat; triple pressure steam cycle system with reheat.
enso r Figure 8. Triple Pressure HRSG without reheat 1. Flue gas 2. HP superheator 3. Reheator 4. HP drum 5. IP superheator 6.Supply steam of heating NG 1. HP superheator 2. Reheator 3. HP evaporator 7. HP economizer (second stage) 8. IP drum 9. HP economizer (first stage) 10. IP economizer 4. LP superheator 5. HP economizer 6. LP 11. LP drum 12. HP evaporator 13. IP evaporator evaporator 7. LP economizer 8. LP drum 9. LP 14. LP evaporator 15. Condensate water heater 1.3 Thermal Parameter of HRSG 16. Reheat hot section steam 17. Main steam 18. circulating pump 10. 1.3.1 Steamwater parameter of Feedwater HRSG pump 11. Temperature controller 19. Reheat cold section steam20. IP of steam 21. LP steam Feedwater pump HP drum 12. HP circulating pump By increasing the initialwater steam parameter, the efficiency combined cycle 22. is increased. 23. Condensate water The steam parameter of gas-steam combined cycle units which are produced by GE Company is Figure 7 Dual pressure HRSG without reheat
like this: (1) When ST power60MW, normally the initial parameter is 5.86MPa, 502. (2) When ST power>60MW, if GT exhaust temperature is low, use unreheat, normally the initial parameter is 8.62MPa, 502. (3) When ST power>60MW, if GT exhaust temperature is high, use reheat, normally the initial parameter is 10.0MPa, 537.8. 1.3.2 Hot junction temperature difference, nodal point temperature difference and approaching point of HRSG As is known to all, in thermal system of HRSG, there are hot junctionTs, nodal point Tp ,and approaching pointTa . See Figure 9. 1.3.3 Smoke evacuation temperature of HRSG
6
Figure 9 Single Pressure HRSG T-Q Diagram
HRSG & ST
For HRSG, decrease of smoke evacuation temperature means the decrease of exhaust heat loss. That is the equivalent efficiency of HRSG is high. Decrease of smoke evacuation temperature is also restricted by the dew point temperature. The smoke evacuation temperature should be higher than the dew point. Normally, T5* should be about 10 than acid dew point. For GT using heavy oil as fuel, the smoke evacuation temperature should not be lower than 150. For GT using natural gas as fuel, the smoke evacuation temperature is not restricted by dew point. The smoke evacuation temperature could be reduced to 8090 or even lower. 1.4 Structure characteristic of HRSG 1.4.1 Body structure of HRSG HRSG body is consisted of transition flue duct, superheater, economizer, steam drum and other components. 1.4.1.1 Inlet and outlet transition flue duct Inlet and outlet transition flue duct is made of stainless steel plate wall and aluminum alloy ektexine. 1.4.1.2 Heated surface component Heated surface component refers to superheater, evaporator, economizer and feedwater heater, etc. in each pressure degree. Refer to figure 10.
1.4.1.3 Steam drum The interior devices of HRSG steam drum are similar to that of ordinary boiler. Figure 11 is steam drum diagram of certain HRSG. The steam and water mixture of evaporator comes into 10. separated Finned Pipe steam drum. And then steam and Figure water are in Form baffle plate. The water falls into water room, and the steam flows into scrubber and demister to further separate water. Then the steam flows to superheater. There are also intake pipe, continuous and periodic blowdown pipe, dosing pipe and so on. For horizontal HRSG, periodic blowdown pipe locates at the bottom of evaporator header.
Steam and water mixture from evaporator Saturated water go to superheator Demister
Vortex depressor
7 Feed water from economizer
Figure 11 Drum Structural Schematic
HRSG & ST
1.4.1.4 Integrated deaerator In HRSG, saturated water in deaerator is sent to low pressure evaporator to be heated via low pressure cycle pump, and then it changes into saturated steam and water mixture. After separation in deaerator, this kind of mixture changes into saturated steam and saturated water. Saturated steam mixes with main condensed water and feedwater and changes into saturated water. This process makes oxygen and other non-coagulated gas become eligible boiler water and is stored in water tank. Figure 12 shows the structure drawing of integrated deaerating device. It is consisted of extractor, deaerator, deaerator water tank ( low pressure steam drum).
1.4.1.5 Evaporator The most important component would, of course, be the Evaporator Section, since without this coil (or coils), the unit would not be an HRSG. Throughout our discussion, we will refer to a main heat transfer component as a "section". When the section is broken into more than one segment, i.e., such as for a change in tube size, material, extended surface, location, etc., we will refer to the segments as coils. So an evaporator section may consist of one or more coils. In these coils, the effluent (water), passing through the tubes is heated to the saturation point for the pressure it is flowing. 1.4.1.6 Superheater The Superheater Section of the HRSG is used to dry Figure 12. Intergral Deaerator the saturated vapor being separated in the steam drum. Schematic In some units it may only be heated to little above the saturation point where in other units it may be superheated to a significant temperature for additional energy storage. The Superheater Section is normally located in the hotter gas stream, in front of the evaporator. 1.4.1.7 Economizer The Economizer Section, sometimes called a preheater or preheat coil, is used to preheat the feedwater being introduced to the system to replace the steam (vapor) being removed from the system via the superheater or steam outlet and the water loss through blow down. It is normally located in the colder gas downstream of the evaporator. Since the evaporator inlet and outlet temperatures are both close to the saturation temperature for the system pressure, the amount of heat that may be removed from the flue gas is limited due to the approach to the evaporator, known as the pinch which is discussed later, whereas the economizer inlet temperature is low, allowing the flue gas temperature to be taken lower. 1.5 Auxiliary system of HRSG 1.5.1 Flue gas system
8
HRSG & ST
In most combined cycle units, there is bypass flue duct between GT and HRSG to avoid the normal operation of GT while HRSG overhauling or trouble occurring. The high temperature flue gas which is discharged from GT will go in two ways: one goes into HRSG, flows across heated surface of each stage and then is discharged into atmosphere via main stack; the rest comes into bypass stack and is discharged into atmosphere. There louver damper in each flue duct. The damper installed in HRSG inlet flue duct is called inlet damper or isolating damper. The damper installed in bypass flue duct is called bypass damper, as is shown in Figure 13 (a). In some HRSG, inlet damper and bypass damper are combined into one damper called converter damper or transfer damper, as is shown in Figure 13(b). When GT is running and HRSG isnt running, bypass damper is open and inlet damper is closed. When GT and HRSG are both running , bypass damper is closed and inlet damper is open. 1.5.2 Forced circulation water pump In order to insure the normal operation of water cycle in forced circulation HRSG, it is very important to choose suitable forced circulation water pump. 1.5.3 soot blower system If GT uses heavy oil or crucial oil as fuel, the pipe ektexine of HRSG will be contaminated and it will influence the heat transfer effect. So blower must be installed in heated surface of each stage.
Bypass damper
Deflecter damper
Inlet damper
Go to HRSG
Figure 13 HRSG Flue Duct Damper
(a) Bypass damper (b) Deflecter damper
1.6"Introduction To HRSG Design" The Heat Recovery Steam Generator, or HRSG, comes in numerous shapes, designs, configurations, arrangements, etc. To simplify our discussion herein, we will first state that the type of HRSG we are reviewing is what may be referred to as a water tube (as opposed to a fire tube) type heat recovery unit. This refers to the process fluid, i.e., the steam or water being on the inside of the tube with the products of combustion being on the outside of the tube. The products
9
HRSG & ST
of combustion are normally at or close to atmospheric pressure, therefore, the shell side is generally not considered to be a pressure vessel.
Definition of concepts and terminology used in discussions. In the design of an HRSG, the first step normally is to perform a theoretical heat balance which will give us the relationship between the tube side and shell side process. Before we can compute this heat balance, we must decide the tube side components which will make up our HRSG unit. Even though these components may include other heat exchange services, at this time we will only consider the three primary coil types that may be present, i.e., Evaporator, Superheater, Economizer. When we refer to an Evaporator Section, this includes all the evaporator coils making up the total evaporator for a Pressure System. A pressure system includes all the components included in the various streams associated with that pressure level. Evaporator Section The most important component would, of course, be the Evaporator Section, since without this coil(or coils), the unit would not be an HRSG. Throughout our discussion, we will refer to a main heat transfer component as a "section". When the section is broken into more than one segment, i.e., such as for a change in tube size, material, extended surface, location, etc., we will refer to the segments as coils. So an evaporator section may consist of one or more coils. In these coils, the effluent(water), passing through the tubes is heated to the saturation point for the pressure it is flowing. Superheater Section The Superheater Section of the HRSG is used to dry the saturated vapor being separated in the steam drum. In some units it may only be heated to little above the saturation point where in other units it may be superheated to a significant temperature for additional energy storage. The Superheater Section is normally located in the hotter gas stream, in front of the evaporator.
10
HRSG & ST
Economizer Section The Economizer Section, sometimes called a preheater or preheat coil, is used to preheat the feedwater being introduced to the system to replace the steam(vapor) being removed from the system via the superheater or steam outlet and the water loss through blowdown. It is normally located in the colder gas downstream of the evaporator. Since the evaporator inlet and outlet temperatures are both close to the saturation temperature for the system pressure, the amount of heat that may be removed from the flue gas is limited due to the approach to the evaporator, known as the pinch which is discussed later, whereas the economizer inlet temperature is low, allowing the flue gas temperature to be taken lowe Types and Configurations of HRSG. The evaporator section type is very important since it generally defines the overall configuration of the HRSG unit. For this discussion, we will use the word "type" to refer to the general configuration of the evaporator. Even though there are many types, or configurations of HRSG., we will define five general types for our discussion. D-Frame evaporator layout. This configuration is very popular for HRSG. units recovering heat from small gas turbines and diesel engines. It is a very compact design and can be shipped totally assembled. It is limited, however, since the bent tube arrangement quickly causes the module to exceed shipping limitations for units having a large gas flow.
I-
Frame evaporator layout. In the past twenty years, this configuration has become the most popular of all the Evaporator designs. This type module can be built in multiple axial modules or in multiple lateral modules, allowing it to be designed to accept any gas flow. There are numerous variations of this design where tube bundles may contain one, two, or three rows of tubes per header. It is also, normally, more economical to manufacture, ship and field construct. The tube bundles may be shipped to field installed in the modules, or as loose bundles which are installed into a field erected shell.
11
HRSG & ST
Superheater configurations. Superheater designs would normally follow along with the evaporator type that is being used. Three basic superheater designs are shown below, Horizontal Tube, Vertical Tube, and I-Frame. The Horizontal Tube design would normally be used for the D-Frame Evaporator if gas flow is vertical up at the outlet. This horizontal design would be expected to be used also on a horizontal evaporator design. The Vertical Tube design would generally be used with the A-Frame or OFrame Evaporator and with the D-Frame if the gas exits horizontally. The I-Frame Superheater would be used with the I-Frame Evaporator, but may also be used with the other evaporator designs.
12
HRSG & ST
Economizer configurations. Economizer designs would normally follow along with the evaporator type that is being used and be similar in design to the superheater. The configurations would be similar to the ones shown above for the superheaters. Preparing a flow schematic for the HRSG After deciding on the evaporator type to be used for the unit, the next important step in the design of an HRSG unit is to decide the arrangement of the various coils in the unit. Of course, if only an evaporator is present, this may consist of a very simple schematic, but if, as in most cases, there are more than one coil, then consideration needs to be given as to their position in the gas stream. Arrangement of coils. Obviously, the best place to put the highest temperature coil, the superheater, would be in the hottest part of the gas stream. Since, this is where it would take the least amount of surface to exchange the heat, and would allow a stepped heat recovery for maximum heat exchange. The curve below shows this relationship between the heat given up and the three primary coils found in an HRSG. In viewing this generalized sketch showing the relationship between the heat absorbed and the heat given up, it is easy to see the area referred to as the "pinch" at the evaporator outlet. By laying a straight edge on the heat given up line and rotating it while holding it at the pinch, it is also, easy to see that, at a very high inlet temperature, there may be a critical approach temperature occur at the economizer inlet, and going the other way, at a lower inlet temperature, this may occur at the superheater outlet. Of course, modern HRSG units are not always this simple. The components can and are placed in many configurations to achieve desired results. The range of arrangements that the coils may
13
HRSG & ST
be placed, is only limited by the users imagination and the constraints of the temperature approaches. Shown below are just a few examples of various arrangements.
Typical dual pressure arrangements.
Typical triple pressure arrangements
14
HRSG & ST
Preparing the schematic. Now that we have a general idea of how to arrange the coils, we prepare the flow schematic. This flow schematic gives us a preliminary picture of how the HRSG will look. Also, we can use the sketch to perform the preliminary heat balance which we will review in Section 4. For our example flow schematic, we will assume a single pressure HRSG with a superheater and economizer section.
It is not important that you necessarily use this style schematic, but it is important to be consistent in the style you use. If you always present an evaporator in the same way, and a superheater always looks like "your" superheater, the flow schematics become very recognizable to anyone needing to refer to them. Remember, the flow schematic does not need to represent the actual mechanical design of the HRSG, neither in looks, or direction of flow, hot to cold, etc. Now, using a similar approach to above, let's construct a flow schematic to represent a triple pressure unit with an integral deaerator.
15
HRSG & ST
Heat Balance Evaporator Pinch Design: The evaporator pinch, or approach temperature, is what limits the amount of heat that can be recovered in most HRSG designs. As was discussed in the previous section, Schematics, the limiting effect of this approach is important. For many general purpose HRSG's such as those found in refineries and chemical plants, a pinch of 50 oF provides an economical design with a realistic payout. But in the more competetive markets of combined cycle or co-generation plants, it is not uncommon to see pinch points below 30 oF. And as a practice, a 30 oF pinch design for these HRSG's should be considered. It should, however, be remembered that the closer the pinch, or approach, the less reliable the results will be. In other words, it would be easy to calculate the steam generated in a unit at a 5 o F pinch, but the probability of achieving this result with the actual equipment would be almost nil. If you look at the added amount of surface required to go from a 10 oF to a 5 oF pinch versus the change in surface to go from 50 oF to 45 oF, you will quickly see the why this is true. Other process approach temperatures: Other process appoach temperatures are similar to the special case of the "pinch" discussed above. But, they do not, except in some situations, control the overall design of the HRSG. A 50 o F approach is a good minimum to consider for coils such as hot oil, superheaters, economizers, etc. Of course, the same is true with these coils, the higher the approach temperature, the less surface it will take to exchange the heat. This is why most of the flow in these coils are counter current to the gas flow, which provides a higher approach temperature.
16
HRSG & ST
Economizer water approach: The economizer water approach temperature to the evaporator satuaration temperature is very important and should be selected with care. If too close an approach is used in the design, vaporization may occur in the coil during off design cases which may cause severe upsets in the unit. It should be noted, however, that just because the economizer does vaporize at some operating condition, it does not necessarily mean a problem, since the design can be such that it can handle this condition. But, for most designs, it is better to avoid this condition. A normal design approach temperature is 20 oF. This approach gives significant safety factor for load swings. But, again, you should rate HRSG at all expected operating conditions. Superheated Steam Desuperheating: Superheat desuperheating is the best way to control the outlet temperature of the HRSG superheater. It is not, though, the only way. Steam bypassing around all or part of the superheating coil and then remixing it to control the temperature is done with great success. If a spray desuperheater is used, it can be placed at the outlet, or at an itermediate point in the superheater coil. Placing it at an intermediate point gives the added protection of preventing accidental water slugs which may damage downstream equipment. Blowdown requirements: The boiler blowdown requirement is set by the condition of the feedwater. Primarily it is used to control solids build up in the steam separation drum. If nothing is known of the feedwater at time HRSG is being designed, an allowance should be used in design. For normal modern facilities, a 2% allowance should be sufficient. For others, a 5% allowance should be provided for in the design. But, you should keep in mind that somewhere along the route from design to production, this must be revisited to assure proper operating conditions in the HRSG Developing the Heat Balance for an HRSG: We begin with the first sample schematic that we prepared in Section 3, a single pressure HRSG with a superheater, evaporator, and economizer.
17
HRSG & ST
For our process conditions, we will assume the following: Gas Side : 800,000 lbs/hr of Gas Turbine Exhaust at 980 oF Setting Loss To Atmosphere, 2% of Heat Absorbed Maximum Back Pressure at Gas Turbine Exhaust Flange, 8" H2O Gas Properties : Volume % Nitrogen, N2 Oxygen, O2 Carbon Dioxide, CO2 Water, H2O Argon, Ar Sulphur Dioxide, SO2 Carbon Monoxide, CO 72.55 12.34 3.72 10.52 0.87 0.0 0.0
Tube Side : Steam at outlet, Maximum Flow at 600 psig and 750 oF Feedwater at 227 oF and pressure required at inlet. For our example, we will make the following assumtions : Pinch At Evaporator, oF 50.0 Economizer Water Approach, oF Blowdown, % of Steam Out Pressure Drop In Superheater, psi 20.0 2.00 15.0
Pressure Drop In Economizer, psi 10.0 We can now populate our schematic with all known values.
Now we can calculate the missing data Heat Available To Evaporator And Superheater:
18
HRSG & ST
Havail
= Wg (hin - hpinch = 800000 (244.735 - 124.836) = 95,919,200 Btu/hr
Resulting in a net heat available of Hnet = Havail / (1 + SL/100) = 95919200 / (1 + 2/100) = 94,038,431 Btu/hr Heat Required By Steam Flow (To Pinch Point): Hreqd = Ws (hs - hl) + (Ws + Ws * Bldwn/100) ( hl - hecon) But, since Hnet is equal to Hreqd, we can restate the equation as, Ws = Hnet / [ (hs - hl) + (1 + Bldwn/100) ( hl - hecon)] = 94038431 / [(1379.598-477.876) + (1 + 2/100) (477.876 - 454.662)] = 101,619 lb/hr Now that we have the steam flow at the Superheater, 101,619 lb/hr, we can calculate the Superheater heat required, QSH QSH = Ws (hs - hv) = 101619 (1379.598 - 1203.188) = 17,926,608 Btu/hr And the gas enthalpy at the outlet of the superheater coil, hg2 hg2 = hg1 - QSH * (1 + SL/100) / Wg = 244.735 - (17926608*1.02/800000) = 221.878 Btu/lb Which results in a gas temperature leaving the superheater of 898.134 oF. The evaporator duty, QEvap, is equal to, QEvap = Ws * (hv - hl) + Ws (1 + Bldwn/100) (hl - hecon) = 101619 (1203.188 - 477.876) + 101619 (1.02) (477.876 - 454.662) = 76,111,643 Btu/hr and the steam generated in the evaporator coil, Wevap, is equal to, Wevap = QEvap / (hv - hl) = 76111643 / (1203.188 - 477.876) = 104,936 lbs/hr Now, we can calculate the Economizer duty, QEcon, as equal to, QEcon = Ws (1 + Bldwn/100) (hecon - hbfw) = 101619 (1.02) (454.662 - 196.644) = 26,743,922 Btu/hr And the gas enthalpy at the outlet of the economizer coil, hg4 hg4 = hg3 - QEcon * (1 + SL/100) / Wg = 124.836 - (26743922*1.02/800000) = 90.737 Btu/lb Which results in a stack gas temperature leaving the economizer of 412.522 oF. We can now complete our schematic with all known values. Tube material and selection Selecting the tube material and size to use in a HRSG design is really a matter of experience. As you work with different HRSG's for different services, you develop a knowledge of what fit before in a similar design, so you know where to start with a new design. But a few general rules can be used to start the selection. For the typical, general purpose HRSG, using standard tubing sizes, the 2" tube size will
19
HRSG & ST
normally work out to be the most economical tube size. The cost will generally go up with a smaller or larger tube size. Most HRSG units recover heat from a relatively low temperature gas, i.e., less than 1,000 F. Of course, many of the modern HRSG's are supplementary fired to achieve even greater efficiencies. But, with the exception of the superheater, you can normally assume that carbon steel tubes will work for the evaporator and the economizer. If the superheater outlet temperatures are low, such as 600 oF and below, you should be able to assume carbon steel tubes to start. If higher than 600 oF, you may want to start with T11 tubes. In a similar manner, you can make some preliminary estimates to determine what the design metal temperature for the HRSG tubes need to be. With this temperature, you would select the least material that is good for the temperature. Eventual analysis may show that a higher alloy and a thinner wall may be more economical, so running calculations with several materials is always wise. Typical generic, pipe and tube specifications used for HRSG tubes: Generic Specification Pipe Specification Tube Specification Carbon Steel SA 106 Gr B SA 178 A 1 Cr Mo SA 335 Gr P11 SA 213 T11 2 Cr 1 Mo SA 335 Gr P22 SA 213 T22 5 Cr Mo SA 335 Gr P5 SA 213 T5 9 Cr 1 Mo SA 335 Gr P9 SA 213 T9 18 Cr 8 Ni SA 312 TP 304 SA 213 TP 304 16 Cr 12 Ni 2 Mo SA 312 TP 316 SA 213 TP 316 18 Cr 10 Ni Ti SA 312 TP 321 SA 213 TP 321 18 Cr 10 Ni Ti SA 312 TP 321H SA 213 TP 321H And other, more exotic materials for special services are used as may be needed. The wall thickness required, for the heat absorbing tubes, is calculated by using the ASME Section 1. For heat absorbing tubes, there are two formulas that may apply, so it is normal practice to check the required thickness and maximum allowed working pressure, MAWP, using both formulas, then using the more appropriate. Tube Wall Thickness: Using ASME, Section 1, PG 27.2.1 t = (P * D) / (2 * S1 + P) + 0.005 * D + e And using ASME, Section 1, PG 27.2.1 t = (P * D) / (2 * S2 *E + 2*y*P) + C
Where, t = Minimum required thickness, in P = Maximum allowable working pressure, psia
20
HRSG & ST
D = Outside diameter of cylinder, in S1 = Maximum allowable stress value (PG-23), psi S2 = Maximum allowable stress value (PG-23), psi e = Thickness factor for expanded tube ends y = Temperature coefficient E = efficiency C = Minumum allowance for threading and structural stability, in
Using the above stress values and formulas, we can now calculate the minimum wall thickness for a tube. In the above tube wall thickness calculator, only the "Tube Specifications", such as SA-178 Gr. A, are being used for stress values, so this calculator is not valid if using a "Pipe Specification", such as SA-106 Gr. B, since the stress values are different. A little bit of confusion over why a pipe is called a tube, when it is in a HRSG, might be expected. But usage dictates that the heat transfer tubes be referred to as tubes regardless of whether they are manufactured from materials specified as tubes or as pipes. If the use is as a downcomer or riser, etc., it is called a "pipe". When using tubes with the OD of a standard pipe size or using piping specifications and the HRSG uses returns, you would normally select a standard return bend to return the flow to the next tube. These returns bends are normally manufactured in two turning radii, called "short radius" and "long radius". The short radius return refers to a 180 return bend using a radius of one nominal diameter, ie, a 4" pipe size return has a radius of 4", and a 6" has a radius of 6", etc. The "long" radius bend has a radius equal to 1.5 nominal diameters so a 4" return has a radius of 6" and a 6" has a radius of 9". These standard returns are manufactured in most of the pipe schedules and are also available in "minimum wall" specifications Typical generic and pipe specifications used for return bends:
Generic Specification Carbon Steel 1 Cr Mo 2 Cr 1 Mo 5 Cr Mo 9 Cr 1 Mo 18 Cr 8 Ni
Pipe Specification SA 234 WPB SA 234 WP11 SA 234 WP22 SA 234 WP5 SA 234 WP9 SA 403 WP304
21
HRSG & ST
16 Cr 12 Ni 2 Mo 18 Cr 10 Ni Ti 18 Cr 10 Ni Ti
SA 403 WP316 SA 403 WP321 SA 403 WP321H
If using standard pipe fittings manufactured to standard pipe schedules, you would assume 80% of the standard wall thickness. If you are bending tubes or pipe for the application, you would need to calculate the thinning in the bend. The following calculator estimates the ratio of that thinning. Tube Length Selection Now that we have selected a tube diameter, material, wall thickness, and tube spacing, we need to decide what length the tubes should be. Pipe and tubes are manufactured in random lengths, ie, since the billet size varies, the actual length of the tube that is extruded, from a billet, varies from one tube to the next. For lower cost materials, it is usually cheaper to scrap pieces of tube, then it is to make center welds to try and use all the material. But another high cost factor involved with the length is the supports and guides for the tube in the HRSG. For vertical tubes, usually the overall HRSG shape and size dictate the best tube length. It is necessary to consider the maximum shipping width and length in setting the tube length. The support and guide requirement varies depending on whether the tubes are supported from the top(hung) or bottom of the tubes. In the horizontal tube HRSG's, the overall shape and size also figure into the equation. But, within these constraints, the span between supports must be considered. If the user has not specified a maximum span, then generally you would not want to exceed 35 tube OD's. This has been a general industry "not to exceed" rule of thumb used for many HRSG designs. But care should be taken to consider the service and wall temperature of the tubes. Once you have determined the span between supports, the tube length would be selected to use the minimum number of supports, while avoiding unnecessary centerwelds, if centerwelds are allowed by user. All of this must be balanced with the fact that the pressure loss in the tubes is increased dramatically in the returns, so generally you want the longest straight tube possible. The pressure loss in the returns is reviewed in the "Process" section , under "Intube Pressure Drop". Now, using the single pressure HRSG that we demonstrated in developing the heat balance in Section 4, we can select the heat transfer tubes necessary to proceed with the thermal design. We are going to select an HRSG unit using 2.000" od tubes, so the following selections will be based on this tube od.
22
HRSG & ST
For the superheater, we can assume that the tube wall temperature will be above 750 oF and less than 850 oF, so we will use the 850 oF for the design temperature. We will select for our HRSG design, the O-Frame evaporator. So for the superheater we could use a Vertical Tube or an IFrame type. We will choose the I-Frame. This design can use either bent tubes, i.e., three rows per bundle, or two straight tubes in a bundle. For this sample, we decide we want three rows per bundle using an 8" pipe header, then we we will decide that the bend radius of the bend in the first and third rows is 6". Using a design pressure of 700 psia, we can check to see if a standard 0.120" minimum wall thickness will be sufficient for this design. Using our bend thinning calculator, we see that the wall thickness after bending will be 0.1013". Then using the tube wall thickness calculator, we see that using the PG 27.2.1 method, that with our 1/32" corrosion allowance, the tube thickness is okay.
Now, we look at our evaporator, the O-Frame design that we selected above.
23
HRSG & ST
Okay, here again we have bent tubes. We will assume that the bend radius of these tubes is 12", so the wall thickness using 0.120" to start with, will be 0.1091" after bending. Using SA 178 Gr A tubes, we check the required wall thickness and find that this tube will be fine. Note that setting the design temperature below 700 o F really doesn't have any affect on the PG 27.3.1 calculation, since this formula requires a minimum of 700 oF for the stress value selection. When we check the required wall, we get 0.1102 if we use a 1/32" corrosion allowance. but since no corrosion allowance was indicated, we will use this tube.
For our economizer, we will use the I-Frame design, but use two tubes per bundle with 6" pipe headers, so we will once again need bent tubes, using a 6" bend radius. This results in a 0.1013" wall thickness at the bends. For this economizer, the 0.120' wall thickness will be okay without corrosion allowance. Extended surface material and selection The heat transfer sections of the HRSG frequently use extended surface to improve the overall heat exchange between the hot gases and the steam or water in the tubes. These extended surfaces are usually either a thin plate fin wraped helically around the tube or round or eliptical shaped studs. Following is a description of the more popular extended surfaces. Segmented Fins: These are usually one of the two types shown below. High Frequency Continuously Welded Standard Frequency Spot Welded
The standard frequency, spot welded, design is not used as often since this design is normally
24
HRSG & ST
selected when using very thin, high density finning such as in a large heat recovery boiler. Most HRSG designs use fins less than 0.049 inch thick. The standard frequency, spot welded fin also has a foot which presents a place where corrosion can occur if flue gases are corrosive or moisture is present. Solid Fins: These are the most popular fins for modern HRSG's. High Frequency Continuously Welded Stud Fins: These are used generally when the fuel is No. 6 or higher. Resistance Welded
Thermal rating procedures for all these extended surface types are presented in the following pages. Both segmented fin types are rated using the same formulas.
For our sample boiler, that we have been developing throughout this material, we will choose to use 0.049" thick fins with a density of 6 fins per inch. We will use an 11% chrome alloy material for the superheater, A-176 TP409. For the evaporator and the economizer, we will use carbon steel, A 366, which should be good for all the temperatures in these sections. We will recheck our selections after doing the thermal calculations to confirm they are okay. It is important to note, that since the source of our gas is a gas turbine, it is a very clean service and we could have used a thinner fin at a higher density. Indirect, non-luminous, radiation In-direct, non-luminous radiation in an HRSG design is only significant to consider when the flue gases are above 1,000 F. This normally would occur only following supplementary firing of the flue gas. It should be noted that there may also be some direct radiation occur in an HRSG if the duct burners are located directly in front of the HRSG heat transfer sections. For most designs, however, simply considering the radiation using the following method will suffice. If the HRSG is designed with an evaporator shield section, i. e., there is an evaporator coil placed between the burner and a superheater coil, there usually is no problem with tube wall temperature due to indirect, non-luminous, radiation. But if there is no shield coil, the superheater coil needs to be checked carefully to make sure that maximum tube wall temperature is not exceeded.
25
HRSG & ST
In an HRSG similar to this one, the superheater tubes are directly exposed to the hot gases and flame in the combustion chamber. They are also exposed to the heat radiated off the refractory lined combustion chamber in front of the tubes. To calculate the heat transfered to these tubes by radiation, we will use the methods described below.
qn = saAcpF(Tg4 - Tw4) Where, qn = Non-luminous radiant heat transfer to the tubes, Btu/hr s = Stefan-Boltzman constant, 0.173E-8 Btu/ft2-hr-R4 a = Relative effectiveness factor of the tube bank Acp = Cold plane area of the tube bank, ft2 F = Exchange factor Tg = Effective gas temperature in firebox, R Tw = Average tube wall temperature, R
Relative Effectiveness Factor, a : For a single row in front of a refractory wall, use Total One Row. For two rows in front of a refractory wall, use Total Two Rows. For double sided firing, use Direct One Row.
26
HRSG & ST
Since all the radiant heat directed toward this bank of tubes is absorbed by the tubes in the convection, the relative absorption effectiveness factor, a, for the tubes can be taken to be equal to one. Cold Plane Area, Acp : The cold plane area for the tube section is equal to the cold plane area of the first row of tubes. Acp = Ntube*Stube*Ltube Where, Ntube = Number of tubes wide Stube = Tube spacing, ft Ltube = Tube length, ft Exchange Factor, F : Because the flue gas in the firebox is a poor radiator, the equation must be corrected using an exchange factor which is dependent on the emissivity of the gas and the ratio of refractory area to cold plane area. Since the tubes themselves are not perfect absorbers, the curves are based on a tube-surface absorptivity of 0.9. This is a value considered typical for oxidized metal surfaces. The overall radiant exchange factor, F, can be taken from the curve below as presented by Mekler & Fairall in Petroleum Refiner, June 1952.
27
HRSG & ST
Where,
Aw/aAcp : The equivalent cold plane area,aAcp, is the product of the effectiveness factor and the cold plane area as described above. The Aw can be described as follows, Aw = Ar - aAcp and, Aw = Effective refractory area, ft2 Ar = Total refractory area, ft2 aAcp = Equivalent cold plane area, ft2 The Ar factor is the inside area of the plenum in front of (or below, in some designs) the tubes. The openings where the flue gas enters are normally ignored, since the ducting connecting them perform the same reflective purpose. Flue Gas Emissivity : The gas emissivity can be described by the curve presented by Lobo and Evans, at AICHE, 32nd Annual Meeting, November 1939. The tube wall temperature has only a minor effect. Therefore, the emissivity can be correlated as a function of PL product and the gas temperature, T g. Variations in tube wall temperatures between 600 and 1200 F cause less than 1% deviation from these curves.
28
HRSG & ST
And, PL = Product of the Partial Pressure of the carbon dioxide and water times the Beam Length, in atm-ft. Where, Partial Pressure Of CO2 & H2O : The only constituents normally in the flue gas that contribute significantly to the radiant emission are the carbon dioxide and the water, the sum of these are all that are considered. The Partial pressure of a gas component in atm's is the mole volume fraction percent of that component. Mean Beam Length : In computing the mean beam length, placement of the tubes must be taken into account. If the firebox is a rectangular shape with the tubes down the center, the beam length would be based on half the box. Beam lengths for other configurations, such as a cylindrical heater with an octagonal tube or cross tube layout, must be calculated with consideration for those cavities. The mean beam length for heaters can be accounted for according to Wimpress in Hydrocarbon Processing, October 1963, as follows: For Box Type Heaters Dimension Ratio 1-1-1 to 1-1-3 1-2-1 to 1-2-4 1-1-4 to 1-1-inf 1-2-5 to 1-2-inf Mean Beam Length 2/3(Furnace Volume)1/3
1 x Smallest Dimension 1.3 x Smallest Dimension
29
HRSG & ST
1-3-3 to 1-inf-inf
1.8 x Smallest Dimension
With the box dimensions, length, width, and height being in any order For Vertical Cylindrical Heaters Length/Diameter < 2 (((L/D)-1)*0.33 + 0.67)*D Length/Diameter >= 2 Diameter
For most HRSG designs, the beam length can be taken as the width of the duct or superheter section. Effective gas temperature in firebox, Tg This temperature is the calculated gas temperature entering the duct or plenum in front of the tube coil. Average tube wall temperature, Tw The tube wall temperature calculation is discussed later in this section. The radiant heat from this calculation will reduce the gas temperature used in the convection transfer calculation. Indirect, non-luminous, radiation
30
HRSG & ST
To demonstrate this routine, we will assume that the gas temperature after firing is 1400 o F, and the tube wall temperature is 800 oF. We will assume that the gas prior to firing is the gas turbine exhaust we used in our example for calculating the heat balance. Gas Side : 800,000 lbs/hr of Gas Turbine Exhaust at 980 oF Gas Properties : Volume % Nitrogen, N2 Oxygen, O2 Carbon Dioxide, CO2 Water, H2O Argon, Ar Sulphur Dioxide, SO2 72.55 12.34 3.72 10.52 0.87 0.0
Carbon Monoxide, CO 0.0
To obtain the flue gas properties, we must do a combustion calculation. For this, we will assume fuel gas that is defaulted in the calculator below. The combustion process is covered in detail in Section 6, so for this exercise, we will just use a combustion calculator, such as the one below. Notice, that instead of firing with air as the source of oxygen, we use the exhaust gas for the oxygen source. For this case, we are not adding any additional air.
Gas Properties Volume % Nitrogen, N2 Oxygen, O2
After
Firing: 71.8121 10.1589 4.7397 12.4283
31
Carbon Dioxide, CO2 Water, H2O
HRSG & ST
Argon, Ar
0.861
The flue gas flow from our combustion calculation above is 805,012 lbs/hr. Now we can perform the calculations as follows, From above, we determine a is equal to 1. And, Ar = 8 * 14 * 2 + 4 * 14 * 2 + 8 * 14.6 * 2 = 569.6 ft2 Acp = 23 * 16 = 368 ft2 Aw = 569.6 - 368 = 201.6 ft2 So, Aw/aAcp = 201.6 / 368 = 0.548 Partial Pressure of H2O and CO2 = 0.047397 + 0.124283 = 0.17168 atm Beam length = width = 8 ft PL = BL * PP = 8 * 0.17168 = 1.37344 For the emissivity and exchage factor, we can interpret the above curves Emissivity from curve = 0.342 So, Exchange Factor, F = 0.421 Now, using our radiant heat equation, qr = saAcpF(Tg4 - Tw4) = 0.173E-8 * 1.0 * 368 * 0.421 (18604 - 12604) = 2,523,400 Btu/hr We now need to calculate the theoretical exit temp, then using the average of the 1400 and the exit temperature, recalculate the heat given up again, so it requires a few iterations to get a valid answer. Enthalpy of flue gas after burner = 369.880 Btu/lb So, Enthalpy after radiant heat release = 369.880 - 2523400/805012 = 366.734 Btu/lb Which results in an exit temperature of 1389.448 oF And the corrected temperature for the calculation is (1400 + 1389.448)/2 = 1394.724 oF To do this iteration in an efficient manner, we can set up a JavaScript to let our browser do this tedious work. But before we do finalize our heat balance, we need to look at the distribution of this heat to the tubes. Since most of this radiant heat is absorbed by the first two rows of tubes, we will assume that only the first two rows are absorbing this heat. In actuality, some of the radiant heat would go to the third row, how much would depend on the tube diameter and spacing. But the amount to the third row is insignificant and can simply be added to the second row which will be more conservative. For the distribution to the first row of tubes, we can use the alpha, from the curves above, for direct to one row. So, for our sample calculation, the radiant heat would be distributed, 70% to the first row and 30% to the second row.
32
HRSG & ST
Convection Heat Transfer The HRSG primarily absorbs heat from the hot flue gases by convection heat transfer. In the convection section, heat is transferred by both radiation and convection. The convection transfer coefficients for fin and stud tubes are explored here as well as bare tube transfer. The short beam radiation is treated separately from the convection transfer below. This section of the HRSG Design is divided into five main areas, which can be selected from the jump links below to go to a section. Convection Transfer, Bare Tubes Overall Heat Transfer Coefficient, Uo: Uo = 1/Rto Where, Uo = Overall heat transfer coefficient, Btu/hrft2-F Rto = Total outside thermal resistance, hr-ft2F/Btu And, Rto = Ro + Rwo + Rio Ro = Outside thermal resistance, hr-ft2-F/Btu Rwo = Tube wall thermal resistance, hr-ft 2F/Btu Rio = Inside thermal resistance, hr-ft2-F/Btu And the resistances are computed as, Ro = 1/he Rwo = (tw/12*kw)(Ao/Aw) Rio = ((1/hi)+Rfi)(Ao/Ai) Where, he = Effective outside heat transfer coefficient, Btu/hrft2-F hi = Inside film heat transfer coefficient, Btu/hr-ft2-F tw = Tubewall thickness, in kw = Tube wall thermal conductivity, Btu/hr-ft-F Ao = Outside tube surface area, ft2/ft Aw = Mean area of tube wall, ft2/ft Ai = Inside tube surface area, ft2/ft Rfi = Inside fouling resistance, hr-ft2-F/Btu Inside film heat transfer coefficient, hi: The inside heat transfer coefficient calculation procedure is covered in detail, elsewhere in this
33
HRSG & ST
course. Effective outside heat transfer coefficient, he he = 1/(1/(hc+hr)+Rfo) Where, hc = Outside heat transfer coefficient, Btu/hr-ft2-F hr = Outside radiation heat transfer coefficient, Btu/hr-ft2-F Rfo = Outside fouling resistance, hr-ft2-F/Btu Outside film heat transfer coefficient, hc: The bare tube heat transfer film coefficient, hc, can be described by the following equations. For a staggered tube arrangement, hc = 0.33*kb(12/do)((cp*mb)/kb)1/3((do/12)(Gn/mb)))0.6 And for an inline tube arrangement, hc = 0.26*kb(12/do)((cp*mb)/kb)1/3((do/12)(Gn/mb)))0.6 Where, hc = Convection heat transfer coefficient, Btu/hrft2-F do = Tube outside diameter, in kb = Gas thermal conductivity, Btu/hr-ft-F cp = Gas heat capacity, Btu/lb-F mb = Gas dynamic viscosity, lb/hr-ft Gn = Mass velocity of gas, lb/hr-ft2 We can use this typical superheater coil as a sample bare tube bank. We will assume the first two rows are bare: Process Conditions: Gas flow, lb/hr = 800,000 Gas temperature in, F = 980 Gas temperature out, F = 968.9 Compostion, moles N2, % = 72.55 O2, % = 12.34 CO2, % = 3.72 H2O, % = 10.52 Ar, % = 0.87 Mechanical Conditions: Tube Diameter, in = 2.000 Tube Spacing, in = 4 Number Tubes Wide = 28 Tube Effective Length, ft = 28.000
34
HRSG & ST
Number Of Tubes = 56 Tube Arrangement = Inline Pitch Gas Properties For the gas properties, we can use the JavaScript we previously used to get the properties of the gas at the average temperature. From this program, we get the following properties, kb, Btu/hr-ft-F = 0.0324 cp, Btu/lb-F = 0.2805 mb, cp = 0.0359 = 0.0359*2.42 = 0.0869 lb/hr-ft To calculate the mass velocity, Gn, we need to first calculate the net free area of the tube bank. For these calculations, we are going to assume the tube rows are corbelled, so the net free area, NFA: NFA = Nwide*tspc/12*tlgth-Nwide*tOd/12*tlgth = 28*4/12*28-28*2/12*28 = 130.667 ft2 Therefore, Gn = Wgas / NFA = 800000/130.667 = 6122.448 And using our formula for hc, hc = 0.26*0.0324 (12/2)((0.2805*0.0869 )/0.0324)1/3((2/12)(6122.448/0.0869 )))0.6 = 12.7152 To get a feel for the values of the coeffcient, use the following script to run various designs The radiation transfer coefficient, hr is described later in this section. Fouling resistances, R fi and Rfo are allowances that depend upon the process or service of the heater and the fuels that are being burned. Convection Transfer, Fin Tubes You will notice that the heat transfer equations for the fin tubes are basically the same as for the bare tubes untill you reach the h e factor, where a new concept is introduced to account for the fin or extended surface. The procedure presented herein are taken from the Escoa manual which can be downloaded in full from the internet. Overall Heat Transfer Coefficient, Uo: Uo = 1/Rto Where, Uo = Overall heat transfer coefficient, Btu/hrft2-F Rto = Total outside thermal resistance, hr-ft2F/Btu And, Rto = Ro + Rwo + Rio Ro = Outside thermal resistance, hr-ft2-F/Btu Rwo = Tube wall thermal resistance, hr-ft 2F/Btu Rio = Inside thermal resistance, hr-ft2-F/Btu And the resistances are computed as,
35
HRSG & ST
Ro = 1/he Rwo = (Ao/Aw) Rio = (Ao/Ai) Where, he = Effective outside heat transfer coefficient, Btu/hr-ft2-F hi = Inside film heat transfer coefficient, Btu/hr-ft2-F tw = Tubewall thickness, in kw = Tube wall thermal conductivity, Btu/hr-ft-F Ao = Total outside surface area, ft2/ft Aw = Mean area of tube wall, ft2/ft Ai = Inside tube surface area, ft2/ft Rfi = Inside fouling resistance, hr-ft2-F/Btu Inside film heat transfer coefficient, hi: The inside heat transfer coefficient calculation procedure is covered in detail, elsewhere in this course. Effective outside heat transfer coefficient, he: he = ho(E*Afo+Apo)/Ao Where, ho = Average outside heat transfer coefficient, Btu/hrft2-F E = Fin efficiency Ao = Total outside surface area, ft2/ft Afo = Fin outside surface area, ft2/ft Apo = Outside tube surface area, ft2/ft And, Average outside heat transfer coefficient, ho: ho = 1/(1/(hc+hr)+Rfo) Where, hc = Outside heat transfer coefficient, Btu/hr-ft2-F hr = Outside radiation heat transfer coefficient, Btu/hr-ft2-F Rfo = Outside fouling resistance, hr-ft2-F/Btu Outside film heat transfer coefficient, hc: hc = j*Gn*cp(kb/(cp*mb))0.67 Where,
36
(tw/12*kw) ((1/hi)+Rfi)
HRSG & ST
j = Colburn heat transfer factor Gn = Mass velocity based on net free area, lb/hr-ft2 cp = Heat capacity, Btu/lb-F kb = Gas thermal conductivity, Btu/hr-ft-F mb = Gas dynamic viscosity, lb/hr-ft Colburn heat transfer factor, j: j = C1*C3*C5(df/do)0.5((Tb+460)/(Ts+460))0.25 Where, C1 = Reynolds number correction C3 = Geometry correction C5 = Non-equilateral & row correction df = Outside diameter of fin, in do = Outside diameter of tube, in Tb = Average gas temperature, F Ts = Average fin temperature, F Reynolds number correction, C1: C1 = 0.25*Re-0.35 Where, Re = Reynolds number Geometry correction, C3: For segmented fin tubes arranged in, a staggered pattern, C3 = 0.55+0.45*e(-0.35*lf/Sf) an inline pattern, C3 = 0.35+0.50*e(-0.35*lf/Sf) For solid fin tubes arranged in, a staggered pattern, C3 = 0.35+0.65*e(-0.25*lf/Sf) an inline pattern, C3 = 0.20+0.65*e(-0.25*lf/Sf) Where, lf = Fin height, in sf = Fin spacing, in Non-equilateral & row correction, C5: For fin tubes arranged in, a staggered pattern, C5 = 0.7+(0.70-0.8*e(-0.15*Nr^2))*e(-1.0*Pl/Pt) an inline pattern, C5 = 1.1+(0.75-1.5*e(-0.70*Nr^2))*e(-2.0*Pl/Pt)
37
HRSG & ST
Where, Nr = Number of tube rows Pl = Longitudinal tube pitch, in Pt = Transverse tube pitch, in Mass Velocity, Gn: Gn = Wg/An Where, Wg = Mass gas flow, lb/hr An = Net free area, ft2 Net Free Area, An: An = Ad - Ac * Le * Nt Where, Ad = Cross sectional area of box, ft2 Ac = Fin tube cross sectional area/ft, ft2/ft Le = Effective tube length, ft Nt = Number tubes wide And, Ad = Nt * Le * Pt / 12 Ac = (do + 2 * lf * tf * nf) / 12 tf = fin thickness, in nf = number of fins, fins/in Surface Area Calculations: For the prime tube, Apo = Pi * do (1- nf * tf) / 12 And for solid fins, Ao = Pi*do(1-nf* tf)/12+Pi*nf(2*lf(do+lf)+tf(do+2*lf))/12 And for segmented fins, Ao = Pi*do(1-nf* tf)/12+0.4*Pi*nf(do+0.2)/12+Pi*nf (do+0.2)((2*lf-0.4)(wn+tf)+ws*tf)/(12*ws) And then, Afo = Ao - Apo Where, ws = Width of fin segment, in In the O-Frame Evaporator example we are using here, we should point out, that some of the tube rows can be used for downcomers instead of risers. Or , alternatively, the downcomers may be outside the gas pass. If they are part of the tube bank, they normally would not be finned, even if the riser tubes are finned. The sketch shown here would indicate the center two rows are downcomers since they are outside the collection baffle which directs the water/vapor mixter,
38
HRSG & ST
coming from the riser tubes, through the primary separators. In this example, we are not going to consider any of the tubes as downcomers, but if we did, they would absorb heat, but would need to be rated separately since they would have a different inside rate and overall heat transfer coefficient. We can describe a sample fin tube bank as follows: Process Conditions: Gas flow, lb/hr = 800,000 Gas temperature in, F = 898 Gas temperature out, F = 533 Average fin temperature, F = 701 Compostion, moles N2, % = 72.55 O2, % = 12.34 CO2, % = 3.72 H2O, % = 10.52 Ar, % = 0.87
Mechanical Conditions: Tube Arrangement = Inline Pitch Tube Diameter, in = 2.00 Fin Height, in = 0.75 Tube Spacing, in = 4 Fin Thickness, in = 0.049 Number Tubes Wide = 28 Fin Density, fins/in = 6 Tube Effective Length, ft = Fin Type = Segmented 28.00 Fin Segment Width, in = 0.3125 Number Of Tubes = 392 Gas Properties For the gas properties, we can use the JavaScript we used previously to get the properties of the gas at the average temperature. we get the following properties, kb, Btu/hr-ft-F = 0.0278 cp, Btu/lb-F = 0.2719 mb, cp = 0.0314 = 0.0314*2.42 = 0.0760 lb/hr-ft To calculate the mass velocity, Gn, we need to first calculate the net free area of the tube bank. For these calculations, we are going to assume the tube rows are corbelled, so the net free area, An: Ad = 28*28*4/12 = 261.333 Ac = (2+2*0.75*0.049*6)/12 = 0.2034 So, An = 261.333 - 0.2034 * 28 * 28 = 101.8674 And, Gn = 800000 / 101.8674 = 7853.3466
39
HRSG & ST
Now we can calculate the reynolds number, Re, Re = 7853.3466*2/(12*0.0760) = 17222.251 And, C1 = 0.25*17222.251-0.35 = 0.00823 For, sf = 1/6-.049=0.1177 C3 = 0.35+0.50*e(-0.35*0.75/0.1177) = 0.4037 And, Pl = 4.0 C5 = 1.1-(0.75-1.50*e(-0.70*14^2))*e(-2.0*4/4) = .9985 Now we can calculate the Colburn factor, j = 0.00823*0.4037*.9985(3.5/2)0.5((715.5+460)/(701+460))0.25 = 0.0044 And finally, hc = 0.0044*7853.3466*0.2719(0.0278/(0.2719*0.0760))0.67 = 11.475 To get a feel for the values of the coeffcient, use the following script to run various designs. The radiation transfer coefficient, hr is described later in this section. Fouling resistances, R fi and Rfo are allowances that depend upon the process or service of the HRSG and the fuels that are being burned. Fin Efficiency, E: For segmented fins, E = x * (0.9 + 0.1 * x) And for solid fins, E = y * (0.45 * ln(df / do) * (y - 1) + 1)
Where, y = x * (0.7 + 0.3 * x) And, x = tanh(m * B) / (m * B) Where, B = lf + (tf /2) For segmented fins, m = (ho (tf + ws) / (6 * kf * tf * ws))0.5 And for solid fins, m = (ho / (6 * kf * tf))0.5 Fin Tip Temperature, Ts: The average fin tip temperature is calculated as follows, Ts = Tg + (Tw - Tg) * 1/((e1.4142mB+e-1.4142mB)/2) Maximum Fin Tip Temperature, Tfm: The maximum fin tip temperature is calculated as follows, Tsm = Twm + q(Tgm - Twm) Where,
40
HRSG & ST
Tsm = Maximum Fin Tip Temperature, F Tgm = Maximum Gas Temperature, F Twm = Maximum Tube Wall Temperature, F And, The value for theta, q, can be described by the following curve.
Convection Transfer, Stud Tubes For studded tubes, the correlations used are as provided by Birwelco, Ltd. Overall Heat Transfer Coefficient, Uo: Uo = 1/Rto Where, Uo = Overall heat transfer coefficient, Btu/hr-ft2-F Rto = Total outside thermal resistance, hr-ft2-F/Btu And, Rto = Ro + Rwo + Rio Ro = Outside thermal resistance, hr-ft2-F/Btu Rwo = Tube wall thermal resistance, hr-ft2-F/Btu Rio = Inside thermal resistance, hr-ft2-F/Btu And the resistances are computed as, Ro = 1/he Rwo = (tw/(12*kw))(Ao/Aw) Rio = ((1/hi)+Rfi)(Ao/Ai) Where, he = Effective outside heat transfer coefficient, Btu/hr-ft2-F hi = Inside film heat transfer coefficient, Btu/hr-ft2-F tw = Tubewall thickness, in
41
HRSG & ST
kw = Tube wall thermal conductivity, Btu/hr-ft-F Ao = Outside surface area, ft2/ft Aw = Mean area of tube wall, ft2/ft Ai = Inside tube surface area, ft2/ft Rfi = Inside fouling resistance, hr-ft2-F/Btu Effective outside heat transfer coefficient, he: For staggered and inline pitch, he = (hso*E*Afo+ht*Apo)/Ao Where, ht = Base tube outside heat transfer coefficient, Btu/hr-ft2-F hso = Stud outside heat transfer coefficient, Btu/hr-ft2-F Ao = Total outside surface area, ft2/ft Afo = Stud outside surface area, ft2/ft Apo = Tube outside surface area, ft2/ft Inline pitch correction, he = he*(do/Pl)0.333 Where, do = Outside tube diameter, in Pl = Longitudinal pitch of tubes, in Base tube outside heat transfer coefficient, ht: ht = (0.717/do0.333)(Gn/1000)0.67(Tb+460)0.3 And the stud coefficient, hs = 0.936*(Gn/1000)0.67(Tb+460)0.3 With fouling, hso = 1/(1/hs+Rfo) Where, hs = Stud outside heat transfer coefficient, Btu/hr-ft2-F Gn = Mass velocity of flue gas, lb/hr-ft2 Tb = Average gas temperature, F Stud efficiency, E: E = 1/((ex+e-x)/1.950) Where, X = Ls/12((2*hso)/(ks*Ds/12))0.5 And, Ls = Length of stud, in Ds = Diameter of stud, in ks = Conductivity of stud, Btu/hr-ft-F The following script will allow us calculate the coefficient for stud tubes. Short Beam, Reflective Radiation The gas radiation factor, hr, can be calculated from the following correlations. This factor is used
42
HRSG & ST
in calculating the overall heat transfer coefficient for bare tubes and fin tubes. The formulas for the stud tubes has this factor built into the equations. For bare tubes, hr = 2.2*gr*(pp*mbl)0.50 And for fin tubes, hr = 2.2*gr*(pp*mbl)0.50(Apo/Ao)0.75 Where, hr = Average outside radiation heat transfer coefficient, Btu/hr-ft2-F gr = Outside radiation factor, Btu/hr-ft2-F pp = Partial pressure of CO2 & H2O, , atm mbl = Mean beam length, ft Apo = Bare tube exposed surface area, ft2/ft Ao = Total outside surface area, ft2 Outside radiation factor, g r: The outside radiation factor can be described by the following curves:
Convection
Section Design The following calculator will allow you to calculate the overall heat transfer coefficient for fin tubes, stud tubes, or bare tubes. This calculator uses the methods described above. Thermal Conductivity Of Metals The thermal conductivity of the tube material and the extended surface is needed for calculating the heat transfer coefficients. The conductivity of some of the popular materials can be described by the following curves.
43
HRSG & ST
44
HRSG & ST
Tube Wall Temperature Calculation The temperature of the tube wall may be calculated using the following equations. This method does not take coking into account. Tw = Flux*do/di*Rfi+Flux*do/di*1/hi+Flux*do/(do-tw)*tw/(kw*12)+Tf Where,
45
HRSG & ST
Tw = Tube wall temperature, F Flux = Flux rate, Btu/hr-ft2 of bare tube do = Outside tube diameter, in di = Inside tube diameter, in tw = Tube wall thickness, in Rfi = Inside fouling factor, hr-ft2-F/Btu hi = Fluid film coefficient, Btu/hr-ft2-F kw = Thermal conductivity of tube wall, Btu/hr-ft-F Tf = Bulk process fluid temperature, F
Thermal properties of flue gas The thermal properties for flue gas used in these procedures are curve fits of the following families of curves. The source for these curves is not currently known, as they were originally constructed some thirty years ago as we were developing some of the software proceedures presented herein. However, the reliability of these values seem to be very suitable for HRSG design.
46
HRSG & ST
47
HRSG & ST
Combustion, supplementary firing The supplemental combustion in HRSG systems takes place in a burner which usually is located in the flue gas stream going to the HRSG. However, some systems because of high firing requirements and low O2 in the flue gas, may require to be fired externally to the flue gas stream and may reuire additional combustion air. The types of burners and how they function are not covered in detail in this section. The amount of heat released can be easily calculated for a gas when we know the composition of the fuel and the heating values of the various components. For liquid fuels, the heating values are obtained by a calorimeter test.
48
HRSG & ST
From these values and using the standard combustion equation, we can determine the composition of the flue gas leaving the burner. As an example, the combustion of methane could be stated : CH4 + 2O2 --- > CO2 + 2H2O Of course for fuel gases containing many more components and burning in flue gas rather than pure oxygen, the equation gets more complicated. Therefore, a task that in itself is quite simple, becomes a burden to do by hand, but can be easily accomplished by a simple computer program. The heating values normally used in HRSG design are the LHV, lower heating values. To try some calculations, click the button below to open another window to do some fuel combustion calculations: The following Lower Heating Values(LHV) Component CH4 N-C4H10 I-C5H12 H2 C C3H6 H2O Btu/lb 21,520 19,680 19,478 51,623 14,093 19,691 0 Component C2H6 I-C4H10 C6H14 N2 S C4H8 O2 Btu/lb 20,432 19,629 19,403 0 3,983 19,496 0 Component C3H8 N-C5H12 CO CO2 C2H4 C6H6 H2S Btu/lb 19,944 19,517 4,347 0 20,295 17,480 6,545
Heat Transfer Coefficients The inside film coefficient needed for the thermal calculations may be estimated by several different methods. The API RP530, Appendix C provides the following methods, For liquid flow with Re =>10,000, hl = 0.023(k/di)Re0.8*Pr0.33(mb/mw)0.14 And for vapor flow with Re =>15,000, hv = 0.021(k/di)Re0.8*Pr0.4(Tb/Tw)0.5 Where the Reynolds number is, Re = di*G/mb And the Prandtl number is, Pr = Cp*mb/k Where, hl = Heat transfer coefficient, liquid phase, Btu/hr-ft2-F k = Thermal conductivity, Btu/hr-ft-F di = Inside diameter of tube, ft mb = Absolute viscosity at bulk temperature, lb/ft-hr mw = Absolute viscosity at wall temperature, lb/ft-hr hv = Heat transfer coefficient, vapor phase, Btu/hr-ft2-F Tb = Bulk temperature of vapor, R
49
HRSG & ST
Tw = Wall Temperature of vapor, R G = Mass flow of fluid, lb/hr-ft2 Cp = Heat capacity of fluid at bulk temperature, Btu/lb-F For two-phase flow, htp = hlWl + hvWv Where, htp = Heat transfer coefficient, two-phase, Btu/hr-ft2-F Wl = Weight fraction of liquid Wv = Weight fraction of vapor It should be stressed at this time, that there are many ways to calculate the inside heat transfer coefficient, and a lot of care should be taken in the procedure selected for use in HRSG design. Other methods, such as HTRI, Maxwell, Dittus-Boelzer, or others may be more appropriate for a particular HRSG design. You will notice that we have not offered a method for film boiling coefficient. The reason for this ommision is that in the evaporator, when the hi is high, which it is for the boiling case, it does not have any significant effect on the calcuations. We would recommend that a value of 1,500 to 2,000 Btu/hr-ft2-F be used for these cases. Intube Pressure Drop The intube pressure drop may be calculated by any number of methods available today, but the following procedures should give sufficient results for HRSG design. The pressure loss in HRSG tubes and fittings is normally calculated by first converting the fittings to an equivalent length of pipe. Then the average properties for a segment of piping and fittings can be used to calculate a pressure drop per foot to apply to the overall equivalent length. This pressure drop per foot value can be improved by correcting it for inlet and outlet specific volumes. Friction Loss: Dp = 0.00517/di*G2*Vlm*F*Lequiv Where, Dp = Pressure drop, psi di = Inside diameter of tube, in G = Mass velocity of fluid, lb/sec-ft2 Vlm = Log mean specific volume correction F = Fanning friction factor Lequiv = Equivalent length of pipe run, ft And, Vlm = (V2-V1)/ln(V2/V1) For single phase flow, V1 = Specific volume at start of run, ft3/lb V2 = Specific volume at end of run, ft3/lb For mixed phase flow, Vi = 10.73*(Tf/(Pv*MWv)*Vfrac+(1-Vfrac)/rl Where,
50
HRSG & ST
Vi = Specific volume at point, ft3/lb Tf = Fluid temperature, R Pv = Press. of fluid at point, psia MWv = Molecular weight of vapor Vfrac = Weight fraction of vapor %/100 rl = Density of liquid, lb/ft3 Fanning Friction Factor: The Moody friction factor, for a non-laminar flow, may be calculated by using the Colebrook equation relating the friction factor to the Reynolds number and relative roughness. And the Fanning friction factor is 1/4 the Moody factor. For a clean pipe or tube, the relative roughness value for an inside diameter given in inches is normally 0.0018 inch. Equivalent Length Of Return Bends: The equivalent length of a return bend may be obtained from the following curves based on Maxwell table and can be corrected using the Reynolds number correction factor. Lequiv = FactNre*Lrb Where, FactNre = Reynolds number correction Lrb = Equivalent length of return bend, ft Return Bend Equivalent Length:
Reynolds Correction:
51
HRSG & ST
Where, G = Mass velocity, lb/sec-ft2 Di = Inside tube diameter, in Visc = Viscosity, cp Now that we have all the details described, we can calculate the pressure drop for some typical heater coils. Gas Side Pressure Drop Across Tubes The gas side pressure drop may be calculated by any number of methods available today, but the following procedures should give sufficient results for heater design. Bare Tube Pressure Loss: For bare tubes we can use the method presented by Winpress(Hydrocarbon Processing, 1963), Dp = Pv /2 * Nr Where, Dp = Pressure drop, inH2O Pv = Velocity head of gas, inH2O Nr = Number of tube rows And the velocity head can be described as, Pv = 0.0002307 * (Gn /1000)2 / rg Where, Gn = Mass velocity of gas, lb/hr-ft2 rg = Density of gas, lb/ft3 The Mass velocity is described as, Gn = Wg / An
52
HRSG & ST
Where, Wg = Mas gas flow, lb/hr An = Net free area, ft2 And, An = Ad - do/12 * Lt * Nt For staggered tubes without corbels, Ad = ((Nt +0.5) * Pt/12) * Le For staggered tubes with corbels or inlune tubes, Ad = (Nt * Pt/12) * Le Where, Ad = Convection box area, ft2 do = Outside tube diameter, in Le = Tube length, ft Pt = Transverse pitch of tubes, in Nt = Number of tubes per row We can now use the following script to try some calculations, Fin Tube Pressure Loss: For the fin tube pressure drop, we will use the Escoa method. Dp = ((f+a)*Gn2*Nr)/(rb*1.083E+109) And, For staggered layouts, f = C2 * C4 * C6 * (df/do)0.5 For inline layouts, f = C2 * C4 * C6 * (df/do)1.0 And, a = ((1+B2)/(4*Nr))*rb*((1/rout)-(1/rin)) Where, Dp = Pressure drop, inH2O rb = Density of bulk gas, lb/ft3 rout = Density of outlet gas, lb/ft3 rin = Density of inlet gas, lb/ft3 Gn = Mass gas flow, lb/hr-ft2 Nr = Number of tube rows do = Outside tube diameter, in df = Outside fin diameter, in And, B = An / Ad For staggered tubes without corbels, Ad = ((Nt +0.5) * Pt/12) * Le For staggered tubes with corbels or inlune tubes, Ad = (Nt * Pt/12) * Le Net Free Area, An: An = Ad - Ac * Le * Nt
53
HRSG & ST
Where, Ad = Cross sectional area of box, ft2 Ac = Fin tube cross sectional area/ft, ft2/ft Le = Effective tube length, ft Nt = Number tubes wide And, Ac = (do + 2 * lf * tf * nf) / 12 tf = fin thickness, in nf = number of fins, fins/in Reynolds correction factor, C2: C2 = 0.07 + 8 * Re-0.45 And, Re = Gn * do/(12*mb) Where, mb = Gas dynamic viscosity, lb/fthr Geometry correction, C4: For segmented fin tubes arranged in, a staggered pattern, C4 = 0.11*(0.0 5*Pt/do)(-0.7*(lf/sf)^0.23) an inline pattern, C4 = 0.08*(0. 15*Pt/do)(-1.1*(lf/sf)^0.20) For solid fin tubes arranged in, a staggered pattern, C4 = 0.11*(0.0 5*Pt/do)(-0.7*(lf/sf)^0.20) an inline pattern, C4 = 0.08*(0. 15*Pt/do)(-1.1*(lf/sf)^0.15) Where, lf = Fin height, in sf = Fin spacing, in Non-equilateral & row correction, C6: For fin tubes arranged in, a staggered pattern,
54
HRSG & ST
C6 = 1.1+(1.8-2.1*e(-0.15*Nr^2))*e(-2.0*Pl/Pt) - (0.7*e(-0.15*Nr^2))*e(-0.6*Pl/Pt) an inline pattern, C6 = 1.6+(0.75-1.5*e(-0.70*Nr))*e(-2.0*(Pl/Pt)^2) Where, Nr = Number of tube rows Pl = Longitudinal tube pitch, in Pt = Transverse tube pitch, in We can now use the following script to try some calculations, Stud Tube Pressure Loss: For the stud tube pressure loss we will use the Muhlenforth method, The general equation for staggered or inline tubes, Dp = Nr*0.0514*ns((Cmin-d0-0.8*ls)/((ns*(Cmin-do-1.2*ls)2)0.555))1.8*G2*((Tg+460)/1460) Where, Dp = Pressure drop across tubes, inH2O Nr = Number of tube rows Cmin = Min. tube space, diagonal or transverse, in do = Outside tube diameter, in ls = Length of stud, in G = Mass gass velocity, lb/sec-ft2 Tg = Average gas Temperature, F Correction for inline tubes, Dp = Dp*((do/Cmin)0.333)2 And, G = Wg/(An*3600) An = Le*Nt*(Pt-do-(ls*ts*rs)/12)/12 Where, Wg = Mass flow of gas, lb/hr An = Net free area of tubes, ft2 Le = Length of tubes, ft Nt = Number of tubes wide Pt = Transverse tube pitch, in ls = Length of stud, in ts = Diameter of stud, in rs = Rows of studs per foot We can now use the following script to try some calculations,
55
HRSG & ST
Ducting Pressure Losses HRSG designers utilize ducting for many purposes in a system design. They are used for connecting flue gas plenums to stacks, distributing combustion air to burners, transfering flue gas to the HRSG or for bypassing the HRSG. The pressure losses through ducting pieces may be individually analyzed or the may be analyzed as a system. We will first explore ducting losses by looking at the individual pieces. The following formulas and coefficients are from the American Petroleum Institute Practice API RP533. Straight duct run friction loss: Dp = (0.002989 * Fr * rg * Vg2)*Le/De Where, Dp = Pressure drop, inH2O Fr = Moody friction factor rg = Average gas density, lb/ft3 Vg = Velocity of gas, ft/sec Le = Equivalent length of piece, ft De = Equivalent diameter of piece, ft And for round duct, De = Diameter And for rectangular duct, De = (2 * Width * Height)/(Width + Height) Moody friction factor, Fr We can use the Colebrook equation to solve for the friction factor, with the roughness factor selected from the following: Duct surface Very rough Smooth 90 Round section elbow loss: Dp = Vh * Cl Roughness 0.01 0.0005
Medium rough 0.003
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table
56
HRSG & ST
Radius/Diameter(R/D) 0.5 1.0 1.5 2.0 90 Rectangular section elbow loss:
Coefficient(Cl) 0.90 0.33 0.24 0.19
Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Height/Width(H/W) Radius/Width(R/W) Coefficient(Cl) 0.25 0.5 1.25 1.0 0.37 1.5 0.19 0.50 0.5 1.10 1.0 0.28 1.5 0.13 1.00 0.5 1.00 1.0 0.22 1.5 0.09 4.0 0.5 0.96 1.0 0.19 1.5 0.07
Elbow of any degree turn loss: This may be used for a rectangular or round duct elbow of N turn. Dp = Vh * C90 * N/90
57
HRSG & ST
Where, Vh = Velocity head of gas, inH2O C90 = Loss coefficient from above for 90 turn N = Number of degrees of turn Sudden contraction loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Area2/Area1(A2/A1) Coefficient(Cl) < 0.2 0.34 0.2 0.32 0.4 0.25 0.6 0.16 0.8 0.06
Gradual contraction loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Included Angle(N) Coefficient(Cl) 30 0.02 45 0.04 60 0.07 No contraction change of axis loss:
58
HRSG & ST
Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Included Angle(N) Coefficient(Cl) <=14 0.15 Sudden enlargement loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Area1/Area2(A1/A2) Coefficient(Cl) 0.1 0.81 0.3 0.49 0.6 0.16 0.9 0.01 Gradual enlargement loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Included Angle(N) Coefficient(Cl) 5 0.17 10 0.28 20 0.45 30 0.59
59
HRSG & ST
40 Sudden exit loss:
0.73
Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Area1/Area2(A1/A2) Coefficient(Cl) 0 1.0 90 Round miter elbow loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Curve
60
HRSG & ST
90 Rectangular miter elbow loss: Dp = Vh * Cl
Where, Vh = Velocity head of gas, inH2O Cl = Loss Coefficient From Table Height/Width(H/W) Coefficient(Cl) 0.25 1.25 0.5 1.47 1.0 1.50 4.0 1.35 Pressure loss across stack damper: This pressure loss is normally accounted for by rule of thumb. This may be 0.5 or 0.25 velocity head. We will use 0.25. Dp = 0.25 * Vh Where, Dp = Pressure drop, inH2O Vh = Average velocity head of stack, inH2O Draft gain or loss: The draft gain or loss will be taken based on the height of the upward or downward flow of the flue gas. If the flow is upward, the pressure loss is negative. Dp = (ra - rg)/5.2 * A Where, Dp = Draft gain or loss, inH2O rg = Density of flue gas, lb/ft3 ra = Density of ambient air, lb/ft3 A = Height of gas path, ft Velocity head of gas: Vh = Vg2 * rg / 2 / 32.2 / 144 * 27.67783 Where, Vg = Velocity of flue gas, ft/sec rg = Density of flue gas, lb/ft3
61
HRSG & ST
Now that we have some procedures for calculating the pressure loss for the various components that we might find in a duct system, how do we use them? The easiest way to analyze a ducting system and keep the pressure points straight, is to organize the system starting from the outlet and proceeding to the inlet. This may seem backwards at first, but when you examine the pressure at a given point in the system, you find that the pressure is always dependent on the downstream pressure. So, it makes sense to always work from outlet to inlet, then you always know the pressure of the outlet of the point you are at. To try this out, we will run the calculations for the simple example shown below. For this example, we will assume we are picking up the flow at some point in a system, so we will calculate from the outlet(assumed to be to atmosphere) to the inlet without considering any condition at the inlet. We will assume the process conditions are those in above table.
So assuming, D1 = 4 ft dia. D2 = 3 ft dia. L1 = 10 ft L2 = 7 ft L3 = 3 ft L4 = 7 ft L5 = 3 ft Desctription Outlet Condition Sudden Exit Straight Duct Run, 2 ft Miter Elbow, 2 Pc Straight Duct Run, 3 ft Gradual Contraction, 45 Miter Elbow, 2 Pc Straight Duct Run, 5 ft Acid Dew Point Of Flue Gas To improve the thermal efficiency of combustion equipment it is necessary to cool the flue gas to a low outlet temperature, to recover as much heat as possible. But the temperature must not be so low as to allow sulphur from the fuel to condense as sulphuric acid, resulting in a very corrosive flue gas. The two graphs below indicate the maximum flue gas dew point versus sulphur content in typical
62
DeltaP, inH2O Static, inH2O Dynamic, inH2O Total, inH2O 0 1.1242 0.0136 1.4614 0.0204 0.0450 0.4624 0.0082 0 0 0.0136 1.4750 1.4954 2.3089 2.7713 2.7795 0 1.1242 1.1242 1.1242 1.1242 0.3557 0.3557 0.3557 0 1.1242 1.1378 2.5992 2.6196 2.6646 3.1270 3.1352
HRSG & ST
fuels.
Maximum flue gas dew point versus percent sulphur in typical oil fuels:
Maximum flue gas dew point versus percent H2S in typical gas fuels:
63
HRSG & ST
Acid Dew Point Of Flue Gas Calculator: This calculator uses the method described by A. G. Okkes in Hydrocarbon Processing, dated July 1987, pp 53-55. The SO3 conversion from SO2, if calculated, is assumed to be set by equilibrium at 1000 C. The flue gas is assumed to be at atmospheric pressure. A deviation of 200mm H2O will result in a 0.4 C error in the predicted dew point. NOx and other considerations Heat Recovery Steam Generators (HRSGs), do not form nitrogen oxides or other contaminants. However, the supplementary burners associated with this equipment, or the source of the flue gasses, such Gas Turbines or FCC Units, do create the conditions for the formation of these undesirable pollutants. Even though, NOx is not the product of combustion such as CO, CO 2, and SO2, they are a side effect. When the fuel and air are mixed, as they are in the combustion process, the nitrogen, which is normally very stable, can react with other substances to form Nox. This reaction at higher temperatures causes the nitrogen to react with oxygen to form NO, and N 2O referred to as NOx. Even with the available control methods such as steam/water injection in Gas Turbines and staged burner combustion in other equipment, there is sometimes the need to further reduce the NOx in the gas stream to the HRSG. Because of the low temperatures normally involved, this is normally accomplished with a Selective Catalytic Reduction (SCR) technology. SCR is the most effective and proven technology to reduce NO x emissions. With guaranteed reductions greater than 90%, SCR is adaptable to a wide range of temperature and service conditions. The SCR systems reduce NOx by optimally distributing ammonia over the catalyst bed, reducing NOx to harmless nitrogen and water. SCR, however, is not without its problems. The first is that the excess ammonia from the process is exhausted into the air. Both NOx and ammonia are acutely toxic, both contribute to fine particle formation, acidifying deposition, eutrophication and enrichment of terrestrial soils; and both may be converted to nitrous oxide (N20). Anhydrous ammonia (NH3) is the most economical reagent to use, however, the growing trend by end-users and operators is the use of aqueous ammonia (NH 4OH). Aqueous ammonia is a safer reagent to transport, handle and store than anhydrous ammonia. Vaporization of the aqueous ammonia solution is required to reach the base ammonia yield needed for the reaction. Typically, this vaporization is accomplished by using a hot air source. Exhaust gas can be withdrawn from the, or ambient air can be heated. Steam generation in boiler tubes is based on nucleate boiling. This means that a multiple of small steam bubbles are generated on the inside wall of the tube which remains "wet". If steam generation in any portion of the tube becomes excessive, film boiling results, which increases resistance to heat transfer and elevates the tube temperature. Steam blanketing can occur at low heat fluxes, in the region of nucleate boiling, if the steam bubbles formed are not continuously removed. At heat flues of 400,000 Btu/hr/ft2 and above, nucleate boiling changes to film boiling. At this point, even the most vigorous circulation cannot prevent the formation of an insulating steam film on the heating surface. To provide a reasonable factor of safety, HRSG's should be designed for a maximum heat flux of 100,000 Btu/hr/ft2. The operating pressure of the evaporator also has a direct relation to the required circulation to
64
HRSG & ST
achieve nucleate boiling. Since at a low pressure, the specific volume of the vapor is greater than at higher pressures, the circulation ratio must be greater at the lower pressure than at the higher. So, where a 10 : ratio may be satisfactory for a system operating at 600 psia, you may need a 25 : 1 ratio for a 100 psia system. For more specific information on circulation ratios and design of different configurations, see the Forced Circulation and Thermosyphon Circulation sections.
Forced Circulation A forced circulation system uses a pump to maintain circulation in all the tubes of the evaporator tube bundle. A typical forced circulation system is shown at the right. The water is distributed within an inlet header to the various parallel circuits and the steam and water mixture is collected in an outlet header. The mixture is returned to a drum for separation of the steam and water. The tubes may have any orientation but are generally horizontal with an upward water flow to improve stability between the parallel channels. The forced circulation evaporator will generally have more flow resistance than a natural circulation evaporator. In low pressure drop tube bundles, inlet orifices may be required to provide for
65
HRSG & ST
better distribution circuits.
to
the
parallel
When designing the circultion rate for these HRSG's these factors must be weighed agaist the cost of the pump and the pumping energy. Experience in steam boilers has shown that the "danger" zone in which film boiling can be expected to occur is between 20 and 25 percent steam generation by weight. This has led to the rule of thumb for a 5 : 1 circulation ratio. Unfortunately, this is in fact borderline and does not allow sufficient conservatism for unusual or extreme cases. For instance, an HRSG with a very long horizontal tube length(some units hav been manufactured with tubes as long as a hundred feet). Also, the relation of the drum to the evaporator coil needs to be considered. As an example a steam coil in a fired heater may have the steam separation drum located a hundred feet away and at the geround, where the coil may be fifty feet up on top of the heater. In this case, the water pressure in the evaporator may be such that instead of total vaporization occuring in the coil, the temperature rises instead, and the major vaporization occurs at the inlet separators in the steam drum. In these cases, a 3 : 1 circulation ratio may be sufficient. Thermosyphon(Natural) Circulation Conventional, vertical tube boilers are generally designed for natural, "thermosyphon", circulation. This means the water and steam/water circuits are arranged so that the two phase mixture in the steam generating tubes rises to the steam drum by thermal lift of differential density and is replaced by water from the drum by gravity flow. However, it should be noted that many horizontal tube natural circulation boilers have been sucessfully used for years. Although the nature of a thermosyphon circulation boiler is quite simple, the calculation procedure to check the design to see what the circulation ratio is, can become very complicated. Most designs are such that each row of tubes have a different circulation than all the other rows, but some actually have a different circultion ratio for every tube in the evaporator, which would be difficult to determine, and probably not worth while. That is, of course, that an over all conservative check can be made that is reliable.To take a look at the details of a thermo syphon evaporator, we will use the ever popular O-Frame design.
66
HRSG & ST
We will assume that our evaporator has the following design : Mechanical : SA178 Gr. A, 2.0" OD tubes with 0.120" wall, 28'-0" effective length, 28 tubes per row. 12 rows of finned tubes with 0.049" thick x 0.75" high x 6 fins per in. 2 bare downcomer rows located in the middle of the 12 finned rows. All tubes set on a triangular pitch. 48" ID steam drum and 24" ID mud drum located 33'-0" centerline to centerline. Process Conditions : Gas Side : 800,000 lbs/hr of Gas Turbine Exhaust at 898 F Gas Properties : Volume % Nitrogen, N2 72.55 Oxygen, O2 12.34 Carbon Dioxide, CO2 3.72 Water, H2O 10.52 Argon, Ar 0.87 Sulphur Dioxide, SO2 0.0 Carbon Monoxide, CO 0.0 Tube Side : Steam is saturated at 630 psia. So what we want to do first is select a single circuit in the system to review. We can do that with the sketch shown to the right. The 28 riser tubes would all be the same on this row. The 28 downcomer tubes would likewise be the same. The downcomers , both rows, 56 tubes, feed all the 336 of the riser tubes, so the circuit cannot be isolated from the rest of the circuits. If the heat absorbed by the downcomer tubes is so little that it will not cause a significant difference in the water density of that column, then we will be able to ignore the heat absorbed, for the purposes of checking the circulation. If this is true, then we would have one loss from the drum water down and through the mud drum up to the start of the heating zone of the riser. Another loss could be associated with the heating zone and a third loss covering from the end of the heating zone, up and through the primary separator.
The next step will be to determine the flux rate for each row of tubes through the unit so we can first see if the downcomer is going to be a significant heating tube. Also, we will need the flux rate on a row by row bases to determine the individual tube steam generation.
67
HRSG & ST
Row No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Flux Rate, Btu/hr/ft2 3,232 2,619 2,127 1,730 1,411 1,152 1,781 1,730 889 728 597 490 403 331
Tube Surf., ft2 176.9 176.9 176.9 176.9 176.9 176.9 14.7 14.7 176.9 176.9 176.9 176.9 176.9 176.9
Vapor Flow, lbs/hr 788 639 519 422 344 281 N/A N/A 217 178 146 120 98 81
The total absorbed duty for the evaporator is 79,268,244 Btu/hr, or 109,288 lbs/hr of steam generated. If we assume, for now, that the circulation ratio is 10:1, then the water flow through the downcomer tubes will be about 1,092,880 lbs/hr, or 19,516 lbs/hr/tube. The pressure losses in the downcomers are, the sudden entry loss, the friction loss, and the sudden exit loss. This results in a pressure loss of 0.225 + 0.927 + 0.113 = 1.265 psi. But, since the head of water in the system is 11.322 psi, no vaporization will occur in the downcomers because the water in the mud drum is well above saturation for the system. The head of water/vapor in the riser leg will be less than that in the downcomer which will cause the water to circulate, thus, a thermosyphon system. How much circulation is what we need to determine. We can break down the downcomer portion of the circuit as follows: Sudden entry into downcomer tube : 0.5 velocity heads Friction loss in downcomer tube : friction loss for 30'-0" of tube Sudden exit into mud drum : 1.0 velocity heads These losses are the same for all 56 downcomer tubes. For the riser tube, up to the start of the heating zone: Sudden entry into riser tube : 0.5 velocity heads Friction loss in riser tube : friction loss for varing lengths of tube Bend loss in riser tube : bend loss for varing angle of bend These losses would be the same for each tube in a row, but different between each row. For the riser tube heating zone:
68
HRSG & ST
Friction loss in riser tube : friction loss for 28'-0" of tube These losses would be the same for each tube in a row, but different between each row. For the riser tube, from end of the heating zone to steam drum: Friction loss in riser tube : Bend loss in riser tube : Sudden exit into steam drum baffle : Primary separator loss : friction loss for varing lengths of tube bend loss for varing angle of bend 1.0 velocity heads See Centrifugal Pressure Drop below
These losses would be the same for each tube in a row, but different between each row. As you can see, we have a major problem in calculating the pressure loss for the primary separators since we do not have an actual design. So we will establish a proceedure to estimate the number of centrifugal separators that we need for this sample. Then we will establish a formula for the pressure loss if we know the number of centrifugals. Of course, if you are checking an existing design, you would know the number of centrifugal separators it has. It should also be noted that many steam drums don't use centrifugal separators, but rather a system of baffles, especially in low pressure systems. Number of centrifugal separators required : Ncent = {Ws(Vv + Vl[Cratio-1])}/(1080[(Vv-Vl)/Vl]0.5) Pressure Drop through centrifugal separators, psi : Dp = {2.28E-9(Vv + Vl[Cratio-1])/Cratio}{(Ws*Cratio)/Ncent)}2 Where, Ncent = Number of centrifugals Ws Vv Vl Cratio = Steam Make, lbs/hr = Specific volume of vapor, ft3/lb = Specific volume of liquid, ft3/lb = Design Circulation ratio
So for our sample HRSG design, the number of centrifugals required would be, = {Ws(Vv + Vl[Cratio-1])}/(1080[(Vv-Vl)/Vl]0.5) = {109288(0.73206 + 0.02024[10-1])}/(1080[(0.73206-0.02024)/0.02024]0.5) = 15.59 = 16 centrifugals So now, assuming our actual circulation turns out to be 10:1, then the Dp would be, Dp = {2.28E-9(Vv + Vl[Cratio-1])/Cratio}{(Ws*Cratio)/Ncent)}2 = {2.28E-9(0.73206 + 0.02024[10 - 1])/10}{(109288*10)/16)}2 = 0.9725 psi Ncent
69
HRSG & ST
If you are wondering why we didn't just say up front that, normally, these separators are sized at approximately 1.0 psi drop at design load, the answer is, we needed to get these complicated looking formulas established for our circulation calculations. The method we have outlined above will give us a conservative answer since we will assume vaporization begins at the start of the heating zone, where it actually starts up the tube aways, and the final vaporization doesn't occur until separation in the centrifugals since it is only here that it is fully back to saturation temperature and pressure. Since the flux rate on the first row of tubes is greatest, it will have the least circulation ratio, and the last row, where the flux is the least, will have the greatest circulation ratio. With our assumtion of a 10:1 circulation ratio, we will determine what the available loss for the rest of the circuit is, Head in downcomer = rl * hhead= 49.407 * 33 = 1630.43 lb/ft2 * 1/144 = 11.322 psi Head in riser up to heating zone = rl * hhead = 49.407 * 2 / 144 = 0.686 psi Head in riser heating zone = rm * hhead = 1/{[(0.02024 * 9.5) + (0.73206 * 0.5)]/10} * 28 / 144 = 3.483 psi Head in riser from heating zone = rm * hhead = 1/{[(0.02024 * 9.0) + (0.73206 * 1.0)]/10} * 3 / 144 = 0.228 psi Head in riser total = 0.686 + 3.483 + 0.228 = 4.397 psi Left for riser losses = 11.322 - 4.397 - Dpdc= 11.322 - 4.397 - 1.265 = 5.660 psi The problem with trying to analyze the circulation as we are here, is that the riser circulation is not 10:1, it is actually different for each of the 12 different sets of risers, and the downcomer data is not corrected for the combination of the 12 risers sets feeding the 2 downcomer sets. It is easy to see then, that any analysis must compute all 12 riser sets and the 2 downcomer sets at the same time, or the analysis is incorrect. Having said this, we will now set up a JavaScript which will balance one riser set against one downcomer set, to provide us with practice in balancing these circuits. You will notice that when we run the whole evaporator as a single unit, we get a circulation ratio of 18.31:1, which we know from above is not correct. But, we can use our calculator and perform other checks as we would do if we were checking the circulation by hand. If you change the number of riser rows to 1, the lower straight length to 3', the upper to 2', the angle of the upper turn to 45 , and the lower to 90 . Now for the downcomers, if we divide the number of downcomers by the number of riser rows, we get 6 downcomers to feed each row of risers. So change the downcomers to 1 row with 6 tubes wide. Then change the flux to the first row flux, 3,232 Btu/hr-ft2 We now calculate 10.58:1 circulation ratio for first row. Now change the flux rate to the last row, 331 Btu/hr-ft2 and we get a rate of 56.93:1. These checks, at least give us an approximation of the actual circulations that we would get with a program that can balance all the rows at the same time.
70
HRSG & ST
Sizing the riser circuits The risers which we will be discussing on this page are those that are generally external to the heat transfer sections. Since when the riser and the heat transfer are the same, the selection and sizing are based on the heat transfer requirement, i.e., the steam rate, and the circulation design. The circulation for the HRSG is discussed in previous pages. The risers which we are now concerned with would be those found on I-Frame evaporators, horizontal tube evaporators, etc. This type riser is normally constructed of standard pipe and is connected to a header at the evaporator outlet with the other end connected to the steam drum. Minimum riser flow area should be based on the following: Amin = 0.0401(Wg / (Volv+Voll(CR-1)(1500(Volv+Voll(CR-1))/CR)0.5) Where, Amin Wg Volv Voll A<SUB.MIN< sub> = Riser area, in = Gross water/steam flow, lb/hr = Vapor specific volume, ft3 = Liquid specific volume, ft3 = Circulation ratio of evaporator coil
The target velocity in an individual riser pipe should be less than 12 ft/sec. The minimum number of riser pipes per header should be two. If the header is more than six feet and less than twelve feet in length, the preferred number of risers is three. For longer lengths, a similar number should be provided to prevent distribution problems in the header or manifold. Sizing the downcomer circuits The downcomers which we will be dicussing on this page are those that are generally external to the heat transfer sections. The circulation for the HRSG is discussed in previous pages. The downcomers which we are now concerned with would be those found on I-Frame evaporators, horizontal tube evaporators, O-Frame, A-Frame and D-Frame evaporators with external downcomers. This type downcomer is normally constructed of standard pipe and is connected to upper drum with the other end connected to the lower drum or header. Minimum downcomer flow area should be based on the following: Amin = 0.007996 * Wg * Voll * CR Where, Amin Wg Voll A<SUB.MIN< sub> = Downcomer area, in = Gross water flow, lb/hr = Liquid specific volume, ft3 = Circulation ratio of evaporator coil
The target velocity in an individual downcomer pipe should be less than 6 ft/sec. The minimum
71
HRSG & ST
number of downcomer pipes per header is one. If the header is more than six feet and less than twelve feet in length, the preferred number of downcomers is two. For longer lengths, a similar number should be provided to prevent distribution problems in the header or manifold.
Sizing the downcomer circuits The downcomers which we will be dicussing on this page are those that are generally external to the heat transfer sections. The circulation for the HRSG is discussed in previous pages. The downcomers which we are now concerned with would be those found on I-Frame evaporators, horizontal tube evaporators, O-Frame, A-Frame and D-Frame evaporators with external downcomers. This type downcomer is normally constructed of standard pipe and is connected to upper drum with the other end connected to the lower drum or header. Minimum downcomer flow area should be based on the following: Amin = 0.007996 * Wg * Voll * CR Where, Amin Wg Voll A<SUB.MIN< sub>
= Downcomer area, in = Gross water flow, lb/hr = Liquid specific volume, ft3 = Circulation ratio of evaporator coil
The target velocity in an individual downcomer pipe should be less than 6 ft/sec. The minimum number of downcomer pipes per header is one. If the header is more than six feet and less than twelve feet in length, the preferred number of downcomers is two. For longer lengths, a similar number should be provided to prevent distribution problems in the header or manifold.
Boiler Water Treatment Typical boiler system problems involve corrosion of feedwater systems; scale, deposition, and corrosion in the boiler; corrosion of condensate systems; and problems due to impurities in produced steam. ProChemTech manufactures various chemical products and equipment, which when properly applied, can economically control all of these problems.
Section of corroded boiler pipe
72
HRSG & ST
Oxygen Corrosion Control Oxygen which enters a boiler system will contribute to accelerated corrosion of the feedwater system, boiler, and condensate return system. The primary method to control oxygen entry into the boiler system is to deaerate added makeup. Once the makeup is deaerated, various organic and inorganic oxygen scavenger compounds are added to complete oxygen removal. An excess residual of oxygen scavenger in the boiler water, for instance 40 to 60 mg/l in the case of sulfite, is recommended to protect the boiler at all times. Oxygen scavengers should be added to the boiler makeup water stream immediately after deaeration so as to protect all downstream components of the system. Oxygen enters the condensate system via passage through the boiler and introduction via condensate tank vents. Oxygen based corrosion is controlled in the condensate system by a combination of good oxygen removal upstream, use of volatile oxygen scavengers, and/ or use of filming amines. Proper use of neutralizing amines, to maintain the pH above 8.0 and 8.5 su, also aids in oxygen corrosion control. ProChemTech produces a wide variety of oxygen scavenger products for use in boiler systems, which permits our water treatment specialists to specify the exact chemistry needed for safe, economical operation of any boiler system. Products are available as concentrated powders, easy to use liquids, and as blended multi-component formulations. Scale/Deposition Control Scale and deposition in a boiler system can be caused by precipitation of two classes of materials: scale forming minerals, introduced with the makeup water; and corrosion products, generated within the boiler system itself due to poor corrosion control. The primary means for control of scale caused by minerals in the makeup water is to treat the makeup water prior to use via cation exchange softening, reverse osmosis, or demineralization. This treatment should remove the majority of the scale causing minerals, usually salts of calcium and magnesium, so that boiler chemical use is minimized. Boiler coated with scale. Even with the best pretreatment, some form of scale and deposition control chemistry is needed in the boiler water to control residual traces of scale forming minerals as well as any products of corrosion formed within the boiler system. Scale control products are basically classed as precipitating or non-precipitating based upon their action in preventing scale formation. Precipitating products, usually based on carbonate or phosphate chemistry, actually precipitate the hardness minerals within the bulk boiler water to form a fine "mud". This mud is maintained in suspension via use of polymer dispersants and removed in the routine boiler blowdown. Nonprecipitating products, usually based upon sequestrant and chelant chemistries, function by chemically complexing the scale forming minerals to form a soluble compound, thus preventing any scale or mud formation. As with oxygen scavengers, a residual of scale control chemistry is maintained in the boiler water to provide protection 100% of the time. For instance, phosphate chemistry is usually controlled to maintain a free phosphate residual of 20 to 40 mg/l.
73
HRSG & ST
ProChemTech produces products based on all four major scale control chemistries, as well as all commonly used polymer dispersants, for use in boiler systems. This range of products allows our water treatment specialists to specify the exact chemistry needed for safe, economical operation of any boiler system. Products are available as easy to use single, dual, and multi-component liquid formulations. In many cases, appropriate scale and deposition control chemistry can be obtained in one blended product by judicious selection of the various active components. This benefits the user by reducing the number of individual chemical products required for the water treatment program. Boiler Corrosion Control While often not discussed, boiler internals must also be protected against corrosion caused by contact with water. The best method of protection is to simply maintain the boiler water OH alkalinity above 250 mg/l, thus rendering it non-corrosive to steel boiler internals. Both the carbonate and phosphate scale control chemistries also require the presence of OH alkalinity to properly form the scale preventing precipitates. This fact, that boiler water should be maintained above a specific OH alkalinity value for two different specific reasons, nicely demonstrates the multiple actions often encountered in water treatment chemistry. In addition, it should be noted that in many cases sufficient alkalinity is present in the makeup water so that no supplemental alkalinity needs to be added to the boiler system to maintain the cycled boiler water alkalinity at an appropriate level. We bring this point up as many "water treatment experts" routinely add alkalinity as part of their boiler water treatment programs when it is not needed. This addition, in many cases, actually results in increased blowdown where the boiler cycles are limited by alkalinity considerations. Such actions amount to nothing less than theft, as the customer is both purchasing chemicals that are not really needed and the use results in increased boiler blowdown, which is extremely costly. ProChemTech has a complete selection of single and multi- component alkalinity adding products, as well as many products with no added alkalinity, so that a water treatment program can be tailored exactly to each customer's needs. Condensate Corrosion Control Corrosion in a condensate return system can result from two items, entry of oxygen or low pH in the condensate. Boiler condensate has a naturally low pH due to the formation of carbon dioxide in the boiler, from breakdown of carbonates present in the makeup water, and its subsequent carryout and dissolution in the condensed steam. When carbon dioxide dissolves in water, it forms carbonic acid, which can easily corrode the materials from which most condensate systems are constructed. To maintain the condensate pH in a minimal corrosion range, usually between 8.0 and 8.5 su, various volatile amines are added to the boiler. These compounds carry out with the steam and condense, forming an alkaline solution which neutralizes the carbonic acid.
74
HRSG & ST
Deposition from condensate system corrosion
Another approach, which can be used in place of or in combination with neutralizing amines, is to feed a filming amine into the boiler. Filming amines, typically based on octadedylamine, also volatilize and carry out with the steam. When they condense, however, they preferentially form an organic film on exposed metal surfaces, the film protecting the metal from attack by acidic condensate and oxygen. Selection of the proper condensate corrosion control program can be quite complex as the ability of the various amines to carry throughout a steam system changes with steam pressure and distance from the boiler. The specific amine(s) fed into each boiler should be based upon the steam pressures and geometry of the steam system so as to ensure that the pH of all return condensate is within the recommended range. ProChemTech produces a wide variety of condensate products, based on all accepted amines, for use in boiler systems. This permits our water treatment specialists to specify the exact chemistry needed for safe, economical operation of any boiler system. Products are available as concentrated single component and blended multi-component formulations. Steam Quality Poor steam quality can cause problems via deposition on heat exchangers, erosion of turbines, and product contamination. These problems can be avoided by close control of boiler water dissolved solids levels and use of antifoam compounds to control boiler foaming, thus giving improved steam quality. ProChemTech incorporates an extremely effective anti-foam in all our basic boiler scale and deposition control products, and also makes the material available as a concentrated single component product. Water Conservation The various boiler chemistries developed by the company permit the maximum boiler cycles possible to be obtained via use of effective anti-foams, no alkalinity products, organic oxygen scavengers, and selection of minimal solids scale and deposition control products. The company is also a major supplier of wastewater treatment technology and has integrated this knowledge with its boiler water technology to provide clients with a unique ability to reuse treated wastewaters as boiler makeup. Being a provider of complete wastewater systems and specific wastewater treatment chemistries, while knowing the various inherent limitations of boiler water treatment chemistry, has made the company the world leader in this new, rapidly expanding field. To date, several projects in the railcar cleaning and repair industry have been successfully
75
HRSG & ST
completed where wastewaters have been treated and then reused as boiler makeup water. Chemistry Program Control We have also found that lack of proper chemistry control is a major cause of boiler system water problems. To insure proper application of our chemical products, the company has designed proprietary control systems which utilize a blend of manufactured and purchased units to provide the most reliable standard, and customized, chemical feed and blowdown systems for control of boiler water chemistry available. Designing the steam separation drums Minimum Drum Diameter Sizing of steam disengaging drums relys on experience as much as specifics, but the following guidelines should be considered. Except for very special designs, the minimum inside diameter of steam drums for HRSG service should be a minimum of 48 inches. Steam drum water surge volume should be determined for rate of change due to anticipated process operating conditions and for anticipated rate of change due to system pressure increase or decrease. If not known, a minimum rate of change to be considered should not be less than 20% per minute. The drum sizing must allow for the swell volume to be accomplished without actuating the high liquid level alarm or causing liquid carryover into the saturated steam piping. Likewise, the shrinkage should be accomodated without actuating the low level alarm. The vapor velocities in the free space above the normal liquid level should not exceed the following velocities at design flow rate and normal operating pressure. Vh = 0.65{(rl-rv)/rv}0.5 Vv = 0.26{(rl-rv)/rv}0.5 Where, Vh = Horizontal velocity, ft/s Vv = Vertical velocity, ft/s rl = Liquid density, lb/ft3 rv = Vapor density, lb/ft3 Feedwater Holdup Time In addition to accomodating the shrinkage volume discussed above, the drum size should allow for a minimum of two minutes holdup time at design flowrate in the advent of a loss of feedwater. Internals, Separators The steam drum must be sized to accomodate the internals necessary to meet the guaranteed steam purity requirements, as well as the riser and downcomer conections. The internals include
76
HRSG & ST
the primary separators, baffles or centrifugal, the secondary separators or dry pipe, as well as the channels or plenums needed for collecting the steam and water mixture from the risers. All steam drum internals should be removable without cutting. All internals should be able to be removed through the drum manhole. There are many types of drum internals available, so we are only suggesting what may be used. For low pressure drums, under 50 psia, simple primary baffles and secondary dry pipe should be sufficient for most services. For low pressure drums integrally connected to a deaerator, no dry pipe is required. For other pressures and services the use of centrifugal primary separators with chevron secondary scrubbers are recommended. We aslo recommend the use of a dry pie on internal connection of steam outlets even when chevrons are used. Chevron Scrubbers The minumum area of chevrons required may be calculated using the following: . Amin =(Wn * Vv)/(1080((Vv-Vl)/Vl)0.5) Where, Amin = Minimum area of chevrons, ft2 Wn = Net steam flow, lb/hr Vv Vl = Specific volume of drum vapor, ft3/lb = Specific volume of drum liquid, ft3/lb
So, if you had a single row of chevrons 8" high, you would need 1.5*A min in length or if you had a double row, i.e., one row on each side of dry pipe, you would need a length of 0.75*A min. Of course, for larger diameter drums, you could use 12" high chevrons and reduce the length requirement accordingly. You should keep in mind, however, that increasing the height of chevrons reduces the working area in the drum which is needed for drum swell, etc. Centrifugal Separators The minumum number of centrifugal separators may be calculated using the following:
Ncent = {Ws(Vv + Vl[Cratio-1])}/(1080[(Vv-Vl)/Vl]0.5)
Where, Ncent Ws Vv Vl Cratio = Number of centrifugals = Steam Make, lbs/hr = Specific volume of vapor, ft3/lb = Specific volume of liquid, ft3/lb = Design Circulation ratio
77
HRSG & ST
We are assuming 12" centrifugals for this case(remember, they must go through our 12"x16" manhole) so it is fairly easy to determine the length required for a single row. But to reduce the required length, you may stagger the cans and/or place them along both sides of the drum. Additionally, the formula is designed to provide a 1 psi pressure loss through the centrifugal separators at design load. Feedwater Distribution Pipe The boiler feedwater distribution pipe should have the following minimum pipe inside diameter. di = 0.0921(Wbfw * Volbfw)0.5 Where, di = Inside pipe diameter, in Wbfw = Feedwater flow, lb/hr Volbfw = Specific volume of feedwater, ft3/lb Length of the pipe should be approximately the full length of the drum. Pipe should be secured and supported approximately every 35 diameters. Pipe should be perforated approximately 12 inches on center. Total flow area of perforations should not be less than area of the pipe. Feed pipe should have at least one breakaway joint at connection to external nozzle inside drum. Above 3 inch size should be flanged and below 3" should be threaded. End of pipe should be capped with a vent hole at top. The perforations should be orientated downward and toward the chemical feed pipe. The pipe should be below low liquid level and, if possible, in the stream of effluent coming from the primary separators and going to the downcomers. The entry into the drum must be fitted with a thermal sleeve if required by ASME code. Preferred location is horizonal, on centerline of drum head. If drum has thermal sleeve, it may not be located below horizontal, which would allow debris to collect in sleeve. If the economizer is designed such that steaming can occur at any operating condition, this design is not adequate. Special design for steaming economizer is not covered in this discussion. Continuous Blowdown Pipe The boiler continuous blowdown pipe should have the following minimum pipe inside diameter. di = 0.0921(Wbldn * Volsatliq)0.5 Where, di = Inside pipe diameter, in Wbldn = Blowdown flow, lb/hr Volsatliq = Specific volume of drum water, ft3/lb To calculate the blowdown flow, you must know the solids in the feedwater. If known, you can base the blowdown flow on the following ABMA standards for drum water conditions, unless the specifications require a more conservative level. American Boiler Manufacturers Association Boiler Water Standards Pressure at Drum Outlet, psig Total Solids, ppm Total Alkalinity, ppm Suspended Solids, ppm
78
HRSG & ST
0-300 301-450 451-600 601-750 751-900 901-1000 1001-1500 1501-2000 2001 & Higher
3500 3000 2500 2000 1500 1250 1000 750 500
700 600 500 400 300 250 200 150 100
300 250 150 100 60 40 20 10 5
So if you had a feedwater with a total solids of 20 ppm and you were operating at 650 psia, then the blowdown based on percent of feedwater flow would equal 20/2000*100 = 1%, or based on feedwater flow it would equal 20/(2000-20)*100 = 1.01%. The minimum pipe diameter to be used for this service is 3/4 inch IPS. Length of pipe should be full length of drum. Pipe should be perforated on approximately 12 inch centers. Perforations should be orientated in an upward direction. Blowdown pipe should have a threaded breakaway joint at connection to internal nozzle. The blowdown pipe should be located below the water discharge of the primary separators. If the separators are located on both sides of the drum, the blowdown pipe should be divided and ran on each side. Intermittent Blowdown Pipe A rule of thumb to use is for steam flows up to 150,000 lbs/hr, use 1 1/2 inch; and for greater than 150,000 lbs/hr, use 2 inch size. Preferred location is dependent on type of HRSG. In double drum designs, the intermittent blowdown pipe should be located in the mud drum. For single drum designs, the blowdown pipe should be located in the bottom of the drum. The purpose of the intermittent blowdown is to make quick corrections to water level as well as sludge removal. It should be pointed out that there is not much "sludge" in modern boilers with sufficient water treatment. This blowdown pipe may also be used as part of the overall boiler draining procedure. Chemical Feed Pipe Minimum internal pipe size should not be less than 1/2 inch IPS. There is no specific sizing rules since normally at time of design, the flow is not known. A rule of thumb to use is for steam flows up to 50,000 lb/hr, use 1/2 inch; for 50,000 to 150,000 lbs/hr, use 3/4 inch; and for greater than 150,000 lbs/hr, use 1 inch size. This pipe should be 304 SS material including the nozzle entering the drum. Good practice is to use a ss sleeved entry nozzle designed such the the chemical feed pipe can be replaced easilly. Pipe should be supported every thirty-five diameters. Chemical feed pipe should be capped and vented at end. Preferred location is where the wash from the feedwater pipe will mix the chemicals well before they can enter the downcomers. Care should be taken so that chemicals cannot be drawn up by the contiuous blowdown. Other Miscellaneous Nozzles The minimum connection size for any connection should not be less than 3/4 inch. All nozzle
79
HRSG & ST
connections up through 2 inch shall be minimum schedule 160. Manholes Manholes should be 12 inch by 16 inch or larger and must be equiped with yoke and hinged cover. Sizing must be able to facilitate removal of all internals without cutting. Steam Outlets All drums should have a minimum of two steam outlets, manifolded together outside the drum. This reduces the demand on the dry pipe and chevrons, as well as, lowers the horizontal velocity in the vapor space. An exception to this rule may be made for units with a total steam flow of less than 50,000 lbs/hr and there is no superheater. The minimum piping area should not be less than: di = ((Wn1.35 * Volsatvap * 0.0000105)0.201)2 * 0.7854 Where, di Wn = Inside pipe diameter, in = Net steam flow, lb/hr
Volsatvap = Specific volume of drum vapor, ft3/lb Normal Steam Drum Connections Connection Steam Outlets Safety Valves Chemical Feed w/Sleeve Feedwater Inlet w/Sleeve Water Columns, Lower Conns w/Sleeves Test Connections Pressure Gauges Vents Sampling Connections Continuous Blowdown Intermittent Blowdown Design Pressure, psig All Pressures Under 650 650 and Over All Pressures Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Under 650 650 and Over Type Welded Flanged Welded Flanged Flanged Welded Flanged Welded Flanged Welded Flanged Welded Flanged Welded Flanged Welded Flanged Welded Flanged Welded
80
HRSG & ST
Risers Downcomers
All Pressures All Pressures
Rolled or Welded Rolled or Welded
For our sample HRSG that we have frequently referred to in this discussion, our steam drum might look like the one shown below. When we reviewed the natural circulation that would be the case for this HRSG, since it is an O-Frame design, we concluded that we needed 16 centrifugals. Since we have risers entering the drum from both sides, it makes sense to use two rows of centrifugals, so without staggering, we would need at least 8 feet of length. Since we had 28 tubes wide at 4" spacing, the inside width of the evaporator would be 28 * 4/12 = 9.33'. If we add 18" to allow for the casing and structure, then the seam length of the drum would be 10'-8" which is plenty of room for our centrifugals. Our guide for the chevrons indicates we need a minimum of 12 ft 2. So if we assume 8" high with two rows, we would need 9 feet of length. With our seam length, we have plenty of room for our chevrons. Following our rule of two outlet steam connections, the maximum vapor flow at any point in the upper part of the drum would be 104396/4 = 26,099 lb/hr. Using our formula for maximum velocity, Vh, from above, we are okay up to 3.85 ft/s. if we assume the normal water level, NWL,is at centerline of drum, our net flow area is 6.28 ft 2, and our velocity would be only 1.15 ft/s without discounting the area blocked by chevron hangers, so we are okay.
Now we can check our storage volumes and times from one level to the other using this JavaScript. The first thing we notice after checking the times is that we don't meet our requirement for 2 minutes between NWL and LLSD. We can achieve this by raising the NWL to 26 inches and
81
HRSG & ST
lowering the LLSD to 6 inches. But, this shows how tight the design of this drum is due to the short length. We could of course increase the diameter, but this would affect the cost, or we could increase the length, but then we couldn't ship because of the width of the module. Remember, when we change these levels, we must recheck the vapor velocities.
Insulation & Heat Loss The insulation in an HRSG is extremely important for a number of reasons. The insulation provides a means of keeping the heat contained in the HRSG where it can be absorbed by the heat exchanger tubes, resulting in higher overall efficiencies. The insulation also keeps the external shell cooler making it safe for operating and maintenance personnel to safely work around the equipment. This cooler casing temperature also results in the structural stability of the overall structure. Twenty years ago, much of the insulation used in HRSGs was the gunned or cast refractory. This material often, was mixed on site at the HRSG manufacturer's shop, and thus frequently varied in insulating properties. The more popularly used mixes like 1:2:4 LHV and others became standard and over time the insulating properties became very predictable. This was improved upon by the offering of proprietary mixes, by a number of companies, which were packaged in controlled environments and were thus more predictable in their application. During the early eighties, ceramic fibers became accepted in the industry and since they are a much better insulator, they quickly caused a decline in the use of refractory. In general, 3 inches of ceramic fiber blanket could do a better job than 6 inches of refractory and weighed much less. As an example, if we have a hot face temperature of 1200 F and an air temperature of 70 F on a vertical wall with no wind blowing, 6" 1:2:4 LHV gunned has a cold face temperature of 205.5 F where 3" 8# 2300F ceramic fiber would have a cold face temperature of 161.2 F. And this is with a weight less than 10% of the gunned refractory, which reduces freight cost. Furthermore, the ceramic fiber blanket does not require "drying" in the field as would be required with the refractory. Refractory is still used in special cases and in areas where it is more durable or easier to install. The floor of a unit which must be walked on during maintenance and inspection, may use castable refractory or brick, or both because it is more durable. End tube sheets, when they have multiple tube penetrations such as in an end supported tube convection may utilize gunned refractory because it is easier(less costly) to apply between the openings for the tubes then ceramic fiber blanket. The use of fiber insulation in the high velocity ducting, normal in HRSG designs, quickly brought out a problem that didn't occur in other equipment such as Direct Fired Heaters or Boilers. The damage to the fiber material due to the high velocities, over 50 ft/sec, encountered in the ducting requried the use of metal liners. These thin metal liners themslves also present a design problem which is discussed elsewhere. Heat Loss Through Insulation:
82
HRSG & ST
The heat loss due to radiation may be calculated using the Stefan-Boltzman formula. hr = 17.4*10-10*e*(T14 - T24) Where, hr = Heat loss by radiation, Btu/hr-ft2 e = Emisivity of surface, assumed at 0.95 T1 = Temperature of surface, R T2 = Temperature of surroundings,R
The heat loss due to free convection may be calculated using the following method. hc = 0.53*C*(1/Tavg)0.18*(T1 - T2)1.27 Where, hc = Heat loss by convection, Btu/hr-ft2 C = A constant, assumed at : 1.79 for an arch or roof 1.39 for a wall 0.92 for a floor Tavg = Average temperature of wall and surroundings,R
The heat loss due to forced convection, where the air velocity is greater than zero, may be calculated using the following method. hfc = (1 + 0.225 * V)*(T1 - T2) Where, hfc = Heat loss by forced convection, Btu/hr-ft2 V = Velocity of air across surface, ft/sec
To visualize the differences in the various materials, used for insulation, the following calculator can be used to run calculations for some of these materials under different conditions. An Introduction To Steam Traps A simple, economical steam system consists of certain basic components:
a boiler that generates steam piping that delivers steam from the boiler and returns condensate to the boiler a heat exchanger where heat is transferred to perform work a steam trap
83
HRSG & ST
A steam trap is a device that automatically senses the difference between steam, non-condensable gases and condensate. It assures retention of steam within the system, while removing condensate and non-condensables.
There are several different kinds of steam trap designs, varying according to application demands and requirements. In this section we'll learn how to determine which trap is needed for a specific job. Types of Steam Traps An effective steam trap maximizes the efficiency of a steam system in three ways:
It keeps the system filled with dry steam (saturated steam without entrained condensate) It removes by-products (condensate and air) from the system that form insulating barriers that prevent efficient and effective heat transfer It makes the hot condensate available for recycling, reducing both waterside care and energy costs at the boiler
Mechanical traps operate by using the difference in density between steam and condensate. A float within the trap detects the variance in weight between a gas and a liquid. Thermostatic traps detect the variation in temperature between steam and condensate at the same pressure. The sensing device operates the valve in response to changes in the condensate temperature and pressure. Thermodynamic Traps use volumetrics and pressure differences that occur when water changes state into gas. These changes act upon the valve directly. Inverted Bucket Steam Trap Operating Principles The inverted submerged bucket steam trap is a mechanical trap that operates on the principle of the difference in density between steam and water. How It Works
84
HRSG & ST
Step 1 Steam, condensate and non-condensables enter the trap through an inlet tube centered beneath the bucket. Condensate flows down and around the bottom of the bucket, rising in the body of the trap until it completely encloses the bucket. At this point the trap is considered primed.
Step 2 Steam collects under the bucket, displacing the condensate, until the bucket is buoyed by the lower density of the steam. The trap's valve is pushed toward the seat by the rising bucket until the pressure differential across the seat snaps the valve closed.
Step 3 A vent in the top of the bucket is sized so that the amount of steam flowing through it makes up for the radiation loss of the trap. Any air under the bucket flows through the vent as well. The steam and air collect in a chamber at the top of the bucket.
Modulating Operation The inverted bucket trap can also operate in "modulating" mode. This partially opening, instantly closing operation occurs quickly enough that the output flow from the trap appears to be continuous. This operation is used during very low-load periods when fluid dynamics in the discharge orifice cause the trap to behave differently. When the valve begins to open, a small flow of condensate starts through the cracked valve. The pressure drop across the valve, combined with the small opening, causes the condensate to flash into steam and to increase the velocity of the steam through the orifice. This, in turn, increases pressure drop. The net result is an increase in the forces acting to close the valve. When condensate flow into the trap is sufficiently large (relative to the instantaneous flow through the discharge port), the water level under the bucket rises rapidly. This counters the increased closing force at the discharge orifice, and the valve is pulled free of the seat. However, if condensate flow in the trap is quite low, the level under the bucket may not increase rapidly enough to counter the increased closing force, and the valve is pulled shut. Step 4 Steam trapped in the steam space of the heat exchanger gives up its heat, condenses, and is drained to the trap. As the steam under the bucket is replaced by the condensate from the heat exchanger, the bucket loses its buoyancy and sinks, pulling the valve from the seat. 85 Condensate passes through the relatively small space under the bucket at an increased velocity, picking up any dirt that has fallen from the condensate and carrying it out of the valve. Any air that has collected in the space above the bucket is discharged ahead of the condensate.
HRSG & ST
1. The bucket vent provides continuous and automatic air venting. For situations with heavy start-up air loads, large or thermic vents can be substituted. 2. The "free-floating" linkage, self-lapping valve, and seat and bucket are made of stainless steel. Steam does not reach the water-sealed discharge valve. There is virtually no live steam loss through the valve. Purging action breaks up films and speeds them through the system. Continuous draining does not back up condensate. 3. The IB trap is available with a number of material choices, connection choices, and sizes. IB typically fails open. Back pressure diminishes capacity. 4. Resistant to multiple occurrences of water hammer and freezing damage. 5. The open bucket is resistant to damage from water hammer and freezing. The relatively small passage under the bucket ensures that small dirt particles will be picked up and carried out of the trap. Float and Thermostatic Trap Operating Principles A float and thermostatic trap is a mechanical trap that operates on both density and temperature principles. Float and thermostatic traps provide high air-venting capacity and are suitable for both industrial and HVAC applications.
How It Works
86
HRSG & ST
Step 1 1. Float can under recurring instances Air, steam and water enter thecollapse trap near the top. The float rises of on freezing the and water hammer. surface of the condensate, opening the valve. As long as the air and Thermostatic bellows surface can be damaged by freezing steam mixture 2. above the condensate stays below steam and water hammer. temperature, the bellows charge remains a liquid and the valve remains open. Thermostatic trap fails open or closed. Step 2 High placement of valve reduces chance of condensate As steam accumulates in the trap, it heats the charge in the thermostatic blocking air flow. valve until it vaporizes, expanding the bellows or wafer and closing the wide atis start-up. valve. Note that evenValve though the open steam trapped by the condensate level and the thermostatic valve, condensate is still draining at the same rate Vents non-condensables under low-pressure conditions. that it enters the trap. Continuous drainage. Step 3 There isto a cause small the amount of live in steam lossspace through If enough air enters the trap temperature the gas to the thermostatic every time will it opens. fall below steam temperature, the element thermostatic valve open to vent it. Stainless steel corrosion-resistant. If the condensate 3. load from the heatis exchanger falls sufficiently, the float valve closes until condensate level rises again. In this way steam is 4.the Float valve typically fails closed. trapped in the exchanger regardless of is the air or condensate to the 5. Condensate valve water-sealed, which load prevents steam trap. loss. Condensate is discharged close to steam temperature. Float valve typically fails closed. 6. Back pressure reduces trap's capacity. F & T traps are available for use with a wide range of pipe sizes, capacities and pressures.
Thermostatic Steam Trap Operating Principles Thermostatic steam traps detect the variation in temperature between steam and condensate at the same pressure. The sensing device operates the valve in response to changes in the condensate temperature and pressure. These traps are generally used on applications with very light condensate loads. How It Works
87
HRSG & ST
Step 1 On start-up, the trap's charge is a liquid and the valve is open. Any condensate or air pushed ahead of the steam passes around the bellows and 1. steam Small and lightweight. out of the trap. When comes into contact with the bellows, it heats the Wide range of pressures, loads, materials and charge. The charge vaporizes and expands the bellows, which forces the connections available. valve into the seat-closing trap. 2. Handles start-up loads. 3. Sub cools condensate. Step 2 4. Vents air at low pressures. When the steam that is in contact with the bellows cools and condenses, so 5. internal Does not stand of upthe well to water hammer. does the charge. The pressure bellows falls below the system 6. Thin, flexible parts the aretrap. subject to corrosion pressure, pulling the valve from the seat metal and opening damage. 7. Can be damaged in freezing environments. 8. Easily fouled by dirt. 9. Fits into limited spaces. 10. Back pressure only reduces the capacity of the trap. 11. Can be used as air vents. Valve fully open at start-up.
Armstrong Thermostatic Trap Features Differential Condensate Controller Operating Principles Automatic differential condensate controllers are designed for applications where condensate must be lifted from a drain point or applications that use gravity drainage and require increased velocity to aid in their operation. Lifting condensate from the drain point reduces the pressure of condensate, causing a part of it to flash into steam. Since ordinary steam traps cannot distinguish flash steam from live steam, they close and impedeIncreased velocity with gravity drainage aids in drawing condensate and air to the differential condensate controller, where it vents the secondary steam. Secondary steam is then collected for use in other heat exchangers or discharged to the condensate return line. Drainage equipment capacity varies a great deal depending on the application. A single condensate controller provides sufficient capacity for most applications. How It Works
88
HRSG & ST
Differential controllers are constructed similarly to inverted bucket steam traps. The difference is that DCs have a secondary outlet tube mounted coaxially in the inlet tube under the bucket. At the top of the secondary outlet tube is an umbrella-shaped guard that prevents inlet air or condensate 1. steam, Low-pressure air venting.from flowing directly into the secondary outlet. Continuous drainer. Condensate2. is discharged from the primary orifice at the Resistant to wear and corrosion. maximum pressure differential, the same as insteel an IB Bucket and linkage are stainless andtrap. A free-floating. manual metering valve located in the secondary steam outlet piping sets 3. the Self-lapping pressure differential the bucket. It is adjusted stainlessunder steel valve. Valve does not pass live steam. to match the pressure reduction created in lifting the condensate. In this manner, the flash steam, as well as any non-condensables, 4. Back pressure reduces capacity. will be evacuated throughto thewater secondary outlet. 5. Resistant hammer and freezing damage. 6. Removes small dirt particles. 7. Few moving parts means long service life. 8. Manual metering valve required to adjust secondary steam output. Secondary orifice provides continuous air venting. Handles heavy start-up loads. Constant, controlled scrubbing effect. flow provides
89
HRSG & ST
In addition to the disc trap's simplicity and small size, other advantages include resistance to hydraulic shock, the complete discharge of all condensate when open, and intermittent operation for a steady purging action.
How It Works Step 1 At start-up, the disc is pushed off its seat by any air or condensate entering the trap. When the steam enters the trap, it passes through the reduced area at the face of the disc, increasing in velocity and, therefore, decreasing in pressure. Some of the steam is discharged directly into the outlet stream, but a portion of it (along with some entrained condensate) passes to a control chamber above the disc. The disc snaps shut because the pressure in the control chamber above acts on the whole disc, while the inlet pressure of the high90
HRSG & ST
velocity steam acts only on a small area of the disc.
Step 2 A small bleed groove across the disc allows the steam and air to bleed out of the control chamber over time. When the force above the disc is overcome by the force of incoming steam, condensate or air on the face of the disc, the trap opens, discharging condensate that has accumulated during the cycle.
Some manufacturers provide a steam jacket around the control chamber to prevent the blowthrough of live steam when the trap is exposed to environmental conditions such as cold temperature or rain. Others supply insulating covers for the same purpose. Careful choice of materials and surface treatments in bimetallic traps makes them highly resistant to the erosive action of flash condensate and prevents wear on the trap's valve and seat material. The bimetallic trap operates on the temperature principle using two layers of metallic elements, each with different expansion coefficients.
Armstrong CD Features
91
HRSG & ST
1. Constructed of carbon steel and stainless steel. 2. design. 1. Small, Vents lightweight non-condensables at low pressure. 2. Resists corrosion damage. Available over a range of pressures and capacities. 3. Handles light loads well. May need tosizes pre-set operation range. Several pipe and connecting fittings available. 4. Valve Handles start-up loads well. 3. requires maximum differential pressure. hampered by low inlet pressure or by back 5. Operation Easily clogged by dirt. pressure. 6. Available in a number of connecting types and 4. Violent snapping of disc can wear and the seat, sizes as well asaction a range of pressures causing short service life. capacities. Robust construction resistant to water hammer. 5. Small orifices can become blocked by dirt and scale. 7. Simple Operates well in freezing environments. 6. mechanism, no linkage. 8. Condensate Sub cools condensate. 7. often cools below steam temperature Only the trap capacity is affected by increased before removal. back pressure. 8. Fits into limited space. 9. Resistant to corrosion, freezing and water hammer. Bimetallic Steam Trap Operating Principles How It Works Step 1 In bimetallic traps the valve is operated by metal strips made of alloys with different coefficients of expansion that are bonded together. At start-up, the trap is cold and the bimetallic element is relaxed. The valve is wide open. Step 2 When steam enters the trap, it surrounds and heats the strips, which begin to expand at different rates. The element pulls directly on the valve stem, closing the valve against the pressure differential. As heat radiates from the trap, the strips begin to cool. When the element has cooled sufficiently, it relaxes, opening the valve.
Dampers, Louvers, & Diverters In HRSG systems, many different types of dampers and louvers are employed. The type and construction used is dependent on the purpose it is used for. Dampers and louvers can generally be broken down by the following types.
92
HRSG & ST
Butterfly Damper Parallel Blade Louver Opposed Blade Louver Double Louvers Diverter Dampers Slide Gate(Guillotine) Swing Gate
Butterfly Damper: Butterfly dampers are single blade, low leakage or minimum leakage dampers utilizing a round, square or rectangular blade. Butterfly dampers are well suited for on/off service or flow control balancing. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used.
Parallel Blade Louver: The parallel design is used primarily for isolation. The use of blade edge and jamb seals achieves minimal leakage past the closed damper. These dampers are used mostly in air preheat and heat recovery systems. They would be used where a tight shut off is required, such as isolating one unit from another in a multiple unit system. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used.
Opposed Blade Louver: The opposed design exhibits the best flow control characteristics with moderate leakage past the closed damper. This type damper would be necessary if the accuracy of the flow amount is required or if the flow pattern must be maintained, such as when entering a burner zone. Electric, pneumatic, hydraulic and manual gear actuators with pneumatic or electrical positioners can be used.
Double Louvers:
93
HRSG & ST
The double louver design utilizes two banks of blades. Zero flue gas leakage is achieved by pressuring the area between two closed banks of blades with seal air. The parallel/opposed configuration provides zero leakage yet retains good flow control characteristics. These dampers can be found in applications where fast bypass capability is required during an upset condition. Double louvers can also be found where overhead space is not available to install a slide gate damper.
Slide Gate(Guillotine): Slide gate isolation dampers are available in low leakage and zero leakage designs utilizing either machine screws or chain drives. Slide gate dampers can be furnished with electrical actuators, air actuators or hydraulic actuators.
Flow Diverter Dampers:
94
HRSG & ST
Flow diverter dampers are utilized on many process and heat recovery systems to direct the flow in one or two directions. In a heat recovery system, the diverter damper would normally direct the gas to a waste heat recovery system or in a bypass mode through a silencer and stack. The diverter damper can also be furnished with a single end pivoted blade to direct the gas flow into one of the two outlets. The metallurgy of the damper is based on the design temperature and pressure of the system.
2.1 HRST Start up Procedure 2.1.1 Prerequisite for start up 2.1.1.1 After the inspection for starting up complete, connect with shift charge and the operators of steam turbine, electric, I&C, chemical and gas turbine. Connect to I&C group for putting instrument into operation. Inform turbine site that boiler prepare starting up. Connect with electric group to energize electric equipment. Check the bypass damper and ensure it at full open position, the inlet damper at close position. Inform chemical group to test boiler water quality. Inform gas turbine in advance that boiler equipment starting up.
2.1.1.2 Filling water After boiler overhaul prior to filling water into the overhauled boiler, record the indicating value for every expansion indicators.
95
HRSG & ST
The quality of filling water should be in accordance with relevant regulation, filling water slowly. The filling time from no water to drum level 100 mm should be no more than 1 hour in Summer, 2 hours in Winter. If boiler temperature is very low or very high, the filling time should be prolonged, strictly control differential temperature between up and down water wall no more than 50. And if the differential temperature exceeds the limit stop filling and record data, waiting till the differential temperature come back to normal, then go on filling. If the temperature of filling water is quite close to drum temperature, the filling can speed up properly. During filling, check the holes on drum and manifold, valves, flanges, ends for leakage, if leakage found stop filling and make treatment for it. If there is water in the overhauled boiler, inform chemical group to test. And if the water is not qualified, discharge and then refill qualified water.
2.2.2 Start up Procedure For HRSG starting up please refer to following characteristic: Cold start up: HRSG restart after shutting down 72 hours, boiler water temperature 100, start up duration 2 hours (to full load) Warm start up: HRSG restart from boxed up condition within 24 hours, start up time: 90 min. Hot start up: HRSG restart from boxed up condition within 8 hours, start up time:50 min
96
HRSG & ST
2.2.2.1 Sliding Pressure Cold start -up Check and confirm boiler HP and LP drum water level in normal, check boiler sealing fan in service position, check the correctness of sealing valve position, and check that gas turbine exhaust air temperature should not succeed 450 . Open HP super-heater blow off valve, transfer super-heater drain water to boiler flashing box. Open main steam and bypass drain valve to drain all stored water out. Open boiler damper by 10%, the drum temperature difference should be controlled strictly within 50, if exceed stop pressure raising temporarily. Increase the evaporator lower header drain speed and monitor strictly the drum water level changing, and water level should not drop too fast. As boiler pressure raises to 0.1Mpa open boiler main stop valve to prevent pressure drop too much that will get air come into pipeline and cause corrosion. As pressure raising to 0.3Mpa close blow off valve electric driven valve; washing drum level meter and calibrating it. Inform I&C maintenance person to flash instrument tube; and the chemical one to monitor boiler water and make continuous blow down. As main steam pressure up to 3 bar, close blow off valve and lead the drain water to blow down flashing tank. As boiler pressure reach nominal pressure, drum level should not exceed normal level. As boiler supply steam, check again the leakage for valves, meters etc. As boiler in normal operation, the water quality should be accord with GB12145-89 Coal fired power plant unit and thermal power equipment water and steam quality standard , boiler water level should keep within normal level 60mm and the reading slightly sway. If water level keeps standstill the water level meter may be blocked and need to be flashing. Periodical blow down should be done during normal operation, and monitor water level strictly. The blow down times is lie on the water quality and the continuous blow down frequency on the alkalinity of boiler water.
97
HRSG & ST
Keep steam pressure as stable as possible, the pressure should not exceed the limit. As HP drum level raise to 0.2 0.3 Mpa, open bypass system. As steam pressure up to 2 Mpa and temperature 250 , can step to steam to set During turbine steam to set, close bypass attemperator gradually, adjusting steam temperature and pressure according turbines requirement. The second HRSG start up procedure is as same as that of the first one. The superheated steam from second boiler can be parallel to that of first one if the steam temperature difference compared to the neighbors is less than 20 and the pressure difference is less than 0.05 Mpa.
2.2 Hot Start up Hot stat-up: HRSG restarting from boxed up condition within 8 hours, starting time in 50min. For unit shut down within 12 hours and the double speed stage up-half cylinder temperature less than 300, and dwon-half cylinder below 250, the restarting is all called hot start-up. Boiler start-up: Open outlet valve to warm up pipeline, as main steam temperature reach up to cylinder temperature and more than 250, steam to surge tank and warm it up. As the temperature of the surge tank is more than 160, put gland steam in service. Start condenser vacuum attraction, and put bypass system in service. As boiler main steam temperature is 80 100 higher than that of turbine casing, and has 50 superheating degree, the steam to set preconditions are reached and turbine can steam to set. During turbine speed up and synchronizing, boiler should keep stable and steam pressure and temperature forbid to drop. After unit parallel to grid, fully open the diverter with faster speed, and raise load to what the casing temperature requested, and then raise temperature and pressure to increase load till full load.
2.3 Shut down Procedure 2.3.1 Preparation prior to HRSG Shut-down After receiving shut down command from shift charge, inform turbine, electrical, chemical, gas turbine and all other post. A overall inspection should be made prior to boiler shut down, write down the existent defectives into punch list so as to connect the maintenance group to repair. Correct the water level gauge to guarantee its veracity.
2.3.2 Shut down Procedure 2.3.2.1 Sliding Pressure Shut down 98
Under the full load condition, reduce 15-20% rated load under nominal parameter. Slide parameter load reduction: lower boiler parameter, average slow down speed
HRSG & ST
0.03Mpa/Min, average temperature slow speed 3/Min. During slide shut down, the differential temperature between up and down drum wall should keep less than 50 or slow down the speed of temperature deduction, And meanwhile keep the degree of superheating more than 50. As the load lower down to 3MW, change over the turbine controller to synchronizer and go on lower the load. As turbine change over to synchronizer control keep the instant load stable for 3 Minute. Go on lower the load by the speed 0.4MW Min till to zero. Being informed that turbine had been shut down, shut down the boiler. After boiler shut down fill water to drum slowly up to high level. Inform turbine operator to open de-super-heater a little bit and close it after 30 Minutes. Receiving shut down order from shift charge, inform turbine lower turbine load by 0.4 MW/Min, and close gas damper accordingly. Load reduction to zero, as being informed that the turbine had been shut down stop boiler. During boiler shut down the parameter of pressure and temperature should follow turbine requirement. After boiler shut down, inform turbine to open bypass system de-super-heater. Attention should be paid that not to reduce the pressure too fast and close it after 30 Minutes. After boiler stop, fill water to drum up to high level.
2.3.2.2 Fixed Pressure Shut down
2.3.2.3 Works after HRSG Shut-down Inform gas turbine staff when boiler had been shut down. 10 Minutes after boiler shut down, if steam pressure no tread to go up, inform turbine close bypass system de-super-heater. Close the steam continuous blow off valve and all the valves for sampling and dosing. Send person specially assigned for monitoring drum wall temperature differential and log it per hour. Fill water to boiler according to drum level. (keep high level as best as one can) After boiler shut down 4-6 hours, the manhole and inspection hole can be open a little bit to ventilate naturally. When drum pressure lower to 0.49-0.789Mpa, can blow off water with pressure. If water exists in boiler, enhance the up side water blow off, and every point should keep unobstructed or totally blow off.
2.3.2.4 HRSG Shut down Close three-way diverter or stop gas turbine can shut down HRSG. Boiler shut down has following kinds: 1) Temporary Shut down A temporary shut-down shall be initialled if steam supply is not required in a short period of time. At this time the boiler can be start up quickly without any special treatment. The drum
99
HRSG & ST
should be retained at a certain of system pressure in order to avoid air going to boiler water. The anticorrosion method such as injecting nitrogen can also be selected. 2) Complete Shut down The totally shut down could only be performed when boiler water need to be discharged totally for the purpose of cleaning, inspection and repairing. During totally shut down attention should be paid for safety and equipment maintenance. Boiler water shouldnt be discharged till the water temperature drop to below 50. It is necessary to open vent valve when discharging water. After boiler water discharged out open man hole, cleaning water scale with water flashing. If necessary drop boiler pressure to 5 8 bar, then discharge boiler water, by this method can dry the boiler by boiler remnant heat. 3) Emergency HRSG Shut down In one of the following cases an emergency shut down will be conducted: - The boiler water level has lowered or risen stipulated upper or lower limit - Boiler auxiliary steam-water system, control system fault, which effects boiler normal operation. - Complete failure of one of the following items: water level meter, pressure gauge or safety valves - Boiler pressure components are damaged - Any other abnormal situation which endangers boiler safety operation. 2.4 HRSG Operation & Adjustment 2.4.1 HRSG Normal Operation Condition Super-heater outlet pressure: Super-heater temperature: HP and LP drum level: Feed water temperature: 2.4.2 HRSG Operation Adjustment 2.4.2.1 Main Target of Adjustment 6.4 0.05 Ma 468 5 0 50mm 104
1) Bloier steam output should meet unit requirement and rated value range. 2) Normal steam temperature and pressure. 3) Keep drum level normal/ 4) Qualified water and steam 2.4.2.2Three-way Damper Adjustment In normal operation the diverter fully open, it cant be used as control damper (apart from startup process) 2.4.2.3 Main Steam Temperature and Pressure Adjustment 1) In following situation pay more attention to steam temperature and pressure variation and make beforehand and proper adjustment to keep them within limits.
100
HRSG & ST
a) GT load changing in large extent. b) Feed water pressure change c) Feed water temperature change d) Changing attemperating water flow rate 2) Grasp the changing trend and principle of the steam temperature and pressure, and master the attemperator operation characteristic to prevent exceed changing and make adjustment in advance. 3) As attemperator in auto mode, monitor the temperature changing frequently for both outlet temperature of attemperator and LP superheater. As the deviation to setting value is too big, analysis should be made according to steam temperature changing trend and the factors of load, pressure etc. and some corresponding measure should be taken. Change control mode to manual if necessary. 2.4.2.4 Water Level Control 1)Water filling should be well-proportioned and uninterrupted, interrupted filling are not allowed. 2)Three or above panel water meter should be equipped and in correct indication condition. If there is only one meter working, send one to check against local gauge. The local water level meter should be well illuminated and can be seen clearly. 3)When feed water pump in automatic control, monitor the variation of the drum level and the outlet pressure of the pump. The control range can be too large, and the feed water flow should match the steam flow. If the deviation is too large, switch to manual control and if manual control cant work change over the pump immediately. 4)The two-color water level meter periodical flushing should be done by inches. After flushing should compare its indication against other one to prevent wrong water level. a) Checking the tow-color water level meter before being putting into operation. All parts of water meter are well equipped. All valves and hand wheel are in good condition. Water meter should match the flange, and the flange matching the gasket. The flange bolts should be strongly tightened. Lighting supply is normal. b) Two-color water level meter heating procedure Close all its valves. Open slightly the discharge valve.
101
HRSG & ST
Open slowly the steam valve. Heating 15 minutes if being put into operation before startup, 60 minutes if being put into operation during operation. During this period inform the maintenance people to tighten the bolts of the flange and cover (in emergency close the steam valve) c)Two-color water level meter putting into service Close the discharge valve. Open slowly water valve (little bit) Open slowly steam valve. Open the water and the steam valve fully.
d)Flushing the two-color water level meter Close all the valve (not close the steam and water primary valve) Open slowly water valve till fully filled. Close water valve when water fully filled. Repeated the operation, totally two times.
2.4.2.5 Drum Water Level Control 1) Control object According to feed water requirement in various boiler load to control the opening of the feed water control valve to change the feed water flow rate and in turn to keep drum level equal to setting value. 2) Relative equipment 3) Control function a)0 30% load range At this stage the single impulse control mode is adopted to control bypass valve opening to keep drum level as setting value. The specific control procedure as following: During boiler filling, set the valve at 10% opening to fill boiler. As water level reach the start-up level, input single impulse water controller. b)20% 100% load range Within this load range, the three impulses feed water control mode is adopt, which consist of drum level, steam flow rate and feed water flow rate. It functions specifically as follow: As steam output reach to 25%, Auto open main feed water control
102
Feed water control valve: (20% 100%) (LAB10AA520) Bypass control valve: (0 30%) (LAB10AA550)
HRSG & ST
valve and close a little bit its bypass valve. The opening time of main feed water control valve is 1 minutes to prevent water level too much turbulent or drum temperature too low. As change over complete input the three-impulse controller. Contrariwise, as steam output drop to 23% and below, changer over from main control valve to bypass valve, and meanwhile feedwater control changes over from threeimpulse controller to single impulse controller. To ensure the control quality, the drum level need to be trimmed by saturated steam pressure, and the steam flow rate to be trimmed by steam pressure and temperature. 2.4.2.6 Blow down 1)Follow the blow-down regulation strictly. According the boiler water test result decide the opening of the blow-down valve as well as the quantity. 2)Periodical blow-down should be arranged at low load, and perform slowly to prevent hammering. 3)Pay attention to monitor the change of the feed-water and drum level during blowing down and to keep normal level. Not allow to open two or above blow-down valves, the duration for each opening should not be more than 30s. 4)Follow the specific stipulation about blowing down in the safety regulation strictly 2.5 HRSG Operation under Dry Firing - During the period of start-up, the heating surface of super-heater can operate in the absence of water (Dry Firing) at a flue gas temperature lower than 550 - Every heating surface of the whole set of HRSG can operate under dry firing at a flue gas temperature lower than 400 for a long time. Under this condition, boiler feed water system is not allowed to start up. - During the operation of HP boiler, the heating surface of LP boiler can operate under dry firing without water for a long time. - Under dry firing, the boiler temperature must be cooled down to lower than 100 in order to start boiler feed water system. 2.6 Special Operation In addition to those operations mentioned above, some special operation as well as auto function & sequence control designed for EL GAILI are necessarily described as bellows: 2.6.1 Three-way Damper Sequence Control 2.6.1.1 General Before the normal start-up of HRSG after maintenance, purging is needed, and during warm-up and hot condition, purging is no needed actually, so in the DCS system, PURGING and START procedure are separated so as to select proper one according to real status.
103
HRSG & ST
PURGING --------- Open 3-way damper with purging START ------------- Open 3-way damper without purging 2.6.1.2 Prerequisites prior to start sequence control In figure 1, following requests should be met before starting sequence control of 3-way damper: - No alarm at HRSG TRIP ALARM AND FIRST OUT - 3-way damper is fully closed and without alarm - Chose one of 2 sealing air fans in standing-by mode - Double clip the proper fan to go in to the sub-menu, then depress A and OK - This fan is capped with red color - The outlet valve (A1HNY01AA102) is opened automatically 2.6.1.3 PURGING Sequence In figure 2, depress PURGE button, then following activities will be performed by DCS automatically - Purge bypass flue for 5 minutes - Open 3-way damper and purge flue for 7 minutes - Close 3-way damper and start sealing air fan (which you select to standing by mode) - Open 3-way damper to 10% for 8 minutes - Open 3-way damper to 30% for 11 minutes - Open 3-way damper to 75% for 15 minutes - Open 3-way damper to 100% - Start sealing air system The operation in step is timing automatically and shown on the screen, and 3-way damper position is also displayed on the screen. 2.6.1.4 START Sequence In figure 2, depress START button, then following activities will be performed by DCS automatically - Open 3-way damper to 10% for 8 minutes - Open 3-way damper to 30% for 11 minutes - Open 3-way damper to 75% for 15 minutes - Open 3-way damper to 100% - Start sealing air system The operation in step is timing automatically and shown on the screen, and 3-way damper position is also displayed on the screen.
104
HRSG & ST
2.6.2 Bypass & Attemperating Water Operation 4.6.2.1 General The design principle is to protect the condenser first, then protect the turbine. It has a function of fast and slow opening and closing. During unit start up, input the bypass system to control HRSG steam temperature to match turbine cylinder temperature in rather fast speed so as to realize the most optimized starting up.
105
HRSG & ST
Please see the figures for understanding
2.6.2.2 Fast close the HP bypass steam pressure control valve
106
HRSG & ST
During unit start up and shut down or in normal operation, when condenser vacuum drop below the setting value; or when condenser temperature is higher than setting value; or when HP bypass steam pressure control valve outlet temperature is higher than setting value by 15%; or when attemperating water pressure is below the setting value by 90%, or when condenser hot well water level is higher than setting value, the HP bypass steam pressure control valve fast close condition is reached and it is fast opened. And meanwhile some valves are blocked at open or close position, and close the first stage and second stage attemperating water. 2.6.2.3 Fast open the HP bypass steam pressure control valve During unit start up and shut down or in normal operation, when boiler pressure is higher than over pressure protection setting value; or when turbine trips, or when auto main steam valve closes, or when generator circuit beaker trips, or when generator load rejection, the HP bypass steam pressure control valve fast open is fulfilled, and then open the HP bypass temperature control valve, and then fast open condenser #2 water pray solenoid valve. As the two opening signal feed back, fast open the HP bypass steam pressure control valve. 2.6.2.4 Control of the HP bypass steam pressure control valve During unit starting up, as steam pressure before main team electric stop valve is up to 9 bar and condenser vacuum established, system override the HP bypass steam pressure control to Auto, and control automatically the main stop valve front pressure to complied with turbine start-up characteristic (high than 2 bar) via HP bypass steam pressure control valve. Prior to steam to turbine warm up turbine by controlling the control valve with open loop control procedure, and to match the HRSG steam temperature to turbine cylinder metal temperature with rather fast speed so as to realize the optimizing starting up. In normal operation, the control system keeps in Auto mode. The setting value is 4% higher than the actual steam value under speed rate controlled. As main steam changing fast and abnormally, no matter in start up or in normal operation the control system should enable to measure the big deviation and control the HP bypass steam pressure control valve accordingly. When the fast open or close condition exists, the controller is forced to Manual and follow up the actual valve opening. 2.6.2.5 Bypass attemperating water Attemperating water is taken from condensate. Water spraying locates at the point of steam pressure dropping and discharging, which resulting best cooling effect. The bypass spray water control valve should have a good atomizing efficiency; steam and water is mixed in wellproportional so that to ensure no local flashing and hammering happen, and the valve cavitation must be avoided. 2.6.2.6 Bypass system driving equipment Bypass system adopts electric driven actuator and water spray valve is electrically controlled. 1) The system can meet the requirement of automatically and manually fast open and close under various operation condition (include start up, normal operation, load rejection). 2) During unit in sliding pressure operation if one of following things happen, the bypass can open automatically. (a) Turbine drip and auto main steam stop valve close.
107
HRSG & ST
(b) Generator circuit breaker trip. (c) Generator load rejection. 3) Condenser safety protection feature when following thing happen during starting up or operation, bypass can fast close automatically. (a) Condenser vacuum drop to setting value. (b) Condenser temperature raise to setting value. (c) Bypass valve outlet pressure or temperature is higher than setting value. (d) Attemperating water pressure is lower than setting value. (e) Condenser hot well water level is higher than setting value. 4) Bypass equipment should have following interlock protection (a) if water spray valve fail to open, bypass valve close. (b) As bypass valve fast close, its spray valve open in same time or in advance, and to block temperature auto control system automatically. (c) If bypass valve fast open, its spray control valve will open at same time or little bit latter. 2.6.2.7 Bypass auto control system The bypass auto control system should ensure that: when steam operation pressure exceed setting value, the bypass equipment can open automatically and control the pressure and temperature according unit operation condition till the normal value restored. 1) Auto control system should ensure bypass system implement following functions (a) As bypass valve opening is below 95%:
New steam pressure raise and the valve gradually open accordingly. New steam pressure drop and the valve gradually close accordingly. (b) As bypass valve opening is more than 95%
New steam pressure raise but the valve almost have no any change. New steam pressure drop, valve move in direction of closing till pressure setting value is reached. (c) If new steam flow rate is higher than designed value, as new steam pressure drop, valve moves in direction of closing;. (d) If new steam flow rate is below designed value, as new steam pressure drop the valve keep almost no moving. (e) If the stabilizing duration of the new steam pressure is a long time the valve will moving in direction of closing, till fully closed.
108
HRSG & ST
2)The optimized control performance cane realized if the bypass outlet flow rate Q is a range of 10% 100%. 3)The attemperator should have good control charatgeristic, the control deviation should not more than 1%. 4)The temperature and pressure control function of attempterating system is designed in DCS system. Alarming signal is designed in this system. 2.6.3 Drum water level control 1) Triplex redundancy drum level measuring and pressure compensation 2) Feed water flow rate temperature compensation. 3) Steam flow rate compensated by temperature and pressure. 4) During start up or in low load condition, use single impulse control ( 1E) to control feed water bypass valve. At high load ( 25%) use 3 impulse control mode (3E) to control feed water control valve. The control mode change over is at the load of 25% and 23% automatically and without disturbance. 5) As main pump and standby pump trip, feed water control mode is changed over to manual automatically. 6) Prior to boiler start fill boiler with the bypass valve of the feed water control valve, its opening is 10%. As boiler level reach the level for starting up, input the single impulse control (1E).
2.6.4 Deaerator water level and pressure control
109
HRSG & ST
1) Adjust condensate control valve to keep deaerator water level to the settling value. During starting up or in low load condition, the deaerator is single impulse control mode (deaearator water level). In normal load condition, the control mode is triplex impulse control to keep the balance among condensate flow rate, feed water flow rate and deaerator water level. Change over the control mode between single and triplex impulse according to condensate flow rate. And no disturbance will result from the change over. 2) Prior to unit start up and during boiler filling the deaerator water level setting is in high value, and as the filling complete the water level setting valve return to normal value. 3) There are three way of steam supply to deaerator, which rely on whether the electric driven valve in front control valve is open. If the electric driven valve receives the open command or has opened already, the valve controller is set to auto and the other valves close gradually. After the valve is closed, close the electric driven valve.
2.6.5 HP & LP Pumps Control 4.6.5.1 HP Feed Water Pump START PERMISSION In order to protect HP feed water pump, there are many permission should be satisfied before starting up. See START PERMIISION column - Temperatures (2 transmitters) should be normal (< 90) - Discharge Valve close position PROTECTION TRIP In order to avoid HP feed water pump from damage, there are protective trip function as
110
HRSG & ST
PROTECTION TRIP column - High temperatures (any one comes) (>90) START & STOP Start & stop procedure is as follows: - Depress 1 or 2 or 3 to choose any one of 3 HP feed water pumps - Ensure the discharge valve is closed - Ensure START PERMISSION is OK - Depress START to start the pump - The discharge valve will be opened automatically - Cap another pump as standing by - Uncap the standing by pumps (put the capped pumps out of standing by) - Depress the 1 or 2 or 3 to choose the pump which is going to be stopped - Depress the STOP to stop the operating pump
2.7 Special Operation In addition to those operations mentioned above, some special operation as well as auto function & sequence control designed for EL GAILI are necessarily described as bellows: 2.7.1 Boiler Accident Handling Regulation 4.7.1.1 Accident handling principle 1) When accident happens, the shift charge should take the leader ship and lead staff to hand accident promptly as per the site regulation. The shift charges command must be follow strictly except the ones that can make harm to person or equipment directly.
111
HRSG & ST
2) When accident happened all doable measure must be taken immediately to prevent the accident enlarging, to minimize the accident area, to eliminate its root cause and to recover normal operation rapidly. The boiler should be shut down to treat the accident if the equipment dont have operation condition or if to go on operation would do harm directly to person or equipment 3) When the accident that is not listed in this regulation the operators should make a judgment and a decision by himself experience and take countermeasure to handle it promptly. 4) Treating with the accident, the operator who received the command should iterate and if not clear should ask for repeat till fully understood. After the command was implemented, report it to the person who gives the command. 5) The shift changing over wont be allowed if at moment the accident happens. The handing over shift will take the responsibility to treat with the accident and the taking over shift may help them to do if getting agreed. The shift change over could be done till the accident treatment comes to end of a period and get agree from the shift charge. 6) After accident treatment is over, the operator should log it as it is with detailed information like the time, its phenomena and the countermeasure performed. 7) For the accident happened in duty shift, the shift charge should call all relevant operators together to make an analysis and discussion in earnest about the cause of accident, its responsibility and the countermeasure that should be taken in future, as well as to take lesion from it and make summarization. 2.7.2 The regulation for boiler fault and accident stop 2.7.2.1 Emergency shut down When one of the following things happens, shut down the boiler immediately. - Boiler water goes down to 150mm the normal drum level. - Boiler water goes up to +150mm the normal drum level. - All water level meter damaged or safety valve lost function. - Boiler steam or water pipe blow out, drum level cant be kept and endanger to person safety. - Boiler over pressure, safety valve malfunctioned and the blow off valve cant be open. - Turbine trip or gas turbine exhaust out of the way, endangering equipment and person safety. 2.7.2.2 Application shut down When following things happen, report to shift charge immediately and ask for boiler shut down: - Steam or water pipe leak but can keep drum level normal. - Super heater steam temperature higher than 478 and failed to get it down. - The feed water and boiler water quality is much lower than the standard. - Safety valve cant be blowback after picked up and failed to the measures tried to get it back. - All the remote drum level meter are damaged. 2.7.2.3 Emergency shutdown procedure - Inform turbine, electrical, gas turbine and boiler perform emergency boiler shut down. - Press emergency boiler stop button , open the bypass damper and close boiler inlet damper.
112
HRSG & ST
Close desuperheater electric driven control valve immediately. Relieve all Auto control and monitor steam temperature, pressure and the water level strictly. Reset the switches which emergency stopped or switched off to stop position. Apart from the serious full water and main steam pipe blowout happens, the main stop valve could only be close according to the turbine condition. 3 Fault handling procedure 3.1 The cause of full of water and its handling Phenomena: All water level indication at high level and high level alarming. 1) Feed water flow is abnormally higher than steam flow. 2) Solids content in steam increases. 3) When serious drum full of water happens the main steam temperature will decrease rapidly, steam pipe hammering and steam leaking at flange. Cause 1) The feed water controller Auto control function failed and feed water control valve abnormally open widely. 2) The indication of water level meter, steam flowmeter are incorrect and cause the operator make a wrong judgment. 3) Boiler load increasing too much and operator control improper. Handling 1) Close Auto control, manually control feed water control valve and decrease feed water flow. 2) When control failed, change over to standby pump operation. 3) The operator should make right judgment to prevent misoperation. 4) As the water level goes up to +75mm, the emergency blow off valve should be automatically open or open it manually. 5) After above handling if the drum level is still as high as +150mm, the boiler protection should act or should emergency shut down boiler and inform turbine side. 6) After boiler shut down enhance the boiler blow off and find the reason. When the cause is eliminated restart the boiler. 3.2 The cause of short of water and its handling Phenomena: 1) All water meters are in low indication, low water level alarms. 2) Feed water flow is abnormal, lower than steam flow. 3) When seriously short of water, superheating steam temperature raise. 4) When water wall blowout, a large quantity steam spurt out with noise. Cause 1) Feed water auto control malfunction, feed water control valve is abnormally in small
113
HRSG & ST
open position or the feed water pump fault. 2) Water level meter and steam flow meter indication are incorrect so as to make operator wrong judgment. 3) The pressurized parts in steam water system leak. 4) Boiler blow down valve leak or incorrect blow down. 5) Operators improper monitoring and controlling, or misoperation happens. Handling 1) Close feed water auto control, manually adjust feed water control valve to increase feed water flow. 2) When control valve failed the standby pump should be started. 3) Operator should make right judgment and prevent misoperation. 4) Lower boiler load, stop periodical blow down. 5) If above handling doesnt work, water level 150mm boiler protection should actuate. Otherwise manually shut down by pushing emergency boiler stop valve and inform turbine and electrical to find the cause. After the defective is eliminated, the boiler can come back to operation. 6) If water level is lower than boiler shut down limit after boiler stop, as water level shows up during water checking fill boiler slowly. If water level drops by feedwater interruption and no water level shows up after water checking, forbid to fill boiler. Inspect it after shut down, boiler refilling should be approved by chief engineer. 3.3 Method for checking water 1) Close the blow off valve of the water meter. 2) Close the steam valve of the water meter, watch if water level move up from bottom of the water meter. If water show up means short of water or it will have following two possibility: i.e. seriously short of water or full of water. To judge one from tow should do following operation. 3) Close water valve of the water meter. 4) Slowly open blow off valve of the water meter, and meanwhile watch if water show up from top of the water meter. If it does, its serious full of water. Otherwise serious short of water. When water checking finished restore the valves to original position. 3.4 Handling for drum level meter damage 1) If one of all the drum level meters is damaged, isolated it immediately and sent to repair, and checking the correctness of other local meters by comparing with remote level meter and enhance the monitoring for drum level and control. 2) If all local drum level meters are damaged, but there are two remote water meters
114
HRSG & ST
that are indicating correctly and reliably, it is allowed to monitor drum level by remote level meters and to keep stable operation 2 hours. If above time expired the going on operation must be approved by chief engineer or shut down boiler. 3) If all the drum level meters are damaged, shut down boiler immediately. 3.5 The cause of priming and its handling Phenomena: 1) Drum level rapidly fluctuating and couldnt be seen clearly in severe situation. 2) Remote drum level meter indicating swing widely. 3) Solid content in steam increasing evidently. 4) In severe superheating steam temperature drop down rapidly. Cause 1) Feed water quality is not qualified, its solid content increasing. 2) The necessary blowdown and water treatment are not done. 3) Load raised too fast and vapor liquid separator damaged Handling 1) Lower boiler evaporation capacity and keep stable operation. 2) Keep boiler operated at low drum level. 3) Open widely the continuous blowdown valve and enhance bottom blowdown. 4) If steam temperature is too low close desuperheating valve and open superheating drain valve. 5) Inform turbine to open front turbine drain valve. 6) Before improving the boiler water quality, it is not allowed to increase boiler load. Boiler load should be keep stable. 3.6 The phenomena of sudden load rejection, cause and handling Phenomena: 1) Steam flow went down. 2) Steam pressure rapidly went up, in severe safety valve picked up. 3) Main steam temperature went up. 4) Drum level went down first and then up. Cause 1) Misoperation by mechanical or electrical operator
115
HRSG & ST
2) Power network fault 3) Turbine or electrical fault Handling 1) According to load rejection condition to close down gas damper and to open blowdown to air valve. 2) Close all automatic control, keep drum level and control main steam temperature strictly. 3) As steam pressure exceed safety valve actuating pressure it should pick up, or the blowoff valve should be open. 4) When load was rejected to 30% rated load, connect with turbine operator to open desuperheating valve. 5) Stabilify steam pressure and temperature, it wont be restore to operation until the accident is eliminated. 3.7 The phenomena of evaporator tube blowout, cause and handling Phenomena: 1) Drum level rapidly came down, low level alarmed. 2) Steam pressure went down and feed water flow increased abnormally. 3) Steam temperature came down. 4) Two side gas temperature differential increase and exhaust gas temperature went down. 5) A noise at blowout point. Cause 1) Boiler short of water severely. 2) Feed water and boiler water are unqualified and the improper chemical treatment cause the scale deposit and erosion inside the tube. 3) The quality of tube material, welding and erection are unqualified. 4) Heating surface are heated unevenly for a long time and cause water circulation damaged. Handling 1) If the leakage is not severe open widely feedwater control valve to keep drum level. Lower down boiler load properly and apply to shift charge for boiler shut down. 2) If the leakage is severe stop boiler immediately. 3) Enhance boiler filling after boiler stopped and if feed water consumption is too much or drum level cant be kept stop boiler filling temporarily.
116
HRSG & ST
3.8 The phenomena of economizer tube broken, cause and handling Phenomena: 1) Drum level came down and feed water flow abnormally increased. 2) Exhaust gas temperature went down and the temperature differential between two side increase . 3) A noise at blowout point. Cause 1) Unqualified feed water cause tube eroded. 2) The quality of economizer tube material and welding are unqualified. 3) Feed water flow and temperature changing too much. Handling 1) If the blowout is not serious and the water level can be kept, ask the shift charge for lowering pressure and load, and applying for boiler shut down. 2) If the blowout is serious and water level cant be kept, immediately shut down boiler. 3) After boiler shutting down, go on filling boiler by water filling system. If water level is unable to be kept the filling should be stopped. 3.9 The phenomena of superheater tube, cause and handling Phenomena: 1) A sound of steam leaking is heard at superheater. 2) Main steam flow is abnormal and lower than feed water flow. 3) Main steam pressure go down and flue gas temperature drop. Cause 1) Unqualified steam causes scalling or corrosion inside the tubes. 2) The tubes are blocked by foreign body and cause the tube being heating up. 3) At low load operation if attemperator improperly is put into operation a local water overheating inside tube would be caused. Handling 1) When superheater leaking happened, lower boiler load and keep steam temperature, and report to shift charge and ask for boiler shut down. 2) If serious shut down boiler immediately to prevent the adjacent tubes from being damaged.
117
HRSG & ST
3.10 The phenomena of I&C supply breaking down, cause and handling Phenomena: 1) Electric and pneumatic driven actuator indicator black out. Opening indicator come back to zero (actuator keeping in original position) and the remote control failure. 2) The pressure and flow meter indicator go back to zero. The electric contact type water level meter has no any indication and all loggers stop running. 3) Automatic control failure. Handling 1) Take off the Auto control and change to manual control. 2) Keep unit load stable. 3) Send one specially assigned for monitoring steam pressure, water level. Frequently contact with him and make operation analysis as per the relevant turbine parameters, not allow make operation blindly. 4) Swift to resume power supply. If it isnt possible for a long time, should ask for shut down boiler. 4 Boiler Preservation 4..1 Dry and Wet preservation method For one month or above boiler shut down the dry preservation is adopted, and for less than one month the wet preservation is used. 4. 1.1 Dry preservation After boiler shut down, discharge water, clean thoroughly the internal dirt and flashing cleanly. Then put the limestone stored in a plate into the boiler drum from manhole. The quantity of limestone to be put into boiler is 2 3kg/m3, the limestone is forbidden to contact directly with boiler inner metal surface. A strictly attention should be paid to boiler tightness if dry preservation is adopted. The boiler manhole and pipeline and valves should be closed totally. Open the manhole and handhole to check once a month. If the limestone is found break into power, replace them in time. Boiler outer surface should also be checked and inspected. After boiler shut down, as the temperature drops to 100 120, discharge water totally to dry wet out of boiler by boiler remnant heat. The boiler has some extent alkalinity which can create a protective layer when wet is dry out, which has some protection function but it is not reliable since boiler water alkalinity is too low. So the method could be valid for about one week. 4.1.2 Wet preservation After boiler shut down, discharge water, clean thoroughly the internal dirt and flashing cleanly.
118
HRSG & ST
Fill boiler with qualified demi.water, and then heat boiler water by gas turbine exhaust or outer steam to 100 to let air out of water, and then close all valves. 4.2 Nitrogen or dosing liquid preservation Short term shut down (for no more than 3 4 days) No deed special handling, boiler can be start at any moment. To avoid air go into boiler water, boiler should keep a certain pressure. If it couldnt keep pressure fill with nitrogen when boiler begin cooling down, and keep nitrogen pressure slightly high than atmosphere about 100 200g/cm to prevent boiler from corrosion. Medium term shut down (for no more than 3 4 weeks) Fill boiler evaporating banks, economizer and LP boiler with volatile liquid used for boiler shut down. The liquid is a well-proportioned solution made of the 200ppm N 2H2 and the ammonia (PH value more than 10.5) solved in 1 kg demi. water. The low pressure nitrogen preservation can be used too, but boiler water level should be higher than normal and fulfill with demi water. The condensate in superheater should be dried out and prevent air come into. Long term shut down (for more than 4 weeks) Fill boiler evaporating banks, economizer and LH boiler with alkalinity water. But prior to boiler restart up, the boiler should be cleaned. The alkalinity preservation solution is made of the 4g Na3PO4P12H2O solved in 1kg demi. water. If shut down time is within 6 weeks, can be treated as medium term shut down to use volatile solution preservation method. As super-heater water is dried out, should prevent air into. If possible, use slight positive nitrogen to preserve boiler. If shut down time is more than 3 month, the boiler should be filled with volatile preservation solution. 4.3 When wet conservation method is adopted, some frost prevention method should be adopted in winter season in cold area. 4.4 The situation outside of heating surface pipes should be checked frequently to prevent from corrosion 4.5 The salinity the saturated steam contains collecting in the super-heater my affect safe operation of super-heater, so if needed back wash for super-h e adopted.
119
HRSG & ST
120
You might also like
- Product Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwDocument3 pagesProduct Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwCarlos ACNo ratings yet
- ACC - Offer 000984 Rev PDFDocument31 pagesACC - Offer 000984 Rev PDFMohamed SaaDNo ratings yet
- SchlierenDocument14 pagesSchlierenPhani Kiran VadlamaniNo ratings yet
- Simplify BOG Recondenser Design and OperationDocument20 pagesSimplify BOG Recondenser Design and OperationvalmaxjeonNo ratings yet
- 2 - B+L - Pump - Level 2Document87 pages2 - B+L - Pump - Level 2riin100% (2)
- Water Hammer in HRSGDocument11 pagesWater Hammer in HRSGEduardoNo ratings yet
- KKS ConceptDocument6 pagesKKS ConceptAmit Nigam100% (2)
- Ammonia SOPDocument51 pagesAmmonia SOPShamsul Azhar SulaimanNo ratings yet
- Condensate in HRSG PDFDocument15 pagesCondensate in HRSG PDFCoalhouse Walker JuniorNo ratings yet
- AFBC BoilerDocument12 pagesAFBC BoilerNaman Sharma0% (1)
- Veo HRSG Brochure 2012Document6 pagesVeo HRSG Brochure 2012Jayanath Nuwan SameeraNo ratings yet
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- Strategies For Inspecting Hrsgs in Two-Shift and Low-Load ServiceDocument12 pagesStrategies For Inspecting Hrsgs in Two-Shift and Low-Load ServicevnchromeNo ratings yet
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Document20 pagesHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- Heat Recovery Steam GeneratorDocument69 pagesHeat Recovery Steam GeneratorAayushi Agarwal100% (6)
- Supercritical Benson BoilerDocument18 pagesSupercritical Benson BoilerJerry Mateo100% (2)
- HRSG Steam Velocity AnalysisDocument3 pagesHRSG Steam Velocity Analysisaliscribd46No ratings yet
- Single Drum BoilerDocument12 pagesSingle Drum BoileravgpaulNo ratings yet
- Flow Accelerated Corrosion FormsDocument13 pagesFlow Accelerated Corrosion FormsRagerishcire KanaalaqNo ratings yet
- Boiler1 PDFDocument8 pagesBoiler1 PDFkhang10182No ratings yet
- Explosion e Implosion CalderasDocument2 pagesExplosion e Implosion CalderasAntonio Ramon100% (1)
- Boiler: Heat Sources Materials Energy Boiler EfficiencyDocument10 pagesBoiler: Heat Sources Materials Energy Boiler EfficiencyrpercorNo ratings yet
- Feed Water Pipe FailureDocument9 pagesFeed Water Pipe Failuredafteri11No ratings yet
- H Section 1 Conventional Heat Generation Boiler General Description PDFDocument579 pagesH Section 1 Conventional Heat Generation Boiler General Description PDFNicolas Pallero FernandezNo ratings yet
- Perform Pressure & Leak Test, Tubing & PipingDocument19 pagesPerform Pressure & Leak Test, Tubing & PipingBibhu Ranjan MohantyNo ratings yet
- Bulk Density ChartDocument12 pagesBulk Density ChartAnindya Paul ChowdhuryNo ratings yet
- HRSG DeaeratorDocument2 pagesHRSG DeaeratorTripoli2010No ratings yet
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocument9 pagesDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596No ratings yet
- Boiler Inspection Tips 1Document146 pagesBoiler Inspection Tips 1SenakeNo ratings yet
- ASME-Section I Power Boilers Checklist: Department of Safety and Professional Services, Division of Industry ServicesDocument2 pagesASME-Section I Power Boilers Checklist: Department of Safety and Professional Services, Division of Industry ServicesHormedo RodriguezNo ratings yet
- Chapter 1 BoilerDocument293 pagesChapter 1 BoilerTifanny FlorentinaNo ratings yet
- CondenserDocument26 pagesCondenserFRANCISCO JOSE GARCIA IBAÑEZNo ratings yet
- 3s Steam BoilerDocument13 pages3s Steam BoilertahirNo ratings yet
- Checklist For Roof Skin CasingDocument7 pagesChecklist For Roof Skin CasingRamalingam PrabhakaranNo ratings yet
- performance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFDocument36 pagesperformance test procedure 最终提交业主版 - 都利项目性能试验大纲(英文)2014-9-30 PDFarunrajmech09100% (1)
- VGB R-167 e ContentDocument6 pagesVGB R-167 e ContentFayaz ShaikNo ratings yet
- Water Quality For Supercritical Units Steag FormatDocument40 pagesWater Quality For Supercritical Units Steag FormatAmit MukherjeeNo ratings yet
- Supercritical Steam TurbinesDocument18 pagesSupercritical Steam TurbinesAnonymous NUn6MESx100% (2)
- Boiler Components: Super HeaterDocument2 pagesBoiler Components: Super Heaterponnivalavans_994423No ratings yet
- BoilerDocument102 pagesBoilerM Khairi MamatNo ratings yet
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Document6 pagesLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas Aggelidis100% (1)
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- Integral Low Fin TubeDocument16 pagesIntegral Low Fin TubePeter_Phee_341No ratings yet
- 107 01r0Document23 pages107 01r0losmoscasbr-1No ratings yet
- Chap 28 PDFDocument30 pagesChap 28 PDFnelson escuderoNo ratings yet
- HRSGDocument13 pagesHRSGMohit Tyagi100% (2)
- Burner ManualDocument36 pagesBurner ManualWajih AnsariNo ratings yet
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet
- VA1 TATL 00100 M M7 DSU 0022.air Heater Drawing For Silo 18 KWDocument2 pagesVA1 TATL 00100 M M7 DSU 0022.air Heater Drawing For Silo 18 KWhoangduythanhqbNo ratings yet
- Steam Blowing: Technical BulletinDocument3 pagesSteam Blowing: Technical BulletinCartila MawratiNo ratings yet
- Gne Presentation 201009Document20 pagesGne Presentation 201009Hardik HardNo ratings yet
- Boiler Circulation SystemDocument32 pagesBoiler Circulation SystemRitik Dewangan100% (2)
- Tube Temperature Distribution in Water Tube Boiler - A - 2 PDFDocument14 pagesTube Temperature Distribution in Water Tube Boiler - A - 2 PDFYanuar KrisnahadiNo ratings yet
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Boiler Performance & Technical Data JT-K13467-E01-0Document15 pagesBoiler Performance & Technical Data JT-K13467-E01-0Puntanata Siagian0% (1)
- HRSG Design UpdateDocument38 pagesHRSG Design UpdateShameer Majeed100% (1)
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 pagesSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- FBC Operation II OperationDocument21 pagesFBC Operation II Operationanbesivam87No ratings yet
- FW Utility Boiler PDFDocument12 pagesFW Utility Boiler PDFChandan AulakhNo ratings yet
- Effect Scale Formation in Boiler Water Wall TubesDocument7 pagesEffect Scale Formation in Boiler Water Wall TubesRishabh ChaureNo ratings yet
- 304HCu 310NDocument40 pages304HCu 310NmalsttarNo ratings yet
- Boiler: - IBR Boiler 22.75 Liters in CapacityDocument23 pagesBoiler: - IBR Boiler 22.75 Liters in CapacitySachin ParasharNo ratings yet
- Final Revision: Nghi Son 2 Bot Thermal Power Plant ProjectDocument10 pagesFinal Revision: Nghi Son 2 Bot Thermal Power Plant ProjectĐể Mai100% (1)
- HRSG ArticleDocument26 pagesHRSG Articlehafizi07No ratings yet
- Chapter 4 HRSGDocument39 pagesChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- Heat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationDocument4 pagesHeat Recovery Steam Generator - HRSG General Usage: Combined-Cycle Gas Turbine CogenerationGustavo FamaNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument6 pagesEquivalents of Carbon Steel QualitiesTushar KasabeNo ratings yet
- Arcam Site RequirementDocument6 pagesArcam Site RequirementAngelNo ratings yet
- Unit 4& 5Document9 pagesUnit 4& 5hariharanbook0% (1)
- Brochure FNC PVRV Vent To ATM r2 1Document2 pagesBrochure FNC PVRV Vent To ATM r2 1KOMATSU SHOVELNo ratings yet
- RS - Final 2023Document3 pagesRS - Final 2023Yousif Taha Al-badranNo ratings yet
- Multiphase Pumps & SystemsDocument20 pagesMultiphase Pumps & SystemsGianni Martoccia100% (1)
- Turbojet-Performance AnalysisDocument6 pagesTurbojet-Performance AnalysisRajath ShettyNo ratings yet
- N2 Generator Atlas Copco - NGM+7-70 - EN For SBK1Document2 pagesN2 Generator Atlas Copco - NGM+7-70 - EN For SBK1Taufan JustvandsNo ratings yet
- Air-Oxygen Blender: Service ManualDocument34 pagesAir-Oxygen Blender: Service ManualJames de LunaNo ratings yet
- Lab 5 Enthalpy of VaporizationDocument4 pagesLab 5 Enthalpy of VaporizationFrolian MichaelNo ratings yet
- Class Test 2 31 JULY 2021: Process Fluid FlowDocument6 pagesClass Test 2 31 JULY 2021: Process Fluid FlowEnabewhkom OhpmNo ratings yet
- HVAC Unit 2Document52 pagesHVAC Unit 2Rohini Shinde0% (1)
- 18ME54 Turbo Machines Module 02 Question No 4a & 4bDocument15 pages18ME54 Turbo Machines Module 02 Question No 4a & 4bThanmay JSNo ratings yet
- Air Conditioning Assignment 001 Solution and Answer..Document20 pagesAir Conditioning Assignment 001 Solution and Answer..DarklotharNo ratings yet
- Calculation Note: XXXXX-F-MC-XXXDocument42 pagesCalculation Note: XXXXX-F-MC-XXXaalejandro251108No ratings yet
- 2 AC System空调系统Document55 pages2 AC System空调系统BorisNo ratings yet
- Petroleum Facilites of Germany 1945 109Document16 pagesPetroleum Facilites of Germany 1945 109ENAK9000100% (1)
- MPFM 2600 - Chapter I - Introduction To Multiphase Metering (Compatibility Mode)Document18 pagesMPFM 2600 - Chapter I - Introduction To Multiphase Metering (Compatibility Mode)Ragnar Berserker100% (2)
- 34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338Document6 pages34.IJAEST Vol No 5 Issue No 2 A Correlation Method Between Erosion and The Acoustic Properties of Bladed Turbo Machinery 333 338iserpNo ratings yet
- (BK16110189) EXPERIMENT (8) KM20701-1718-1 (Group5)Document7 pages(BK16110189) EXPERIMENT (8) KM20701-1718-1 (Group5)Mohd AfrizhanNo ratings yet
- Module 1Document74 pagesModule 1Raj KamalNo ratings yet
- 619PT304Document4 pages619PT304arpit gargNo ratings yet
- HP/LP Bypass Automation: Function DescriptionDocument14 pagesHP/LP Bypass Automation: Function DescriptionMohit Gohil100% (1)
- Distillation: Unit Operations (Che 347/ 251)Document27 pagesDistillation: Unit Operations (Che 347/ 251)Amira KormainNo ratings yet