Download as pdf or txt
You might also like
- Ford Ka Heater RemovalDocument3 pagesFord Ka Heater RemovalMarius DedalNo ratings yet
- Bomag BMP8500Service Manual Complete - WatermarkDocument300 pagesBomag BMP8500Service Manual Complete - WatermarkGiovanni Cacciamani100% (1)
- Pioneer Avic-U310btDocument101 pagesPioneer Avic-U310btboroda2410No ratings yet
- Vertical Load Best PracticesDocument4 pagesVertical Load Best PracticesNelsonNo ratings yet
- MSDS-PSF-600,000cSt Silicone Damping FluidDocument5 pagesMSDS-PSF-600,000cSt Silicone Damping Fluidvictor.ciprianiNo ratings yet
- CCR 3000 GTS Engine Repair ManualDocument27 pagesCCR 3000 GTS Engine Repair ManualRicardo ChristianNo ratings yet
- Magic Wave 3000Document140 pagesMagic Wave 3000bob jacksonNo ratings yet
- Manual de Operacion Sae 400 11409-Im869 PDFDocument34 pagesManual de Operacion Sae 400 11409-Im869 PDFLuran JuNo ratings yet
- 4.project ReportDocument38 pages4.project ReportJagadeeshan SivanNo ratings yet
- Manitou Frame Mounted Hook (EN)Document1 pageManitou Frame Mounted Hook (EN)ManitouNo ratings yet
- Intake Valve RB - RBC Series: Main FeaturesDocument2 pagesIntake Valve RB - RBC Series: Main Featuresatlas tajhizNo ratings yet
- Water Valves: F A M A T S ADocument54 pagesWater Valves: F A M A T S AAMITNo ratings yet
- GSE 5.5 HP - 7.5 HP - 10 HP: Silent, Rotating, Electric - Screw CompressorsDocument54 pagesGSE 5.5 HP - 7.5 HP - 10 HP: Silent, Rotating, Electric - Screw Compressorsmogwai71No ratings yet
- 2012 Measurements SpecialtiesDocument56 pages2012 Measurements Specialtiesshogun2fire4424No ratings yet
- Doble Suction Pumps (Warren)Document8 pagesDoble Suction Pumps (Warren)gordon_juanNo ratings yet
- Productos para TráilersDocument204 pagesProductos para TráilersRymeAutomotiveNo ratings yet
- Parker SSD 650 Series User ManualDocument70 pagesParker SSD 650 Series User ManuallivanelNo ratings yet
- Schematic Diagram of The Hydraulic SystemDocument26 pagesSchematic Diagram of The Hydraulic SystemDoha HamraniNo ratings yet
- Electronic Snap Kit Deluxe Snap RoverDocument48 pagesElectronic Snap Kit Deluxe Snap RoverScience HouseNo ratings yet
- Roadwinr Vjf125 Service ManualDocument295 pagesRoadwinr Vjf125 Service ManualAndrei PetreaNo ratings yet
- Special Features of The f5r 740 EngineDocument146 pagesSpecial Features of The f5r 740 EngineBen Van Der MerweNo ratings yet
- Apagado de Motore - Shut Down2Document13 pagesApagado de Motore - Shut Down2Bladimir Capquequi ChaiñaNo ratings yet
- 4823 Conveyer - 6-2-10Document44 pages4823 Conveyer - 6-2-10Alfredd MartinezNo ratings yet
- SRX 75 ManualDocument24 pagesSRX 75 ManualLucasNo ratings yet
- Training Outline - Baler: Demonstrate Machine OperationDocument1 pageTraining Outline - Baler: Demonstrate Machine Operationsuriya karthikeyanNo ratings yet
- Robin Ey15-3d - Ey20-3d Operations ManualDocument11 pagesRobin Ey15-3d - Ey20-3d Operations ManualEdgardo M. DiololaNo ratings yet
- Installation User's Manual: 2 Scales 20 FormulasDocument30 pagesInstallation User's Manual: 2 Scales 20 FormulasSharbelNo ratings yet
- Lenze ESMD 230VDocument23 pagesLenze ESMD 230VNenad MarticNo ratings yet
- VEH MB ML320 AAM All Activity Module, TaskDocument1 pageVEH MB ML320 AAM All Activity Module, Taskd9dNo ratings yet
- Manual Terex GTH-5022 - EUDocument2 pagesManual Terex GTH-5022 - EUFederico NahNo ratings yet
- Hardware Manual GP3000 SeriesDocument236 pagesHardware Manual GP3000 SeriesMiguel Angel SamaniegoNo ratings yet
- Maxiforce 2009 CatalogDocument228 pagesMaxiforce 2009 CatalogMotokoy Sprekitik Takoykoy100% (1)
- Bow Thrusters: Speeds Your PerformanceDocument16 pagesBow Thrusters: Speeds Your PerformanceKelvin XuNo ratings yet
- 42-683.16 Switch MechanismsDocument36 pages42-683.16 Switch MechanismsJonathan AntillonNo ratings yet
- General Specification For Electric Actuators - Integral Motor ControlDocument4 pagesGeneral Specification For Electric Actuators - Integral Motor ControlschgirlNo ratings yet
- Beacon Ep 2Document9 pagesBeacon Ep 2David Lie0% (1)
- Manual T10A65 B PDFDocument36 pagesManual T10A65 B PDFHéctor José Muñoz RocaNo ratings yet
- Manual de Utilizare TG-K28Document4 pagesManual de Utilizare TG-K28Vladimir IvanovNo ratings yet
- Direct Injection Test (Voltage) (Picoscope)Document6 pagesDirect Injection Test (Voltage) (Picoscope)Toni JuanNo ratings yet
- AL4000DDocument74 pagesAL4000Dtazjuan1No ratings yet
- Kompakt 160Document180 pagesKompakt 160mihai37No ratings yet
- 620 Vector Drive S/W Release 2.X: User ManualDocument185 pages620 Vector Drive S/W Release 2.X: User ManualtadyNo ratings yet
- 1100D Fuel System Installation Guide PDFDocument18 pages1100D Fuel System Installation Guide PDFjAVIER GARCIA MORIANANo ratings yet
- Craftsman Air Compressor ManualDocument12 pagesCraftsman Air Compressor Manualddefig50% (2)
- Hyster Service TechDocument36 pagesHyster Service Techspam_rqlNo ratings yet
- Quick Start: Qosmio X70 - A SeriesDocument8 pagesQuick Start: Qosmio X70 - A Seriesgrupostop8145100% (1)
- SMD-DatasheetDocument8 pagesSMD-DatasheetAhmed Sherif CupoNo ratings yet
- Operators Manual For Economy 6031A - 4831ADocument24 pagesOperators Manual For Economy 6031A - 4831ArcampneysrNo ratings yet
- 9-Fridge 38178801094 DMU EN DT 000585800Document120 pages9-Fridge 38178801094 DMU EN DT 000585800Bglw Proyectos PanamaNo ratings yet
- Assembly Instructions: L-Ae Series L-N Series L-V SeriesDocument16 pagesAssembly Instructions: L-Ae Series L-N Series L-V Seriesguna8825No ratings yet
- g3520c Im Natural Gas For 1966Document6 pagesg3520c Im Natural Gas For 1966Pankaj KambleNo ratings yet
- TestDocument22 pagesTestAbdul WaheedNo ratings yet
- Ballast Valve ManualDocument142 pagesBallast Valve ManualRazvan ȘtefanNo ratings yet
- Chiller GLAC 0751 8404BA2 - DF - 2007 06 - 150dpiDocument92 pagesChiller GLAC 0751 8404BA2 - DF - 2007 06 - 150dpifaffs100% (1)
- Compressed Air Quality - RENNERDocument16 pagesCompressed Air Quality - RENNERAbrahamNdewingo100% (1)
- ZWV Reimelt EnglishDocument2 pagesZWV Reimelt EnglishAndres PeruchaNo ratings yet
- Lack of Power During Hard Acceleration in Cold WeatherDocument5 pagesLack of Power During Hard Acceleration in Cold Weatherbeyondteck100% (1)
- INGLERS 85 - 547874EN Aire AcondicionadoDocument40 pagesINGLERS 85 - 547874EN Aire AcondicionadoNelson Ruiz100% (1)
- Inet Kemppi Kit - NSF - $FILEDocument19 pagesInet Kemppi Kit - NSF - $FILEattaullaNo ratings yet
- Mastertig Mls 2300 AcdcDocument24 pagesMastertig Mls 2300 AcdcCesar ObesoNo ratings yet
- RAZOR TIG200 ManualDocument36 pagesRAZOR TIG200 Manualxuanben209No ratings yet
- RAZOR MIG 250 ManualDocument48 pagesRAZOR MIG 250 ManualFlynnNo ratings yet
- MT9000 UK Manual I-MT9000-UK Rev 2 0213Document40 pagesMT9000 UK Manual I-MT9000-UK Rev 2 0213Suki YakiNo ratings yet
- Catalogue TE Raychem VN 2020 1Document70 pagesCatalogue TE Raychem VN 2020 1urzaNo ratings yet
- Patterson Software Installation GuideDocument55 pagesPatterson Software Installation GuideGuarded TabletNo ratings yet
- SSP 225 Electro-Mechanical PS SystemDocument24 pagesSSP 225 Electro-Mechanical PS Systemภูเก็ต เป็นเกาะNo ratings yet
- Er380m PDFDocument110 pagesEr380m PDFVictor OviedoNo ratings yet
- Y-Phase (Incoming & Outgoing)Document3 pagesY-Phase (Incoming & Outgoing)Hiren ParavadiyaNo ratings yet
- DGIIDocument58 pagesDGIIAriel Oscar HuertaNo ratings yet
- Sef BrochureDocument11 pagesSef BrochureIr Ahmad ZainudinNo ratings yet
- E4507 M4a78 PDFDocument62 pagesE4507 M4a78 PDFFábioT.ClaudinoNo ratings yet
- Fi 6140Document23 pagesFi 6140Pon ThephavongNo ratings yet
- AcerWistronRb23WabasUsersManual211071 1031470366Document53 pagesAcerWistronRb23WabasUsersManual211071 1031470366Raul AlfaroNo ratings yet
- Space Labs Repair PartsDocument123 pagesSpace Labs Repair PartsJuan Carlos Isaza GarciaNo ratings yet
- MHD 535 Cable Terminator Module CTM 535: Data SheetDocument4 pagesMHD 535 Cable Terminator Module CTM 535: Data SheethorjuelagNo ratings yet
- Lenovo ManualDocument135 pagesLenovo ManualpaulguNo ratings yet
- KBF 115Document6 pagesKBF 115Dennis WiputraNo ratings yet
- Partes Manual PCC3100 ParalellingDocument0 pagesPartes Manual PCC3100 ParalellingDavid Huarachi100% (6)
- Unimax 2010 Promax 2020 Polymax 2040Document17 pagesUnimax 2010 Promax 2020 Polymax 2040Alejandro Palomino AmaroNo ratings yet
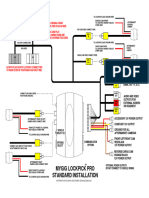
- Mygig Lockpick Pro InstructionsDocument14 pagesMygig Lockpick Pro InstructionsLuis Carlos Blanco LinaresNo ratings yet
- Man D371 0003Document28 pagesMan D371 0003Uriel GonzalezNo ratings yet
- Exd-U01 TBDocument4 pagesExd-U01 TBrelampioNo ratings yet
- Dewalt DW744X ManualDocument44 pagesDewalt DW744X Manualsywaro2380No ratings yet
- Abs Teoria y OperacionDocument27 pagesAbs Teoria y OperacionRafael H Juliao BolañoNo ratings yet
- Retrofit MFSWDocument24 pagesRetrofit MFSWapi-19775647No ratings yet
- ControlLogix Configurable Flowmeter Module 1756-CFMDocument168 pagesControlLogix Configurable Flowmeter Module 1756-CFMVÕ QUỐC HIỆUNo ratings yet
- Installation Manual: EDS, Efficient Dosing SystemDocument40 pagesInstallation Manual: EDS, Efficient Dosing SystemSeyfe EsubalewNo ratings yet
- MXL User ManualDocument45 pagesMXL User ManualOld Customs Cars ServicesNo ratings yet
- Thermometer Flexitemp 60Document4 pagesThermometer Flexitemp 60pavan3229No ratings yet
- 12-1/2 Inch (317 MM) Portable Planer Raboteuse Portative de 317 MM (12-1/2 Po) Cepillo Portátil de 317 MM (12-1/2 Pulg.)Document11 pages12-1/2 Inch (317 MM) Portable Planer Raboteuse Portative de 317 MM (12-1/2 Po) Cepillo Portátil de 317 MM (12-1/2 Pulg.)Thom StevensNo ratings yet