Download as pdf or txt
You might also like
- New NDA Template-2018Document8 pagesNew NDA Template-2018DennisNo ratings yet
- Chapter 7 - FEMDocument34 pagesChapter 7 - FEMpaivensolidsnake100% (1)
- IEEE Standards ListDocument4 pagesIEEE Standards ListNestramiNo ratings yet
- Openshot Video Editor ManualDocument10 pagesOpenshot Video Editor ManualSandipan MisraNo ratings yet
- The Analytical Thinking Process v3.0 PDFDocument4 pagesThe Analytical Thinking Process v3.0 PDFEmmanuel BajanNo ratings yet
- Improved Contact Treatment For Metal Forming Processes With Reduced Contact AreaDocument3 pagesImproved Contact Treatment For Metal Forming Processes With Reduced Contact Areaesteban vasquezNo ratings yet
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- A 3D Contact Smoothing Method Based On Quasi-C1 Interpolation and Normal VotingDocument8 pagesA 3D Contact Smoothing Method Based On Quasi-C1 Interpolation and Normal Votingesteban vasquezNo ratings yet
- A Review of Techniques For Improving Mesh Quality in A Finite Element ComputationDocument8 pagesA Review of Techniques For Improving Mesh Quality in A Finite Element ComputationtanyadaNo ratings yet
- Analysis of Finite Element Mesh Spacing Influence On Modeling Results 14augDocument4 pagesAnalysis of Finite Element Mesh Spacing Influence On Modeling Results 14augRohit RaiNo ratings yet
- Automatic Reconstruction of 3D CAD Models From Digital ScansDocument35 pagesAutomatic Reconstruction of 3D CAD Models From Digital Scansirinuca12No ratings yet
- Deform PaperDocument14 pagesDeform PaperSample RajNo ratings yet
- Unstructured Grid Generation and A Simple Triangulation Algorithm For Arbitrary 2-D Geometries Using Object Oriented ProgrammingDocument18 pagesUnstructured Grid Generation and A Simple Triangulation Algorithm For Arbitrary 2-D Geometries Using Object Oriented ProgrammingLata DeshmukhNo ratings yet
- Estudo Deforamção EstamposDocument6 pagesEstudo Deforamção Estamposronaldo.custodio71No ratings yet
- From CAD and RP To Innovative ManufacturDocument10 pagesFrom CAD and RP To Innovative Manufacturtotenkopf0424No ratings yet
- IJERTV2IS1019Document6 pagesIJERTV2IS1019rumabiswas853No ratings yet
- BVH For CDDocument12 pagesBVH For CDSiti Hasnah Mea TanalolNo ratings yet
- NozzleproDocument20 pagesNozzleprossmith2007No ratings yet
- Efficient Implementation of Superquadric Particles in DiscreteDocument18 pagesEfficient Implementation of Superquadric Particles in DiscretedavidusachNo ratings yet
- Datums (Planar)Document34 pagesDatums (Planar)ajeet singhNo ratings yet
- Optimization of Forming Load and Variables in Deep Drawing Process For Automotive Cup Using Genetic AlgorithmDocument10 pagesOptimization of Forming Load and Variables in Deep Drawing Process For Automotive Cup Using Genetic AlgorithmNixon AlviaNo ratings yet
- Analysis of Finite Element Mesh Spacing Influence On Modeling ResultsDocument4 pagesAnalysis of Finite Element Mesh Spacing Influence On Modeling ResultsGlobal Journal of Engineering and Scientific ResearchNo ratings yet
- Analysis of Process Parameters of Fused Deposition Modeling (FDM) TechniqueDocument8 pagesAnalysis of Process Parameters of Fused Deposition Modeling (FDM) TechniqueRahul SharmaNo ratings yet
- Class Handout MFG500024 ClassHandout-MFG500024-Gillman-AU2021Document19 pagesClass Handout MFG500024 ClassHandout-MFG500024-Gillman-AU2021Miguel FerreiraNo ratings yet
- ZX PDFDocument16 pagesZX PDFPabloNo ratings yet
- Analysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsDocument18 pagesAnalysis of An Axisymmetric Deep Drawn Part Forming Using Reduced Forming StepsAsad MaqsoodNo ratings yet
- Axel - Kilian - Fabrication of Double CurvedDocument15 pagesAxel - Kilian - Fabrication of Double CurvedsantopinoNo ratings yet
- FP Final Paper Eurosim07Document6 pagesFP Final Paper Eurosim07Fernanda Morales MontecinosNo ratings yet
- Visibility TechniquesDocument5 pagesVisibility TechniquesArun GsNo ratings yet
- Solid Modeling AssignmentDocument18 pagesSolid Modeling AssignmentKarthick SanNo ratings yet
- A Decomposition-Based Approach To Layered ManufacturingDocument35 pagesA Decomposition-Based Approach To Layered Manufacturingdangquang_k46No ratings yet
- Jiang 2017Document4 pagesJiang 2017brianlNo ratings yet
- Classroom Examples of Robustness Problems in Geometric ComputationsDocument25 pagesClassroom Examples of Robustness Problems in Geometric ComputationsPhan Thanh AnNo ratings yet
- Automated Spot Weld ModelingDocument7 pagesAutomated Spot Weld Modelingnunoaguiar8No ratings yet
- Solutions For Questions/Problems of Chapter 5Document11 pagesSolutions For Questions/Problems of Chapter 5Kamarul NizamNo ratings yet
- Form Finding and Size OptimizationDocument97 pagesForm Finding and Size OptimizationLedion LlupoNo ratings yet
- Non-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodDocument8 pagesNon-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodSyed HasniNo ratings yet
- LSIS-INSM EC Pernot 2015Document25 pagesLSIS-INSM EC Pernot 2015mmm_gggNo ratings yet
- Nitinol FEADocument2 pagesNitinol FEAdaelenceNo ratings yet
- Model Globally, Match Locally: Efficient and Robust 3D Object RecognitionDocument8 pagesModel Globally, Match Locally: Efficient and Robust 3D Object RecognitionBích Lâm NgọcNo ratings yet
- The Stencil Buffer Sweep Plane Algorithm For 5-Axis CNC Tool Path VerificationDocument14 pagesThe Stencil Buffer Sweep Plane Algorithm For 5-Axis CNC Tool Path VerificationHuy TranNo ratings yet
- ObbDocument27 pagesObbSachin GNo ratings yet
- An Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynaDocument8 pagesAn Improved 3d Adaptive EFG Method For Forging and Extrusion Analysis With Thermal Coupling in Ls-DynausamaumerNo ratings yet
- Principles of Simulating Contact Between Parts Using ANSYSDocument12 pagesPrinciples of Simulating Contact Between Parts Using ANSYSMahdiNo ratings yet
- Analog and Mixed Signal IC LayoutDocument14 pagesAnalog and Mixed Signal IC LayoutErkin YücelNo ratings yet
- 4jot 2Document8 pages4jot 2richard anishNo ratings yet
- Program in Mathcad To Thin Rectangular Plates Using The Rectangular Finite Element "Document12 pagesProgram in Mathcad To Thin Rectangular Plates Using The Rectangular Finite Element "Pedro Luis Garcia VillegasNo ratings yet
- Review OPT442Document3 pagesReview OPT442Arnab Barman RayNo ratings yet
- Design Tools For Inflatable StructuresDocument12 pagesDesign Tools For Inflatable StructuresjhnvlsqzNo ratings yet
- Orthogonal 20 Distance 20 Fitting 20 of 20 Implicit 20 Curves 20 and 20 SurfacesDocument20 pagesOrthogonal 20 Distance 20 Fitting 20 of 20 Implicit 20 Curves 20 and 20 SurfacesjoseramirezNo ratings yet
- RCS Characterization of A Finite Ground Plane With Perforated Apertures: Simulations and MeasurementsDocument11 pagesRCS Characterization of A Finite Ground Plane With Perforated Apertures: Simulations and MeasurementsiamnbroneNo ratings yet
- Distance Metric Between 3D Models and 2D Images For Recognition and ClassicationDocument39 pagesDistance Metric Between 3D Models and 2D Images For Recognition and ClassicationjimakosjpNo ratings yet
- Bachelor Thesis Zu Wenig SeitenDocument7 pagesBachelor Thesis Zu Wenig Seitenafknyfene100% (2)
- 09 Practical Hints Using Numerical Methods Rock MechanicsDocument26 pages09 Practical Hints Using Numerical Methods Rock MechanicsnahkbceNo ratings yet
- Application of The Finite Element Method To Deflection in A Cantilever BeamDocument16 pagesApplication of The Finite Element Method To Deflection in A Cantilever BeamDanny SrtyNo ratings yet
- AldrinKnopp 2008 MatEval FinalRevCDocument30 pagesAldrinKnopp 2008 MatEval FinalRevCKarthik RaoNo ratings yet
- The Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingDocument11 pagesThe Implementation of An Equivalent Drawbead Model in A Finite-Element Code For Sheet Metal FormingMatheusNo ratings yet
- Hybrid Experimental-Numerical Concept of Residual Stress Analysis in Laser WeldmentsDocument8 pagesHybrid Experimental-Numerical Concept of Residual Stress Analysis in Laser WeldmentscarlofilippinNo ratings yet
- Study of Quadri-Linear (Non-Conforming) Element: Goda Tejpal HDocument6 pagesStudy of Quadri-Linear (Non-Conforming) Element: Goda Tejpal HTGODA_13No ratings yet
- Dynamic Mesh Refining and Iterative SubstructureDocument16 pagesDynamic Mesh Refining and Iterative Substructuremoe chenNo ratings yet
- Finite Element Model For Modal Analysis of Engine-Transmission Unit: Numerical and Experimental..Document13 pagesFinite Element Model For Modal Analysis of Engine-Transmission Unit: Numerical and Experimental..Jai SharmaNo ratings yet
- Wrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Document16 pagesWrinkling in Sheet Metal Forming:Experimental Testing vs. NumericalAnalysis-IJFP Journal 2003 Selman2Saeed GhaffariNo ratings yet
- Hidden Line Removal: Unveiling the Invisible: Secrets of Computer VisionFrom EverandHidden Line Removal: Unveiling the Invisible: Secrets of Computer VisionNo ratings yet
- Procedural Surface: Exploring Texture Generation and Analysis in Computer VisionFrom EverandProcedural Surface: Exploring Texture Generation and Analysis in Computer VisionNo ratings yet
- Monitoring AC-YokesDocument8 pagesMonitoring AC-YokesNestramiNo ratings yet
- Hazards in Processing Light HydrocarbonsDocument4 pagesHazards in Processing Light HydrocarbonsNestramiNo ratings yet
- Slash The CostsDocument3 pagesSlash The CostsNestramiNo ratings yet
- STAD Balancing ValvesDocument10 pagesSTAD Balancing ValvesNestramiNo ratings yet
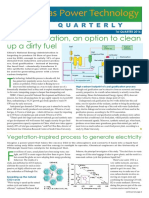
- Gas Power Technology: Coal Gasification, An Option To Clean Up A Dirty FuelDocument12 pagesGas Power Technology: Coal Gasification, An Option To Clean Up A Dirty FuelNestramiNo ratings yet
- Tb256 Raugeo Pressure-Temperature RatingsDocument1 pageTb256 Raugeo Pressure-Temperature RatingsNestramiNo ratings yet
- Surge Suppression TutorialDocument11 pagesSurge Suppression TutorialNestramiNo ratings yet
- Various en 15004-X StandardsDocument1 pageVarious en 15004-X StandardsNestramiNo ratings yet
- Requirements For Calculating Heat InputDocument5 pagesRequirements For Calculating Heat InputNestramiNo ratings yet
- SWPSS As Me 9 15Document1 pageSWPSS As Me 9 15Nestrami100% (1)
- Gamak 2016-04-27-032451Document103 pagesGamak 2016-04-27-032451NestramiNo ratings yet
- Iec Standards PDFDocument2 pagesIec Standards PDFNestrami100% (1)
- M04 eDocument2 pagesM04 eNestramiNo ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Brochure Fresh View On Technologies Part 2, Austrian Federal Economic Chamber No. 147, - 2011Document133 pagesBrochure Fresh View On Technologies Part 2, Austrian Federal Economic Chamber No. 147, - 2011NestramiNo ratings yet
- Brochure PFINDER 860 Colour Contrast Penetrant, 1pDocument1 pageBrochure PFINDER 860 Colour Contrast Penetrant, 1pNestramiNo ratings yet
- SWPSS As Me 9 15Document1 pageSWPSS As Me 9 15Nestrami100% (1)
- One Way DesignDocument104 pagesOne Way DesignUkhtie JulieNo ratings yet
- Key Issues PapDocument36 pagesKey Issues PapBalvinderNo ratings yet
- Direct Memory Access DMA PDFDocument15 pagesDirect Memory Access DMA PDFdevendra prasadNo ratings yet
- Math 8-Sum and Diff of RAE. Solving Different DenominatorDocument30 pagesMath 8-Sum and Diff of RAE. Solving Different DenominatorRegine AranzaNo ratings yet
- The End of InfidelityDocument290 pagesThe End of Infidelityconfederate1956100% (1)
- Cognitive Rigidity - The 8-Ball From HellDocument3 pagesCognitive Rigidity - The 8-Ball From HellNicasio AquinoNo ratings yet
- Lab Sheet 1 - Jan 2020Document30 pagesLab Sheet 1 - Jan 2020Chee HoeNo ratings yet
- DBMS Interview Questions Question and AnswersDocument10 pagesDBMS Interview Questions Question and AnswersRajNo ratings yet
- The Passage of Time, Seasons, Cycles, and RoutinesDocument7 pagesThe Passage of Time, Seasons, Cycles, and RoutinesBrian RelsonNo ratings yet
- VLSI Design StyleDocument1 pageVLSI Design StylePraneeth VasanthamNo ratings yet
- Chapter 05 The Visual Workplace PDFDocument26 pagesChapter 05 The Visual Workplace PDFultramin12No ratings yet
- Nuevascrit 3.luaDocument2 pagesNuevascrit 3.luamatabuelas8001No ratings yet
- Chaos in The Hodgkin-Huxley Model: John Guckenheimer Ricardo A. OlivaDocument10 pagesChaos in The Hodgkin-Huxley Model: John Guckenheimer Ricardo A. OlivaaldoNo ratings yet
- 1987 UNEP Goals and Principles of Environmental Impact AssessmentDocument2 pages1987 UNEP Goals and Principles of Environmental Impact AssessmentjouchanNo ratings yet
- Pia ReportDocument17 pagesPia ReportAltaf MagsiNo ratings yet
- ASAD, Talal. Anthropology and The Colonial Encounter, en Towards A Marxist Antrhopology Problems and PerspectivesDocument11 pagesASAD, Talal. Anthropology and The Colonial Encounter, en Towards A Marxist Antrhopology Problems and PerspectivesHully GuedesNo ratings yet
- PuzzlesDocument6 pagesPuzzlesDheeraj KLNo ratings yet
- Note TakingDocument15 pagesNote Takingapi-710788918No ratings yet
- Democratization in Bangladesh An AnalysiDocument14 pagesDemocratization in Bangladesh An AnalysiKo ZawNo ratings yet
- An Introduction To Dead Weight TestersDocument2 pagesAn Introduction To Dead Weight TestersAsep HermanNo ratings yet
- Milaflor End of Course ReflectionDocument3 pagesMilaflor End of Course ReflectionYanexAlfzNo ratings yet
- C#Document220 pagesC#Amit Swain100% (1)
- Worksheet 14 AnswersDocument4 pagesWorksheet 14 AnswersEDU CIPANANo ratings yet
- 3-5 Presentation Rubric CcssDocument1 page3-5 Presentation Rubric Ccssapi-271866891No ratings yet
- S05 Ambiguity in Strategic AlliancesDocument9 pagesS05 Ambiguity in Strategic AlliancesumeshNo ratings yet
- Mechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipDocument15 pagesMechanics of The Metal Cutting Process. I. Orthogonal Cutting and A Type 2 ChipJosé María Flores RojasNo ratings yet
- Install Guide For OMNET 4.2.2Document38 pagesInstall Guide For OMNET 4.2.2RahXen LegacyNo ratings yet