Professional Documents
Culture Documents
Eolian Gen Diy PDF
Eolian Gen Diy PDF
Uploaded by
prozorianuOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Eolian Gen Diy PDF
Eolian Gen Diy PDF
Uploaded by
prozorianuCopyright:
Available Formats
Homebrew 10' Wind Turbine, METAL
WORK
Homebrew Wind Power by Dan Bartmann and Dan Fink.The best book out there about building
and flying do-it-yourself wind turbines. We know, because we wrote it!
Order it from our Online Store HERE.
This page is one of a series that were the nucleus for our new
book, Homebrew Wind Power
.
Everything here is pretty much correct, and you can build a successful,
reliable and quiet 10 foot diameter wind turbine from the free information
on these pages.
But--please note that as of January 1, 2009 we are no longer updating
these free plans here!
We have made numerous postings on our Discussion Board about things we
do differently from this wind turbine design now, and our book Homebrew
Wind Power goes into much more detail about all aspects of building wind
turbines from scratch, including revisions to this page. The new blog for
our book, HomebrewWind.com, is where you'll find our latest updates,
thoughts, corrections of errors in the book, rants, raves, CAD drawings,
videos, and random bits about building wind turbines.
1
Metal Work Part 1: On this page we build the main chassis for the machine.
Metal Work Part 2: On this page we fabricate the tail boom.
Coil Winder: This page details construction of the coil winder.
Stator mold: Details of the mold in which we cast the stator.
Stator: Detail of winding the coils and casting the stator.
Magnet Rotors: Building the magnet rotors.
Alternator Assembly: Assembling the alternator
Wind turbine blades: How to carve the blades
Blade assembly: How to assemble the blades
Rectifier: How to build the 3 phase rectifier
Towers: An older page with thoughts about towers and some ideas
This chapter will describe how we build the 'frame' for the wind turbine.
This involves a fair bit of metal work. To do this you'll need to have
the ability to cut/grind and weld steel. If you're new to this type of
2
work it might pay to practice your skills on some scraps. The tolerances
with this are not terribly, again - the design is very forgiving. But some
of the welds are critical so you need to be a bit careful. Also keep in
mind the dangers of metal work. This is the most dangerous work you'll
do to build the wind turbine. Metal is often sharp when you cut it. Grinding
can be fairly dangerous - lots of shards flying around and I've seen grind
stones explode before, so be sure to wear a face shield. Cutting with a
torch or welding has it's obvious hazards (molten hot steel and sparks
flying). Just follow proper safety proceedures and odds are you'll live
through it.
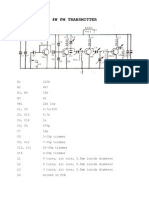
Materials List
1/4" thick steel plate, 15" square (stator bracket, tail bracket, disk
to support the back of the spindle)
1" sched 40 pipe, 6' long (tail boom, tail pivot)
1.25" sched 40 pipe, 9" long (tail bearing)
2" sched 40 pipe, 4" long (to attach alternator to yaw bearing)
2.5" sched 40 pipe, 12" long (yaw bearing) 3" sched 40 pipe, 3.625" long
(pipe to support wheel spindle and stator bracket) 1.25" x 1/4" bar stock,
5' 6" long (tail boom gusset, tail vane bracket)
3
Pictured above are all the parts you'll need to make (or have made) before
you start. Not pictured above are the parts of the tail itself which we
can discuss later, because it is a seperate part.
1 - Stator bracket. The stator bracket is cut from 1/4" thick steel plate.
It serves to support the front of the wheel spindle (on which the main
wheel hub/bearings go) and it supports the stator. To lay it out, find
center and draw two circles. The inner circle is 4" diameter, the outer
circle is 15" diameter. Lay out 3 'spokes' 120 deg apart. The spokes are
1.5" wide at the outer diameter and 2" wide where they meet the inner 4"
dia circle. Centered on each spoke at 13.75" diameter is a 1/2" hole (these
accept the studs that will mount the stator). In the center of the bracket
is a 1.25" diameter hole. This fits the wheel spindle. You can cut this
out with a torch, or a plasma cutter easily. If those tools are not
available, you can simplify the design keeping in mind that the critical
measurements are the locations of the 1/2" and 1.25" holes. Some folks
will make the inside 4" dia circle with a hole saw and then make the spokes
with bar stock. While it doesn't look quite as neat, it works just as well.
The spokes should be fairly rigid so if you do use bar stock use at least
1.5" x 1/4", any thinner might bend under the torque that the stator will
impose upon it.
2 - Yaw bearing cap. The yaw bearing cap is simply a disk of 1/4" steel
with a 3/4" dia hole drilled in its center. It will be welded to the top
of the yaw bearing and the hole will accept the cord from the alternator
which will run down the center of the tower. When making the magnet rotors
you cut a 2.75" diameter hole in their center. Use the scrap from one of
the magnet rotors for this - it's the perfect diameter, all you need to
do is drill the hole in the center.
3 - Spindle, part #BT-88. This is the spindle that our wheel hub (Dexter
part #81-9A) fits. It's probably the most common spindle in use for 1000
pound trailer axels and it's widely available. There are other slightly
cheaper spindle/hub setups but I prefer this one. It's the best choice
because it's widely availabe and it's machined on both sides which makes
life much easier for us. You can certainly modify the design to accept
other brands of spindle/hub assemblies but I think it's easier to stick
with the Dexter parts here. Check out the appendix for suppliers.
4 - This is the 3" dia sched 40 pipe that supports all the parts of the
alternator. It's 3.625" long and we cut a 2.5" hole in it with a hole saw.
4
The hole can be cut on center, but I prefer to cut it slightly off center.
Cutting it towards one side allows us to push the whole alternator foward
in relation to the yaw bearing slightly and gives us a bit more clearance
between the stator bracket and the yaw bearing. It also gives us slightly
more clearance between the blades and the tower. Use a good high quality
bi-metal hole saw. Be sure to run the drill press at it's lowest possible
speed and use plenty of cutting oil.
5 - Rear spindle support. This disk is just under 3" in diameter (cut it
out with a torch, or a 3" hole saw) and it has a 1.25" diameter hole in
the center which fits around the back of the wheel spindle. The stator
bracket supports the spindle in the front, this disk supports it in the
rear.
6 - Connects alternator to yaw bearing. This is cut from 2" diameter pipe.
One end is coped with a hole saw so that it can be welded to the yaw bearing,
the other end is left flat, and fits into the 3" pipe which has a 2.5"
hole cut to accept it (part #4).
5
When we cope this part with a hole saw the distance from the center of
the hole saw to the other end of the part should be 3.25". We usually use
a 2.5" diameter hole saw to cope this, and then we need to touch it up
a bit with a grinder so that it fits nicely against the yaw bearing.
7 - Yaw Bearing. This is the part that slips over the tower top. It's 12"
long, made from 2.5" sched. 40 pipe. This is the part that will fit over
the tower top.
8 - Tail bracket. This will sit between the yaw bearing and the tail pivot
(the pipe that the tail will hang, and pivit on when the machine furls).
It's also cut from 1/4" steel plate. It's 3.5" tall, 1" wide at the bottom
and 2.125" wide at the top.
9 - Tail pivot. This gets attached to the tail bracket and the tail will
slip over it and 'hang' on this part. In high winds, the tail will pivot
on this pipe.
Once all the pieces are cut out you begin welding the machine together.
The first step is to build the part that supports the alternator. Once
that's finished you attach the tail bracket to the tail pivot, and then
you weld both those parts to the yaw bearing.
6
Start by gathering the [parts pictured, the wheel spindle, the stator
bracket, the 3" dia pipe with the hole in its side and the 3" disk with
the 1.25" hole in its center.
I like to use an old 3 jaw lathe chuck for this, but if that's unavailable
a decent sized vice should work fine. You need to clamp the wheel spindle
so that the machined part is facing down, and put the stator bracket around
7
it as shown in the picture. 6.625" of the wheel spindle should be sticking
up from the surface of the stator bracket. The stator bracket may not be
perfectly flat but get things as close to square as possible (so that the
angle between the stator bracket and the spindle is always 90 degrees).
Tack weld the spindle to the stator bracket in 3 or 4 small spots on
different sides. This will hold it in position nicely so that you can
really weld it there. If you don't tack weld it first and just start welding
around the circle it will be pulled out of square as your welding because
weld's shrink as they cool.
After you've tack welded the spindle to the stator bracket go ahead and
weld it there.
8
Now center the 3" pipe on the stator bracket. The height of the spindle
should be the same as that of the pipe. The 3" pipe has the 2.5" diameter
hole you cut in one side. If you cut the hole off center (more towards
one side then the other) then put the pipe on the stator bracket so that
the hole is most distant from the stator bracket. If you cut the hole on
center it obviously doesn't matter. Where the 2.5" diameter hole points
with regard to the spokes on the stator bracket is not terribly important,
but we usually like to put it opposite one of the spokes. This way when
the wind turbine is together, we'll have 1 of the spokes coming out from
the stator bracket pointing exactly away from the yaw bearing... it just
looks a bit neater I think and it makes the machine less fragile if we
have to ship it somewhere, but it doesn't affect the workability of the
wind turbine. Don't weld the 3" pipe to the stator bracket yet...
9
Now take the 3" diameter disk with the 1.25" hole in it, and position it
inside the 3" pipe. It should fit around the back of the wheel spindle
and inside the 3" pipe as shown in the picture. A magnet serves nicely
to hold it there before you tack weld it.
10
Once everything looks good and centered go ahead and tack weld everything
together. (3" pipe tack welded to stator bracket, 3" disk tack welded to
3" pipe and wheel spindle)
Then weld it all together for good as shown in the picture.
11
It's not necessary but it'll look much nicer if you take the time to grind
your welds down and smooth things out. Now is the time for this, once we
weld this part to the yaw bearing you'll not be able to get at some of
the welds very well with a grinder.
Now we'll weld the assembly that we just finised to the yaw bearing. There
are a couple of weird angles involved here and the distance between the
yaw bearing and the wheel spindle is fairly critical. We've built a jig
to make assembly of a wind turbine quite easy and if you plan on building
more than one machine such a jig may pay off. But it's fairly easy to do
without one. Start by putting the spindle/stator bracket assembly that
you just finished on top of a 1/2" thick shim (a piece of wood or 1/2"
thick steel or whatever...).
12
The yaw bearing is 12" long. Mark the center of it at 6".
Pictured above is the layout and were looking at it from the bottom of
the wind turbine. You can see how the 1/2" shim under the spindle/stator
bracket assembly pushes the alternator foward a bit. If you can imagine
a vertical line through the center of the yaw bearing (the 12" x 2.5" pipe)
parallel to the spindle, there should be 5" between it and the center of
13
the spindle. In other words... when we're finished the center of the
alternator will be 5" to one side from the center of the tower.
Looking at the same thing from the side. We've put a 3/4" shim under the
top of the yaw bearing. When finished, this will cause the alternator to
be tipped back about 5 degress so that the wind turbine blades are tipped
back and have nice safe clearance between their tips and the tower.
14
Tack weld this all together. Inspect it to make sure the offset between
the spindle and the yaw bearing is correct, and that all the angles are
correct. If all looks good then weld it together.
Get the tail pivot bracket and the tail pivot (parts 8 and 9 as shown in
the previous picture). Mark the center of the tail pivot (4.5") and
position the bracket so that it's top (the 2.125" wide part) is at the
half way mark on the tail pivot. Tack weld it at the top and bottom and
then quickly on each side as shown in the picture above.
15
Looking down at it from the top it should look like the picture. If
everything looks right, then weld it. This needs to be a good weld with
good penetration because the tail hangs on this part.
Take the main part of the wind turbine and put it in a vice so that it's
tipped at 45 degrees as shown in the picture.
16
Put the tail bracket and pivot on top so that it's pointing straight up,
and tack weld it there. Again, inspect it - make sure everything is
straight and square and if it's all good then weld it there. This is
probably the most critical weld on the machine. The tail can slam around
on the tail pivot in high winds and all this weld takes all the abuse.
This needs to be a high quality weld with good penetration or you risk
having the tail fall off which can be disastrous especially if it hits
the blades. We've never had this happen but I always worry about it. If
you weld this well there should be no problem.
17
Now you can weld the yaw bearing cap to the top of the yaw bearing as shown
in the picture.
Pictured above is how your machine should look from the top.
18
Shown in the picture above is the same machine veiwed from the side. All
thats left is to build the tail.
The main chassis for the wind turbine is finished, so at this point the
tail boom needs to be fabricated. The tail bearing hangs/pivots on the
the tail pivot which is welded to the frame of the wind turbine. The pivot
was attached to the yaw bearing via an angled bracket. The bearing is made
19
from 1.25" sched 40 pipe. It's the same length as the pivot (9"). It needs
to be notched so that it can fit over the 1" pipe we used for the pivot,
and the notch will fit over the bracket that attaches the pivot to the
yaw bearing. One side of the notch will serve as a stop to hold the tail
in its proper position. Pictured above we're preparing to notch the tail
bearing with a cutting torch. Two of the 1" x 2" magnets stuck to the
back of a piece of angle iron makes for a nice jig/template to help do
a neat job. Again, the tail bearing is made from 1.25" sched. 40 pipe,
it's 9" long. Cut the notch half way up the pipe (so 4.5" is notched,
and 4.5" is left undisturbed).
Pictured above George is cutting one side of the notch using the angle
iron to help guide the torch. Once that sides cut we turn it about 160
deg and cut the other side of the notch. We say to notch out about 160
deg. This is the maximum width that you should make the notch, in most
cases you could make it narrower (120 - 140 deg is usually fine) - so this
is not critical. If the notch is too narrow then the tail may not be able
to fully furl. This depends on the width of the notch and also the thickness
of the welds which attach the tail pivot to the tail bracket. Once both
sides of the notch are cut, you can cut between the lines and finish the
notch. Save the scrap, you'll need it later.
20
Shown in the picture is how the tail bearing should look after it's notched
looking up at it from the bottom. There are are plenty of other ways to
do this. If a cutting torch is n ot available, this notch is easy to
make with a jig saw, hack saw - band saw etc... there are lots of different
ways to do things. A milling machine does nicely too, but it leaves kind
of a small scrap (the piece that comes out of the notch) and we do need
the scrap. I prefer to have the scrap larger and save time so a bandsaw
or torch is preferable.
21
Shown above is the notched tail bearing and the scrap you cut out. Use
a hammer and beat the scrap a bit flatter so that it's inner diameter fits
nicely around the outer diameter of the tail bearing.
Put the tail bearing on the machine and tack weld a 1" diameter plug (it
could be up to 1.25" diameter) in the top of the tail bearing. It needs
22
to fit down inside the tail bearing so that the top of the plug is flush
with the top of the pipe.
Turn the tail bearing all the way counter clockwise so that it comes to
stop against the notch on the side opposite that shown in the picture.
(one side of the notch needs to come up against the tail bracket, this
is the tails 'normal/unfurled' position)
23
Tack weld the scrap from cutting the tail bearing notch on the other side
(the side opposite the alternator) of the tail bearing as shown
above. This serves as a reinforcement should the tail come slamming down
from the furled position back into the normal position. It'll help keep
the notched tail bearing from getting bent or cracking around the notch.
The tail boom is fabricated from 1" shed. 40 pipe, it's 5' long. You need
to cope one end of it so that it fits against the tail bearing. The angle
between the tail bearing and the tail boom should be about 20 degrees.
Pictured above we're cutting a 20 deg angle through half the pipe (leaving
the other half cut at 90 deg) - kind of a quick/cheap way to cope the pipe
so it fits the tail bearing.
24
Thats the finished cut on the tail boom. This will fit nicely against
the tail bearing for welding.
Thats how it should look from the side. There's about a 110 deg angle
between the tail pivot and the tail boom. Its a common mistake for folks
to weld the tail boom at 90 deg to the tail pivot. The end result will
25
be a tail that points down and looks funny (itll work that way but it looks
funny). I prefer to have the tail pointing upwards a couple degrees.
26
That's how it should be from the top. When the tail is in it's position
of rest (the normal running position, turned all the way
counterclockwise as far as it will go) it should be about 10 deg to the
left from parallel with the wind (parallel with the spindle). Get someone
to hold the tail so that it's in the right position as shown in the two
pictures above and tack weld it there. Weld it so that you can look at
it - and still bend things around a bit if necessary. The reason the tail
is sticking out at an angle about 10 deg out of parallel with the wind
direction is to compensate for the fact that the alternator sticks out
5" on the opposite side. When the wind is pushing against the
blades/alternator there is a force trying to turn the whole machine
counter clockwise (assuming you're looking down at the machine). The tail
is angle slightly to the other side to help counteract this force. That
said, it's important to keep in mind that wind turbine blades when running
at speed *want* to run square with the wind. In our experience the 10 deg
angle in the tail is not critical, anything between 5 - 15 degrees should
work fine. Like most things with this design, it's not worth fretting a
great deal over getting things perfect. If you're a couple degrees off
it won't matter.
Then finish all the welds.
27
Make a gusset 30" long from 1.25" x .25" bar stock. Cut it to length (30")
then lay it under the tail so you can mark where it needs to be cut with
a soap stone. Then we cut it with a torch or a bandsaw so it fits
well. This gusset probably isn't needed if the tail is welded to the tail
bearing well - but it looks nice and adds some insurance. The 30" length
is not critical.
28
Weld the gusset onto the tail boom.
This is the 'stop' (or bumper) that you need to fabricate, and weld to
the tail boom. This will bump against the yaw bearing when the machine
is fully furled and make sure you have about a 10 deg angle between the
blades and the tail (as shown in the drawing above) and insure that the
tail can never hit the blades. The piece shown above is fabricated from
1/4" flat steel. The only critical measurment is the one that stands
between the tail boom and the yaw bearing (should be 2" if all the angles
are perfect in your machine but slight variations could change this). The
one pictured is 2" wide at the bottom, 2" tall, and 1.5" across the top.
It's angled on one side only for the sake of appearance.
29
In the picture, George is clamping the bumper in there between the tail
boom and the yaw bearing. It's helpful to have someone do this so you can
position the part in its proper place (double check that its long enough
to keep the tail out of the blades). It should be square with the yaw
bearing and fairly well centered on it (the 1.5" long surface touches the
yaw bearing on center when the machine is furled). When those two
conditions are true - weld it on there.
30
Theres a picture of it welded on, the tail is sitting in its normal running
(unfurled) position.
The image above shows the machine in it's furled position. You can see
how the stop comes up against the yaw bearing. Notice the angle between
the tail boom and the stator bracket - this same angle will exist between
the tail boom and the blades. Setup this way the tail can never come into
the blades.
31
The last metal part to fabricate is the tail vane bracket. Its 34" long
made from 1.25" x .25" bar stock, and each end has a 3/8" hole drilled
1" from the end (to hold the wooden tail vane which we've not made
yet). Use a square as shown in the picture. Clamp the tail vane bracket
square with the tail boom and 9" from the end of the tail boom. Again -
none of these measurments are critical, it's just our standard way of doing
things. Tail shape is not critical so if you decide to make a different
shaped tail for the machine then it will probably make sense to change
the dimensions here.
32
Use a small torpedo level to make sure the bracket is vertical. Once
everything seems right tack weld it on there and inspect everything. Since
it's tack welded you can still make changes if needed. Once it looks good,
weld it permenantly.
Now all the metal work is done save a bit of grinding perhaps to clean
up the welds.
33
Coil Winder Instructions.
Before we can build our wind turbine there are a few tools we need to make.
We'll need to make moulds for the magnet rotors and the stator, and we
need to make a coil winder. It's simply a spool made from wood, with a
crank that we can wind our coils on. The next couple of pages will detail
exactly how we made ours, but the idea here is simple and there are surely
many simpler ways to do this. Some of the thoughts that went into this
design included: having a fairly large crank which makes handling thicker
wire easier, and having the back disk oversized, with steel pins so that
we can change the form of the coil and build different/larger sizes of
coils if necessary. Ours is also constructed like this because these were
all materials we had on hand. Your situation may be different. For a one
off project, this could all be simplified some. Before building this it
might be helpful to read the section on building the stator so you
understand how we use this tool - that will help you to understand why
we make it this way, and give you ideas about other possible ways to make
a good coil winder. Listed below are all the parts we'll require for this
project.
Parts List
- " Plywood disk 6" diameter
-" Plywood disk 4" diameter
-3/8" plywood rectangle, " x 1.5"
-5/8" plywood disk 6" diameter
-1" wooden dowel 2.5" long
-1.5" steel square tubing 7" long
-1" x " steel barstock 5" long, qty 2
-5/16 - 18 bolt, 3.5" long
-5/16 - 18 bolt, 2.5" long
-" SAE washer, qty 2
-5/16 - 18 wing nut
34
-16 Penny nail, qty 5
First step is to cut out some metal parts. I find the portable metal cutting
band saw fast and easy, but a hack saw, sawzall or even a torch would work
fine. In building wind turbines we often have to adapt a design to
accommodate the tools are resources that are available to us, sometimes
this requires some imagination.
35
Whenever we cut metal there are sharp burrs at the cut. It's nice to clean
up all our cuts (and welds) with a grinder. Pictured above George is
grinding the cuts (he should be wearing a face mask).
Here is the square tubing we cut that supports the coil winder. We need
to cut it off square at 7" length, and drill a 5/16" hole through it.
36
Cut two of these 5" long from 1" x " tubing. One will be welded to the
bottom of the tubing. The other requires a hole to be drilled and tapped
5/16" - 18. This one will serve as the crank, and the handle will screw
into the tapped hole.
Make this part from a 1" diameter wooden dowel. Overall it's 2.5" long,
and we drill through 21/64" so that it turns freely on the 5/16" bolt.
We also need to drill in 5/8" with a 5/8" drill bit to accommodate the
head of the bolt.
37
We cut the dowel off with any saw, and then drill it out on the lathe.
While it's on the lathe it's nice to round the edges and sand it a bit.
If you don't have a lathe, you could do this carefully with a hand drill
or drill press, or - if it's just for one machine the wooden handle is
not very important, it just makes for more comfortable winding.
Drill a hole (9/64") through the 3.5" long bolt. The hole should be drilled
on center at 2 3/8" from the bottom of the bolts head. The 9/64" hole is
a good diameter to fit a 16D nail pretty tightly.
38
The nail serves as a pin to lock the spool to the shaft (the bolt is the
shaft)
39
Make 3 wooden disks. One is of 5/8" plywood (I prefer Baltic birch for
this) and is 6" diameter. Another is also 6" diameter, from " plywood.
We also need a smaller 4" diameter disk (in some of the pictures we show
a larger diameter disk on the front of this coil winder that's been cut
on two sides down to only 4" tall with two slots. To avoid confusion just
make that disk 4" in diameter and keep the slot on one side as described
later in the plans). All of these need a 5/16" hole in the center. The
6" dia 5/8" thick disk needs a slot cut to accommodate the nail we use
for a pin. The slot should be about 1.4" wide and deep, and 3.5" long so
that a 16 penny nail with its head cut off fits in there. Both the 6" dia
5/8" thick disk, and the smaller 4" disk need 4 9/64" holes drilled as
shown in the picture above. These holes will accommodate pins around which
we'll wind the coils. Take the 6" diameter " thick disk, and drill 4 holes,
3/32" evenly spaced on a 5" diameter, and run a countersink in them. We'll
be using wood screws to attach this disk to the thicker one, and we want
the heads flush with the plywood. It's important that holes line up nicely
here. I would suggest screwing the smaller disk, and the thicker 5/8" disk
together and drilling all the holes together.
40
Cut a piece of 3/8" plywood rectangular as shown above. It's 1.5" tall,
and " wide. Drill a 5/16" hole through the center. This serves as a spacer
between the disks.
Weld the 5" long bar stock that has no holes in it to the bottom (the end
furthest from the hole) of the square tubing. This serves as a base so
that we can clamp the coil winder to a workbench.
41
Put the shorter bolt (2.5" long) through the wooden handle and thread it
into the 5" long bar stock which has been drilled and tapped to accept
the bolt. Put a washer in between the handle and the bar stock. Thread
the bolt in so that the threads come flush with the back of the bar stock,
and the handle should turn freely.
42
Turn it over and spot weld where the bolt is through the bar stock -this
assures that the handle will never come loose.
Take the longer bolt (the one with the hole drilled in it) and weld it
to the other end of the handle as shown in the picture. It needs to be
square!
43
Put a washer over the bolt that's sticking out (we always want a washer
between any part that turns, and any part that doesn't) and insert the
bolt through the hole in the square tubing.
Put another washer on and then put the 6" diameter " thick disk on. The
countersunk holes need to be pointing back, towards the handle.
44
Insert the pin through the shaft and center it.
Put the 5/8" thick disk on the shaft so that it fits over the pin that's
through the shaft, and bring it tightly against the " thick disk.
45
Use 5/8" long wood screws to screw the two disks together coming in through
the back of the coil winder, through the 4 holes we drilled and countersunk
earlier. The screw heads need to be flush, they must not stick out.
Put the small rectangular spacer on and align it so that its in between
all the 4 holes which will hold the pins around which the coil is formed.
Tack it there with a touch of glue so it doesn't rotate.
46
Cut a slot in the front 4" diameter disk as shown. It should be about 1/8"
wide and should come right to the center, and stop between the two pins
that are nearest each other. We'll start winding the coils from this slot
and it needs to be centered at the narrowest part of the coil.
Cut 4 16 penny nails and cut them 1.125" long (including the head). De-burr
the ends you've cut (so they're not sharp). Once the coil winder is
finished, we'll insert these through the 4 holes in the front (4" diameter)
disk and they'll also go into the holes in the rear disk, so that the disks
are pinned together and the pins will be supported both in the front and
in the back. These 4 pins will form the center of the coil.
47
Put the front on and use the wing nut to hold it on there. (Ours which
is featured in the pictures uses a normal nut - a wing nut is easier though)
The coil winder is finished, we'll discuss how to use it when we start
making the stator.
The stator consists of 9 coils equally spaced around a circle, wired in
3 phase star configuration. Once you finish winding and connecting our
48
coils you'll need to cast them in resin to form the stator. The stator
is a disk 15.5" diameter with a hole in the middle 5.75" in diameter. To
make this we need to build a mold out of plywood. This chapter will show
exactly how we built ours. Of course many things could be changed and it
would still work fine (or maybe even better). We call for all 1/2" thick
birch plywood (birch plywood is stronger and smoother) for all the parts.
You could use thicker stuff for the lid and the base, but the middle must
be 1/2" thick - the stator has to be 1/2" thick when we're finished.
Materials
- 18" square birch plywood 1/2" thick, qty 2
- 16" diameter birch plywood disk, 1/2" thick
- 5.75" birch plywood disk, 1/2" thick
- 1/2" - 13 tpi threaded rod 2.5" long
- 1/2 - 13 tpi nut
- 1/2" washer
- 13 3/4" long wood screws
49
Start by cutting out an 18" square piece of plywood. This will be the bottom
of the mold
Find the center of the square. (an easy way is to draw light lines from
corner to corner - where they intersect is center). Use a compass to draw
3 circles on the bottom of the mold. One should be 8" diameter, one 12"
diameter, and one 15.5" diameter. The space between the 8" dia and the
12" dia circles is the area that the magnets will rotate over and the coils
will need to be centered over these lines. The 15.5 diameter circle shows
the outside diameter of the stator and this will help to make sure the
middle section of the mold is centered perfectly.
50
There will be 9 coils and it's nice to draw lines in the mold so that we
know the maximum permissable size of each coil. It will also help to be
sure that the coils are spaced around the circle properly. In order to
divide the circle into 9 equal spaces you need to know the length of one
side of the circle. We worked from the 12" diameter circle we drew. An
easy way is to use the table of Sides, Angles and Sines. Multiply the sine
of the angle (20 deg for 9 sides) times the diameter of the circle you
wish to divide (12"). The sine of 20 deg (.342) * 12 = 4.104" per side.
51
The table of sides, angles and sines for the most common numbers we use
in these alternators. The angle given is half the actual angle of any
segment. To use the table, pick the number of segments (sides) you need
to divide the circle into. Multiply the Sine by the diameter of the circle.
Set the compass to that length. Pick a starting point and make marks with
the compass about half way around the circle. Then go back to the starting
point and work in teh opposite direction. This will lessen any error that
might come up from imperfect measuring or rounding of numbers, but
hopefully you'll come out very close!
52
Use dial calipers to adjust your compass as shown in the picture. Then
pick a starting point on the 12" circle and use the compass to divide the
circle into 9 equal parts. This is a nice way to divide any circle - it's
very handy for placing magnets and coils accurately in different sized
wind turbines.
53
Draw lines from the center to the 15.5" diameter circle to show the space
that each coil should occupy.
Make another plywood square just like the last one (18" square) and cutout
a hole in the center 15.5" in diameter. This is the middle of the mold.
Sand the cuts on the inside smooth and try to give it a very slight taper
(so that the top is just slightly larger diameter than the bottom). This
will make removing the casting easy. Drill holes ( 3/16" diameter for wood
screws) around the circle (keep them about 1/2" away from the inside edge).
If your's is like the one in the picture, you'll need at at least 9 screws
to hold this piece down flat against the bottom of the mold. Run a
countersink into the holes deep enough to be sure that all the screws will
be flush with (or below) the surface of the mold.
54
Cut out another disk 5.75" in diameter. This will be the island in the
center of the mold. It also needs to be sanded smooth and slightly tapered.
Drill 4 holes for wood screws as shown in the picture and run the
countersink in just like you did for the middle part of the mold.
Cut out another disk from birch plywood, 16" diameter. This is the lid
for the mold. Sand the edges smooth. Drill a 3/4" diameter hole in the
55
center and give it a slight taper with a round file. (sand paper wrapped
around a wooden dowel or bolt works nicely too)
Center the pieces of the mold up and screw them together with 3/4" long
wood screws.
56
If the screws come all the way through the mold, grid the sharp tips off
so nobody gets hurt by them.
Drill a 7/16" diameter hole all the way through the center of the mold.
We'll be tapping this hole for the threaded rod - since it's wood you could
use a smaller drill bit, the tap will cut wood easily.
57
Tap the hole 1/2" - 13 tpi.
Put a bit of epoxy on the threads of the threaded rod. You may need to
double nut the end of the threaded rod but usually you can screw it in
by hand. Screw the threaded rod into the hole so that the bottom of the
rod comes flush with the bottom of the mold. If any epoxy comes up to the
top of the mold wipe it off with a rag.
58
Wipe the mold down with boiled linseed oil. This will help fill the pours
in the wood. When we grease the mold before casting, this assures that
the grease will not soak into the mold and the castings will come out more
easily. It also protects the mold from water.
Once the linseed oil is dry run a bead of caulk around the edges of the
inside of the mold. This will help create a 'tapered' mold, it will also
plug any cracks between pieces of plywood to help assure the castings come
out easily.
59
Put the lid on the mold, and hold it there with a 1/2" washer and a nut
(the nut will be used to help clamp the lid down when were casting). Put
it aside untill you get around to building the stator!
Po polsku -- tumaczenie Leszek Markiewicz
How to make the Stator
The stator is the very important electrical part of the wind turbine. It
contains all the coils of wire which will have voltage induced in them
as the magnets pass over them. It's defined as the 'stator' because it
is the 'stationary' (it doesn't turn) part of the alternator. For this
project you're building a 3 phase alternator and the stator will have 9
coils. Each phase will consist of 3 coils in series and you'll make a star
connection between the phases. You'll build this in our stator mold and
the lines on the bottom of the stator mold will help to know the the coils
are the correct size, and that they're placed correctly.
Materials
- 6 pounds magnet wire. (best is to use double insulated 200 deg C stuff)
- 15" diameter disk of fiberglass fabric, qty 2
60
- Thin viscosity Cyanocrylate glue (super glue) with accelerator.
- 1/2 Gallon polyester resin
- solder
- electrical tape
- heat shrink (optional)
- 3 brass 1/4 - 20tpi screws 1.25" long
- 12 brass or copper 1/4" washers
- 6 brass 1/4 - 20 tpi nuts
Winding the Coils
Pictured above Scott's winding with two strands of wire. This is necessary
for 12 Volt machines.
The magnet wire you need depends on the voltage of your system. Roughly
speaking, every time we go up 3 sizes in magnet wire then the wire has
half the cross sectional area. The voltage of the machine is directly
related to the number of turns in the coils. If we double the number of
61
turns, then we double the voltage. No matter what the voltage of the
machine, the coil size and weight needs to remain about the same. 12 Volt
machines require very thick wire, so thick that it makes sense to wind
with two strands in hand. (so for 12V machines we need two spools of wire
and we're handling two strands as if they were one)
- For 12 Volt machines you need to wind with two strands of #14 gage wire
in hand and each coil should have 36 turns.
- For 24 Volt machines wind with 1 strand of #14 gage wire and each coil
should have 70 turns.
- For 48 Volt machines wind with 1 strand of #17 gage wire and each coil
should have 140 turns.
If you follow the guidelines above, and the coil winder is made according
to the plan then the coils should fit nicely in their alloted space, and
the whole stator should require about 6 pounds of wire. If the rest of
the alternator is assembled properly then the machine should start
charging batteries at about 140 rpm which is nice for a 10' diameter blade.
Start by creating some kind of fixture to hold the spool of magnet wire.
I usually use a vice with a piece of threaded rod, or a wooden dowel
sticking up to put the spool. Clamp it to the work bench securely.
62
Clamp the coil winder to the workbench with a C clamp as shown in the
picture.
You'll need a pair of side cutters (to cut the wire), a pair of needle
nosed pliers (to bend the wire) and some electrical tape. If the coil
winder has a wing nut holding it together then you can use your fingers
to take it apart. Otherwise you'll need a 1/2 wrench. When you bolt the
63
front on the coil winder finger tight is fine, but after all the wire is
wound on the spool the nut will be tight so - if you dont have a wing nut,
you'll need a wrench to get it apart.
About 10" from the end of the wire bend it sharply 90 deg with the needle
nosed pliers.
64
Drop the wire in the slot of the coil winder and bend the end around the
nut. (A wing nut helps here too..) This will hold the wire from slipping
when you wind the coil.
Hold the wire tightly in one hand (keep tension on it) while turning the
crank with the other hand. Be careful to keep constant tension on the wire
and try to turn the coil winder at a constant speed. I notice lots of folks
tend to turn it faster on the down stroke and slower on the upstroke -
this will usually result in a lop-sided coil (one side of the coil wider
than the other). It's important to keep constant speed and consistant
tension. Try to wind the wire in neatly but don't obsess over perfection.
I've seen some folks take over an hour to wind a coil trying to pile the
wire in perfectly. It should take no more than a minute or two to wind
a coil.
65
Once you've got the correct number of turns, pull the lead out of the slot
and twist the two ends together (1/2 twist - just enough to hold them
together). Don't twist more than you need because later you'll undo this
and it's nice not to bend up the wire more than necessary. Grab the wire
between the spool and the coil with one hand, and clip it so that there's
about 10" of wire out of the coil. (both leads coming from the coil should
be about 10" long) Take the loose end that's coming from the spool, put
it on the workbench and set something on it (the side cutters are handy
since they're probably still in your hand) so that the wire on the spool
doesn't unravel.
66
Take the end of the coil winder. The coil will come with it.
The coil should pretty much fall off the end if you just turn it over.
Do it carefully so the coil doesn't fall apart.
67
We refer the longest sides of the coil as the 'legs'. Tape the legs of
the coils with a couple wraps of electrical tape to hold things together.
One coil is finished.
Check your coils, they should fit in the stator mold as shown in the picture.
It's OK if they're a bit smaller we used #16 gage wire in the coil pictured.
If you use #17 wire as called for, they'll be a bit smaller. Remember the
68
stator mold has 9 radial lines that tell us the maximum width of the coil,
and it has two circles (8" and 12" diameter) that show us the path of the
magnets. When checking the size of the coil center the hole in the coils
center over the 8" and 12" circles. In that position the coil must fit
in between two of the radial lines.
If the first coil fits well, then wind 8 more like it. In the picture we've
put all 9 finished coils in the mold, you can see how they're almost a
perfect fit. Again - you might have them come out slightly smaller than
those pictured which is fine.
Wiring the stator
69
The drawing shows how we'll wire the coils together. Each phase is numbered
and consists of 3 coils in series. We define each coil (and each phase)
to have a 'start' and an 'end'. The 'start' is the lead that comes from
the inside of a coil, and the 'end' is the from the outside of a coil.
The only thing not shown in the drawing is the 'star' connection. (In the
drawing the starts are labelled A, B, and C, the ends are labelled X,Y,
and Z) To make the star connection you'll connect the 3 starts (A, B, and
C). The only difference between the drawing and what you're going to do
is that you'll make all the connections on the inside diameter of the
stator.
70
Take 3 coils and put them in the mold in their proper position. Pick 3
spaces which are 120 deg apart. If you coud superimpose and image of our
magnet rotors over these three coils you'd see that they are seeing an
'identical' magnetic situation, therefor they are 'in phase' with one
another. (when one of them is at maximum voltage so will the other two
be). Be sure all 3 coils are same side up (the start of the coil is the
wire that crosses over the inside, and it should be facing up - you need
to be sure that no coils are 'upside down'. We are about to wire up 1 phase
of the alternator.
Take the 'end' of one coil, and wrap it around so that it points towards
the outside of the mold - and tape it to the leg of the coil. (Basicly
you're adding 1/2 of a turn to the coil when you do this). It used to point
towards the inside of the mold, now it should point to the outside. Then
take the inside of of the same coil and bend it around the island in the
middle of the mold to the next radial line in the mold, and cut it off
about 1/2" past that line. This wire will connect to the end of the next
coil, and the start of that coil will need to connect to the end of the
last coil in that phase. So what your doing is making sure you have just
the right amount of wire to connect the coils and cutting off the excess.
It's better to be a bit on the long side than a bit on the short side so
give yourself a little extra length to be sure - but not much because
there's not much room for wire on the inside of the mold. Once this is
done to three coils you have 1 phase ready. Repeat this for the next two
phases.
71
The insulation on good quality magnet wire is fairly thick and very hard
to scrape off. I find that it's usually double insulated and the inside
layer of insulation is almost invisible, so even though you might think
you've done a good job of stripping the wire - it can be decieving! The
best way is to burn the insulation with a propane torch, about 1" back
from the end of the wire. I usually heat it enough so that the wire itself
becomes red hot. This also anneals the copper and makes it easier to twist
together. Do this to all the leads that you've cut. You've not cut the
end of the 1st coil yet (it sticks out towards the outside of the mold)
and you've not cut the inside of the last coil yet so leave those be -
you'll deal with those later.
Let the wires cool down, and then clean the burned insulation off carefully
with sand paper.
72
Put the 3 coils back in the mold and twist the wires together tightly.
You can see in the picture how the connections are pretty much centered
in between the coils. Then solder the connections, and bend them over with
pliers so you can insulate them with electrical tape and keep it all as
thin as possible. You can also use heat shrink here for neater appearance
- if you do, be sure to put that on before you twist the leads together!
73
If you're building a 12 Volt machine with multiple strands of wire it can
be tricky to twist things together nicely. For machines that have multiple
strands, it works well to make your connections by inserting the coil leads
into small copper, or brass tubing - and then crimp and solder.
Once you have one phase connected together, carefully remove it from the
mold and do the same thing to the other two phases.
Once all three phase are finished, put all three back into the mold as
shown in the picture. Do it such that your three 'ends' (those wires that
are pointing towards the outside of the mold) are beside each other. Those
three 'ends' will be the leads out of the stator (the output from the wind
turbine).
74
Now you need to make the star connection between the phases. The 3 inside
leads should be brought together so that we can connect them together.
Leave enough slack in the wires so that we can make this connection, and
then push it down between the coils and the island in the mold. So figure
the length, cut them off, burn the insulation with the torch, sand it,
twist them and solder them. Then insulate the connection with electrical
tape or heat shrink.
75
Pictured above is the finished star connection, all that needs to be done
is to poke it down so it doesn't stick up above the coils.
Even though the coils fit well and are the right size, once we make all
these connections things are kind of springy and surely the coils are not
in their perfect place. The connections we made and all that wire around
the inside is sure to push some of the coils out further than they ought
to be. Use duct tape and go around the stator 1 coil at a time, and tape
it exactly where it belongs. Keep the tape off the 'legs' of the coils
as shown in the picture.
76
Cut 9 little rectangles from fiberglass cloth about 1.5" wide and 2" long.
Before you cast the stator you'll need to remove the coils from the mold
again. We'll use these squares of cloth and superglue to hold everything
together so that we can move it.
Use the cyanocrylate glue to glue the fabric rectangles to the legs of
the coils. Put plenty in - you'll know its a good glue joint when the cloth
77
becomes transparent. This will also serve to somewhat 'pot' the legs of
the coils and prevent individual wires from vibrating against one another
- maybe not an issue, but I like to have lots of superglue in the coils.
Also put glue on the fabric between the coils so that the fabric becomes
'hard' and less flexible. This will make the stator fairly rigid and easy
to handle before you cast it. Try hard not to glue the coils to the mold!
In the picture you can see all the coils are connected to one another with
fiberglass cloth.
78
Remove the duct tape, it should pull off easily.
Now you can carefully pick up the uncast stator and remove it from the
mold. Put it somewhere safe untill you're ready to cast the stator in
resin.
79
Casting the stator
The stator will be cast in the same polyester resin you used for the magnet
rotors. You'll need fiberglass cloth on both sides of the coils. It might
be useful to reveiw the section on casting magnet rotors before doing this
as the proceedure is very similar and safety precautions are the same.
80
If you fold the fabric correctly, you can lay out just 1/4 of the ring
and cut out two in one shot. You need two rings of fiberglass 15" outer
diameter and 6" inner diameter.
In the picture you can see the two rings of fiberglass. Set them, and the
coils aside for now. Grease the stator mold inside, on top - and around
the edge. Same with the lid - everything should be carefully covered with
grease, or wax. Automotive or wood wax works really well.
81
It takes about exactly 1/2 gallon of resin to cast the stator. Find a level
place to put the mold. It's important to either keep the edges of the mold
off the workbench - or find a work bench (like the one in the picture)
that allows access for C clamps around the edges of the mold. When your
done you'll need to clamp the lid down with C clamps so think ahead! Pour
about a pint of resin into the mold and roll the mold around so that the
whole bottom and the sides become covered 'wet' with resin.
82
Put one of the fiberglass rings into the resin and work it with a stick
untill it becomes saturated. When saturated - the fabric will become
almost invisible. (you won't see any white)
Then pour about another pint of resin in the mold, work it into the fabric
more - try to work out any airbubbles.
83
Put the coils in carefully, poke at them so resin runs all around the coils
and airbubbles come up.
Then fill the mold with resin and be sure all surfaces of the coils have
resin on them.
84
Put the remaining fiberglass ring over the top of the coils and work resin
into it - again, it should almost disappear.
Pour the remaining resin over the top of the fabric. Work it in and try
to work out air bubbles. It might not hurt at this time to beat on the
mold a bit or vibrate it with a sander (or something) for a couple minutes
to help air bubbles rise to the top.
85
Carefully put the lid of the mold down over the casting.
Put a 1/2" washer over the threaded rod, and run the 1/2" nut down over
it. Tighten the nut - this does a good job of clamping the lid tightly
on the mold and assuring that the finished casting will be 1/2" thick.
86
Put a C clamp on each side of the mold (use 4 C clamps) and tighten them
evenly. You'll have some idea when the resin is hard by all the stuff that
spilled out the side! Let the stator sit in the mold untill the resin is
hard.
A chisel works well to scrape/peel the resin off around the outside of
the mold. A good time to do this is while it's still a bit flexible (before
it gets really hard).
87
Once the resin seems hard then remove the C clamps and the nut in the center.
Use a chisel or a screw driver to gently pry around the lid untill it breaks
loose.
Once the lid comes off you can usually turn the mold upside down and the
stator will just fall out. If not then turn the mold upside down and tap
88
on it with a hammer or pry gently at the edge of the stator. It should
come out easily.
Use a file or a sander (or both) to clean up the edges of the stator. The
inside diameter must be pretty clean because there's not a lot of extra
room between this hole and the wheel hub which will exist inside it.
89
It's nice if you do drill the 3 holes for the studs that hold the stator
to the wind turbine before you do the welding on the frame, then you can
clamp the stator bracket to the stator on center and drill 1/2" holes right
through it. If you do it this way, it's very important that the center
hole of the stator be just about perfectly centered with the stator bracket.
Also be sure to have the 3 holes come out between coils - preferably with
the 3 wires coming out between the same two holes. You don't want to hit
copper with the drill bit!
If you've allready welded up the frame then you can center the stator on
the wind turbine frame against the stator bracket and clamp it there -
and drill through the holes.
Drill 3 holes 1/4" in diameter about 1/2" away from the edge of the stator
- one near each of the leads that's coming out.
90
Insert a brass 1/4 - 20tpi screw through each one, with a washer on each
side and a nut on the back. Cut the leads just long enough so you can clamp
each one between a screw head and the washer. You can put a couple more
washers and one nut on each screw now. These will serve as the lugs to
which we can connect the line to the wind turbine.
91
The stator is finished! We can put that aside untill we're ready to
assemble the alternator.
The Mold
The alternator requires two rotors to be built. The first step is to build
a wooden mold. Each rotor will be made from 12" diameter steel disks each
with 12 magnets on it. Once we've built the rotors we'll cast polyester
resin around them to keep the magnets in place and prevent corrosion. In
order to make a neat casting we need to build a mold out of plywood. Like
many other things in these plans, there are alternative ways of doing
things. Here we'll detail exactly what we've done. Some of the pictures
show two molds in use, but you only need one. See the picture above for
dimensions of all the parts
Materials list
- 3/4" thick plywood, 2 squares 14" x 14" - 1/2" thick plywood disk, 6.5"
diameter - 1/4" plywood, 1 disk 2.75" diameter - about 20 1" long wood
screws
92
The mold is 14" square. The hole in the center is 12.5" in diameter and
3/4" deep. In the center is an island 2.75" diameter and 1/4" thick. The
lid is the scrap which we cut from the center of the mold (a 12.5" diameter
disk). The center of every part has a 1/4" hole drilled through the center
that we use to align everything during assembly. All the disks are easy
to cut out with a bandsaw, or a jig saw. With some patience a coping saw
would do fine as well. All the disks and the inside of the top that we
cut out should be sanded smooth, and preferably slightly tapered so that
the top of hte hole is slightly larger diameter than the bottom. Once all
the parts are cut out, screw the 3 square pieces together so that the one
with the 12.5" diameter hole is on top. The screw the small 2.75" dia disk
down in the center - using the 1/4" drill bit as a pin to center it perfectly.
Caulk all the seams inside the mold so that resin can't run into cracks.
This, the sanded surfaces, and the tapered hole in the mold will make the
molded pieces easy to remove.
The magnet template
93
The next tool you need to make is a template for placing the magnets. The
one pictured was made at a local machine shop with a CNC water jet cutter
out of 1/8" thick aluminum and the cost was quite reasonable (about $25
USD). But you can just as well build it from thin plywood or plastic. It's
a 12" diameter disk, with 4 1/2" holes on a 4" diameter (just like our
magnet rotors) and 12 equally spaced cutouts the size of our magnets (1"
x 2" x 1/2" in this case). We do sell CAD-cut aluminum templates that are
perfectly aligned for this -- check our online store.
Building the magnet rotors
94
Materials
- 12" diameter mild steel disk, 1/4" thick, qty 2 - 1" x 2" x 1/2" N35
grade NdFeB magnets, qty 24 - cyanocrylate glue with accelerator -
fiberglass cloth or mat, 2 square feet - 1/2 gallon polyester resin
Start with two steel disks, 12" diameter. Each disk should have 4 1/2"
holes on a 4" diameter circle(a touch larger to provide some clearance
is nice) and a 2.75" hole in the center. You can build a rotating table
and do a pretty neat job cutting these out with an oxy-acetaline cutting
torch, but we usually have ours cut out by a fabrication shop. A CNC laser
cutter, plasma cutter, or water jet cutter will do a very nice job. If
you have it done, you might have them cut all the holes for you - it saves
a lot of time and assures that things are accurate. Otherwise, if you
decide to machine your own rotors, the first step is to cut a 2.75" hole
in the center of both rotors. Use a high quality bi-metal hole saw and
a drill press for this. The drill press needs to be run very slowly and
you need to use lots of oil. Easiest is to clamp both rotors together and
cut both at the same time. Save the scraps from the center, we can use
one of those later. Next, keeping both disks clamped together, drill out
the 4 .5" diameter holes equally spaced around a 4" diameter circle. The
easiest way to do this is to put the wheel hub on the rotors and clamp
it there, and drill right through the holes on the wheel hub. This saves
a lot of layout and assures accuracy. One of the disks needs 4 more holes
7/16" dia (also spaced around the same 4" diameter and located between
95
the .5" diameter holes we just finished) which we'll tap 1/2" - 13 for
jacking screws to aid in the assembly/disassembly of the alternator. Again
- we usually have this done at a fabrication shop - when they cutout the
disks for us it's easy for them to use the same CNC machine to make all
the holes.
Pictured above we're tapping the 4 smaller holes 1/2" - 13. It's important
to use lots of oil (or tapping fluid) when running the tap in. Try to keep
the tap as straight as possible. Once it starts to cut threads, turn it
just till things start getting tight, then back up a bit and 'break the
chip'. Continue this untill the tap goes all the way in and spins freely.
Never force the tap in if things get too tight - always back it up, break
the chip and then go foward again.
96
Use a countersink to chamfer the edges of the 1/2" diameter holes. This
makes things assemble more easily and helps protect the threads on the
studs that hold the alternator together. Once this is done, all the 'metal
work' is finished for our rotors. Both rotors are oily (finger prints and
oil from drilling and tapping) so we need to clean the carefully with some
kind of solvent. We usually use laquer thinner. After that - try to keep
grease off them, handle them with clean hands. You're about to start
putting magnets on them, so this is a good time to clean the work area.
Metal chips from the drill press and grinder should be cleaned up, or you
should move the work to a new cleaner environment.
97
The steel disks don't always come out perfectly flat. I expect some sheets
of steel get bent in handling by forklifts and such and when the disks
get cutout sometimes we find them slightly warped. Check for this with
a straight edge. Flatening them can be done but it's tricky. We usually
locate the dimension in which it's warped and we put our magnets on the
most convex surface. (the surface facing up towards the straight edge in
the picture is the surface we'd put the magnets on)
98
Put the magnet template down on one of the steel disks and line the holes
up.
Place the other steel disk down on top of that, with the holes line up
and pin the sandwich together with two 1/2" drill bits (or wooden dowels
or bolts or whatever).
99
Looking from the side you can see the 'gaps' in the template where the
magnets will fit. Pick one gap and use a permanant marker to mark both
sides of the gap. This is where we'll place the first magnet on each disk.
(drilling into the top magnet rotor)
(drilling into the bottom magnet rotor)
100
Use a small drill bit (3/16" is a nice size) and drill a divit (a dent
- not a hole, don't drill through) into both disks between the marks we
made. These will be on the outsides of the magnet rotors and will serve
as 'indexing marks' so that when we assemble the machine we'll know how
to line up the two rotors. Alignment of the rotors is critical in the
operation of this alternator, they must always go together the same way
with alternating magnetic poles facing one another. Once we've done all
this we can take the top rotor back off the stack and put it aside in a
safe place (away from the bottom rotor because were about to play with
magnets).
For this alternator we require qty 24 Grade 35 NdFeB magnets 1" x 2" x
1/2" thick. These are available from many vendors, they usually come
either epoxy coated or Nickel plated, either way is fine. These are very
powerful magnets and need to be treated with extreme focus and caution!
Two coming together on your finger could hurt very badly and leave blisters
easily. Once we assemble these on the rotors we have some very
powerful/dangerous magnetic assemblies. Two finished magnet rotors
coming together on your fingers could easily break them! Build one magnet
rotor at a time. When it's finished- put it in a safe place. When building
these be sure that all ferrous (anything containing iron which includes
steel tools, wrenches, knives scissors etc) are away from the work area.
Only handle one magnet at a time and always grip them firmly. If a magent
flys onto a piece of steel or into another magnet at high velocity, it
may break and send shards flying! Handle one at a time, handle them with
101
a firm grip. Store them in a safe place away from kids and folks who don't
realize what they might be getting into. Keep them away from
electronics/video tapes and other forms of magnetic storage medium. These
magnets are perfectly safe when handled properly, but most folks are not
familiar with the dangers and there can be surprises.
The magnets are so strong they can be tricky to seperate off the stack.
The best way is to place the stack on a wooden workbench and hold the stack
firmly. Then grasp one magnet firmly with the other hand and slide it off.
(you'll not be able to just pull them apart, you have to 'shear' them apart)
102
Now we can place the first magnet on the bottom magnet rotor. The template
is pinned to it and made of wood or Aluminum so it won't move. But the
magnet is strongly attracted to the steel disk so we need to hold that
down with one hand. While firmly gripping the magnet in the other hand,
bring it towards the edge of the rotor and 'slide' it into the slot. (don't
just try to put it down on - it will pull out of your hand and hit the
rotor hard - possibly breaking the magnet!)
103
The magnets need to be spaced around the disk with alternating poles facing
up. All magnets have two poles, a North and a South. Opposite poles (North
and South) attract one another, like poles repel. It doesn't matter how
we put the first magnet down so long as things alternate from there. The
safe way to place the rest of the magnets is as follows: Hold the magnet
rotor down firmly to the work bench with one hand which should be placed
over the magnet that's next to the one you're about to place. Then, holding
the next magnet firmly, bring it over your hand which is holding down the
rotor. If the bottom of the magnet in your hand is repelling the one on
the rotor, then slide it into the slot carefully in it's current position.
(Because we know that if the bottom of the one in your hand is repelling
the top of the one on the rotor then we have like poles facing each other,
so the one in your hand has the opposite pole facing up as the one on the
magnet rotor)
Once all the magnets are placed on the first rotor you can remove the pins
and pry the template off. Do this carefully so the magnets don't slide
around.
104
Run a bead of thin viscosity cyanocrylate glue (Super Glue) down both sides
of each magnet. Large bottles (2oz usually) are available at most hobby
stores. It's also handy to have 'accelerator' which will force the glue
to harden immediately. The accelerator usually comes in a small spray
bottle. We don't rely on this glue to hold the magnets down forever, it's
a temporary means to keep things in place till we finish the casting. If
cyanocrylate glue is not available then other glues should also work fine.
Epoxy would probably be fine it just takes longer to dry.
105
I expect you could skip this part all together, but I believe it offers
some insurance that our magnets will never fly out. Also - if the resin
cracks this will keep things together for us. Take a roll of fiberglass
drywall tape (this stuff is sticky on one side) and cut the roll with a
razor knife so that you can peel off a strip of the tape about 1/2" wide.
106
Wrap the tape around the magnets several times. Be sure that none of the
tape sticks up above the top of the magnets.
Now that the first magnet rotor is finished, drive a nail somewhere in
a wall in a high/safe place and hang it there. It's a somewhat dangerous
thing and should be kept in a safe place.
107
Now to begin the second magnet rotor. Put the template on it so that the
4 holes line up and one of the slots lines up with the marks we made earlier.
This assures us that the magnets we place will be facing each other when
the rotors are assembled. The top of the first magnet on this rotor must
be the opposite pole as the top of the first magnet we placed on the first
rotor. In other words, the two surfaces facing one another must attract
one another. Once you get the first magnet down, follow the same proceedure
as you did with the first magnet rotor.
Check your work!
You can easily double check your work now. Find a small magnet and hold
it in your hand (dont turn it over - hold it in the same position always
for the testing). Each magnet rotor has one magnet (the 1st one we placed)
between the marks we made. The test magnet should attract this magnet on
one magnet rotor, and repel it on the other. Then we can go around each
magnet rotor and the test magnet should attract one magnet, repel the next
one, attract the next one etc. If you made a mistake, you need to knock
loose the offending magnets, put the template back on and get them right.
Once all the magnets are placed and the tape is wrapped around them it's
a good idea to clean the magnets and the rotors one more time with laquer
thinner to make sure there's no grease. This will help the resin stick
to the magnets.
108
Cut out two rings from fiberglass mat, or fabric. They should be 12" in
diameter, with a 6.5" diameter hole in the center.
Grease the mold everywhere (Except on the bottom - that's not necessary).
A good mold release is car wax, or Johnsons wood wax. We've also used
shortening from the kitchen and axel grease (axel grease is kind of gross
and messy but it works). Grease it really well especially the first time
109
you use the mold. The first coat tends to soak into the wood but after
several applications it gets better. The point here is to make the mold
greasy so the resin won't stick to it. Once all the parts are greased well
then run a bead of caulk around the outside of the 12.5" hole in the mold.
Also run a thin bead around the outside of the 1/2" thick 6.5" diameter
disk. If it's not still there, stick the 1/4" drill bit in the center hole,
we'll need this for alignment.
Drop one of the magnet rotors into the mold carefully. It fit nicely on
the smaller 2.75" disk in the center of the mold so that the magnet rotor
is a good fit and about pefectly centered.
110
Put the 6.5" diameter disk down. The drill bit will serve to center it
on the disk. The side that we've run caulk around should face down and
we need to press it down onto the magnet rotor. The caulk will assure that
no resin can run under it.
We use polyester resin to cast the rotors. We get this stuff from almost
any autoparts store. It's best to buy it by the gallon (it takes about
111
exactly one gallon to build this whole machine). It comes with hardener
in small plastic tubes.
It's nasty stuff. It smells bad, the fumes are toxic. Best to work outside
or in a very well ventelated area. Use safety glasses (the hardener is
especially dangerous if you get it in your eyes), rubber gloves, and a
respirator.
112
It takes almost exactly 1 quart of resin to make 1 magnet rotor. (maybe
a touch less) Usually a gallon of the resin comes with two tubes of hardener,
each containing .77oz (22ml). When casting this stuff the resin tends to
warm up and get hard much faster than it would in normal applications -
especially if its warm outside and if the resin is warm to start with.
We usually use about half the hardener that the instructions call for.
This lets it harden more slowly - I believe it helps it to be stronger,
shrink less and make things less likely to crack. There have been times
when we've used half the tube for 1 quart (what the instructions call for)
on warm days and the resin has become hard in 15 min or less! (it was hard
before we could even pour it!) If it goes off too fast, there is also the
risk of it catching fire. So be careful...
If you like, there are powders available to color the resin, or you can
just use a little bit of acrylic enamel to give the resin a color. If you
use enamel, I would use about 1 part paint to 50 parts resin.
Pour resin into the mold and over the tops of all the magnets. The mold
needs to be level and it should be completely filled with resin.
113
Place the fiberglass ring over the top and work it in with a stick so it
becomes saturated with resin. Work the air bubbles out as best you can.
Pour a bit more resin over the top and work that in. At this point it doesnt
hurt to beat on the mold or vibrate it (with a vibrating sander or something)
to work air bubbles out. Air bubbles won't really hurt it, but they don't
look nice. We always get a few.
114
The lid also has a 1/4" hole in the center. Place it down over the drill
bit and on top of the magnet rotor. You can clamp it down with magnets,
or bits of steel (wrenches etc..) because they'll all stick to the magnets.
C clamps are fine too but more work than necessary. Keep an eye on the
resin that spills out of the mold. When it starts setting up clean the
outside of the mold. Don't take the lid off though untill you feel the
resin is good and hard. In practice, depending on the tempurature and the
amount of hardener we used I find this takes anywhere from 1/2 hour (which
is scary fast - I expect cracks and shrinkage when it goes that fast) to
24 hours. It seems the slower the better with regard to shrinkage and
cracking.
115
Once the resin is completely setup we can remove the lid from the mold.
Usually (if we made the mold well and greased it well) the rotor will just
fall out of the mold when we turn it over. If it doesn't, tap it on the
back with a hammer and it should. Sometimes things get tricky and we have
to pry it out, or even take the mold apart but this shouldn't happen if
we did everything correctly. The wooden disk on the inside of the rotor
should knock out easily with a hammer through the hole on the back side
of the magnet rotor. The edges of the rotor will be rough. We can cut the
excess resin off with side cutters - or remove it with a sander. A belt
sander works real well, but be sure to wear a dust mask. Clean up all the
burrs so that nothing sticks up beyond the surface of the magnets.
116
There we have a finished magnet rotor! Once one is finished - then repeat
the process with the second one in the same mold. We actually use two molds
(molds are easy to make) so that we can get all this done in one shot but
if you're not in a rush one at a time works fine.
It's only for cosmetic reasons and not important at all... but if you have
a lathe available that's large enough it's fun to clean up all the edges
117
that way. If you do, be careful and remember how feircely these rotors
are attracted to steel. When cleaning up edges or deburring on the lathe,
*DO NOT* use a steel file. Use sandpaper. A small flat sanding block is
a handy tool on the lathe. A file, or any other steel tools that are not
'part' of the lathe should be kept away because of the magnets. I've seen
magnets yank steel tools out of peoples hands on the lathe, it can be very
dangerous. Again, this step is not needed - one does not require a lathe
to build this wind turbine, it just makes things look nice. to return to
the front page of this project.
This page details how we assemble our alternator from all the finished
parts. At this point we've completed all the metal work and it's been
painted. The magnet rotors and the stator are finished, and we're finally
assembling the machine.
Pictured above are the finished magnet rotors. They are identical, except
that the front rotor (closest on the left in the picture) has 8 holes,
4 for the studs, and 4 for jacking screws which will allow us to lower
it safely and raise it back off the alternator if necessary. Each rotor
also has a small mark (a divet made with a drill bit) so that we can align
the two rotors properly.
118
Here is the main chassis for the machine all painted and ready for assembly.
It's handy to have a stand so we can turn it around/position it for easy
assembly.
Pictured above is the wheel hub, bearings, washer and nut. Not pictured
is the cotter pin. Typically when we order the hub, we get the bearings.
The washer, nut, and cotter pin comes with the spindle. The hub is Dexter
119
part number 81- 9A, and the spindle is designed for this hub, but they
are always sold seperately. Most trailer parts supply houses can provide
this. I like the Dexter hub because it seems to be the most common one
available, and it comes machined on both sides. Many hubs are machined
only on one side which makes assembly more difficult. If a different sort
of hub is used, I expect that the lengths of our allthread studs would
change, and you may find the need to use extra shims to set the airgap
between the magnet rotors properly. With this hub, things are very easy.
When delivered, the hub has 4 studs pressed into it (this is to accept
the lug nuts that hold a trailer rim on). We need to knock those out with
a hammer. It goes quite easily.
120
Pictured above is all the hardware required to assemble the machine except
for the bolts/nuts that hold the tail on. I prefer to use all stainless
hardware so that it can never rust, but this is optional except for the
hardware that is near the edge of the magnet rotors that holds the stator.
We will be relying on nuts and lock washers to act as 'spacers' between
the magnet rotors, so it is important that we use fairly high grade
hardware and make certain that all the nuts/washers that are used between
the magnet rotors are the same height. I find that with cheap hardware
this is not always the case, with stainless hardware it usually is. Here
is a list of hardware:
1/2 - 13 nuts, qty 25
1/2 - 13 acorn nuts, qty 7 (we could use normal nuts instead - acorn
nuts just look neat)
1/2 - 13 allthread 6.625" long, qty 4
1/2 - 13 allthread 4" long, qty 3
1/2" lock washers, qty 18
1/2" washer, qty 6 (I use the smaller AN style and they must be
stainless. If we need to shim the airgap wider, we may require more
than 6 of these)
121
These are the steel hubs we 'sandwich' the blade betwen. They are 6"
diameter with 4 holes on 4" diameter to fit our Dexter hub. The one with
the hole (2.75") goes behind the blade, the other one goes in front of
the blade. I show these now because they (one of them) come in handy when
assembling our alternator. Otherwise we'll not use them till we install
the blades.
122
Before we assemble the alternator it's important that the magnet rotors
be clean. Often times while building these we find that bits of
metal/grindings get stuck to the magnets. They lay pretty flat on there,
but when we assemble the alternator (put the two magnet rotors on facing
each other) all the chips will stand up and rub on the stator. We need
to clean it now. A good way to remove metal chips from the magnet rotors
is with duct tape.
The first step is to take the 4 pieces of allthread which are 6.625" long
and put one nut on. We screw the nut down on one end so that there is 7/8"
of allthread behind it.
123
Then we put the long end of the allthread through the backside of the wheel
hub. Put on a lock washer, and another nut and finger tighten the allthread
to the hub (no need to get things tight here - just finger tight is what
we want). Do this with all 4 studs, and then run a nut onto the front of
each stud so that about 1/4" of allthread is protruding. So, if we look
at one stud here starting at the front (left to right in the picture) here
is whats important: 1/4" of allthread, 1 nut, more allthread, a nut, a
lock washer, the wheel hub, a nut, and then 7/8" allthread.
124
We take the back magnet rotor (the one with only 4 holes) and turn it so
that the magnets face down on the bench. (be sure the bench is clean from
metal bits)
Take the back of the hub and put it into the hole in the magnet rotor,
such that the ends of the studs (the ends that are 7/8" long) are poking
into the 4 holes. We do this to align things before we tighten anything.
125
Then we use one of the steel blade hubs (the ones above that are painted
black) and place it over the studs on the top and it should come to rest
on the 4 nuts that we put up there. (thats why we put those nuts there
with 1/4" of allthread sticking out). If we don't have these blade hubs,
we could use the front magnet rotor, I would do it with the magnets facing
up so that we can tighten things without worrying about magnets grabbing
our wrenches. If we do it this way with something to align our studs both
at the top, and the bottom - we are fairly assured that the studs are well
aligned and everything will fit together nicely.
126
Now we can tighten the nuts on both sides of the wheel hub. We should get
them very tight, and the goal is to move only the top nut (the one with
the lock washer under it) and not the bottom one, so that we are sure to
have 7/8" of allthread behind the back nut.
127
Then we can remove the hub from the top and the 4 nuts that held it there.
We also remove the hub from the magnet rotor. Turn the hub upside down
(so the back is facing up and we have 7/8" of allthread sticking up). If
the studs were cut accurately and the nuts positioned properly, the hub
should sit pretty flat on the ends of the studs as pictured.
128
Carefully lower the back magnet rotor down onto the hub so that the studs
go through the holes. The magnets should be facing down. Remember the hub
is steel and the magnets will attract it strongly. If you bring it down
right on center its fine, but if things are off center the rotor will grab
the hub. Sometimes it's handy to have someone holding the hub down and
helping to keep things positioned.
129
On the back side of the magnet rotor each stud gets 1 lock washer and 1
nut. We can tighten these a bit with a wrech now, but it's easier to really
tighten these ones after the alternator is together.
130
Now we can grease our bearings. Press lots of grease into both bearings,
work the rollers around for a while and be sure the bearing is well greased.
The front and back bearings are identical for this wheel hub. Put one of
the bearings on the wheel spindle and push it back all the way. It's
131
probably a good time to mention... usually when you order a hub, it comes
with a seal. We do not use the seal in a wind turbine, it creates too much
friction and prevents easy startup. I believe if we grease the bearing
well then they should be fine for quite a long time.
Carefully pick up the hub/back magnet rotor by the studs and place it onto
the spindle, up against the back bearing.
132
Then insert the front bearing. Usually at this time I press a little more
grease into the front of the bearing... can't hurt.
The place the washer in front of the bearing.
133
Then tighten the nut over the bearing. Get the nut reasonably tight, and
then back it off so that you can insert the cotter pin. Once the cotter
pin is in, I usually back the nut off as much as the cotter pin will permit.
We don't want the nut tight, there should actually be a touch of play.
You can feel how when the nut is tight, if you turn the hub it has a good
bit more drag than when it's just slightly loose. If the nut is too tight,
the machine will not startup easily and the bearing will die young. There
needs to be a touch of play here. This is a good time to spin the hub and
see that the magnet rotor runs reasonably true. Rotors cut from 1/4" steel
are rarely perfectly flat, so we expect a bit of wobble and it won't hurt
anything, but the less the better. If there's something seriosly wrong,
now would be the time to catch it.
Next we'll mount the stator to the machine. Take the 3 pieces of allthread
4" long and screw an acorn nut down all the way on one end. Then put one
of the stainless washers on.
134
Insert them through the 3 1/2" holes in the stator. On the back side of
the stator we want another stainless washer, a lock washer, and another
nut. We can finger tighen these - but we don't want them real tight yet.
Then run 1 more nut down about 1".
Then put the assembly onto the wind turbine, the 3 studs should fit through
the 3 holes in the stator bracket. We can adjust the back nut (the one
135
against the stator bracket) with our fingers and set an approximate airgap
(say 1/8") between the stator and the magnet rotor now.
Now is the time to tighten the nuts on the stator. We should get these
reasonably tight, but not so tight that we crack the resin. We won't touch
these again - any further adjustments should be made at the stator bracket,
not the stator.
136
On the studs where they come out through the back of the stator bracket,
we put a lock washer, and a nut. Now, using two wrenches we can set the
clearance between the stator and the back magnet rotor. About 3/32" is
nice.
We also need to check and make sure that the stator is well centered around
the wheel hub, we don't want it rubbing here. If it's not well centered
- but our holes were drilled correctly in the stator then it's usually
because either nuts are not tight yet, or perhaps the stator bracket is
warped. If need be we could bend the stator brackets a bit. If it's not
centered well it should be simple to find the problem and adjust for it
somehow - but it's very important that the stator have good clearance here.
137
Pictured above are 4 Jacking screws (these were not shown or listed
earliier with the hardware - these are tools, not part of the wind turbine).
I like to cut them about 10" long, they are made from 1/2" -13 allthread.
One end we double nut (jam two nuts together tightly) and the other end
needs to have a slight chamfer ground on it. (this keeps them from getting
'mushroomed out' when they rub against the wheel hub) After we grind the
end, we usually need to clean up the threads with a file. Test them by
running a nut up on the end which was ground.
138
Run the jacking screws into the front rotor so that about 3" sticks out
on the magnet side. Its nice to keep them very even (all of them poking
out the same amount) or else things will bind up. Sometimes it's a good
idea to run a tap into the threads for the jacking screws before we do
this - if the paint makes them hard to turn, clean the threads with a tap.
A bit of oil on the screws doesn't hurt either. It's nice when these turn
easily by hand.
139
Take note of the divet - it's our alignment mark. I usually turn the back
magnet rotor so that the alignment mark is poiting straight up (noon) and
we'll put the front magnet rotor on the same way - so that it's alignment
mark is also in the noon position.
Carefully pickup the front magnet rotor by the jacking screws (do not get
your figers near the magnets - jacking screws make a nice safe handle)
140
and place it over the studs sticking out of the alternator. Push it onto
the alternator and you'll feel the magnets 'grab' each other. It should
pull down so the 4 jacking screws come to rest on the hub.
Then use a wrench and a bit of patience to lower the front rotor down.
Keep the 4 jacking screws even. Usually it works best if we go around giving
each jacking screw about 1 turn, and we go around the circle till the front
rotor comes to rest on the 4 nuts which hold the studs to the wheel hub.
This Dexter hub, and this arrangement of nuts/washers as spacers makes
for about a perfect airgap if your stator is 1/2" thick. If the stator
is thicker than 1/2", you may need to remove the front rotor and put washers
behind it as shims. In most cases thats not necessary.
141
At this point our alternator is assembled. The clearance between the
rotors and the stator should be around 3/32", 1/16" is probably acceptable
in some places but any less and I'd shim things out. One both rotors are
on, we can fine tune the position of the stator using the nuts on both
sides of the stator bracket. At this point we can test the alternator.
One easy test is to short each phase. When any single phase is shorted
it should become stiff - but kind of lumpy to turn (it will cog). When
all 3 phases are shorted together it should become very stiff, yet very
smooth to turn. If we have a tachometer we can also test it with regard
to volts/rpm. If we run the output through a rectifier and measure DC
voltage, we should be hitting 'average' battery voltage at around 140 rpm.
Carving the Blades
The blades are perhaps the most important part of our wind turbine - they
are the engine that drives our generator. These wind turbine blades
have a simple airfoil and when finished theyll look (and work) a bit
like airplane wings. This design is a simple one. Its a compromise we
made keeping the following things in mind: efficiency, strength, cost and
availability of materials, and ease of construction.
Before you start a few terms should be defined. The 'tip' of the blade
is the end that's at the very outer diameter - farthest away from the
alternator. The front of the blade is the surface that faces towards
the wind, its flat and angled a bit. The back of the blade is facing
142
away from the wind and its rounded in shape. The Root is the inside
of the blade, closest to the hub and the alternator. The Leading Edge
is the edge of the blade that gets there first (if it were an airplane
wing then the leading edge is the front of the wing). The trailing edge
is the edge is the edge of the blade that gets there last (if it were an
airplane wing it would be the back edge of the wing). The Pitch of
the blade is the angle between the surface of the front of the blade, and
the plane of the blades rotation. It changes over the length of the blade.
The Chord of the blade is the width (the distance between the leading edge
and the trailing edge) and it gets less (the blade gets narrower) as the
diameter gets larger. The thickness of the blade is the thickness at the
fattest point in the airfoil.
The simplest material to build your blades from is common pine, or fir
2 x 8 lumber. Typically a planed 2 x 8 is 7.5 inches wide and 1.5 thick,
so the plan is based upon that. Pine and fir have good strength to weight
characteristics. Very hard, or very soft woods should be avoided. The very
best choice is probably clear (knot free) Sitka Spruce, but its
expensive and hard to find. Most lumber yards have perfectly acceptable
material. Generally you should use conifers although the very lightest
ones might be too weak. I would avoid Redwood. The wood should be dry and
as knot free as possible. Often times we build ours from laminated Red
Western Cedar 2 x4s, but that adds an extra step and its not necessary
- but it does make for a strong, lightweight blade. Whatever you find,
you need 3 boards about 7.5 inches wide, 1.5 inches thick and 60 inches
(5 feet) long.
There are a variety of tools you could use. A draw knife is almost a must
have. Chisels, hammers, sand paper, planes and other wood working/carving
tools are handy. Some of the work at the beginning of the project involves
removing large pieces of the board and a band saw is very useful - but
not necessary. A hand held power planer is nice but hand planes work almost
as well and theyre much quieter and more peaceful to work with. This
whole project can be done fairly easily with hand tools only.
The instructions will describe how to carve a single blade. You need to
make three of them. We suggest you make all three at one time rather than
making one at a time. There are several operations involved, its better
to do one operation to each blade and work them all along together,
theyll come out more alike that way. If you perform an operation on one
blade do it to the other two before you move along to the next step.
Find a some lumber!
143
(For all the CAD images on this page right click on them, and select 'veiw
image' to see the full sized drawing)
Start with three 2 x 8 boards, 7.5 inches wide, 1.5 inches thick and 60
inches (5 feet) long. Hopefully its free (or mostly free of knots). Try
to pick lumber with nice straight grain, the more vertical the better.
Cut out the shape of the blades
144
Pictured above is the shape of the blades. You can see how the blade is
tapered. At the tip (radius = 60 inches) its 3 inches wide. At the half
way point (Radius = 30 inches) its 6 inches wide. Draw a line between
those two points and extend it to where it meets the edge of the board
(this will be somewhere around radius 14 inches but it can vary depending
on the width of your lumber) . You can either make a template and trace
it onto all three blades, or just lay it out on one blade and cut out the
profile, then trace it to the other three. Cut out the blades with a band
saw, circular saw or whatever you happen to have available.
145
Pictured above is detail of the root of the blade. This drawing will help
you with the layout. You need a 120 deg angle at the root so all three
blades fit together tightly. Lay this out on all three blades and cut them
out.
Taper the thickness of the blade
146
As the blade gets narrower towards the tip it also gets thinner. The
picture above shows how to taper the thickness of the board. The top of
the image is the front of the blade and you dont taper that part. All
the material is removed from the bottom of the blade. The edge view is
looking at the board from the leading edge, the end view shows the
cross section of the blade (white) and the scrap (darkened) at the tip,
R= 30 inches and R= 12 inches. Its better to be too thick than too thin
at this point - be sure not to get things too thin or the blade will be
weakened. The dimensions we give for thickness in the drawing are the
absolute minimum.
147
Getting the board thickness right with a band saw
A band saw is probably the best tool for cutting the board thickness. Give
yourself room for slop - dont crowd the line. When cutting this with
a band saw its possible the board will not be perfectly square with the
table and its easy to get different thickness on one side than the other
so give yourself room! The band saw is useful for removing most of the
scrap. After that its best to finish the job with a hand plane or a power
planer.
148
Calipers work well for making sure youve got the thickness right
throughout the length and width of the blade. If you dont have a band
saw the whole job can be done with a plane or planer (or even a draw knife)
- it just takes longer and makes more mess. When finished the back of the
blade should be smooth, and square with the sides.
Carve the pitch on the front of the blade
149
At the tip of the blade the pitch is about 3 deg. At the center (R=30 inches)
its about 6 deg. Near the root, where we stop carving its as steep
as our board will allow. The drawings do not discuss the angle of pitch,.
Instead they show the amount of wood that must be removed from the blade
along the trailing edge. The image might seem a bit confusing. In the image
(center, end view) youre looking at the leading edge of the blade, and
the darkened area is the material that must be removed from the trailing
edge. Turn your unfinished blade around so youre looking at the trailing
edge, and measure down from the front of blade and make marks at R=12 inches,
R=30 inches and at the tip(R=60 inches). At R=12 inches youll be removing
all but 1/8 inch of the wood from the board. (in other words the pitch
will be so steep here that it occupies almost the full board thickness,
you leave 1/8 only for a bit of strength). At R=30 you need to measure
down from the top of the board 5/8 inch. At the tip measure down 5/32
and make your mark there. Then connect the dots and youll have a line
along the trailing edge of the blade to carve down to. To carve the pitch
of the blade youll be carving between two lines. One is the one you just
drew along the trailing edge, the other is the leading edge of the blade
(the corner between the front of the blade and the leading edge). Do not
150
disturb that corner of the board, but use it as a line. The edge view
images in the picture show this fairly well.
Curfing the blade with a saw and knocking out chunks with a chisel
Things get a little different as you approach the root. If you look at
the image the carving stops near the root of the blade, you need to draw
a line here as shown in the image past which youll not be carving anymore.
The exact shape and location of this is not critical, but its nice to
make all three blades the same. Best is to make a template for this and
trace it onto all three blades. As the carved surface approaches this line
(near the root) it will taper up to full board thickness.
151
roughing out the front of the blade with a drawknife
Once you get started it should all seem fairly easy. A draw knife is a
great tool for removing lots of wood fast. A hand plane, or a power planer
also make pretty quick work of things. Near the root, where the carving
is deep and it tapers out into the thickness of the board its sometimes
best to cut lots of slots between the lines with a hand saw (one every
inch or so) and then remove the wood between the slots with a chisel and
mallet. One youve carved down right to the line, smooth and flatten the
surface with a plane and/or sand paper. Use a straight edge between the
leading and trailing edges - the blade should be flat.
Carving the back of the blades
All thats left to finish the job is to carve the airfoil profile on the
back side of the blades. As a rule the thickest part of the airfoil is
always 1/3 of the way back from the leading edge. (in other words, the
blade is 3 inches wide at the tip, so the fattest part of the airfoil will
be one inch back from the leading edge, at R=30 inches the blade is 6 inches
152
wide so the fattest part of the airfoil will be 2 inches back from the
leading edge). Another general rule is that the airfoil is about 1/8 as
thick as it is wide. This ratio changes gradually as you approach the root
so that at near the root its about 1/6 as thick as it is wide. This is
not terribly critical so long as youre close, but you never want to be
less than 1/8 as thick as you are wide. At the tip the blade is 3 inches
wide, so the thickest part of the airfoil should be about 3/8 inch thick.
Anything between about 3/8 inch and 1/2 inch will be OK at the tip, it
should not be more or less than that though.
working the back of the blade with a drawknife
A drawknife is a good tool for roughing out the back side of the blade.
It also moves along very quickly with a hand plane or a power planer.
153
carving the airfoil with a power planer
So turn the blade over so youre looking at the back. At R=12 inches
measure back 1/3 of the way from the leading edge to the trailing edge
(the blade is 7.5 inches wide at this point so measure back 2.5 inches
from the leading edge) and mark it. Do the same thing at the tip (its
3 inches wide so measure back 1 inch). Draw a straight line between the
marks. This line marks the thickest part of the airfoil and it should never
be disturbed, its the one place on the back of the blade where youll
do no carving. Between this line and the leading edge you need to carve
a nice rounded surface as shown in the end views in the image. Between
the line and the trailing edge it could be slightly rounded but almost
a flat surface. As with all other steps, its best to do one operation
to each blade so they come out the same. I find that even a change in mood
can affect your final work, so its good work along all three blades at
the same time. Once you have this roughed out then finish it with sand
paper. The leading edge of the blade should be rounded . There should be
no sharp surface between the front of the blade and the back of the airfoil.
As the airfoil approaches the root of the blade (around R=12 inches) is
should just taper out to the original profile of the board. This area
involves some concave surfaces which are impossible to do with a plane.
Best is to use a draw knife or a spoke shave. The trailing edge should
be brought down fairly thin (about 1/16 inch) and fairly sharp. Ideally
it should be very sharp, but you dont want to make it so thin that its
154
very fragile. Now all you have left is to assemble the blades. Well
discuss that in the next section.
At this point you've carved 3 nearly identical wind turbine blades. This
next section will detail how we assemble them. Following is the list of
materials and hardware required to assemble the blades. Some of this is
optional, certain things could be done differently. Some folks prefer to
glue the blades/hubs togther - this design is such that you can disassemble
the blade set should you ever need to replace parts.
- 1.25" galvanized wood screws, qty 60
- 5/16 - 18tpi 3" long carriage bolts, qty 6
- 5/16" washers, qty 6
- 5/16" lock washers, qty 6
- 5/6" - 13tpi nuts, qty 6
- 11" diameter disk cut from 1/2" plywood (preferably Baltic Birch), qty
2
155
The blades for the 10' diameter wind turbine will be sandwiched between
two plywood hubs, 11" in diameter. Baltic Birch plywood is much stronger
than normal plywood and holds up to weather well - we prefer to use it
for the blade hubs. Normal plywood will do if the Baltic Birch is difficult
to find. Baltic Birch ply is rarely available from normal lumber yards,
but you can find it at shops that sell more exotic woods for cabinet making
and fine woodworking. It's not expensive. Divide the hubs into three parts
and drill about 15 holes in the areas where the roots of the blades will
be between them. Easiest is to drill them out together. Use a compass to
lay out neatly where the screws will be before you drill the holes. Then
countersink the holes so the screw heads will be flush with the top of
the plywood. Drill a small hole (About 3/16" is good) in the center of
both hubs - this will make centering and alignment of the two hubs easy.
156
Lay out the 3 blades with the flat sides (the side that will face into
the wind) up as shown in the picture. If you cut the 120 deg. angles
accurately they should fit together fairly tightly. There should be a tiny
flat spot on the center of each blade where they meet each other so that
when they come together there is a hole in the center of it all big enough
for a small drill bit to help make sure we get everything (the blades and
hubs) centered perfectly.
157
Center one of the Birch hubs over the blades and line up the screw holes
you drilled over the blades. It's helpful to place a small drill bit
between the blades and through the center hole in the hub to get things
centered up well.
Put one screw through the hub into each blade. This will hold it all
together fairly well so you can make adjustments.
158
Use a tape measure and measure the distance from tip to tip between the
3 blades. You'll be able to make small adjustments because there's only
one screw holding each blade to the hub. Get them fairly close (within
a quarter inch or so) and then put another screw into each blade to hold
them in position.
Carefully turn the blades over as shown in the image above.
159
Use the drill bit through the center and also a square to be sure the back
hub is both on center and perfectly aligned with the front hub.
Turn the hub so the screw holes so they're centered over the blades.
Put a screw through the back hub into each blade. At this point, if you
never care to disassemble them again before installing them you could put
160
all the screws in. We prefer to get everything drilled out and ready, then
disassemble everything and finish each part seperately. For that reason
we only put in one screw into each blade.
We use a front steel blade hub (6" diameter disk from 1/4" thick steel
drilled out with 4 holes on a 4" diameter to fit the wheel hub) as a template
for drilling out the holes in the blade for mounting. You could also just
lay it out carefully - but it's easier to have a template that you can
center on the blades.
161
Drill through the blade assembly with a 9/16" drill bit.
Wood screws alone will hold the blades together fine, but we like to drill
6 5/16" dia holes through the assembly (two holes through each blade) so
that we can also have two 5/16" bolts through each blade squeezing the
'sandwich' together. This may become clearer in later images of the
assembly.
162
Turn the blades over and use a 2.5" diameter hole saw to cut a hole through
the back hub, and all the way through the blades. Don't go into the front
hub.
Again - you don't need to disassemble it again, but we prefer to. Pictured
above we've removed the front hub. If you do take it back apart, be sure
to number or mark everything so that it goes back together the same way
163
in the future. This whole assembly only fits together one way. We usually
mark each blade with a number and then number the hub.
Now is the time to put finish on the blades. We usually put on a thick
coat of linseed oil. Linseed oil makes a nice finish but it requires
maintenance. Usually before raising the wind turbine we need about 4 thick
coats of oil. After this, it should be wiped down once or (preferably)
twice a year. The hubs should also be finished on both sides. We usually
stain them dark (for appearance only) and then coat them with oil.
164
Put the 6 carriage bolts through the front of the front hub (the front
hub is the one without the big hole in the middle that will face the wind).
Turn the hub upside down (so the threads are poking up at you) and put
the wind turbine blades on (facing down - the flat surface that faces the
wind should be facing down) so that the bolts go through their holes in
the blades.
165
Pictured above all the blades are placed over the front hub with the bolt
threads sticking up, ready for the back hub to be put on. Notice the letters
on each blade so that we're sure to get the back hub aligned properly.
Put a washer, a lock washer, and tighten a nut on each bolt. You want to
tighten these fairly well so that you'll pull the carriage bolt all the
way down into the front plywood hub. Over time the wood will crush a bit
166
and you'll want to tighten these at least once a year. Once the bolts are
tight put a wood screw into each hole on the front and back hubs. Once
you've got that done the blades are fully assembled and ready to mount
on the wind turbine.
Building the 3 phase Rectifier
The alternator you've built produces 3 phase alternating current. In order
to charge batteries you need direct current. You can convert the
alternating current into direct current by running it through an array
of rectifiers (diodes).
Materials list
3 full wave bridge rectifiers, minimum 35 amp rating
1 Aluminum heat sink
Terminal blocks
Silicone heat sink compound
167
12 Spade connectors for 10 gage wire
A few feet of 10 gage wire
The full wave bridge rectifier has 4 leads. Two leads (on opposite corners)
accept incoming alternating current, and the other two give Direct Current
out. Sometimes all 4 leads are marked, but in most cases only the positive
(+) DC lead is marked. Usually the positive lead will have a flat corner
near it, and the spade is usually at 90 deg to all the other spades.
Negative is on the opposite corner from Positive. The heat sink is simply
a piece of finned Aluminum. They can be fairly expensive to buy, but they
are easily salvaged from electronics. You'll find nice big ones on old
car stereo power amplifiers, power inverters and lots of other places.
We've used finned Aluminum cylinder heads from small engines as well. The
heat sink draws heat off the rectifiers. There is approximately a 1.4 volt
drop across the bridge rectifier. You can multiply that number by the
current flowing through them to figure out how much heat will be generated
in the rectifiers. For example - if the wind turbine is producing 10 amps
then 14 watts will be wasted as heat at the rectifiers. Without a heat
sink, the heat will build up in the rectifiers and they'll over heat and
fail. The lower the system voltage, the higher the current through the
rectifiers will be so a larger heat sink is required. In 12 volt systems
about 10% of the energy produced by the wind turbine is wasted in heat
and a large heat sink is required (if the wind turbine is producing 100
amps then your rectifier is a 140 watt heater!). This is one of many reasons
to avoid lower voltage systems. It's a good idea when you finish your
homebrew wind turbine system to watch the rectifiers closely, see how hot
they get in high winds. If it seems to be getting hot, rebuild the
rectifiers on a larger heat sink.
168
Pictured above is the schematic of the system. You need 3 rectifiers and
they should be rated for the full current you expect from the wind turbine.
In reality, each rectifier must handle about 2/3 of the total current but
if you rate them for at least (preferably a bit more) the full current
that your wind turbine will ever produce then you have a bit of a safety
factor. For this 10' diameter machine figure maximum output to be around
1200 watts. At 48 Volts that would be about 30 amps so you can use 3 35
amp bridge rectifiers safely. At lower voltages you'll need heavier
rectifiers - or - you can wire up multiple rectifiers in parallel. The
schematic above shows it fairly clearly. Each line from the wind turbine
will connect to both AC leads of it's own bridge rectifier. The DC leads
of the three rectifiers are in parallel and can wire to the battery. The
schematic also shows a 'kill switch' and sometimes the rectifier block
is a nice place to mount this. A DPST switch will serve to stop the wind
turbine - to do this you need to wire it up such that it will short all
three of the AC leads together when the switch is closed, and leave them
all open when the switch is open.
169
The first step is to pick locations on your heat sink for the rectifiers
and the terminal blocks. Drill holes and tap them, usually 10-24tpi screws
are appropriate for mounting the rectifiers.
Put a bit of silicone heat sink compound on the bottom of each rectifier
before you screw it down. It's a sort of grease that helps the heat sink
draw heat off the rectifier.
170
Mount the rectifiers and the terminal blocks to the heat sink. The terminal
blocks in the picture are larger than necessary but that sort of thing
is typical when you're salvaging parts from other equipment. Better to
have things oversized than undersized!
In the picture above the AC leads of all 3 rectifiers are connected to
the 3 terminal blocks which will connect to the wind turbine. Now we have
171
only to connect all the (+) leads together and bring them to the (+)
terminal block, and do the same with the (-) leads.
Pictured above is a finished rectifier. The one in the picture also has
an ammeter in series with the negative DC line so that the output from
the wind turbine can be monitored, and a kill switch (to stop the wind
turbine) wired into the AC end. It's nice to get all the components in
one clean unit like this. Also there should be some kind of bracket (or
box) so that the rectifier can be mounted to a wall. The rectifier should
be mounted so that the heat sink is vertical, (not laying flat) and the
fins should run vertical - not horizontal so that air flows up between
them more efficiently (this improves their ability to transfer heat to
the air).
172
This page contains some thoughts and pictures about towers. The tower is
perhaps one of the most important parts of a wind turbine. It can also
be well over half the cost of a system overall. Guidelines suggest that
a tower should be 30' above anything within a 300' radius in order to keep
the turbine up in clean, non-turbulant wind. Air is very fluid (like water)
- any obstruction to the wind creates turbulance (like the wake behind
a boat). You cant see it, or detect it - but it's hard on a wind turbine
and it costs lots of power. Oftain times the best time/money spent on a
system is on a nice tall tower.
In practice, we cannot always follow guidelines, we have to work with
available resources (time and money). In some places there are few
obstructions on the ground, the ground is flat - and an effective tower
might be easy. Where we're located (in the Rocky Mountains) we have fairly
tall trees - lots of ridgetops.. rocks poking up, unlevel ground - not
a lot of money etc, so folks up here take what they can get.
173
Pictured above is an 80' guyed lattice tower with a 10KW Bergey machine
on its top. Scary climbing this sort of thing!
There are a couple common approaches to building towers. Free standing
towers require significant foundations, they have no guy wires. They are
either lattice towers, or made from pipe/tubing. Their main advantage I
think is their appearance, and the very small footprint required. Most
very large (utility scale) wind turbines are on free standing towers, they
don't seem very commonly used in smaller system probably because of their
cost. Guyed lattice towers are common. Usually they are erected with a
jin pole or a crane - the same equipment would also be required to install
the wind turbine. We have very little experience with these towers. Both
types mentioned above require climbing. From here on, we'll discuss simple
towers made from pipe that can be tipped up with a winch, or a truck.
174
Pictured above is a drawing of a simple 40' pipe tower. Of course many
things could be changed, it could be scaled up or down - and there are
other ways of doing things. It's typical of several that we've built though
and is very workable for a 8 - 10' diameter wind turbine. It's made from
Sched 40 steel pipe. Pipe comes in 21' sections, so the tower itself is
made from two lengths of pipe. Pipe is measured by its inner diameter.
The top section (2.5) dia slips down about 1 foot or so into the bottom
section (3" dia). Most wind turbines we build now use 12" of 2.5" pipe
for the yaw bearing, so at the top we need a stub of 2" pipe about 13"
long for the wind turbine to slip onto.
The jin pole is also from 2.5" pipe, as a rule I like the jin pole to be
at least 1/3 as long as the tower is high. The longer the jin pole, the
easier it is to raise the tower. If its too short, the forces really add
up, and it goes up and down too quickly. Longer is better. There is a gusset
(2" pipe) in between the tower and the jin pole, it's length is not terribly
important - it serves to reinforce the point at which the jin pole is welded
to the pivot. 6-8' long would be fine for that gusset, though we've made
them both shorter and longer. There also needs to be a heavy cable (3/8"
thick) that runs from the tower top to the end of the jin pole. This cable
takes all the force when raising, or lowering the tower.
This tower has 2 sets of guy wires. The side guy wires should be inline
with the pivot as they must support the tower while its being raised and
175
lowered. The top set of guy wires should be attached as near the top of
the tower as possible such that the blades of the wind turbine cannot hit
it. So for a 10' machine, we'd have the top guy wires about 5' from the
tower top. The top guy wires take almost all the force from the wind turbine,
so they should be heavier than the bottom ones. 1/4" thick steel cable
is OK for a 10' wind turbine. I've used lighter stuff, but I wouldn't
suggest anybody else try it. The stronger it is.. the longer it will last.
The second set of guy wires should be about where the two pipes join -
about 22' from the bottom. They serve mostly to keep the tower rigid, they
can be lighter stuff. I'd suggest 3/16" cable.
Pictured above is the bottom of my tower. Notice the pivot is made from
a simple pipe over pipe arangement. Notice the window in the pipe where
the power chord comes out. This allows the machine to pivot easily, and
the length of the chord can wind up (or wind down) over time without being
a problem. We have a locking plug here so that on occasion we can unplug
the maching and allow the chord to unwind if need be. If the site is not
turbulant - this is rarely required. With a new installation, it's
probably wise to check this frequently to get an idea how oftain it needs
attention. I check mine about every 3 months.. it's usually fine.
176
The drawing above shows some thoughts about how to build a pivot from pipe.
The one pictured would be very strong - I've made much lighter duty ones
that worked fine. It needs to support the weight of the tower - thats all.
The foundation on which the tower/pivot sits is also not a big deal. Much
more important are the guy wire anchors. A simple metal 'foot' that can
be staked down will suffice for the tower, because all the force is
straight down. Main thing is that it cannot slide easily, and that it
doesn't sink into the ground. If it sinks it will cause the guy wires to
loosen. So, a small concrete pad might be a nice tower foundation, but
it's not required.
Also in the picture above is a drawing of the same tower in the 'down'
position. You can see how the side guy wires must go up and down with it.
Its nice if the guy wires dont loosen - or tighten when the tower goes
up and down. In a perfect world, if the ground is perfectly flat and the
guy wire anchors are at exactly the same elevation and inline perfectly
with the pivot, that would be the case. Otherwise though, it's better if
the guy wires tighten as you raise it and loosen a bit when you lower it.
That will happen when the guy wire anchors are slightly in front of the
pivot (by in front, I mean on the same side of the pivot that the tower
tips towards, and opposite from the side where you'd have the winch/truck).
It will also happen if the guy wire anchors are at lower elevation than
the pivot.
177
Also shown in the bottom drawing are two 'guy wires' attached to the top
of the gin pole. This prevents the jin pole from tipping over. We dont
have this on all the towers we've put up, but it's nice insurance. They
dont need to be real tight, I dont think turn buckles are required -and
once the tower is raised, they can be removed so folks dont trip over them.
They are nice to have in place while rasing and lowering though...
Again, like all things - we have to work with what we have. Up here its
quite rocky, the ground is almost never level so we work around what we
have. My tower has one guy wire much higher than the pivot, one is much
lower. My pivot is fairly loose (it has slop to allow the tower to tip
some to the side) and when going up or down, it's supported only be 1 of
the side guy wires and it leans to the side. Not ideal - but workable.
Its very important when raising a tower for the first time to go very slowly,
pay close attention the guy wires. If both side guy wires seem to be tight
- time to stop, lower the tower again, make adjustments. Once a guy wire
gets tight you have no way of knowing how much force is on it, it's quite
easy to break one, or tear it out of its anchor.
178
Whenever raising a tower, it's important to double and triple check
*everything* before you start. Its important to make sure everyone is out
of the 'fall zone'. There could always be surprises and its best to prepare
for the worst with these things. Pictured above is Wards tower -first time
we ever raised it. We double checked everything, only to find out
afterwards that we'd forgot to hook up guy wires on the west side. We also
didn't test raise it first, we were confident enough that we put the
machine on it. The only thing we did correctly here... was to be sure that
nobody (including dogs) was anywhere near the fall zone when we raised
it .
Here is a picture of a guy wire anchor. This is a nice way to anchor into
solid rock. We drill a hole (usually 6" deep), and epoxy re-bar into it.
Not shown very well here, but - each guy wire is attached to a turn buckle,
and inside the loop we have a 'thimble' - which keeps the turnbuckle from
wearing into the steel cable. The guy wire is fastened with 3 cable clamps.
179
Here's a tilt up tower in a rather rocky location. Here, we were able to
mount all the guy wires, the pivot, and the winch into solid granit.
180
This inexpensive worm gear winch works nicely for small towers. You can
take off the handle and fit a 1/2" drill to it to speed things up. These
imported winches cost $20 - $30. They work nicely, though it wouldn't hurt
to have something a bit heavier for the tower described above in the
drawings. The one in the picture above is welded to re-bar that's epoxied
into the rock.
181
Pictured above is a tower almost exactly like the one in the drawings.
Notice at the end we've welded 'feet' onto it that hold the end of it off
the ground. Also notice the pivot - a simple 'H' shape made from pipe that
sits on the ground. We staked this one down - it worked fine.
Here is another shot of the same tower that shows the 'foot' a bit better.
It's very helpful to have this while working on the machine. Another option
is to have a 'stand' on the ground that the tower lands on. Ideally, it
should hold the tower up enough so that the blades of the wind turbine
can never hit the ground.
182
Here is a nice pivot on a concrete foundation. This is under a 40' tower.
Concrete makes for a nice guy wire anchor. Here George built a nice form,
and cast a re-bar loop into it to hook his turn buckles onto. Another
possibility for guy wire anchors is a 'dead man'. Take a log (or something
large and heavy) - wrap a chain around it, and bury it. If it's large enough
it'll be fine.
183
At another very rocky site, we built the pivot for the tower between two
rocks. It's supported on each side by several pieces of re-bar that are
epoxied into the rock.
184
Tim didn't have rocks handy for guy wires, and simply pounded 4' steaks
made from 2" pipe into the ground. Lots of pounding, but they seem quite
solid and his 10' machine works fine with it. This may not be such a good
option if the soil was loose, or wet. Up here it's dry/rocky and the soil
is dense/clay like just a few inches down and it works fine.
185
Pictured above is a machine assembled on the end of its tower. Before we
put the machine on, we need to put lots of grease on the tower stub. I
also like to make a sort of 'bushing' that goes between the tower top,
and the wind turbine so that the pipe stub does not wear into the top of
the wind turbine.
186
Here is the bushing assembly we make for the tower stub. Basicly its just
a cap that slips into the tower a couple inches. There is a large (1")
diameter hole in the top. We put that in the tower, then we put the bronze
bushing (a thrust bearing, a steel washer, or plastic bushing is also fine)
over that. Then we run the wire through all that and put the machine over
the top.
Thats how the same assembly shown above looks when its in the tower top.
This is a good, simple/cheap solution. In the past I've put machines right
over the pipe stub. They'd work fine usually for about 1 year, then the
pipe would be wearing into the top of the wind turbine, sometimes all the
way through - but always enough to make them stiff to yaw. This setup
prevents that and should hold up for a very long time.
So those are just some thoughts and experiences with towers. Again, it's
worth considering the scope of the project before you start. The tower
is at least half the project if you're building your own system, and it's
best to resign yourself to that fact from the very beginning. It may even
be wise for some folks, to build the tower first! Seems like a lot of people
build their wind turbines and never get around to the tower part. In my
opinion -the tower is the hard work, the wind turbine is the fun part.
Up here oftain times we have a bit of a 'tower raising' party - it can
go quickly and be lots of fun if you can rope a few freinds and neighbors
into it.
187
You might also like
- TM 11398Document592 pagesTM 11398krill.copco50% (2)
- Radiant Solar Dryer Construction For The Visually-Minded, by Bob DahseDocument9 pagesRadiant Solar Dryer Construction For The Visually-Minded, by Bob DahseLusos FructusNo ratings yet
- Gas Bottle Wood BurnerDocument13 pagesGas Bottle Wood BurnerGringgo KweeNo ratings yet
- Potters Kick Wheel PlansDocument4 pagesPotters Kick Wheel PlansboomixNo ratings yet
- DIY Load CellDocument65 pagesDIY Load CellhemkenbpNo ratings yet
- Commando Toggle RopeDocument4 pagesCommando Toggle RopeTokatuuNo ratings yet
- Kleiberit PUR 501 - FISPQDocument8 pagesKleiberit PUR 501 - FISPQYuri SouzaNo ratings yet
- DIY Climbing Hand Holds: Home Sign Up! Explore Community SubmitDocument7 pagesDIY Climbing Hand Holds: Home Sign Up! Explore Community SubmitdobojNo ratings yet
- Grandpappy's Homemade Bow and ArrowsDocument4 pagesGrandpappy's Homemade Bow and Arrowsamitdesai1508No ratings yet
- Build ADIYLaminatorDocument22 pagesBuild ADIYLaminatoredwin delgado riosNo ratings yet
- A Hive Stand: "In The Beekeeper's Work Shop"Document7 pagesA Hive Stand: "In The Beekeeper's Work Shop"Dinu DavidNo ratings yet
- Build Your Own Professional Forestry Trailer PDFDocument6 pagesBuild Your Own Professional Forestry Trailer PDFA delca-No ratings yet
- Buildadiy 800 WaxialfluxhawtDocument84 pagesBuildadiy 800 WaxialfluxhawtTormund Gegn100% (1)
- DIY Camping Toilet Bucket: Technology Workshop Living Food Play OutsideDocument7 pagesDIY Camping Toilet Bucket: Technology Workshop Living Food Play OutsideSérgio RamosNo ratings yet
- SFAStirling Engine TemplatesDocument4 pagesSFAStirling Engine TemplatesEl GroneNo ratings yet
- How I Built My Own Wind Turbine For My HouseDocument16 pagesHow I Built My Own Wind Turbine For My HouseAbu AsimNo ratings yet
- Simple Free Energie Device Module Booster ElectrolyseDocument29 pagesSimple Free Energie Device Module Booster ElectrolyseLudovicNo ratings yet
- DiyDocument12 pagesDiyLornaLFryeNo ratings yet
- Forge Build PDFDocument7 pagesForge Build PDFEdson GordianoNo ratings yet
- What Is The Yurt ?: Appearance, Formation and ComplementaritiesDocument7 pagesWhat Is The Yurt ?: Appearance, Formation and ComplementaritiesMunkhtemuulen TumenbayarNo ratings yet
- PLANS Folding KayakDocument15 pagesPLANS Folding KayakecalzoNo ratings yet
- Ammo Can Stove Uses 3 Types of FuelDocument32 pagesAmmo Can Stove Uses 3 Types of FuelJohnnNo ratings yet
- Biogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnDocument21 pagesBiogas: Alix Simnock Brooke Myones Carrie Senft Dan CohnNguyênVũXuânNo ratings yet
- NBK Resume Booklet 2013 2014Document88 pagesNBK Resume Booklet 2013 2014Oleg Sh100% (1)
- 4w FM TransmitterDocument9 pages4w FM TransmitterMantas PauliukonisNo ratings yet
- KayakDocument3 pagesKayaklymantabNo ratings yet
- GPS Helical Antenna DesignDocument6 pagesGPS Helical Antenna DesignGuadalajara Jalisco100% (1)
- A Diy KilnDocument2 pagesA Diy KilnSteven Paul GrossmanNo ratings yet
- Sparkler CompositionsDocument3 pagesSparkler CompositionsMuthu KumarNo ratings yet
- Cord Wood MasonryDocument3 pagesCord Wood MasonryJason DiGiulio100% (1)
- Standard Bicycle With Pedal Power AttachmentDocument16 pagesStandard Bicycle With Pedal Power AttachmentSRL MECHNo ratings yet
- The Walk Passive Solar Food DryerDocument2 pagesThe Walk Passive Solar Food DryerTowfiq Hossain TaskuNo ratings yet
- Altcoin Mining Frame Tutorial v1.1Document12 pagesAltcoin Mining Frame Tutorial v1.1Get Set CertifyNo ratings yet
- DIY Wood Topwater Popper Fishing LureDocument9 pagesDIY Wood Topwater Popper Fishing LureJean-Mikaël TilinNo ratings yet
- Max JonDocument2 pagesMax Jontwinscrewcanoe100% (1)
- Hive-Bodies 20110323Document9 pagesHive-Bodies 20110323khaldoonNo ratings yet
- Checkmate TM 2013 .22lr Manual.Document2 pagesCheckmate TM 2013 .22lr Manual.Griffin Armament SuppressorsNo ratings yet
- Make A 3 Phase GeneratorDocument12 pagesMake A 3 Phase GeneratorLaterNo ratings yet
- Saw Dust Burning Space Heater StoveDocument10 pagesSaw Dust Burning Space Heater StovepitufitoNo ratings yet
- Making A Cyclone Chip Separator For A Dust CollectDocument9 pagesMaking A Cyclone Chip Separator For A Dust CollectWil Nelson100% (1)
- DIY Guide Rails Plans VSC ToolsDocument22 pagesDIY Guide Rails Plans VSC ToolsMiguel TravahoNo ratings yet
- Peteward-Com MAKING A BOWDocument5 pagesPeteward-Com MAKING A BOWdescaraoNo ratings yet
- Neutra Boomerang ChairDocument20 pagesNeutra Boomerang Chairpedro.guzmanNo ratings yet
- Bike RV Project by Alexander Main (2.0)Document34 pagesBike RV Project by Alexander Main (2.0)magneticnorth100% (1)
- Building, Installing and Maintaining The HELPS International Nixtamal CookerDocument6 pagesBuilding, Installing and Maintaining The HELPS International Nixtamal CookerTefera AdugnaNo ratings yet
- Making and Using Reamers: Part 1Document50 pagesMaking and Using Reamers: Part 1angelines123No ratings yet
- Making Rammed Earth WallsDocument14 pagesMaking Rammed Earth WallsSiva Raman100% (1)
- Bullet Mold EnlargementDocument4 pagesBullet Mold Enlargementdannyjan5080100% (1)
- Kazakh YurtDocument11 pagesKazakh Yurtreducto osamuNo ratings yet
- Ball Mill From Mainly Recycled Parts - InstructablesDocument8 pagesBall Mill From Mainly Recycled Parts - InstructablespolikarpaNo ratings yet
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Carbon Fibre Skinning Starter KitDocument8 pagesCarbon Fibre Skinning Starter KitcraigbonnymanNo ratings yet
- Uputstvo Za Izradu Vetro Generatora Deo 1Document18 pagesUputstvo Za Izradu Vetro Generatora Deo 1SinišaNo ratings yet
- Wind MillDocument14 pagesWind MillArbër PacaraNo ratings yet
- Generator Na Vetar Deo 6Document28 pagesGenerator Na Vetar Deo 6SinišaNo ratings yet
- OC Motor 012708Document131 pagesOC Motor 012708jan sekanNo ratings yet
- Step by Step DIY Windmill PlansDocument10 pagesStep by Step DIY Windmill Planskeratoconos100% (2)
- Coil Winder Instructions.: Parts ListDocument10 pagesCoil Winder Instructions.: Parts Listsmi249No ratings yet
- TSB-1139 8SC Wiring DiagramDocument2 pagesTSB-1139 8SC Wiring Diagramxavier marsNo ratings yet
- Free Download All Aeronautical Engg Books: AERO 3-1 BOOKSDocument11 pagesFree Download All Aeronautical Engg Books: AERO 3-1 BOOKSMacen SnoodleNo ratings yet
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocument1 pageEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNo ratings yet
- Geometry - Olympiad Material BY DR SHYAM SUNDAR AGRAWALDocument67 pagesGeometry - Olympiad Material BY DR SHYAM SUNDAR AGRAWALdrssagrawalNo ratings yet
- The Evolution of Video Streaming and Digital Content DeliveryDocument8 pagesThe Evolution of Video Streaming and Digital Content DeliveryBrookings InstitutionNo ratings yet
- Jewellery Shop Design 3dDocument5 pagesJewellery Shop Design 3dTrường Thọ NguyễnNo ratings yet
- Federal MogulDocument277 pagesFederal Mogulعبدالغني القباطي100% (1)
- Background of Philippine Art and Literature in Romantic RealismDocument2 pagesBackground of Philippine Art and Literature in Romantic RealismRaldz CoyocaNo ratings yet
- Asme A13.1 - 1996Document27 pagesAsme A13.1 - 1996lohv100% (1)
- Ciarrochi Fisher and Lane Link Between Values and Well-Being Among People With Cancer 2010 Psycho OncologyDocument9 pagesCiarrochi Fisher and Lane Link Between Values and Well-Being Among People With Cancer 2010 Psycho OncologyJuan C. VargasNo ratings yet
- Structural and Literary DevicesDocument40 pagesStructural and Literary Devicesapi-237159930No ratings yet
- Snag SummmariesDocument171 pagesSnag Summmarieslaltu adgiriNo ratings yet
- 765 KV, 400 KV, 230 KV & 132 KV Grid Network (Existing, U/C & Planned)Document1 page765 KV, 400 KV, 230 KV & 132 KV Grid Network (Existing, U/C & Planned)SSDNo ratings yet
- The Normal DistributionDocument30 pagesThe Normal DistributionJohn Rich CaidicNo ratings yet
- NASA NOAA Earth Sciences Letter To TrumpDocument6 pagesNASA NOAA Earth Sciences Letter To TrumpMelissa Meehan BaldwinNo ratings yet
- Gear Trains: 8.1. Angular Velocity RatioDocument16 pagesGear Trains: 8.1. Angular Velocity RatioaddisudagneNo ratings yet
- HP Deskjet D1600 Printer SeriesDocument13 pagesHP Deskjet D1600 Printer SeriesRizki JuliadiNo ratings yet
- Yuxi CatalogueDocument16 pagesYuxi CatalogueSoltani AliNo ratings yet
- Toro Homelite 3354-726Document8 pagesToro Homelite 3354-726Cameron ScottNo ratings yet
- Regulator InfoDocument6 pagesRegulator InfoAguilar AlexNo ratings yet
- 12 2f17 Vegetarian Argumentative EssayDocument7 pages12 2f17 Vegetarian Argumentative Essayapi-413258549No ratings yet
- SR-36-01-01 HAZOP TOR Rehman Production FacilityDocument30 pagesSR-36-01-01 HAZOP TOR Rehman Production FacilityMuhammad.Saim100% (1)
- ISA - Study Guide Table of ContentsDocument3 pagesISA - Study Guide Table of Contentsasdf123asdfasdfNo ratings yet
- PQR As Run SheetDocument2 pagesPQR As Run SheetAhmed ElsharkawNo ratings yet
- S900 Inverter User Manualv1.5 PDFDocument86 pagesS900 Inverter User Manualv1.5 PDFOmar ShadyNo ratings yet
- CESCCommunityProjectPlan Brgy - MacarioDaconDocument6 pagesCESCCommunityProjectPlan Brgy - MacarioDaconKennedy BalmoriNo ratings yet
- Straumann Product Catalogue 2018 2019Document260 pagesStraumann Product Catalogue 2018 2019kllasikalleNo ratings yet
- BEL PE Question Papers For ECE With Answers - 6 Knowledge AddaDocument14 pagesBEL PE Question Papers For ECE With Answers - 6 Knowledge AddaVishwanand ThombareNo ratings yet