
Revival of A 50-MW Steam Turbine: After Catastrophic Failure
Revival of A 50-MW Steam Turbine: After Catastrophic Failure
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Sanaa PDFDocument68 pagesSanaa PDFLjiljana Pucelj50% (4)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Classic Car Parts Catalog 2017Document176 pagesClassic Car Parts Catalog 2017Performance Online100% (5)
- 160 MW Steam Turbine Repair Project: Delivering High-Quality Service On A Tight ScheduleDocument3 pages160 MW Steam Turbine Repair Project: Delivering High-Quality Service On A Tight Schedulerashm006ranjan100% (1)
- Radial Inflow Turboexpander Redesign Steamboat Geothermal Power Plants I/IA - Reno, Nevada Brad Platt, Project ManagerDocument4 pagesRadial Inflow Turboexpander Redesign Steamboat Geothermal Power Plants I/IA - Reno, Nevada Brad Platt, Project Managerrcarpioo100% (1)
- Maintenance Contract at Fertilizer Plant: Sulzer Turbo-Machinery ServicesDocument3 pagesMaintenance Contract at Fertilizer Plant: Sulzer Turbo-Machinery ServicesAkhil AklNo ratings yet
- Failure Analysis of 7500 HP MotorDocument6 pagesFailure Analysis of 7500 HP Motorgusgif100% (1)
- Root Cause Failure Analysis Gas Plant Fin Fan Motor Bearings ImprovementDocument11 pagesRoot Cause Failure Analysis Gas Plant Fin Fan Motor Bearings ImprovementAbdulrahman AlkhowaiterNo ratings yet
- Aeroderivative Gas Turbine Analysis and TestDocument4 pagesAeroderivative Gas Turbine Analysis and TestJorge Mario RodriguezNo ratings yet
- Improved Power Plant PerformanceDocument3 pagesImproved Power Plant Performanceshams100% (2)
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Re-Rate Case StudyDocument4 pagesRe-Rate Case StudyA_MosbahNo ratings yet
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeDocument13 pagesI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad Afif100% (1)
- Pipe Strain: 50 OrbitDocument11 pagesPipe Strain: 50 Orbitsaadbakhtyar2065No ratings yet
- TurboTalk Vol11Document12 pagesTurboTalk Vol11Prastowo PriyatmokoNo ratings yet
- By Abdulrahman AlkhowaiterDocument11 pagesBy Abdulrahman AlkhowaiterMohammadreza GalebanNo ratings yet
- New Seals Solve Vibration Problem: Sulzer Turbo ServicesDocument3 pagesNew Seals Solve Vibration Problem: Sulzer Turbo ServicesHamid MojiryNo ratings yet
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocument18 pagesEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal Failuressanjeevvange100% (1)
- Evaluation of Tilting Pad Thrust BearingsDocument10 pagesEvaluation of Tilting Pad Thrust BearingsChristopher Garcia0% (1)
- Suzler Large Steam TurbineDocument3 pagesSuzler Large Steam Turbineramnadh803181100% (1)
- Resolving Bearing Failures of Refinery 200 KW Fan-MotorDocument7 pagesResolving Bearing Failures of Refinery 200 KW Fan-MotorCesar SampaioNo ratings yet
- LAT4Document6 pagesLAT4Said FerdjallahNo ratings yet
- Simpson - Boiler Feed Pump Turbine Case StudyDocument11 pagesSimpson - Boiler Feed Pump Turbine Case Studyvinothenergy100% (1)
- 1977 - Wildman - Developments in Steam TurbinesDocument6 pages1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- Steam Turbine For PumpsDocument10 pagesSteam Turbine For PumpsRajesh Krishnamoorthy100% (1)
- Improving The Reliability of Turbine Lube Oil SupplyDocument11 pagesImproving The Reliability of Turbine Lube Oil SupplyWAN NOURUL AINNA A.No ratings yet
- Hydro Media Media Center Iron Gates eDocument16 pagesHydro Media Media Center Iron Gates eShweta SankhlaNo ratings yet
- Steam Turbine DatasheetDocument2 pagesSteam Turbine Datasheet김대우100% (2)
- 46 EB9 CFFD 01Document11 pages46 EB9 CFFD 01agmateoNo ratings yet
- Free Piston Stirling 7kwDocument8 pagesFree Piston Stirling 7kwmikialeNo ratings yet
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Fluid Coupling: T.M.JoardarDocument43 pagesFluid Coupling: T.M.JoardarKuntal Satpathi50% (2)
- Crankshaft Replacement & Engine Overhaul and Rebuild For Royal Saudi Air Force Power StationDocument2 pagesCrankshaft Replacement & Engine Overhaul and Rebuild For Royal Saudi Air Force Power StationAlaa IslamNo ratings yet
- Turboexpander-Compressor Technology For Ethylene Plants: GE Oil & GasDocument12 pagesTurboexpander-Compressor Technology For Ethylene Plants: GE Oil & Gaspatrickzluo100% (1)
- Problem in Steam Turbine LubricationDocument8 pagesProblem in Steam Turbine LubricationmishraenggNo ratings yet
- Genco IiiDocument45 pagesGenco IiiRamnadh Mandali100% (1)
- 3 Q 00 DimondDocument4 pages3 Q 00 Dimondhosein30No ratings yet
- Getting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsDocument4 pagesGetting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsfabrcadNo ratings yet
- 1982 - Korner - Design Features of Steam PDFDocument6 pages1982 - Korner - Design Features of Steam PDFramakantinamdarNo ratings yet
- GE Hydro Thrust BearingsDocument3 pagesGE Hydro Thrust BearingsJesusMaldonado0% (1)
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityktsnlNo ratings yet
- Tutorial On Turbo ExpanderDocument0 pagesTutorial On Turbo ExpanderMajid Sattar100% (1)
- Hot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational ExperienceDocument11 pagesHot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational Experienceelbusharieltaher1261100% (1)
- Train 7 Fire Incident at The Petronas LNG ComplexDocument8 pagesTrain 7 Fire Incident at The Petronas LNG ComplexAmroKashtNo ratings yet
- Troubleshooting Turbine SystemsDocument74 pagesTroubleshooting Turbine Systemsdaaanb100% (1)
- XJS 3.6 Service EngineDocument192 pagesXJS 3.6 Service Enginessinokrot100% (1)
- Industrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WicklDocument8 pagesIndustrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WickljnmanivannanmechNo ratings yet
- Medium and Highspeed Diesel Engines For Marine Service 1938Document11 pagesMedium and Highspeed Diesel Engines For Marine Service 1938Merrel RossNo ratings yet
- Why YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsDocument15 pagesWhy YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsImran GhafoorNo ratings yet
- Kal War 2017Document10 pagesKal War 2017khusnul9No ratings yet
- Twin Lobe CompressorDocument14 pagesTwin Lobe Compressorpbs9890271109100% (1)
- Bhel PresentationDocument31 pagesBhel PresentationSamuel Bhukya100% (1)
- Turbo Tech 102 PDFDocument7 pagesTurbo Tech 102 PDFPetar PavićNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- v2 PDFDocument20 pagesv2 PDFHamid MojiryNo ratings yet
- Analytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationDocument4 pagesAnalytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationHamid MojiryNo ratings yet
- Solution of Nonlinear Oscillators Using Global Error Minimization MethodDocument8 pagesSolution of Nonlinear Oscillators Using Global Error Minimization MethodHamid MojiryNo ratings yet
- A Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsDocument8 pagesA Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsHamid MojiryNo ratings yet
- 337 345 PDFDocument9 pages337 345 PDFHamid MojiryNo ratings yet
- A Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesDocument5 pagesA Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesHamid MojiryNo ratings yet
- Symbolic Solutions For A Class of Partial Differential EquationsDocument10 pagesSymbolic Solutions For A Class of Partial Differential EquationsHamid MojiryNo ratings yet
- Prod CoursesofstudyDocument26 pagesProd CoursesofstudyHamid MojiryNo ratings yet
- Pure Soliton Solutions of Some Nonlinear Partial Differential EquationsDocument8 pagesPure Soliton Solutions of Some Nonlinear Partial Differential EquationsHamid MojiryNo ratings yet
- The Solution of Second-Order Partial Differential EquationsDocument121 pagesThe Solution of Second-Order Partial Differential EquationsHamid MojiryNo ratings yet
- M. Tech. Computer Aided DesignDocument42 pagesM. Tech. Computer Aided DesignHamid MojiryNo ratings yet
- A Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionDocument2 pagesA Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionHamid MojiryNo ratings yet
- The Backward-Tracking Lagrangian Particle Method For Transient Viscoelastic FlowsDocument34 pagesThe Backward-Tracking Lagrangian Particle Method For Transient Viscoelastic FlowsHamid MojiryNo ratings yet
- A Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsDocument45 pagesA Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsHamid MojiryNo ratings yet
- MSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasDocument60 pagesMSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasHamid MojiryNo ratings yet
- Journal of Computational Physics: J. Wu, C. ShuDocument21 pagesJournal of Computational Physics: J. Wu, C. ShuHamid MojiryNo ratings yet
- High Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsDocument7 pagesHigh Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsHamid MojiryNo ratings yet
- Determination of Moisture Content (AOAC, 1999)Document0 pagesDetermination of Moisture Content (AOAC, 1999)Hamid MojiryNo ratings yet
- Methods Based On The Differential Quadrature in Vibration Analysis of PlatesDocument17 pagesMethods Based On The Differential Quadrature in Vibration Analysis of PlatesHamid MojiryNo ratings yet
- Ding Shu Tang (IJNME) 2005Document17 pagesDing Shu Tang (IJNME) 2005Hamid MojiryNo ratings yet
- CH 09 Part SolutionDocument10 pagesCH 09 Part SolutionHamid MojiryNo ratings yet
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDocument25 pagesEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNo ratings yet
- IntroDocument28 pagesIntroHamid MojiryNo ratings yet
- Chen - Shu Et Al (Computers & Structures) 2000Document12 pagesChen - Shu Et Al (Computers & Structures) 2000Hamid MojiryNo ratings yet
- Ding-Shu (JCP 2005)Document24 pagesDing-Shu (JCP 2005)Hamid MojiryNo ratings yet
- Covid 19 Article - 2Document8 pagesCovid 19 Article - 2Kiruba KaranNo ratings yet
- Hemhem Crown - WikipediaDocument2 pagesHemhem Crown - WikipediamanandpatelNo ratings yet
- UntitledDocument50 pagesUntitledKatrina F JonesNo ratings yet
- Biochemistry: DR - Radhwan M. Asal Bsc. Pharmacy MSC, PHD Clinical BiochemistryDocument13 pagesBiochemistry: DR - Radhwan M. Asal Bsc. Pharmacy MSC, PHD Clinical BiochemistryAnas SeghayerNo ratings yet
- Property, Plant and Equipment (IAS 16.Pptx NEW LATESTDocument47 pagesProperty, Plant and Equipment (IAS 16.Pptx NEW LATESTNick254No ratings yet
- Understanding Reality - Nina Van GorkomDocument6 pagesUnderstanding Reality - Nina Van Gorkom5KevNo ratings yet
- CID Foundation Only PermitDocument1 pageCID Foundation Only PermitOsvaldo CalderonUACJNo ratings yet
- Fcnyabwihntend4 PDFDocument11 pagesFcnyabwihntend4 PDFFasihNawazNo ratings yet
- Hartalega Annual Report 2019 - Part 1Document57 pagesHartalega Annual Report 2019 - Part 1tanushara0No ratings yet
- Proceedings 10th Mountain Cheese DefDocument95 pagesProceedings 10th Mountain Cheese DefLazline BrownNo ratings yet
- HANDOUT 3 MissionDocument1 pageHANDOUT 3 MissionCarmen Liliana SamoilaNo ratings yet
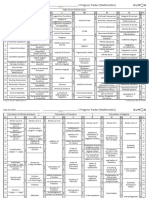
- Kumon Mathematics Progress Tracker Levels C To O PDFDocument2 pagesKumon Mathematics Progress Tracker Levels C To O PDFcharmradeekNo ratings yet
- Datacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualDocument172 pagesDatacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualNguyễn Hữu ThịnhNo ratings yet
- Epidemiology - Exercises. Gaetano MarroneDocument4 pagesEpidemiology - Exercises. Gaetano Marronemillion assefaNo ratings yet
- Be SRHDocument2 pagesBe SRHJanoNo ratings yet
- My Project SatarliteDocument33 pagesMy Project SatarlitesarjoonNo ratings yet
- Nutrients: Carbohydrates For Soccer: A Focus On Skilled Actions and Half-Time PracticesDocument10 pagesNutrients: Carbohydrates For Soccer: A Focus On Skilled Actions and Half-Time PracticesNut. Ana Gabriela Cruz ArellanoNo ratings yet
- Insulin TherapyDocument14 pagesInsulin TherapyElimar Alejandra David GilNo ratings yet
- An Evolutionary Theory of Human Motivation - Bernard Et Al (2005)Document57 pagesAn Evolutionary Theory of Human Motivation - Bernard Et Al (2005)Eduardo Aguirre DávilaNo ratings yet
- Ingilizce 700+yeni SorularDocument98 pagesIngilizce 700+yeni SorularDuran Türkyılmaz100% (2)
- Electromagnectic Flow Transmitter Manual-1Document130 pagesElectromagnectic Flow Transmitter Manual-1Nag RajNo ratings yet
- Hydraulic Transients: When The Steady-State Design Fails!Document58 pagesHydraulic Transients: When The Steady-State Design Fails!gustavods8990No ratings yet
- 3 Ijrerd-A128 PDFDocument6 pages3 Ijrerd-A128 PDFRathod NileshNo ratings yet
- Valve Shutoff Classifications - Process PipingDocument4 pagesValve Shutoff Classifications - Process Pipingdragon2065No ratings yet
- Conflict Resolution A Study of King Solomon's PrinciplesDocument22 pagesConflict Resolution A Study of King Solomon's Principlescupidgal99No ratings yet
- Case Study Real Estate Sector: Shubham SainiDocument4 pagesCase Study Real Estate Sector: Shubham Sainishubham sainiNo ratings yet
- Barlas-The Quran and Hermeneutics PDFDocument24 pagesBarlas-The Quran and Hermeneutics PDFAmmar Khan NasirNo ratings yet
- Chemistry of Phytopotentials Health Energy and Environmental PerspectivesDocument351 pagesChemistry of Phytopotentials Health Energy and Environmental PerspectivesAnonymous fI5lnnNo ratings yet


















































































































Download as pdf or txt
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Sanaa PDFDocument68 pagesSanaa PDFLjiljana Pucelj50% (4)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Classic Car Parts Catalog 2017Document176 pagesClassic Car Parts Catalog 2017Performance Online100% (5)
- 160 MW Steam Turbine Repair Project: Delivering High-Quality Service On A Tight ScheduleDocument3 pages160 MW Steam Turbine Repair Project: Delivering High-Quality Service On A Tight Schedulerashm006ranjan100% (1)
- Radial Inflow Turboexpander Redesign Steamboat Geothermal Power Plants I/IA - Reno, Nevada Brad Platt, Project ManagerDocument4 pagesRadial Inflow Turboexpander Redesign Steamboat Geothermal Power Plants I/IA - Reno, Nevada Brad Platt, Project Managerrcarpioo100% (1)
- Maintenance Contract at Fertilizer Plant: Sulzer Turbo-Machinery ServicesDocument3 pagesMaintenance Contract at Fertilizer Plant: Sulzer Turbo-Machinery ServicesAkhil AklNo ratings yet
- Failure Analysis of 7500 HP MotorDocument6 pagesFailure Analysis of 7500 HP Motorgusgif100% (1)
- Root Cause Failure Analysis Gas Plant Fin Fan Motor Bearings ImprovementDocument11 pagesRoot Cause Failure Analysis Gas Plant Fin Fan Motor Bearings ImprovementAbdulrahman AlkhowaiterNo ratings yet
- Aeroderivative Gas Turbine Analysis and TestDocument4 pagesAeroderivative Gas Turbine Analysis and TestJorge Mario RodriguezNo ratings yet
- Improved Power Plant PerformanceDocument3 pagesImproved Power Plant Performanceshams100% (2)
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Re-Rate Case StudyDocument4 pagesRe-Rate Case StudyA_MosbahNo ratings yet
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeDocument13 pagesI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad Afif100% (1)
- Pipe Strain: 50 OrbitDocument11 pagesPipe Strain: 50 Orbitsaadbakhtyar2065No ratings yet
- TurboTalk Vol11Document12 pagesTurboTalk Vol11Prastowo PriyatmokoNo ratings yet
- By Abdulrahman AlkhowaiterDocument11 pagesBy Abdulrahman AlkhowaiterMohammadreza GalebanNo ratings yet
- New Seals Solve Vibration Problem: Sulzer Turbo ServicesDocument3 pagesNew Seals Solve Vibration Problem: Sulzer Turbo ServicesHamid MojiryNo ratings yet
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocument18 pagesEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal Failuressanjeevvange100% (1)
- Evaluation of Tilting Pad Thrust BearingsDocument10 pagesEvaluation of Tilting Pad Thrust BearingsChristopher Garcia0% (1)
- Suzler Large Steam TurbineDocument3 pagesSuzler Large Steam Turbineramnadh803181100% (1)
- Resolving Bearing Failures of Refinery 200 KW Fan-MotorDocument7 pagesResolving Bearing Failures of Refinery 200 KW Fan-MotorCesar SampaioNo ratings yet
- LAT4Document6 pagesLAT4Said FerdjallahNo ratings yet
- Simpson - Boiler Feed Pump Turbine Case StudyDocument11 pagesSimpson - Boiler Feed Pump Turbine Case Studyvinothenergy100% (1)
- 1977 - Wildman - Developments in Steam TurbinesDocument6 pages1977 - Wildman - Developments in Steam TurbinesManoj Kumar100% (1)
- Steam Turbine For PumpsDocument10 pagesSteam Turbine For PumpsRajesh Krishnamoorthy100% (1)
- Improving The Reliability of Turbine Lube Oil SupplyDocument11 pagesImproving The Reliability of Turbine Lube Oil SupplyWAN NOURUL AINNA A.No ratings yet
- Hydro Media Media Center Iron Gates eDocument16 pagesHydro Media Media Center Iron Gates eShweta SankhlaNo ratings yet
- Steam Turbine DatasheetDocument2 pagesSteam Turbine Datasheet김대우100% (2)
- 46 EB9 CFFD 01Document11 pages46 EB9 CFFD 01agmateoNo ratings yet
- Free Piston Stirling 7kwDocument8 pagesFree Piston Stirling 7kwmikialeNo ratings yet
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Fluid Coupling: T.M.JoardarDocument43 pagesFluid Coupling: T.M.JoardarKuntal Satpathi50% (2)
- Crankshaft Replacement & Engine Overhaul and Rebuild For Royal Saudi Air Force Power StationDocument2 pagesCrankshaft Replacement & Engine Overhaul and Rebuild For Royal Saudi Air Force Power StationAlaa IslamNo ratings yet
- Turboexpander-Compressor Technology For Ethylene Plants: GE Oil & GasDocument12 pagesTurboexpander-Compressor Technology For Ethylene Plants: GE Oil & Gaspatrickzluo100% (1)
- Problem in Steam Turbine LubricationDocument8 pagesProblem in Steam Turbine LubricationmishraenggNo ratings yet
- Genco IiiDocument45 pagesGenco IiiRamnadh Mandali100% (1)
- 3 Q 00 DimondDocument4 pages3 Q 00 Dimondhosein30No ratings yet
- Getting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsDocument4 pagesGetting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsfabrcadNo ratings yet
- 1982 - Korner - Design Features of Steam PDFDocument6 pages1982 - Korner - Design Features of Steam PDFramakantinamdarNo ratings yet
- GE Hydro Thrust BearingsDocument3 pagesGE Hydro Thrust BearingsJesusMaldonado0% (1)
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityktsnlNo ratings yet
- Tutorial On Turbo ExpanderDocument0 pagesTutorial On Turbo ExpanderMajid Sattar100% (1)
- Hot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational ExperienceDocument11 pagesHot Spots in Turboexpander Bearings: Case History, Stability Analysis, Measurements and Operational Experienceelbusharieltaher1261100% (1)
- Train 7 Fire Incident at The Petronas LNG ComplexDocument8 pagesTrain 7 Fire Incident at The Petronas LNG ComplexAmroKashtNo ratings yet
- Troubleshooting Turbine SystemsDocument74 pagesTroubleshooting Turbine Systemsdaaanb100% (1)
- XJS 3.6 Service EngineDocument192 pagesXJS 3.6 Service Enginessinokrot100% (1)
- Industrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WicklDocument8 pagesIndustrial Steam Turbines Improve Energy Utilization in Thermal Power Plants by R. WickljnmanivannanmechNo ratings yet
- Medium and Highspeed Diesel Engines For Marine Service 1938Document11 pagesMedium and Highspeed Diesel Engines For Marine Service 1938Merrel RossNo ratings yet
- Why YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsDocument15 pagesWhy YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsImran GhafoorNo ratings yet
- Kal War 2017Document10 pagesKal War 2017khusnul9No ratings yet
- Twin Lobe CompressorDocument14 pagesTwin Lobe Compressorpbs9890271109100% (1)
- Bhel PresentationDocument31 pagesBhel PresentationSamuel Bhukya100% (1)
- Turbo Tech 102 PDFDocument7 pagesTurbo Tech 102 PDFPetar PavićNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- v2 PDFDocument20 pagesv2 PDFHamid MojiryNo ratings yet
- Analytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationDocument4 pagesAnalytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationHamid MojiryNo ratings yet
- Solution of Nonlinear Oscillators Using Global Error Minimization MethodDocument8 pagesSolution of Nonlinear Oscillators Using Global Error Minimization MethodHamid MojiryNo ratings yet
- A Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsDocument8 pagesA Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsHamid MojiryNo ratings yet
- 337 345 PDFDocument9 pages337 345 PDFHamid MojiryNo ratings yet
- A Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesDocument5 pagesA Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesHamid MojiryNo ratings yet
- Symbolic Solutions For A Class of Partial Differential EquationsDocument10 pagesSymbolic Solutions For A Class of Partial Differential EquationsHamid MojiryNo ratings yet
- Prod CoursesofstudyDocument26 pagesProd CoursesofstudyHamid MojiryNo ratings yet
- Pure Soliton Solutions of Some Nonlinear Partial Differential EquationsDocument8 pagesPure Soliton Solutions of Some Nonlinear Partial Differential EquationsHamid MojiryNo ratings yet
- The Solution of Second-Order Partial Differential EquationsDocument121 pagesThe Solution of Second-Order Partial Differential EquationsHamid MojiryNo ratings yet
- M. Tech. Computer Aided DesignDocument42 pagesM. Tech. Computer Aided DesignHamid MojiryNo ratings yet
- A Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionDocument2 pagesA Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionHamid MojiryNo ratings yet
- The Backward-Tracking Lagrangian Particle Method For Transient Viscoelastic FlowsDocument34 pagesThe Backward-Tracking Lagrangian Particle Method For Transient Viscoelastic FlowsHamid MojiryNo ratings yet
- A Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsDocument45 pagesA Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsHamid MojiryNo ratings yet
- MSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasDocument60 pagesMSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasHamid MojiryNo ratings yet
- Journal of Computational Physics: J. Wu, C. ShuDocument21 pagesJournal of Computational Physics: J. Wu, C. ShuHamid MojiryNo ratings yet
- High Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsDocument7 pagesHigh Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsHamid MojiryNo ratings yet
- Determination of Moisture Content (AOAC, 1999)Document0 pagesDetermination of Moisture Content (AOAC, 1999)Hamid MojiryNo ratings yet
- Methods Based On The Differential Quadrature in Vibration Analysis of PlatesDocument17 pagesMethods Based On The Differential Quadrature in Vibration Analysis of PlatesHamid MojiryNo ratings yet
- Ding Shu Tang (IJNME) 2005Document17 pagesDing Shu Tang (IJNME) 2005Hamid MojiryNo ratings yet
- CH 09 Part SolutionDocument10 pagesCH 09 Part SolutionHamid MojiryNo ratings yet
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDocument25 pagesEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNo ratings yet
- IntroDocument28 pagesIntroHamid MojiryNo ratings yet
- Chen - Shu Et Al (Computers & Structures) 2000Document12 pagesChen - Shu Et Al (Computers & Structures) 2000Hamid MojiryNo ratings yet
- Ding-Shu (JCP 2005)Document24 pagesDing-Shu (JCP 2005)Hamid MojiryNo ratings yet
- Covid 19 Article - 2Document8 pagesCovid 19 Article - 2Kiruba KaranNo ratings yet
- Hemhem Crown - WikipediaDocument2 pagesHemhem Crown - WikipediamanandpatelNo ratings yet
- UntitledDocument50 pagesUntitledKatrina F JonesNo ratings yet
- Biochemistry: DR - Radhwan M. Asal Bsc. Pharmacy MSC, PHD Clinical BiochemistryDocument13 pagesBiochemistry: DR - Radhwan M. Asal Bsc. Pharmacy MSC, PHD Clinical BiochemistryAnas SeghayerNo ratings yet
- Property, Plant and Equipment (IAS 16.Pptx NEW LATESTDocument47 pagesProperty, Plant and Equipment (IAS 16.Pptx NEW LATESTNick254No ratings yet
- Understanding Reality - Nina Van GorkomDocument6 pagesUnderstanding Reality - Nina Van Gorkom5KevNo ratings yet
- CID Foundation Only PermitDocument1 pageCID Foundation Only PermitOsvaldo CalderonUACJNo ratings yet
- Fcnyabwihntend4 PDFDocument11 pagesFcnyabwihntend4 PDFFasihNawazNo ratings yet
- Hartalega Annual Report 2019 - Part 1Document57 pagesHartalega Annual Report 2019 - Part 1tanushara0No ratings yet
- Proceedings 10th Mountain Cheese DefDocument95 pagesProceedings 10th Mountain Cheese DefLazline BrownNo ratings yet
- HANDOUT 3 MissionDocument1 pageHANDOUT 3 MissionCarmen Liliana SamoilaNo ratings yet
- Kumon Mathematics Progress Tracker Levels C To O PDFDocument2 pagesKumon Mathematics Progress Tracker Levels C To O PDFcharmradeekNo ratings yet
- Datacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualDocument172 pagesDatacard Maxsys Card Issuance System: Embossing/Indent Module Service ManualNguyễn Hữu ThịnhNo ratings yet
- Epidemiology - Exercises. Gaetano MarroneDocument4 pagesEpidemiology - Exercises. Gaetano Marronemillion assefaNo ratings yet
- Be SRHDocument2 pagesBe SRHJanoNo ratings yet
- My Project SatarliteDocument33 pagesMy Project SatarlitesarjoonNo ratings yet
- Nutrients: Carbohydrates For Soccer: A Focus On Skilled Actions and Half-Time PracticesDocument10 pagesNutrients: Carbohydrates For Soccer: A Focus On Skilled Actions and Half-Time PracticesNut. Ana Gabriela Cruz ArellanoNo ratings yet
- Insulin TherapyDocument14 pagesInsulin TherapyElimar Alejandra David GilNo ratings yet
- An Evolutionary Theory of Human Motivation - Bernard Et Al (2005)Document57 pagesAn Evolutionary Theory of Human Motivation - Bernard Et Al (2005)Eduardo Aguirre DávilaNo ratings yet
- Ingilizce 700+yeni SorularDocument98 pagesIngilizce 700+yeni SorularDuran Türkyılmaz100% (2)
- Electromagnectic Flow Transmitter Manual-1Document130 pagesElectromagnectic Flow Transmitter Manual-1Nag RajNo ratings yet
- Hydraulic Transients: When The Steady-State Design Fails!Document58 pagesHydraulic Transients: When The Steady-State Design Fails!gustavods8990No ratings yet
- 3 Ijrerd-A128 PDFDocument6 pages3 Ijrerd-A128 PDFRathod NileshNo ratings yet
- Valve Shutoff Classifications - Process PipingDocument4 pagesValve Shutoff Classifications - Process Pipingdragon2065No ratings yet
- Conflict Resolution A Study of King Solomon's PrinciplesDocument22 pagesConflict Resolution A Study of King Solomon's Principlescupidgal99No ratings yet
- Case Study Real Estate Sector: Shubham SainiDocument4 pagesCase Study Real Estate Sector: Shubham Sainishubham sainiNo ratings yet
- Barlas-The Quran and Hermeneutics PDFDocument24 pagesBarlas-The Quran and Hermeneutics PDFAmmar Khan NasirNo ratings yet
- Chemistry of Phytopotentials Health Energy and Environmental PerspectivesDocument351 pagesChemistry of Phytopotentials Health Energy and Environmental PerspectivesAnonymous fI5lnnNo ratings yet