
NTPC Training Report
NTPC Training Report
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Assam Govt Schemes 1Document49 pagesAssam Govt Schemes 1Aditya SharmaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Batch Distillation LabDocument18 pagesBatch Distillation LabBarryNo ratings yet
- Building Services Planning Manual-2007Document122 pagesBuilding Services Planning Manual-2007razanmrm91% (11)
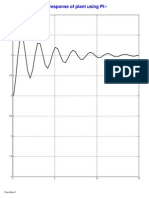
- Step Response of Plant Using PIDocument1 pageStep Response of Plant Using PINishant GrohaNo ratings yet
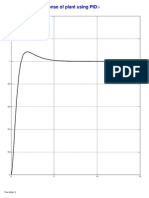
- Matlab Pid PDFDocument1 pageMatlab Pid PDFNishant GrohaNo ratings yet
- Summer Training Project Report On NTPC by Prateek Jain VIT UniversityDocument117 pagesSummer Training Project Report On NTPC by Prateek Jain VIT Universitykumarhardik21100% (1)
- Adm Form For Iit 2012Document2 pagesAdm Form For Iit 2012Nishant GrohaNo ratings yet
- Hce Training PermissionDocument1 pageHce Training PermissionNishant GrohaNo ratings yet
- Yogesh Report PDFDocument60 pagesYogesh Report PDFNishant GrohaNo ratings yet
- Air Standard CycleDocument54 pagesAir Standard CycleKhurram SherazNo ratings yet
- QRB Definitions by Ashish KapoorDocument1 pageQRB Definitions by Ashish Kapoorsnehawasthi222No ratings yet
- Part Catalog 90Z5Document522 pagesPart Catalog 90Z5Le DuNo ratings yet
- SANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session TwoDocument12 pagesSANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session Twojosethompson100% (2)
- Chapter TwoDocument69 pagesChapter Twohaileasrat4No ratings yet
- Peanwaran LVDP PembangunanDocument6 pagesPeanwaran LVDP Pembangunanben_splNo ratings yet
- Zhan Zhuang Guide Scott JeffreyDocument15 pagesZhan Zhuang Guide Scott JeffreyJay LainoNo ratings yet
- Crosshead BRG Temp. Monitoring PDFDocument5 pagesCrosshead BRG Temp. Monitoring PDFPritish TandonNo ratings yet
- VTDocument12 pagesVTSlobodan AnticNo ratings yet
- Spe-9988899-Ms NewDocument10 pagesSpe-9988899-Ms NewNicholas GawanNo ratings yet
- Battery Storage Case Studies - IRENADocument20 pagesBattery Storage Case Studies - IRENARafiurRahmanNo ratings yet
- Physics 430: Lecture 15 Lagrange's Equations: Dale E. GaryDocument16 pagesPhysics 430: Lecture 15 Lagrange's Equations: Dale E. GaryfaniNo ratings yet
- Appendix-25 Sole-2 Wireline ReportDocument8 pagesAppendix-25 Sole-2 Wireline ReportAustinNo ratings yet
- Lecture 5 Multi-Evaporator and Cascade SystemsDocument16 pagesLecture 5 Multi-Evaporator and Cascade SystemsMeftah ElfituriNo ratings yet
- Chem Topic 4Document108 pagesChem Topic 4TESL40622 Nur Auni Syahmina Binti Abd HamidNo ratings yet
- Chiller Plant Control - Io Summary: Chilled Water SystemDocument2 pagesChiller Plant Control - Io Summary: Chilled Water SystemMohammed AminuddinNo ratings yet
- EPE Past QuestionsDocument5 pagesEPE Past QuestionsAndrews OseiNo ratings yet
- Johns Manville - MinWool 1200 WR Lamella Tank WrapDocument2 pagesJohns Manville - MinWool 1200 WR Lamella Tank WrapLiu YangtzeNo ratings yet
- 3VM Molded Case Circuit Breakers: General DataDocument1 page3VM Molded Case Circuit Breakers: General DataMarco Antonio Quispe RoqueNo ratings yet
- Oil in Water Analysis: ISO 9377-2 / 9377-2 MODDocument5 pagesOil in Water Analysis: ISO 9377-2 / 9377-2 MODtaitelhocine4903No ratings yet
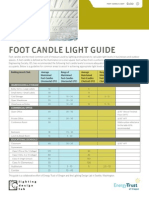
- Foot Candle Light GuideDocument2 pagesFoot Candle Light GuidePaulineNo ratings yet
- Siprotec 4 7Sj64 Multifunction Protection Relay With SynchronizationDocument49 pagesSiprotec 4 7Sj64 Multifunction Protection Relay With SynchronizationTerinte Oana-GeorgianaNo ratings yet
- K-1 Cement RetainerDocument1 pageK-1 Cement RetainerErick100% (1)
- Gtu PaperDocument2 pagesGtu PaperUtsav PanchalNo ratings yet
- FlowCon CartridgesDocument16 pagesFlowCon CartridgesJeff Anderson CollinsNo ratings yet
- Censter 6200 Main BoardDocument8 pagesCenster 6200 Main Boardibula emmanuelNo ratings yet
- Greenhouse EffectDocument3 pagesGreenhouse EffectElwin Ooi100% (1)









































































Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Assam Govt Schemes 1Document49 pagesAssam Govt Schemes 1Aditya SharmaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Batch Distillation LabDocument18 pagesBatch Distillation LabBarryNo ratings yet
- Building Services Planning Manual-2007Document122 pagesBuilding Services Planning Manual-2007razanmrm91% (11)
- Step Response of Plant Using PIDocument1 pageStep Response of Plant Using PINishant GrohaNo ratings yet
- Matlab Pid PDFDocument1 pageMatlab Pid PDFNishant GrohaNo ratings yet
- Summer Training Project Report On NTPC by Prateek Jain VIT UniversityDocument117 pagesSummer Training Project Report On NTPC by Prateek Jain VIT Universitykumarhardik21100% (1)
- Adm Form For Iit 2012Document2 pagesAdm Form For Iit 2012Nishant GrohaNo ratings yet
- Hce Training PermissionDocument1 pageHce Training PermissionNishant GrohaNo ratings yet
- Yogesh Report PDFDocument60 pagesYogesh Report PDFNishant GrohaNo ratings yet
- Air Standard CycleDocument54 pagesAir Standard CycleKhurram SherazNo ratings yet
- QRB Definitions by Ashish KapoorDocument1 pageQRB Definitions by Ashish Kapoorsnehawasthi222No ratings yet
- Part Catalog 90Z5Document522 pagesPart Catalog 90Z5Le DuNo ratings yet
- SANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session TwoDocument12 pagesSANS 10313:2010 & IEC 62305 Part 2 & 3 Explained: Session Twojosethompson100% (2)
- Chapter TwoDocument69 pagesChapter Twohaileasrat4No ratings yet
- Peanwaran LVDP PembangunanDocument6 pagesPeanwaran LVDP Pembangunanben_splNo ratings yet
- Zhan Zhuang Guide Scott JeffreyDocument15 pagesZhan Zhuang Guide Scott JeffreyJay LainoNo ratings yet
- Crosshead BRG Temp. Monitoring PDFDocument5 pagesCrosshead BRG Temp. Monitoring PDFPritish TandonNo ratings yet
- VTDocument12 pagesVTSlobodan AnticNo ratings yet
- Spe-9988899-Ms NewDocument10 pagesSpe-9988899-Ms NewNicholas GawanNo ratings yet
- Battery Storage Case Studies - IRENADocument20 pagesBattery Storage Case Studies - IRENARafiurRahmanNo ratings yet
- Physics 430: Lecture 15 Lagrange's Equations: Dale E. GaryDocument16 pagesPhysics 430: Lecture 15 Lagrange's Equations: Dale E. GaryfaniNo ratings yet
- Appendix-25 Sole-2 Wireline ReportDocument8 pagesAppendix-25 Sole-2 Wireline ReportAustinNo ratings yet
- Lecture 5 Multi-Evaporator and Cascade SystemsDocument16 pagesLecture 5 Multi-Evaporator and Cascade SystemsMeftah ElfituriNo ratings yet
- Chem Topic 4Document108 pagesChem Topic 4TESL40622 Nur Auni Syahmina Binti Abd HamidNo ratings yet
- Chiller Plant Control - Io Summary: Chilled Water SystemDocument2 pagesChiller Plant Control - Io Summary: Chilled Water SystemMohammed AminuddinNo ratings yet
- EPE Past QuestionsDocument5 pagesEPE Past QuestionsAndrews OseiNo ratings yet
- Johns Manville - MinWool 1200 WR Lamella Tank WrapDocument2 pagesJohns Manville - MinWool 1200 WR Lamella Tank WrapLiu YangtzeNo ratings yet
- 3VM Molded Case Circuit Breakers: General DataDocument1 page3VM Molded Case Circuit Breakers: General DataMarco Antonio Quispe RoqueNo ratings yet
- Oil in Water Analysis: ISO 9377-2 / 9377-2 MODDocument5 pagesOil in Water Analysis: ISO 9377-2 / 9377-2 MODtaitelhocine4903No ratings yet
- Foot Candle Light GuideDocument2 pagesFoot Candle Light GuidePaulineNo ratings yet
- Siprotec 4 7Sj64 Multifunction Protection Relay With SynchronizationDocument49 pagesSiprotec 4 7Sj64 Multifunction Protection Relay With SynchronizationTerinte Oana-GeorgianaNo ratings yet
- K-1 Cement RetainerDocument1 pageK-1 Cement RetainerErick100% (1)
- Gtu PaperDocument2 pagesGtu PaperUtsav PanchalNo ratings yet
- FlowCon CartridgesDocument16 pagesFlowCon CartridgesJeff Anderson CollinsNo ratings yet
- Censter 6200 Main BoardDocument8 pagesCenster 6200 Main Boardibula emmanuelNo ratings yet
- Greenhouse EffectDocument3 pagesGreenhouse EffectElwin Ooi100% (1)