Download as docx, pdf, or txt
You might also like
- Chapter 16 Total Quality ManagementDocument8 pagesChapter 16 Total Quality ManagementKamble AbhijitNo ratings yet
- Eli Lilly's Project Resilience (A) : Anticipating The Future of The Pharmaceutical Industry.Document17 pagesEli Lilly's Project Resilience (A) : Anticipating The Future of The Pharmaceutical Industry.YountekNo ratings yet
- PDFDocument690 pagesPDFBighueteNo ratings yet
- AFAR 14D Cost Accounting (Job Order, Process Costing, JIT Backflush, Activity Based Costing, Joint and ByProducts, Standard Costing)Document9 pagesAFAR 14D Cost Accounting (Job Order, Process Costing, JIT Backflush, Activity Based Costing, Joint and ByProducts, Standard Costing)Jeepee John100% (1)
- Thesis On Laser CuttingDocument8 pagesThesis On Laser Cuttingtonyacartererie100% (2)
- Training Checklist LASERDocument9 pagesTraining Checklist LASERاحمدميدوNo ratings yet
- Laser CuttingDocument3 pagesLaser CuttingumasreeNo ratings yet
- LaserDocument32 pagesLaserNanda Kishore ReddyNo ratings yet
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemAbhishek Mohite100% (2)
- Lazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPADocument30 pagesLazer Cutting: Dr. Öğr. Üyesi Cevat ÖZARPAMetin AYDINNo ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Raxx SeminarDocument2 pagesRaxx Seminarrakesh0% (1)
- Laser Cutting SystemDocument21 pagesLaser Cutting SystemSamo FelicijanNo ratings yet
- What Is Hole Punching? What Is Drilling?Document6 pagesWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesNo ratings yet
- Laser Cutter 101Document36 pagesLaser Cutter 101jinxy06No ratings yet
- Book Compilation 5 11Document37 pagesBook Compilation 5 11api-251382768No ratings yet
- Research Paper On Laser CuttingDocument5 pagesResearch Paper On Laser Cuttingafnkwiytzcpszv100% (1)
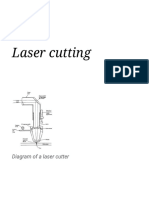
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringDocument8 pagesSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Laser Applications in Industries Final Review PaperDocument10 pagesLaser Applications in Industries Final Review PaperbalamuruganNo ratings yet
- Laser Cutting Physics AssignmentDocument5 pagesLaser Cutting Physics Assignmentamithmore5No ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Laser Welding BasicsDocument38 pagesLaser Welding BasicsElisa MafteiNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- 3 PR Dilsher SinghDocument2 pages3 PR Dilsher SinghRaturi MohitNo ratings yet
- Eurolaser Product Overview GBRDocument42 pagesEurolaser Product Overview GBRpaul300No ratings yet
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Laser CladdingDocument4 pagesLaser CladdinggunamtechNo ratings yet
- Write Up AdditionalDocument3 pagesWrite Up AdditionalMelody Villa Galano-DuldulaoNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Research Paper On Laser Beam MachiningDocument4 pagesResearch Paper On Laser Beam Machininggw131ads100% (1)
- Leister Laser EngDocument12 pagesLeister Laser EngHugoAlvarezNo ratings yet
- Laser Term PaperDocument5 pagesLaser Term Paperdajemevefaz2100% (1)
- 3d Printing Techniques For Dental ProductsDocument3 pages3d Printing Techniques For Dental ProductsAli BirNo ratings yet
- فيزيا cncDocument9 pagesفيزيا cncKareem MohamedNo ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- Laser Engraving and Cutting Machines.20121024.144305 PDFDocument2 pagesLaser Engraving and Cutting Machines.20121024.144305 PDFanon_232871814100% (1)
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- Comparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryDocument8 pagesComparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryjackNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- Laser FinalDocument18 pagesLaser FinalUrvish PatelNo ratings yet
- 3d Printing SafetyDocument8 pages3d Printing Safetycesar chiangNo ratings yet
- Trents Part of PresentaitonDocument9 pagesTrents Part of Presentaitonapi-550209219No ratings yet
- Report For Cutting Machines-1Document9 pagesReport For Cutting Machines-1sporti1412No ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Laser Cutting Machine Research PaperDocument5 pagesLaser Cutting Machine Research Papercamhwq6m100% (1)
- UntitledDocument13 pagesUntitledraiyani sampatNo ratings yet
- Kaushalendra PDFDocument24 pagesKaushalendra PDFharshNo ratings yet
- Semester Project Presentation-SampleDocument17 pagesSemester Project Presentation-Samplek6561321No ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- Gases - The Invisible Secret of Laser Material Processing: Gases Play An Essential Role For Effective Laser OperationDocument4 pagesGases - The Invisible Secret of Laser Material Processing: Gases Play An Essential Role For Effective Laser OperationHarshSuryavanshiNo ratings yet
- Trumpf - TruLaser PDFDocument36 pagesTrumpf - TruLaser PDFNastase EduardNo ratings yet
- LASER FADING TECHNOLOGY - FACTS AND OPPORTUNITIES-Joy Sarkar and Md. RashaduzzamanDocument8 pagesLASER FADING TECHNOLOGY - FACTS AND OPPORTUNITIES-Joy Sarkar and Md. RashaduzzamanMd SolaimanNo ratings yet
- Power Carving Manual, Updated and Expanded Second Edition: Tools, Techniques, and 22 All-Time Favorite ProjectsFrom EverandPower Carving Manual, Updated and Expanded Second Edition: Tools, Techniques, and 22 All-Time Favorite ProjectsRating: 4 out of 5 stars4/5 (1)
- Research and Design of Snow Hydrology Sensors and Instrumentation: Selected Research PapersFrom EverandResearch and Design of Snow Hydrology Sensors and Instrumentation: Selected Research PapersNo ratings yet
- Lecture 7: Random Vibrations & Failure Analysis: Problem Set - 1Document31 pagesLecture 7: Random Vibrations & Failure Analysis: Problem Set - 1Harshit AgrahariNo ratings yet
- Assignment 01Document1 pageAssignment 01Harshit AgrahariNo ratings yet
- Random Vibrations & Failure Analysis: Sayan GuptaDocument14 pagesRandom Vibrations & Failure Analysis: Sayan GuptaHarshit AgrahariNo ratings yet
- Fulid-Structure Interaction Webinar SlidesDocument37 pagesFulid-Structure Interaction Webinar SlidesHarshit AgrahariNo ratings yet
- PSU's Status: SBI Challan Rs 150: 026883295 GEC Jabalpur, 4801Document1 pagePSU's Status: SBI Challan Rs 150: 026883295 GEC Jabalpur, 4801Harshit AgrahariNo ratings yet
- Discussion On Boltzmann ConstantDocument1 pageDiscussion On Boltzmann ConstantHarshit AgrahariNo ratings yet
- Indus Valley CivilizationDocument1 pageIndus Valley CivilizationHarshit AgrahariNo ratings yet
- Last Moment Practice QuestionDocument1 pageLast Moment Practice QuestionHarshit AgrahariNo ratings yet
- Synopsys On Public Distribution System (PDS)Document2 pagesSynopsys On Public Distribution System (PDS)Harshit AgrahariNo ratings yet
- Parametric Study of Microchannel Fabricated by Laser Beam MachiningDocument8 pagesParametric Study of Microchannel Fabricated by Laser Beam MachiningHarshit AgrahariNo ratings yet
- Fabrication of MicrochannelDocument9 pagesFabrication of MicrochannelHarshit AgrahariNo ratings yet
- IPC ListDocument2 pagesIPC ListMuneendra SharmaNo ratings yet
- Multiple Product Robotic Case Palletizing Solution: For Additional Information, Please ContactDocument2 pagesMultiple Product Robotic Case Palletizing Solution: For Additional Information, Please ContacttintucinbNo ratings yet
- Electroflux - The Success Factor in Electroslag Remelting (Esr)Document18 pagesElectroflux - The Success Factor in Electroslag Remelting (Esr)Pradeep DahiyaNo ratings yet
- MGT613 Quiz 1Document11 pagesMGT613 Quiz 1Himansu Sekhar KisanNo ratings yet
- BMW ManagementDocument6 pagesBMW ManagementKetki Shinde0% (1)
- Fire ScaleDocument2 pagesFire Scale4U6ogj8b9snylkslkn3nNo ratings yet
- Operation Management in Domino Pizza123Document37 pagesOperation Management in Domino Pizza123Kavita KoliNo ratings yet
- What Is LayoutDocument5 pagesWhat Is LayoutGuma BashirNo ratings yet
- Al-Jazeera Firedamp 263Document2 pagesAl-Jazeera Firedamp 263EngTamer100% (1)
- Overview - Wind Farm ProjectDocument2 pagesOverview - Wind Farm Projectanon_838312806No ratings yet
- CV Piping DesignDocument2 pagesCV Piping DesignNilesh GohelNo ratings yet
- Weld Finishes PDFDocument3 pagesWeld Finishes PDFMr032781No ratings yet
- Mechanical Unit OperationsDocument8 pagesMechanical Unit OperationsFA AyNo ratings yet
- Weldox 960 Data SheetDocument2 pagesWeldox 960 Data SheetRui SantosNo ratings yet
- Method Statement: System: Air ConditioningDocument4 pagesMethod Statement: System: Air ConditioningLeed ENNo ratings yet
- Pharma Database 1Document21 pagesPharma Database 1AishwaryaNo ratings yet
- Value-Adding: 5% Muda: 95%: Inventory Motion Waiting Knowledge DisconnectionDocument5 pagesValue-Adding: 5% Muda: 95%: Inventory Motion Waiting Knowledge DisconnectionDavid Osiris Fernandez AvalosNo ratings yet
- Distribution Channel in Textile IndustryDocument4 pagesDistribution Channel in Textile IndustrySaad AhmadNo ratings yet
- Katalog VeflonDocument82 pagesKatalog VeflonperoooNo ratings yet
- Development of Grade X70 and X80 For Sour Service Line Pipe ApplicationsDocument6 pagesDevelopment of Grade X70 and X80 For Sour Service Line Pipe ApplicationsMarcelo Varejão CasarinNo ratings yet
- Carrier - Heating Charge GuideDocument2 pagesCarrier - Heating Charge GuideZiad Al HussainNo ratings yet
- Material Transfer DeviceDocument10 pagesMaterial Transfer DeviceVikas PorwalNo ratings yet
- Cphi Worldwide Exhibitor List 2016 0Document28 pagesCphi Worldwide Exhibitor List 2016 0sanjay_gawali0% (1)
- MN 206 Market Survey CopperDocument210 pagesMN 206 Market Survey CopperArjun MishraNo ratings yet
- Loctite Lubricants BrochureDocument10 pagesLoctite Lubricants BrochureAhmed Emad AhmedNo ratings yet
- FileDocument6 pagesFilemanu100% (4)