Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Freelance Content Marketing Writer Find Your Perfect Clients, Make Tons of Money and Build A Business You Love (Gregory Jennifer Goforth) (Z-Library)Document219 pagesThe Freelance Content Marketing Writer Find Your Perfect Clients, Make Tons of Money and Build A Business You Love (Gregory Jennifer Goforth) (Z-Library)Mara Relunia-Ayen100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bhagvan Kommadi - Learn Data Structures and Algorithms With Golang - Level Up Your Go Programming Skills To Develop Faster and More Efficient Code PDFDocument324 pagesBhagvan Kommadi - Learn Data Structures and Algorithms With Golang - Level Up Your Go Programming Skills To Develop Faster and More Efficient Code PDFLúar Mújica100% (2)
- Proposal Indonesia International Travel Show 2018Document21 pagesProposal Indonesia International Travel Show 2018farid_maxiorg100% (1)
- NR L2 Civ 177Document14 pagesNR L2 Civ 177Alberto LeónNo ratings yet
- FEM by BatheDocument1,050 pagesFEM by BathesivakgpulNo ratings yet
- 2nd Session - Dr. S. P. AsokDocument80 pages2nd Session - Dr. S. P. AsoksivakgpulNo ratings yet
- BME Mama 05122011Document8 pagesBME Mama 05122011sivakgpulNo ratings yet
- 3 Matic Revolutionise FEAandFCDDocument8 pages3 Matic Revolutionise FEAandFCDsivakgpulNo ratings yet
- Applications of Finite Element Method in Bio-Medical EngineeDocument72 pagesApplications of Finite Element Method in Bio-Medical EngineesivakgpulNo ratings yet
- 2nd Session - Dr.N.sivaprasadDocument156 pages2nd Session - Dr.N.sivaprasadsivakgpulNo ratings yet
- Dr. Madhusudhan ReddyDocument57 pagesDr. Madhusudhan ReddysivakgpulNo ratings yet
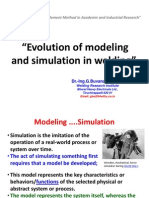
- 3rd Session - Dr.G.buvanashekaranDocument77 pages3rd Session - Dr.G.buvanashekaransivakgpulNo ratings yet
- Dr. Amitava de PDFDocument25 pagesDr. Amitava de PDFsivakgpulNo ratings yet
- Catalog Sr10.1.1 Simeas R - R-Pmu - enDocument32 pagesCatalog Sr10.1.1 Simeas R - R-Pmu - enSuresh Kumar PariharNo ratings yet
- History of Planning in IndiaDocument18 pagesHistory of Planning in IndiaSaloni AnandNo ratings yet
- Ee460m Lab ManualDocument106 pagesEe460m Lab Manualganga_ch1No ratings yet
- CONTRACT TO SELL (Sample)Document3 pagesCONTRACT TO SELL (Sample)arne navarra100% (1)
- HUAWEI P10 Lite Quick Start Guide (WAS-LX1, 02, 21 Lans, Dual, NEU) PDFDocument188 pagesHUAWEI P10 Lite Quick Start Guide (WAS-LX1, 02, 21 Lans, Dual, NEU) PDFritastoicaNo ratings yet
- SEA 2001 MathematicsDocument18 pagesSEA 2001 MathematicsAnna Del Rey ValtersenNo ratings yet
- Afar Corporate LiquidationDocument3 pagesAfar Corporate LiquidationClyde RamosNo ratings yet
- QGIS 3.16 PyQGISDeveloperCookbook enDocument164 pagesQGIS 3.16 PyQGISDeveloperCookbook enatakan bilgiliNo ratings yet
- Isasmelt: The ISASMELT Furnace Advantages of The ISASMELT Process History of The ProcessDocument18 pagesIsasmelt: The ISASMELT Furnace Advantages of The ISASMELT Process History of The ProcessHunNo ratings yet
- Data Transmission Over Inmarsat in TCP/IP EnvironmentDocument7 pagesData Transmission Over Inmarsat in TCP/IP EnvironmentpankajlangadeNo ratings yet
- Rkvy (Status Note Meeting Dated 13.06.2024)Document6 pagesRkvy (Status Note Meeting Dated 13.06.2024)chandwanivinayNo ratings yet
- MSDS of Asi-CalphosDocument4 pagesMSDS of Asi-Calphosthiensuty74No ratings yet
- CaoDocument128 pagesCaoAkansha VermaNo ratings yet
- Rice Milling SystemDocument151 pagesRice Milling SystemZheejae Lao-aten100% (4)
- Cuizon V RamoleteDocument2 pagesCuizon V RamoleteHazel BarbaronaNo ratings yet
- Milling Machine EMCOMAT FB 450L 600L enDocument12 pagesMilling Machine EMCOMAT FB 450L 600L enŽan PjerNo ratings yet
- Lab Report - Talayan Q.CDocument10 pagesLab Report - Talayan Q.CDennis SagaoNo ratings yet
- Research Paper Topics LeadershipDocument7 pagesResearch Paper Topics Leadershipgz45tyye100% (1)
- Chapter 01 (Introduction To Marketing Part II)Document54 pagesChapter 01 (Introduction To Marketing Part II)Dilshan KularathneNo ratings yet
- PCR Measur Tektronix PDFDocument24 pagesPCR Measur Tektronix PDFGrzegorz ZissNo ratings yet
- Liminal Business and Entity Verification Market and Buyers Guide - 12122023Document53 pagesLiminal Business and Entity Verification Market and Buyers Guide - 12122023rand808No ratings yet
- PNP Key Personnel As of August 10 2022Document14 pagesPNP Key Personnel As of August 10 2022ricolavinaNo ratings yet
- QMS - CA Exercise ISODocument3 pagesQMS - CA Exercise ISOBharat DigheNo ratings yet
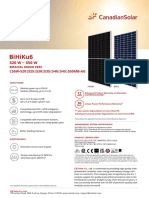
- CS Datasheet BiHiKu6 - CS6W MB AG - v2.1 - EN (Canadise)Document2 pagesCS Datasheet BiHiKu6 - CS6W MB AG - v2.1 - EN (Canadise)AlejandraNo ratings yet
- Organizational Behavior Course Paper - Eubra, John MichaelDocument7 pagesOrganizational Behavior Course Paper - Eubra, John MichaelJohn Michael EubraNo ratings yet