Int J Mater Form DOI 10.
1007/s12289-008-0020 -5 # Springer/ESAFORM 2008
Influence of draw restraining force on the springback in advanced high strength steels
R. Padmanabhan1, Jihyun Sung2, H. Lim2, M.C. Oliveira1, L.F. Menezes1, R.H. Wagoner2
1
CEMUC, Department of Mechanical Engineering University of Coimbra, Polo II e mail: {padmanabhan, marta.oliveira, luis.menezes}@dem.uc.pt Coimbra 3030 788, Portugal
Department of Materials Science and Engineering The Ohio State University, 177 Watts Hall 2041 College Road, Columbus OH 43210 1179, USA e mail: {sungj, lim, wagoner}@matsceng.ohio state.edu ABSTRACT: Draw beads are used in sheet metal forming processes to regulate material flow and achieve higher quality in the parts. The draw beads impose draw restraining force on the blank which eliminates defects such as wrinkling, tearing and reduces springback. In a draw-bend test, the draw restraining force is imitated by the back force applied through a hydraulic ram. As the back force increases, large strain is induced which reduces springback tendency. This study evaluates the influence of back force on the springback behavior in advanced high strength steel (AHSS). Three grades of dual-phase steel, namely DP600, DP800, DP980, are used with normalized back forces ranging from 0.5 to 1.1. The springback decreases as the back force increases. Anticlastic curvature as well as curl radius has significant influence on the springback behavior of dual phase steels. Key words: Forming, AHSS, Springback, Draw-bend test, Anticlastic curvature work-hardening exponent of the dual-phase steels. This in turn increases problems such as springback, higher loads on the forming tools, etc. This study focuses on the influence of drawing restraining force on the springback characteristics of the dual-phase steel using draw-bend test. Draw-bend tests imitate typical forming procedure involving tensile loading, bending, and unbending as the specimen is drawn over the roller [4]. As the sheet tension is increased, through a hydraulic actuator in the draw-bend tester, springback reduces at different rates for different materials [5]. 2 EXPERIMENTAL PROGRAM 2.1 Material
Table 1. Material Properties Property Youngs Modulus (GPa) Poisson Ratio Yield Stress (MPa) UTS (MPa) Thickness (mm) DP600 200 0.3 362 651 1.44 DP800 210 0.3 512 807 1.44 DP980 210 0.3 578 979 1.44
1 INTRODUCTION Advanced high strength steels (AHSS) are engineered to have both high strength and enhanced formability characteristics. Yet, the formed components undergo springback due to elastic recovery after removal of the forming tools. This severely affects the dimensional accuracy of the part. Many techniques have been evolved to deal with springback. A simple approach is to design forming tools that compensate for springback [1]. As the springback increase, its variability will also increase that result in the die correction estimation difficulties, especially when the part has complex geometry [2]. An effective approach to reduce springback is by attaining adequate strain levels in the part. This can be achieved by utilizing draw beads to induce large strain and reduce elastic recovery process in the part [3]. Dual phase steels have excellent ductility and work-hardening rate resulting in a superior strength-ductility balance. Higher strength levels and improved formability are achieved in the parts due to increased values of
Three grades of dual phase steel, namely DP600,
DP800, DP980, were used in this study. Some material properties are listed in table 1. 2.2 Draw bend test specimen The draw-bend test specimens were cut along the rolling direction for 710 mm length and 25.4 mm width. In addition, 50.1 mm wide specimens made from DP600 steel were used for comparison. 2.3 Draw bend test procedure and Parameters The draw-bend tester is capable of imposing longer drawn distance and various front and back forces on the specimen [6, 7].
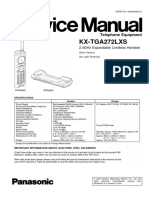
the 6.4 and 11.1 mm roller radii, respectively. Minimum friction (free rolling) was used in all experiments. 3 RESULTS AND DISCUSSION 3.1 Springback Angle Figure 2 shows the springback angle (��) for different materials at different back forces, ranging from 50% yield strength to 110% yield strength for a roller radius of 6.4 mm. As the back forces increase, the springback angle reduces. The rate of reduction in springback angle increases with increasing material strength. The springback angle at high back forces is controlled by anticlastic curvature [9]. Higher back forces accentuate anticlastic curvature, which in turn increases the moment of inertia of the specimen cross section, thus reducing springback. At low back forces (Fb), the springback angles for increasing material strength are higher. Beyond Fb = 0.8 this trend reverses, and the springback angles for increasing material strength become smaller.
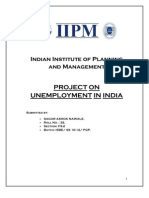
A B C
Fig. 1. Schematic of the stages of the draw-bend test and unloaded specimen geometry [8]
The specimen was mounted between the front and back actuators and a pretension (back force) was applied using the back actuator. The back force was varied between 50% yield strength of the material to 110 % yield strength at regular intervals of 10%. Immediately after the application of back force, the specimen is drawn to a distance of 127 mm at a rate of 25.4 mm per second. At the end of drawing, the specimen was released from the tester and its profile was traced on paper. The time between release from the tester and tracing was close to 30 seconds. The anticlastic curvature (Ra) and curl radius (r) were measured using a Kreon (KZ50) LASER device. They were measured on each specimen in region 3, at a position 76 mm from the location of the boundary between region 1 and region 2 (fig. 1). The R/t ratios under analysis are close to 4.6 and 7.9 for
Fig. 2. Springback angle obtained using R = 6.4 mm
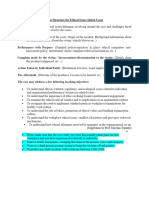
To determine the influence of specimen width on springback, specimens made of DP600 steel were tested in two widths: 50.1 mm and 25.4 mm. Springback angle results for these specimens are also presented in figure 2. At low back forces, both specimens produced same springback while back forces beyond 80% yield strength produced considerable deviations in springback angle. Due to high contact forces, back forces more than 90% of yield strength cannot be tested for wider specimens. Figure 3 shows the springback angle for various back forces using a roller radius of 11.1 mm. As the back forces increase, the springback angle reduces with marginal difference in the rate of reduction.
reduced marginally in DP980 specimens. In higher grade steels, especially DP980, the anticlastic radius of curvature reduces due to the development of a tertiary curvature between region 2 and region 3 in figure 1. This behavior is further explained at the end of section 3.3.
Fig. 3. Springback angle obtained using R = 11.1 mm
The springback angle obtained using 11.1 mm roller radius is less than that obtained by using a roller radius of 6.4 mm. Over the range of back forces DP980 produced more springback compared to DP800 and DP600 respectively. 3.2 Anticlastic curvature
Fig. 5. Anticlastic radius of curvature using R = 11.1 mm
3.3 Curl radius
Fig. 4. Anticlastic radius of curvature using R = 6.4 mm
Anticlastic curvature develops due to differential lateral contraction through thickness of the sheet under the principal bending action. It depends on the magnitude of the back force and the roller radius. As the back force increases in the sheet, the springback angle can drop drastically due to the appearance of anticlastic curvature. Figure 4 shows the increase in anticlastic radius of curvature as the back forces increase, using a roller radius of 6.4 mm. As the relative back force increases beyond 0.7, significant increase in the anticlastic curvature is observed, especially in DP600 steel. The trend is similar for DP600 steel using 11.1 mm roller radius, as shown in Fig. 5. In DP800 specimens, the anticlastic radius of curvature remained almost the same for all back forces and it
Fig. 6. Curl radius using R = 6.4 mm
Fig. 7. Curl radius using R = 11.1 mm
The curl radius (r) at the region that has undergone
bending and unbending, over an arc length of 127 mm, is related to the springback angle. As shown in figure 6, increasing the back force increases the curl radius. The trend is opposite to that observed for springback angle. The curl radius in DP980 increased sharply as the back force increases, while the increase is moderate in other steels. Figure 7 shows the increase in curl radius using 11.1 mm roller radius. The increase is similar in the three grades of steel. In DP980, as the back force increased beyond 100% yield strength, a tertiary curvature developed between region 2 and region 3. Higher back forces, yield strength and beyond,
causes prestrain in the specimen before the drawbend procedure. This increased the strength in the specimen and consequently resulted in a complex geometry after the draw-bend procedure. Figure 8 shows the profile of the draw-bend portion of the specimen as two sections, AB and BC (indicated in figure 1). As shown in Fig. 8, curvature 1 and curvature 3 have their centers on one side, and curvature 2 has its center on the opposite side. Normalized back forces beyond 1.0 result in a complex stress state in the specimen and hence an intermediate curvature is developed.
Fig. 8. Unloaded profile of the draw-bend region 1.
4 CONCLUSIONS Three grades of dual-phase steel specimens were subjected to different back forces to determine their springback behavior using two different roller radii. As the back force increase, the springback angle can drop quickly with increasing material strength. This behavior is pronounced at low R/t ratios. Draw restraining force has significant influence on the springback; higher forces result in less springback and consequently produce dimensional stability in the formed part. Anticlastic radius of curvature and curl radius have direct implication on the springback angle in the draw-bend specimen. A tertiary curvature was observed in DP980 specimens at higher back forces.
ACKNOWLEDGEMENTS The authors acknowledge the Ohio State University for providing material and facilities to conduct the experiments for this study. The authors from Portuguese Institution are grateful to the Portuguese Foundation for Science and Technology (FCT) for the financial support through the program POCI 2010. REFERENCES 2.
3.
4.
5.
6.
7.
8.
9.
Wei Gan, R.H. Wagoner, Die design method for sheet springback, International Journal of Mechanical Sciences 46 (2004) 1097-1113. M.C. Oliveira, J.L. Alves, B.M. Chaparro, L.F. Menezes, Study on the influence of work-hardening modeling in springback prediction, International Journal of Plasticity 23 (2007) 516543. J-H. Song, H. Huh, S-H. Kim, A simulation-based design parameter study in the stamping process of an automotive member, Journal of Materials Processing Technology 189 (2007) 450-458. W.D. Carden, L.M. Geng, D.K. Matlock, R.H. Wagoner, Measurement of Springback, International Journal of Mechanical Sciences 44 (2002) 79-101. K.P. Li, W.P. Carden, R.H. Wagoner, Simulation of Springback, International Journal of Mechanical Sciences 44 (2002) 103-122. G.J. Wenzloff, T.A. Hylton, D.K. Matlock, A new procedure for the bending under tension friction test. Journal of Material Engineering and Performance, 1(5) (1992) 609613. D.W. Vallance, D.K. Matlock, Application of the bending-under-tension friction test to coated sheet steels, Journal of Material Engineering and Performance, 1(5) ( 1992) 685693. J.F. Wang, R.H. Wagoner, D.K. Matlock, F. Barlat, Anticlastic curvature in draw-bend springback, International Journal of Solids and Structures 42 (2005) 1287-1307. L. Geng, R.H. Wagoner, Role of plastic anisotropy and its evolution on springback, International Journal of Mechanical Sciences 44 (2002) 123-148.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Lesson 6 Designing and Managing ServiceDocument15 pagesLesson 6 Designing and Managing ServiceKryssel AsleyNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- NB IoTDocument210 pagesNB IoTAmit ButolaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Unemployment in IndiaDocument21 pagesUnemployment in IndiaSagar Nawale73% (37)
- Achievement MotivationDocument3 pagesAchievement Motivationarya soman50% (2)
- Finals ChapterDocument85 pagesFinals ChapterSyraChiaraDumaguingNo ratings yet
- 10 Tricky PSLE Math QuestionsDocument6 pages10 Tricky PSLE Math QuestionsClarisa CynthiaNo ratings yet
- KX Tga272lxsDocument74 pagesKX Tga272lxsAnonymous Lfgk6vygNo ratings yet
- Peer Mentoring in A University Jazz Ensemble: by Andrew GoodrichDocument27 pagesPeer Mentoring in A University Jazz Ensemble: by Andrew GoodrichMatthew BelyeuNo ratings yet
- IPv4 AddressingDocument44 pagesIPv4 AddressingAlfred Terre LlasosNo ratings yet
- University of Gondar College of Business and Economics: Scool of Economics PPT Compiled For Macroeconomics IDocument83 pagesUniversity of Gondar College of Business and Economics: Scool of Economics PPT Compiled For Macroeconomics IMERSHANo ratings yet
- ACC 206 Week 3 Assignment Chapter Four and Five ProblemsDocument5 pagesACC 206 Week 3 Assignment Chapter Four and Five Problemshomeworktab0% (1)
- The Effect of Social Media Influencer On Brand Image, Self-Concept, and Purchase IntentionDocument14 pagesThe Effect of Social Media Influencer On Brand Image, Self-Concept, and Purchase IntentionLiza NoraNo ratings yet
- Supreme Court: CIR v. Marubeni Corp. G.R. No. 137377Document12 pagesSupreme Court: CIR v. Marubeni Corp. G.R. No. 137377Jopan SJNo ratings yet
- RF Test Report 1851136 PDFDocument30 pagesRF Test Report 1851136 PDFlucas barriosNo ratings yet
- Case Study TipsDocument4 pagesCase Study TipsUjjawal PandeyNo ratings yet
- Computers & Geosciences: Peisheng Zhao, Theodor Foerster, Peng YueDocument10 pagesComputers & Geosciences: Peisheng Zhao, Theodor Foerster, Peng YueBimotedjoNo ratings yet
- Project Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1Document29 pagesProject Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1mohamed bangouraNo ratings yet
- TDC Book Parte6Document44 pagesTDC Book Parte6QUARCISSUSNo ratings yet
- Project Management and Its Effects of Quality Control in ConstructionDocument5 pagesProject Management and Its Effects of Quality Control in Constructionbotch100% (3)
- Zwcad Cost ComparisonDocument1 pageZwcad Cost ComparisonVishvam Vishu 26No ratings yet
- Kyoto ProtocolDocument117 pagesKyoto ProtocolOrollessNo ratings yet
- Gmail - Your Monday Ride With OlaDocument2 pagesGmail - Your Monday Ride With OlaViswa BhuvanNo ratings yet
- Report On For-Profit Charter Management CompaniesDocument250 pagesReport On For-Profit Charter Management CompaniesJustin HinkleyNo ratings yet
- PT-059 TG-6 Uwc 2019-05Document1 pagePT-059 TG-6 Uwc 2019-05Sylvie CatalanNo ratings yet
- European Patent Office (Epo) As Designated (Or Elected) OfficeDocument40 pagesEuropean Patent Office (Epo) As Designated (Or Elected) Officejasont_75No ratings yet
- Dramasystem Reference Document / Robin D. Laws / P. 1Document27 pagesDramasystem Reference Document / Robin D. Laws / P. 1JamieNo ratings yet
- Essar Steel-Defaulting On Debt RepaymentDocument9 pagesEssar Steel-Defaulting On Debt RepaymentSudani Ankit100% (1)
- Curriculum Vitae: Hem KumarDocument6 pagesCurriculum Vitae: Hem KumarHem KumarNo ratings yet
- Solution Manual For Introduction To Electrodynamics 4 e 4thDocument17 pagesSolution Manual For Introduction To Electrodynamics 4 e 4thglaivefang2a8v67100% (22)
- Engine Electrical SystemDocument57 pagesEngine Electrical SystemZatovonirina RazafindrainibeNo ratings yet