Download as doc, pdf, or txt
You might also like
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- HSP 107049 - Rev H - Operating Manual CFS-1-3 2G TextDocument88 pagesHSP 107049 - Rev H - Operating Manual CFS-1-3 2G TextRenārs BērtiņšNo ratings yet
- Lab 4-TORSION TEST PDFDocument6 pagesLab 4-TORSION TEST PDFJesse Lee0% (3)
- Scalise Trusts and Estates Outline Spring 2020Document29 pagesScalise Trusts and Estates Outline Spring 2020Michael Langer100% (2)
- Manual Oil Cooler BloksmaDocument6 pagesManual Oil Cooler Bloksmaapi-377451960% (5)
- Micrometer Calibration Using Slip GaugesDocument6 pagesMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- Experiment 4Document4 pagesExperiment 4Mohsin Munawar67% (3)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Damayanti Nasita DISC and MotivatorsDocument11 pagesDamayanti Nasita DISC and Motivatorss.ratihNo ratings yet
- No. Object of Measurement Measuring Instrument Measuring Instructions Permissible Variation Measured VariationDocument4 pagesNo. Object of Measurement Measuring Instrument Measuring Instructions Permissible Variation Measured VariationsandeshlikesNo ratings yet
- Engineering Metrology InstrumentsDocument17 pagesEngineering Metrology InstrumentsAnilChauvanNo ratings yet
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNo ratings yet
- Calibration of Precision Measuring InstrumentsDocument28 pagesCalibration of Precision Measuring InstrumentsSarath TejaNo ratings yet
- Euronorm 2-80Document16 pagesEuronorm 2-80Phung Tuan AnhNo ratings yet
- Mechanical Instruments and ToolsDocument14 pagesMechanical Instruments and ToolsShakib Shaikh100% (3)
- Manufacturing EngineeringDocument70 pagesManufacturing EngineeringPRINCE RAJNo ratings yet
- MMMDocument34 pagesMMMVaibhav Vithoba NaikNo ratings yet
- Mechanical Measurement LaboratoryDocument24 pagesMechanical Measurement LaboratoryMahendra SinghNo ratings yet
- Department of Transportation: California Test 687 August 2003Document10 pagesDepartment of Transportation: California Test 687 August 2003Benjamin SalinasNo ratings yet
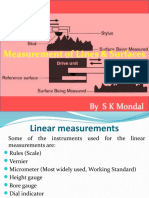
- Ch-25 Measurement of Lines - SurfacesDocument92 pagesCh-25 Measurement of Lines - SurfacesManojNo ratings yet
- Metrology and Computer Aided Inspection 1 ADocument68 pagesMetrology and Computer Aided Inspection 1 ATanmay SinghalNo ratings yet
- Angular MeasurementDocument46 pagesAngular Measurementavutu_kunduruNo ratings yet
- Is 1608 - 2005 - 10Document1 pageIs 1608 - 2005 - 10SvapneshNo ratings yet
- Rollers and Slip GaugesDocument6 pagesRollers and Slip GaugesAnand Babu50% (2)
- Metrology and Measurements Lab Manual: V Semester Mechanical Engineering Rajalakshmi Engineering CollegeDocument30 pagesMetrology and Measurements Lab Manual: V Semester Mechanical Engineering Rajalakshmi Engineering CollegeSanju JohnNo ratings yet
- Metrology Lab ManualDocument39 pagesMetrology Lab ManualNivedh Vijayakrishnan0% (1)
- JJ204 Workshop Technology Semester 2Document150 pagesJJ204 Workshop Technology Semester 2Ye ChonnNo ratings yet
- Reverse Dial Alignment ProcedureDocument7 pagesReverse Dial Alignment Procedureazroy06No ratings yet
- Your Tape Measure Is WrongDocument7 pagesYour Tape Measure Is WrongJ VNo ratings yet
- Taper and Angular MeasureDocument29 pagesTaper and Angular Measurelaxmikanta sahuNo ratings yet
- Press q3 Ass 2Document5 pagesPress q3 Ass 2Arslan RaoNo ratings yet
- Workshop: University of Engineering and Technology, Lahore (FSD Campus)Document7 pagesWorkshop: University of Engineering and Technology, Lahore (FSD Campus)mjunaidNo ratings yet
- API Spec 5CT IntroductionDocument37 pagesAPI Spec 5CT IntroductionChandrasekhar Sonar100% (2)
- MM 2Document7 pagesMM 2Vaibhav SHRIMALINo ratings yet
- Machine Tool Testing - RaviDocument4 pagesMachine Tool Testing - RaviRavi AgarwalNo ratings yet
- MMM Experiment No.3 PDFDocument5 pagesMMM Experiment No.3 PDFঅর্ঘ্য রায়No ratings yet
- ComparatorDocument20 pagesComparatorprakaashtNo ratings yet
- Ensayo de Doblez GuiadoDocument4 pagesEnsayo de Doblez GuiadoJulio Alejandro GómezNo ratings yet
- Model AnsDocument20 pagesModel AnsAnurag ThiteNo ratings yet
- Lab Manual: Metrology and Industrial InspectionDocument29 pagesLab Manual: Metrology and Industrial InspectionFaysal AhmedNo ratings yet
- Verification of Working Tapes With A Master TapeDocument14 pagesVerification of Working Tapes With A Master TapeTauseef Aamere RoseNo ratings yet
- FLUJO POR DIAMETRO TURBINA NuFlo - Liquid - Turbine PDFDocument6 pagesFLUJO POR DIAMETRO TURBINA NuFlo - Liquid - Turbine PDFOctavio CharryNo ratings yet
- The Micrometer: Basic TypesDocument4 pagesThe Micrometer: Basic TypesJofer SantiagoNo ratings yet
- Angle MeasurementDocument19 pagesAngle MeasurementHemant KumarNo ratings yet
- 2015.12.08 Material Models EN10002Document6 pages2015.12.08 Material Models EN10002Herman AucampNo ratings yet
- Index: Ex. No Name of The Experiment Page No. Cycle IDocument29 pagesIndex: Ex. No Name of The Experiment Page No. Cycle Iprakashrs295No ratings yet
- Determination of Elmendorf Tearing Resistance: Product Testing Apparatus Product Testing ApparatusDocument3 pagesDetermination of Elmendorf Tearing Resistance: Product Testing Apparatus Product Testing Apparatusjrlr65No ratings yet
- Milling IndexingDocument25 pagesMilling IndexingJeevanantham KannanNo ratings yet
- Department of Transportation: California Test 670 February 2011Document11 pagesDepartment of Transportation: California Test 670 February 2011uhu_plus6482No ratings yet
- UT 7 Displaying Ultrasonic Indications Angle Beam Inspection WithDocument21 pagesUT 7 Displaying Ultrasonic Indications Angle Beam Inspection WithAZAZ AHMADNo ratings yet
- Lab Manual: Machining Processes and Metrology Lab (MEE211L)Document27 pagesLab Manual: Machining Processes and Metrology Lab (MEE211L)Agnivesh SharmaNo ratings yet
- O I M L: Rganisation Nternationale DE Étrologie ÉgaleDocument10 pagesO I M L: Rganisation Nternationale DE Étrologie ÉgaleDinh Thang LeNo ratings yet
- Machine Tool TestingDocument9 pagesMachine Tool TestingAnand Babu70% (10)
- Section 5 Basic MeasurementsDocument62 pagesSection 5 Basic Measurementsrolando maisoNo ratings yet
- O I M L: Rganisation Nternationale DE Étrologie ÉgaleDocument10 pagesO I M L: Rganisation Nternationale DE Étrologie ÉgaleWanda DarmawanNo ratings yet
- By The End of The Lesson, Students Should Be Able ToDocument33 pagesBy The End of The Lesson, Students Should Be Able ToMichael Castro AbuduNo ratings yet
- SOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes1 Tape-to-Tape MethodDocument14 pagesSOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes1 Tape-to-Tape MethodEdinson Mejia VieccoNo ratings yet
- 6-Screw and Gear MeasurementDocument50 pages6-Screw and Gear MeasurementRohit BhangaleNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- 4hana MMDocument5 pages4hana MMsandeshlikesNo ratings yet
- 4HANADocument8 pages4HANAsandeshlikesNo ratings yet
- 4HANA Part 1Document5 pages4HANA Part 1sandeshlikesNo ratings yet
- 4HANA Part 2Document8 pages4HANA Part 2sandeshlikesNo ratings yet
- Scan 29 Jul 22 03 55 51Document8 pagesScan 29 Jul 22 03 55 51sandeshlikesNo ratings yet
- Adobe Scan 10 Oct 2023Document2 pagesAdobe Scan 10 Oct 2023sandeshlikesNo ratings yet
- XFGDFDocument1,023 pagesXFGDFsandeshlikesNo ratings yet
- 4hana MMDocument6 pages4hana MMsandeshlikesNo ratings yet
- HVAC For BeginnersDocument695 pagesHVAC For BeginnerssandeshlikesNo ratings yet
- Adobe Scan 10 Oct 2023Document2 pagesAdobe Scan 10 Oct 2023sandeshlikesNo ratings yet
- Drawing 1Document1 pageDrawing 1sandeshlikesNo ratings yet
- ErtertDocument18 pagesErtertsandeshlikesNo ratings yet
- Composite Analysis in ANSYS:: Step-1Document2 pagesComposite Analysis in ANSYS:: Step-1sandeshlikesNo ratings yet
- U P H T ZJ W: Cavitated RegionDocument1 pageU P H T ZJ W: Cavitated RegionsandeshlikesNo ratings yet
- FemDocument27 pagesFemSandeep SinghNo ratings yet
- Chapter - 3: Load and Stress AnalysisDocument23 pagesChapter - 3: Load and Stress AnalysissandeshlikesNo ratings yet
- Modal Analysis: Training ManualDocument40 pagesModal Analysis: Training ManualsandeshlikesNo ratings yet
- Chapter 08: TORSION of Shafts: Beam4Document7 pagesChapter 08: TORSION of Shafts: Beam4sandeshlikesNo ratings yet
- Viva QuestionsDocument3 pagesViva QuestionssandeshlikesNo ratings yet
- Applied Mechanics and Strength of Materials: Clemens ABDocument12 pagesApplied Mechanics and Strength of Materials: Clemens ABsandeshlikesNo ratings yet
- R.A 10171Document2 pagesR.A 10171Hazel Anne MarianoNo ratings yet
- Michelin Guide Tokyo 2018 Press ReleaseDocument2 pagesMichelin Guide Tokyo 2018 Press ReleaseMonica BurtonNo ratings yet
- Research Seminar Course Outline GlobalmarketingDocument3 pagesResearch Seminar Course Outline GlobalmarketingSaid Ahmed100% (1)
- Mktmgt1207 g3 Attitudes and IntentionsDocument19 pagesMktmgt1207 g3 Attitudes and IntentionsHazel Roxas DraguinNo ratings yet
- Activity On Ohms Law For Laboratory (Bautista)Document5 pagesActivity On Ohms Law For Laboratory (Bautista)Dan Patrick BautistaNo ratings yet
- Introduction To Python: A Dynamically Typed Programming Language Allowing Multiple Paradigms - OO, FunctionalDocument34 pagesIntroduction To Python: A Dynamically Typed Programming Language Allowing Multiple Paradigms - OO, Functionalsabar5No ratings yet
- Ace Resort Case StudyDocument4 pagesAce Resort Case StudySakshi AgarwalNo ratings yet
- SIE 321 Probabilistic Models in OR Homework 4: Problem 1Document3 pagesSIE 321 Probabilistic Models in OR Homework 4: Problem 1sherryy619No ratings yet
- Bicmos TechnologyDocument18 pagesBicmos TechnologyRaghava RaghuNo ratings yet
- Financial Projection For Re-Org 2020 & 2021Document32 pagesFinancial Projection For Re-Org 2020 & 2021Mitchie Binarao BaylonNo ratings yet
- Column DesignDocument26 pagesColumn DesignZakwan ZakariaNo ratings yet
- Yahoo Finance - Stock Market Live, Quotes, Business & FinanceDocument4 pagesYahoo Finance - Stock Market Live, Quotes, Business & FinanceSunket PatelNo ratings yet
- Industrial Training: Hutchison Essar South Ltd. (Punjab)Document34 pagesIndustrial Training: Hutchison Essar South Ltd. (Punjab)Manoj KumarNo ratings yet
- IAS Chapter 1 EditedDocument36 pagesIAS Chapter 1 Editedteshu wodesaNo ratings yet
- National Working Plan CodeDocument8 pagesNational Working Plan Codejunk mattum1No ratings yet
- Unit 7 Vocabulary Quiz For C1 PW3 October 2019Document2 pagesUnit 7 Vocabulary Quiz For C1 PW3 October 2019anaflaviaaguiarNo ratings yet
- Combination StrategyDocument5 pagesCombination StrategyNadya ShaminiNo ratings yet
- Criminal Investigation Doc1Document17 pagesCriminal Investigation Doc1Isa BorodoNo ratings yet
- ListDocument36 pagesListsldjadNo ratings yet
- Jargas Semarang App 1.0Document2,233 pagesJargas Semarang App 1.0Nur Yuwono AjiNo ratings yet
- MBA Internship ReportDocument47 pagesMBA Internship Reportডক্টর স্ট্রেইঞ্জ100% (1)
- Memorandum of AgreementDocument4 pagesMemorandum of AgreementJudilyn Ravilas100% (1)
- Reflection On Being A Practcie TeacherDocument1 pageReflection On Being A Practcie TeacherDave Cali-atNo ratings yet
- WlanDocument19 pagesWlanLakshay SharmaNo ratings yet
- Technical - AHU 1 - DM2-2033 GresikDocument8 pagesTechnical - AHU 1 - DM2-2033 Gresikponimin83No ratings yet
- Week 12 DigestDocument16 pagesWeek 12 DigestEdz Votefornoymar Del RosarioNo ratings yet