Download as pdf or txt
You might also like
- Training Manual Consepts of Steam Turbine MaintenanceDocument102 pagesTraining Manual Consepts of Steam Turbine Maintenancemen100% (2)
- VACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10Document1 pageVACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10ho-fa100% (2)
- Tilting Pad Journal Bearings: Principles of OperationDocument18 pagesTilting Pad Journal Bearings: Principles of OperationZeeshan Sajid100% (4)
- Philadelphia Gear IOM ManualDocument36 pagesPhiladelphia Gear IOM ManualHabibie Rahman100% (1)
- Turning Gear OperationDocument9 pagesTurning Gear Operationjavier100% (3)
- Transient Thermal VibrationDocument18 pagesTransient Thermal VibrationJarot Prakoso100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Pressure Dam Bearings USEFULDocument16 pagesPressure Dam Bearings USEFULAmna Chaudary100% (2)
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Analysis of Vibratory Stress of Integral Shroud BladeDocument12 pagesAnalysis of Vibratory Stress of Integral Shroud BladeRoshan Shanmughan100% (1)
- Alignment Shaft Thermal GrowthDocument6 pagesAlignment Shaft Thermal Growthmmcsw6624No ratings yet
- Limits Fits and TolerancesDocument62 pagesLimits Fits and TolerancesVikrant SinghNo ratings yet
- 08 - Waukesha Bearing PDFDocument77 pages08 - Waukesha Bearing PDFKaung Htet Cho100% (1)
- Tilting Pad Bearing PreloadDocument3 pagesTilting Pad Bearing Preloadrafay0saeed100% (3)
- Sleeve Bearing Diagnostics R1Document75 pagesSleeve Bearing Diagnostics R1Daniel_Ali_b100% (1)
- Rotor Bow CharacteristicsDocument3 pagesRotor Bow Characteristicschdi100% (1)
- Steam Turbine Rotor CrackDocument11 pagesSteam Turbine Rotor Crackpoloko7100% (2)
- 03 Product OverviewDocument44 pages03 Product OverviewMamdouh ElhanafyNo ratings yet
- Measurement of Bearing Clearance - Turbomachinery MagazineDocument3 pagesMeasurement of Bearing Clearance - Turbomachinery MagazineNath BoyapatiNo ratings yet
- Tilting Pad BearingDocument11 pagesTilting Pad BearingDharmendra JainNo ratings yet
- 5000 KW Gearbox High Pinion Bearing Temperatures 1644227029Document7 pages5000 KW Gearbox High Pinion Bearing Temperatures 1644227029MC ANo ratings yet
- Vibration Analysis On BearingsDocument67 pagesVibration Analysis On BearingsronfrendNo ratings yet
- 1.7 Bearing-PreloadDocument80 pages1.7 Bearing-PreloadZulkefli SarjiNo ratings yet
- High Vibration at Main Gear Box of Gas TurbineDocument9 pagesHigh Vibration at Main Gear Box of Gas TurbineJJNo ratings yet
- Accessory and Load Gearbox ProblemsDocument36 pagesAccessory and Load Gearbox ProblemsJJ100% (1)
- Blade-St: The Complete Steam Turbine Blade Analysis ToolDocument8 pagesBlade-St: The Complete Steam Turbine Blade Analysis Toolramnadh803181No ratings yet
- BB5-Barrel Pumps-To Be or Not To BeDocument31 pagesBB5-Barrel Pumps-To Be or Not To Beanon_437384288100% (1)
- What Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor PerspectiveDocument10 pagesWhat Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor Perspectiveabdulyunus_amir100% (1)
- Dynamic of Bow RotorDocument20 pagesDynamic of Bow Rotormh1999100% (1)
- CCUG High Speed Balance: Mechanical Dynamics & AnalysisDocument20 pagesCCUG High Speed Balance: Mechanical Dynamics & Analysiskatibra100% (2)
- Tilting Pad Journal Bearing DesignDocument18 pagesTilting Pad Journal Bearing DesignNguyễn Thanh SơnNo ratings yet
- Reciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedDocument22 pagesReciprocating Compressor Condition Monitoring: © 2010 General Electric Company. All Rights ReservedPablo Alcayaga Penros100% (4)
- Magnetic BearingsDocument26 pagesMagnetic BearingsakhilthampiNo ratings yet
- Loctite Industrial Gearbox Service ManualDocument13 pagesLoctite Industrial Gearbox Service ManualDumitrescuNo ratings yet
- Gear Box-Flender Rro3710421Document23 pagesGear Box-Flender Rro3710421Shihab JamaanNo ratings yet
- Basic Training Program On Vibration AnalysisDocument24 pagesBasic Training Program On Vibration AnalysisMohamed Al-OdatNo ratings yet
- 04 SRL MaintenanceDocument94 pages04 SRL Maintenancerana usman100% (3)
- 1Q05 GasTurbineVibMonitoringDocument15 pages1Q05 GasTurbineVibMonitoringDimas Aji Kharisma CakraNo ratings yet
- Journal BearingsDocument4 pagesJournal Bearingssvenkateswaran86100% (2)
- Unbalance - DefinitionDocument27 pagesUnbalance - DefinitionAV100% (1)
- Alignment Protocol: Siemens LTDDocument6 pagesAlignment Protocol: Siemens LTDhalder_kalyan9216100% (2)
- Steam Turbine FFCDocument31 pagesSteam Turbine FFCTaha KhanNo ratings yet
- 12 1989 Shaft StressDocument4 pages12 1989 Shaft StressRonald GeorgeNo ratings yet
- Catalog FPJ Kinsburry PDFDocument10 pagesCatalog FPJ Kinsburry PDFkalam2k2No ratings yet
- New Shaft Alignment TechniqueDocument9 pagesNew Shaft Alignment TechniquelangtuNo ratings yet
- Labyrinth SealDocument29 pagesLabyrinth SealbambsoeNo ratings yet
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocument15 pagesCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Dynamic BalancingDocument11 pagesDynamic Balancingsantoshlad100% (1)
- Shaft Alignment MathDocument8 pagesShaft Alignment MathJose Rattia100% (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- TURBINE Full MarinedieselsDocument54 pagesTURBINE Full MarinedieselssidNo ratings yet
- Advanced Alignment Alberta ModuleDocument31 pagesAdvanced Alignment Alberta ModuleRick Conrad100% (3)
- Turbine ConstructionDocument7 pagesTurbine ConstructionPrasannaNo ratings yet
- MC HighPressureStageCasingPump E10026Document6 pagesMC HighPressureStageCasingPump E10026govindkaniNo ratings yet
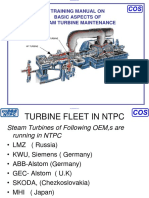
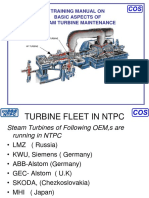
- Turbine FundamentalsDocument102 pagesTurbine FundamentalsAkshayNo ratings yet
- Turbine FundamentalsDocument102 pagesTurbine FundamentalsBalkishan Dyavanapelly91% (11)
- Fluid Coupling: T.M.JoardarDocument43 pagesFluid Coupling: T.M.JoardarKuntal Satpathi50% (2)
- Falk Coupling SGDocument16 pagesFalk Coupling SGJorge Ernesto PinzonNo ratings yet
- Acople Falk-WrapflexDocument16 pagesAcople Falk-Wrapflexhenkis73No ratings yet
- Turbine Protection & EmergenciesDocument28 pagesTurbine Protection & EmergenciesAmit Chauhan96% (24)
- BS en 1452 2 PVC U Pipe SpecDocument38 pagesBS en 1452 2 PVC U Pipe SpecmahdiNo ratings yet
- KKS+ +Function+and+Type PDFDocument1 pageKKS+ +Function+and+Type PDFelrajilNo ratings yet
- Thermo-Act: Automatic Fire Extinguishing SystemDocument8 pagesThermo-Act: Automatic Fire Extinguishing SystemelrajilNo ratings yet
- Certificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)Document1 pageCertificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)elrajilNo ratings yet
- 210 MW PP List of Temporary Piping Material For Acid CleaningDocument2 pages210 MW PP List of Temporary Piping Material For Acid CleaningelrajilNo ratings yet
- M Mahfoz C.V 20 Nov StartupDocument4 pagesM Mahfoz C.V 20 Nov StartupelrajilNo ratings yet
- Pressure GuagesDocument6 pagesPressure GuageselrajilNo ratings yet
- Report 85 Pul Coal PDFDocument59 pagesReport 85 Pul Coal PDFelrajilNo ratings yet
- Xinhua Digital Electro-Hydraulic Control System DEH-V For Steam TurbinesDocument36 pagesXinhua Digital Electro-Hydraulic Control System DEH-V For Steam TurbineselrajilNo ratings yet
- Critical Speedy AwDocument72 pagesCritical Speedy AwelrajilNo ratings yet
- Critical Speed FormulaDocument1 pageCritical Speed FormulaelrajilNo ratings yet
- Improving Critical Speed Calculations Using Flexible Bearing Support FRF Compliance DataDocument27 pagesImproving Critical Speed Calculations Using Flexible Bearing Support FRF Compliance DataelrajilNo ratings yet
- 2-Critical Speed of ShaftDocument5 pages2-Critical Speed of ShaftRidani Faulika Amma100% (3)
- Steam BlowingDocument25 pagesSteam Blowingelrajil0% (1)
- Electrical System COMMISSIONING PDFDocument18 pagesElectrical System COMMISSIONING PDFelrajilNo ratings yet
- Ultrasonic Testing MethodsDocument10 pagesUltrasonic Testing Methodselrajil67% (3)
- Microsoft Project TOCDocument5 pagesMicrosoft Project TOCali_zulfikarNo ratings yet
- Laboratorium Pengujian Teknik Sipil Universitas Bandar LampungDocument1 pageLaboratorium Pengujian Teknik Sipil Universitas Bandar LampungPanji OctaWirawanNo ratings yet
- Manual C28 Plus enDocument28 pagesManual C28 Plus enSveto SlNo ratings yet
- Pentaho CE Vs EE ComparisonDocument4 pagesPentaho CE Vs EE Comparisonbangipool100% (1)
- Opening Your Own Bank Drops: Edited EditionDocument4 pagesOpening Your Own Bank Drops: Edited EditionGlenda83% (6)
- Turbine-Less Ducted Fan Jet Engine: Subsonic PropulsionDocument25 pagesTurbine-Less Ducted Fan Jet Engine: Subsonic PropulsionزهديابوانسNo ratings yet
- Air Cooled Flooded Screw ChillersDocument50 pagesAir Cooled Flooded Screw ChillersAhmed Sofa100% (1)
- A Movie Recommendation System (Amrs)Document27 pagesA Movie Recommendation System (Amrs)shanmukhaNo ratings yet
- Springer Nature Latex TemplateDocument13 pagesSpringer Nature Latex TemplateAndres FloresNo ratings yet
- PTS MATH GRADE 3 ICP (2022-2023) - Abidah FixDocument4 pagesPTS MATH GRADE 3 ICP (2022-2023) - Abidah FixAnita Noor Maidah S.Pd.i. SD Lab UMNo ratings yet
- UpsDocument31 pagesUpsThuyaNo ratings yet
- Philippine Air Force CAS Aircraft Bidding DocumentsDocument151 pagesPhilippine Air Force CAS Aircraft Bidding DocumentsfuccioniNo ratings yet
- ANSWERS For ExercisesDocument13 pagesANSWERS For ExercisesAlia HazwaniNo ratings yet
- (00 Cari) - Iso - 8466 1 1990Document5 pages(00 Cari) - Iso - 8466 1 1990faridsidikNo ratings yet
- Ericka Joyce O. Reynera: PERSONAL - INFORMATIONDocument2 pagesEricka Joyce O. Reynera: PERSONAL - INFORMATIONdead insideNo ratings yet
- Quick Reference Guide: 65 Degree 1800 MHZ Dual Polarized 90 Degree 1800 MHZ Dual PolarizedDocument20 pagesQuick Reference Guide: 65 Degree 1800 MHZ Dual Polarized 90 Degree 1800 MHZ Dual PolarizedРоманКочневNo ratings yet
- 1951 1obli ChronicleDocument18 pages1951 1obli Chronicleapi-198872914No ratings yet
- Steffes 5100 Tech Data SheetDocument4 pagesSteffes 5100 Tech Data SheetcringsredNo ratings yet
- 9de13c0f0c009828f703d0103efa820b.xlsDocument70 pages9de13c0f0c009828f703d0103efa820b.xlsPreeti JaiswalNo ratings yet
- Gen Studs and Engg AptiDocument1 pageGen Studs and Engg AptiasishNo ratings yet
- Edc 2Document103 pagesEdc 2abhi_engg06No ratings yet
- List of TradeMark Forms & Therein PDFDocument17 pagesList of TradeMark Forms & Therein PDFShreeneetRathiNo ratings yet
- MTCNA Lab Guide INTRA 1st Edition - Id.en PDFDocument87 pagesMTCNA Lab Guide INTRA 1st Edition - Id.en PDFreyandyNo ratings yet
- FACTORY IO-Sorting of Boxes (1) / PLC - 1 (CPU 1212C AC/DC/Rly) / Pro Gram BlocksDocument3 pagesFACTORY IO-Sorting of Boxes (1) / PLC - 1 (CPU 1212C AC/DC/Rly) / Pro Gram BlocksHasaan HussainNo ratings yet
- Task 6 - Leave Type Safety ValveDocument3 pagesTask 6 - Leave Type Safety ValveTeguh RaharjoNo ratings yet
- Health The Basics 11th Edition Donatelle Test BankDocument19 pagesHealth The Basics 11th Edition Donatelle Test BankJosephWilliamsinaom100% (6)
- Working Capital Management: Summer Training Project Report ONDocument102 pagesWorking Capital Management: Summer Training Project Report ONSHASHANKNo ratings yet
- OrganoLithium ReagentDocument6 pagesOrganoLithium ReagentizaowsikNo ratings yet
- WhatsApp v. Union of India Filing VersionDocument224 pagesWhatsApp v. Union of India Filing VersionVinayNo ratings yet
- Philippine Statistics Authority: Date (2021)Document9 pagesPhilippine Statistics Authority: Date (2021)Nah ReeNo ratings yet