
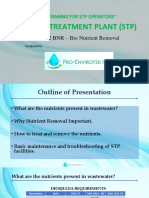
Sludge Process
Sludge Process
You might also like
- Case History - MBR Plant Achieves Higher Flow With PermaCareDocument4 pagesCase History - MBR Plant Achieves Higher Flow With PermaCareSandeep K TiwariNo ratings yet
- Effect of Water Hardness and TDS On Dyeing Quality: International Dyer April 2019Document7 pagesEffect of Water Hardness and TDS On Dyeing Quality: International Dyer April 2019Limario ree100% (1)
- Ovivo Clarifier 30 P BR 1Document4 pagesOvivo Clarifier 30 P BR 1AdyBorsosNo ratings yet
- Sea WaterDocument39 pagesSea WaterArun GuptaNo ratings yet
- STP PDFDocument16 pagesSTP PDFhumaidjafriNo ratings yet
- Boq 196423Document87 pagesBoq 196423sanjaygkpNo ratings yet
- ETP Plant ProposalDocument12 pagesETP Plant ProposalRoshan KaluarachchiNo ratings yet
- Treatment of Seafood Processing Wastewater Using A Moving Bed Biofilm Reactor (MBBR)Document4 pagesTreatment of Seafood Processing Wastewater Using A Moving Bed Biofilm Reactor (MBBR)Dương Ánh100% (1)
- Difference Between SBR MBR and MBBRDocument13 pagesDifference Between SBR MBR and MBBRiaplsales2014No ratings yet
- V3i4 Ijertv3is040786 PDFDocument5 pagesV3i4 Ijertv3is040786 PDFsarikagNo ratings yet
- Dual MediaDocument12 pagesDual MediaPraveen Kesavan NairNo ratings yet
- Filteration: at Constant FlowrateDocument9 pagesFilteration: at Constant FlowrateDurgesh BondeNo ratings yet
- Flint WTP O-M Manual With SOPs 553219 7Document83 pagesFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarNo ratings yet
- IWATER Product Brochure MBBRDocument4 pagesIWATER Product Brochure MBBRAbderrazak AmiriNo ratings yet
- HydranauticsDocument17 pagesHydranauticsNafian AwaludinNo ratings yet
- Loading S Calculations by Dr. Ghaida Abu Rumman enDocument36 pagesLoading S Calculations by Dr. Ghaida Abu Rumman ensauroNo ratings yet
- 10 KLD Civil Based MBR STP - Perspective ViewDocument4 pages10 KLD Civil Based MBR STP - Perspective ViewVivek KapadiaNo ratings yet
- SITE VISIT TO Waste WATER TREATMENT PLANTDocument12 pagesSITE VISIT TO Waste WATER TREATMENT PLANTNajum U Saqib BhatNo ratings yet
- 5 Final CoagulationDocument19 pages5 Final CoagulationGroup-4 CommonNo ratings yet
- BIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeDocument26 pagesBIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeK SASIKUMAR100% (1)
- SFC Belt Filter Press IntroductionDocument38 pagesSFC Belt Filter Press Introductionthinh phanNo ratings yet
- Ewage Reatment Reatment: Recommendations Recommendations and GuidelinesDocument23 pagesEwage Reatment Reatment: Recommendations Recommendations and GuidelinesLê Quốc ThắngNo ratings yet
- LamellaDocument5 pagesLamellaKhoa Nguyen DangNo ratings yet
- Disc Tube Reverse OsmosisDocument4 pagesDisc Tube Reverse OsmosisJha PrabhakarNo ratings yet
- TransBio-filter Sewage Treatment Plant PresentationDocument21 pagesTransBio-filter Sewage Treatment Plant PresentationsushantNo ratings yet
- Rotating Biological ContactorsDocument18 pagesRotating Biological Contactorsjjiménez_142046No ratings yet
- Anaerobic Baffled Reactor (ABR) - SSWM PDFDocument9 pagesAnaerobic Baffled Reactor (ABR) - SSWM PDFAnonymous gqtnY7iRk1No ratings yet
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocument5 pagesMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNo ratings yet
- Design of Arraba Waste Water Treatment Plant: Prepared By: Waleed Rahhal Hamed Daghles Saleh Abdel-RhmanDocument47 pagesDesign of Arraba Waste Water Treatment Plant: Prepared By: Waleed Rahhal Hamed Daghles Saleh Abdel-RhmanMOHAMMED ABBAS NAJI MAALANo ratings yet
- Surface Water Treatment Process A Review On Variou PDFDocument10 pagesSurface Water Treatment Process A Review On Variou PDFWilda Safira RahmaniaNo ratings yet
- Aerated BiofiltersDocument18 pagesAerated BiofiltersNataliaKNo ratings yet
- Capability Brochure Wastewater TreatmentDocument2 pagesCapability Brochure Wastewater TreatmentUdomsin WutigulpakdeeNo ratings yet
- Secondary ClarifierDocument29 pagesSecondary ClarifierNoureddine MerahNo ratings yet
- Sanitiare ICEAS SBR BrochureDocument12 pagesSanitiare ICEAS SBR BrochureleommsouzaNo ratings yet
- Ate Huber-1Document47 pagesAte Huber-1Ravena RemaditaNo ratings yet
- Analysis and Design of Sewage Treatment Plant Using Phytorid TechnologyDocument9 pagesAnalysis and Design of Sewage Treatment Plant Using Phytorid TechnologyIJRASETPublicationsNo ratings yet
- Fab Reactor 2Document5 pagesFab Reactor 2Yasmeen Sana SaadiNo ratings yet
- WTP Boq-FinalDocument3 pagesWTP Boq-FinalT M Murshed Mukul100% (1)
- Sintex Sewage Treatment ..Document3 pagesSintex Sewage Treatment ..Jitu SinghNo ratings yet
- 2014 Berghof Membrane TechnologyDocument53 pages2014 Berghof Membrane TechnologyVictor DominguezNo ratings yet
- Activated Sludge DesignDocument21 pagesActivated Sludge DesignChokri ChakiirNo ratings yet
- UNIT 1-21CSC202J - Operating SystemDocument110 pagesUNIT 1-21CSC202J - Operating SystemveeramatNo ratings yet
- Ozone PaDocument8 pagesOzone PaAmbar AmKaNo ratings yet
- OM Extended Aeration PDFDocument25 pagesOM Extended Aeration PDFHendra SusantoNo ratings yet
- TMF Lime SofteningDocument2 pagesTMF Lime SofteningRachel HechanovaNo ratings yet
- Sewage Treatment Plant (STP) - Module 2Document21 pagesSewage Treatment Plant (STP) - Module 2diana bunaganNo ratings yet
- Project Report On STPDocument24 pagesProject Report On STPRinku SinghNo ratings yet
- 67952Document89 pages67952lee diquiatco0% (1)
- Monitoring, Operation and Control of Ion Exchange Plant: Mel HallDocument73 pagesMonitoring, Operation and Control of Ion Exchange Plant: Mel HallefasaravananNo ratings yet
- WATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 9c - SedimentationDocument17 pagesWATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 9c - Sedimentationmamat88100% (3)
- Textile WastewaterDocument43 pagesTextile Wastewatersujal jhaNo ratings yet
- Semiconductor Wastewater Treatment Using Tapioca Starch As A Natural CoagulantDocument9 pagesSemiconductor Wastewater Treatment Using Tapioca Starch As A Natural Coagulanthuonggiangnguyen3011No ratings yet
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocument8 pagesTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaNo ratings yet
- TC Owtu 502 PDFDocument288 pagesTC Owtu 502 PDFRon100% (1)
- MBR System Vs MBBR Reactor - SigmadafDocument11 pagesMBR System Vs MBBR Reactor - Sigmadafshakib nazmusNo ratings yet
- Membrane ProcessesDocument35 pagesMembrane ProcessesArie Ikhwan SaputraNo ratings yet
- Bio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological WastewaterDocument2 pagesBio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological Wastewaterglo lipaodNo ratings yet
- Removal of Heavy Metals From Wastewater A Review PDFDocument4 pagesRemoval of Heavy Metals From Wastewater A Review PDFSilambarasan SivalingamNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- 34 ST 25 35Document112 pages34 ST 25 35Arun GuptaNo ratings yet
- Digital Online TDS MeterDocument6 pagesDigital Online TDS MeterArun GuptaNo ratings yet
- Weighing SystemDocument151 pagesWeighing SystemArun GuptaNo ratings yet
- Sugar Storage in SilosDocument5 pagesSugar Storage in SilosArun GuptaNo ratings yet
- S. N Description QTY Mtrs Unit Price Rs Total Amount RsDocument1 pageS. N Description QTY Mtrs Unit Price Rs Total Amount RsArun GuptaNo ratings yet
- Static Mixer DataDocument6 pagesStatic Mixer DataArun GuptaNo ratings yet
- Dehumid Prod ListDocument9 pagesDehumid Prod ListArun GuptaNo ratings yet
- JVK Filter Elements enDocument16 pagesJVK Filter Elements enArun GuptaNo ratings yet
- Traffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesDocument1 pageTraffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesArun GuptaNo ratings yet
- RFP For Co-Gen at Palwal Sugar Mills LTDDocument32 pagesRFP For Co-Gen at Palwal Sugar Mills LTDArun GuptaNo ratings yet
- RPM IndicatorDocument2 pagesRPM IndicatorArun GuptaNo ratings yet
- Ship DesignDocument247 pagesShip DesignArun Gupta0% (1)
- Rpm/Rate Indicator With Alarms: SpecificationsDocument2 pagesRpm/Rate Indicator With Alarms: SpecificationsArun GuptaNo ratings yet
- Exercise - GREEN SKILLS - IDocument5 pagesExercise - GREEN SKILLS - Iriddhi totlaniNo ratings yet
- Abd 7 Dindoli TTP Detailed Project ReportDocument82 pagesAbd 7 Dindoli TTP Detailed Project ReportVishesh MistryNo ratings yet
- 147 - Ic-P&id-05 (Biological Reactorl 1-2&3)Document1 page147 - Ic-P&id-05 (Biological Reactorl 1-2&3)Fun TonNo ratings yet
- Pengolahan Air Limbah Menjadi Air Minum Dengan MenDocument8 pagesPengolahan Air Limbah Menjadi Air Minum Dengan MenNurul FarhanyNo ratings yet
- Sewer and Water Line Layout: P 7 7 Froilan S. Florendo, JRDocument1 pageSewer and Water Line Layout: P 7 7 Froilan S. Florendo, JRRA CruzNo ratings yet
- Research Paper On Fuel Cell PDFDocument8 pagesResearch Paper On Fuel Cell PDFc9sf7pe3No ratings yet
- Environmental, Health, and Safety Guidelines For AquacultureDocument19 pagesEnvironmental, Health, and Safety Guidelines For Aquacultureaqua FishNo ratings yet
- Unit 7 Grade 8 Practice 4Document4 pagesUnit 7 Grade 8 Practice 4Khôi Nguyên ĐặngNo ratings yet
- 2SBR REACTOR - 550CMD-MAHA POLICE - XLSXDocument5 pages2SBR REACTOR - 550CMD-MAHA POLICE - XLSXHemant KaleNo ratings yet
- Septic Systems and Their MaintenanceDocument7 pagesSeptic Systems and Their Maintenancepersona100% (1)
- UltrafiltrationDocument5 pagesUltrafiltrationVel MuruganNo ratings yet
- Swing Water CorporationDocument14 pagesSwing Water CorporationArvinthran Raja KumaranNo ratings yet
- Central and State Pollution Control Boards - Constitution, Powers and Functions - Penalties and ProcedureDocument12 pagesCentral and State Pollution Control Boards - Constitution, Powers and Functions - Penalties and ProcedureBinithaNo ratings yet
- Republic Act 9275 Clean Water ActDocument9 pagesRepublic Act 9275 Clean Water ActkaiNo ratings yet
- ECESR Water Polllution enDocument9 pagesECESR Water Polllution enMohamed MansourNo ratings yet
- WASSER Project Final PresentationDocument38 pagesWASSER Project Final PresentationJowsi Abdul JabbarNo ratings yet
- Module I BTCVPE 604 A Industrial Waste Treatment 27 Feb2023Document47 pagesModule I BTCVPE 604 A Industrial Waste Treatment 27 Feb2023atharva jadhavNo ratings yet
- Success Stories Login: Buy A Course BYJU'S GiveDocument9 pagesSuccess Stories Login: Buy A Course BYJU'S GiveCumar MaxamuudNo ratings yet
- STP 2X1000m3 MBBRDocument23 pagesSTP 2X1000m3 MBBRAlhussain KamelNo ratings yet
- G030 Septic Tank and Aqua Privy Design OnlineDocument20 pagesG030 Septic Tank and Aqua Privy Design OnlineshemksNo ratings yet
- EE Lab Viva QuestionsDocument3 pagesEE Lab Viva QuestionsRamaswamy Koodalloor Parasuraman67% (3)
- Adsorption of Methylene Blue Dye From Aqueous Solution by Nano Nickle Oxide CatalystDocument31 pagesAdsorption of Methylene Blue Dye From Aqueous Solution by Nano Nickle Oxide Catalyst4 Aya AshrafNo ratings yet
- Air PolutionDocument18 pagesAir PolutionNur Atikah AbdullahNo ratings yet
- Libro de DesalacionDocument5 pagesLibro de Desalacioneleuterio poncepancaNo ratings yet
- Hitachi Compact MBRDocument11 pagesHitachi Compact MBRYasin ArafathNo ratings yet
- EcosphereDocument160 pagesEcosphereusama aliNo ratings yet
- Hazelo Lab EIA ReportDocument41 pagesHazelo Lab EIA ReportakhileshguptamnreNo ratings yet
- Sludge Management Fog Management Land Discharge of WastewaterDocument18 pagesSludge Management Fog Management Land Discharge of WastewaterNeil RyanNo ratings yet
- References For Dr. WilcoxDocument20 pagesReferences For Dr. Wilcoxpraiseodah16No ratings yet
- Ebook Modular Treatment Approach For Drinking Water and Wastewater PDF Full Chapter PDFDocument67 pagesEbook Modular Treatment Approach For Drinking Water and Wastewater PDF Full Chapter PDFjames.rasmussen912100% (36)





































































































Download as pdf or txt
You might also like
- Case History - MBR Plant Achieves Higher Flow With PermaCareDocument4 pagesCase History - MBR Plant Achieves Higher Flow With PermaCareSandeep K TiwariNo ratings yet
- Effect of Water Hardness and TDS On Dyeing Quality: International Dyer April 2019Document7 pagesEffect of Water Hardness and TDS On Dyeing Quality: International Dyer April 2019Limario ree100% (1)
- Ovivo Clarifier 30 P BR 1Document4 pagesOvivo Clarifier 30 P BR 1AdyBorsosNo ratings yet
- Sea WaterDocument39 pagesSea WaterArun GuptaNo ratings yet
- STP PDFDocument16 pagesSTP PDFhumaidjafriNo ratings yet
- Boq 196423Document87 pagesBoq 196423sanjaygkpNo ratings yet
- ETP Plant ProposalDocument12 pagesETP Plant ProposalRoshan KaluarachchiNo ratings yet
- Treatment of Seafood Processing Wastewater Using A Moving Bed Biofilm Reactor (MBBR)Document4 pagesTreatment of Seafood Processing Wastewater Using A Moving Bed Biofilm Reactor (MBBR)Dương Ánh100% (1)
- Difference Between SBR MBR and MBBRDocument13 pagesDifference Between SBR MBR and MBBRiaplsales2014No ratings yet
- V3i4 Ijertv3is040786 PDFDocument5 pagesV3i4 Ijertv3is040786 PDFsarikagNo ratings yet
- Dual MediaDocument12 pagesDual MediaPraveen Kesavan NairNo ratings yet
- Filteration: at Constant FlowrateDocument9 pagesFilteration: at Constant FlowrateDurgesh BondeNo ratings yet
- Flint WTP O-M Manual With SOPs 553219 7Document83 pagesFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarNo ratings yet
- IWATER Product Brochure MBBRDocument4 pagesIWATER Product Brochure MBBRAbderrazak AmiriNo ratings yet
- HydranauticsDocument17 pagesHydranauticsNafian AwaludinNo ratings yet
- Loading S Calculations by Dr. Ghaida Abu Rumman enDocument36 pagesLoading S Calculations by Dr. Ghaida Abu Rumman ensauroNo ratings yet
- 10 KLD Civil Based MBR STP - Perspective ViewDocument4 pages10 KLD Civil Based MBR STP - Perspective ViewVivek KapadiaNo ratings yet
- SITE VISIT TO Waste WATER TREATMENT PLANTDocument12 pagesSITE VISIT TO Waste WATER TREATMENT PLANTNajum U Saqib BhatNo ratings yet
- 5 Final CoagulationDocument19 pages5 Final CoagulationGroup-4 CommonNo ratings yet
- BIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeDocument26 pagesBIONICS - DR - Parameswari. PHD Agri., Bionics Enviro Tech, NanozymeK SASIKUMAR100% (1)
- SFC Belt Filter Press IntroductionDocument38 pagesSFC Belt Filter Press Introductionthinh phanNo ratings yet
- Ewage Reatment Reatment: Recommendations Recommendations and GuidelinesDocument23 pagesEwage Reatment Reatment: Recommendations Recommendations and GuidelinesLê Quốc ThắngNo ratings yet
- LamellaDocument5 pagesLamellaKhoa Nguyen DangNo ratings yet
- Disc Tube Reverse OsmosisDocument4 pagesDisc Tube Reverse OsmosisJha PrabhakarNo ratings yet
- TransBio-filter Sewage Treatment Plant PresentationDocument21 pagesTransBio-filter Sewage Treatment Plant PresentationsushantNo ratings yet
- Rotating Biological ContactorsDocument18 pagesRotating Biological Contactorsjjiménez_142046No ratings yet
- Anaerobic Baffled Reactor (ABR) - SSWM PDFDocument9 pagesAnaerobic Baffled Reactor (ABR) - SSWM PDFAnonymous gqtnY7iRk1No ratings yet
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocument5 pagesMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNo ratings yet
- Design of Arraba Waste Water Treatment Plant: Prepared By: Waleed Rahhal Hamed Daghles Saleh Abdel-RhmanDocument47 pagesDesign of Arraba Waste Water Treatment Plant: Prepared By: Waleed Rahhal Hamed Daghles Saleh Abdel-RhmanMOHAMMED ABBAS NAJI MAALANo ratings yet
- Surface Water Treatment Process A Review On Variou PDFDocument10 pagesSurface Water Treatment Process A Review On Variou PDFWilda Safira RahmaniaNo ratings yet
- Aerated BiofiltersDocument18 pagesAerated BiofiltersNataliaKNo ratings yet
- Capability Brochure Wastewater TreatmentDocument2 pagesCapability Brochure Wastewater TreatmentUdomsin WutigulpakdeeNo ratings yet
- Secondary ClarifierDocument29 pagesSecondary ClarifierNoureddine MerahNo ratings yet
- Sanitiare ICEAS SBR BrochureDocument12 pagesSanitiare ICEAS SBR BrochureleommsouzaNo ratings yet
- Ate Huber-1Document47 pagesAte Huber-1Ravena RemaditaNo ratings yet
- Analysis and Design of Sewage Treatment Plant Using Phytorid TechnologyDocument9 pagesAnalysis and Design of Sewage Treatment Plant Using Phytorid TechnologyIJRASETPublicationsNo ratings yet
- Fab Reactor 2Document5 pagesFab Reactor 2Yasmeen Sana SaadiNo ratings yet
- WTP Boq-FinalDocument3 pagesWTP Boq-FinalT M Murshed Mukul100% (1)
- Sintex Sewage Treatment ..Document3 pagesSintex Sewage Treatment ..Jitu SinghNo ratings yet
- 2014 Berghof Membrane TechnologyDocument53 pages2014 Berghof Membrane TechnologyVictor DominguezNo ratings yet
- Activated Sludge DesignDocument21 pagesActivated Sludge DesignChokri ChakiirNo ratings yet
- UNIT 1-21CSC202J - Operating SystemDocument110 pagesUNIT 1-21CSC202J - Operating SystemveeramatNo ratings yet
- Ozone PaDocument8 pagesOzone PaAmbar AmKaNo ratings yet
- OM Extended Aeration PDFDocument25 pagesOM Extended Aeration PDFHendra SusantoNo ratings yet
- TMF Lime SofteningDocument2 pagesTMF Lime SofteningRachel HechanovaNo ratings yet
- Sewage Treatment Plant (STP) - Module 2Document21 pagesSewage Treatment Plant (STP) - Module 2diana bunaganNo ratings yet
- Project Report On STPDocument24 pagesProject Report On STPRinku SinghNo ratings yet
- 67952Document89 pages67952lee diquiatco0% (1)
- Monitoring, Operation and Control of Ion Exchange Plant: Mel HallDocument73 pagesMonitoring, Operation and Control of Ion Exchange Plant: Mel HallefasaravananNo ratings yet
- WATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 9c - SedimentationDocument17 pagesWATER TREATMENT TECHNOLOGY (TAS 3010) LECTURE NOTES 9c - Sedimentationmamat88100% (3)
- Textile WastewaterDocument43 pagesTextile Wastewatersujal jhaNo ratings yet
- Semiconductor Wastewater Treatment Using Tapioca Starch As A Natural CoagulantDocument9 pagesSemiconductor Wastewater Treatment Using Tapioca Starch As A Natural Coagulanthuonggiangnguyen3011No ratings yet
- Treatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorDocument8 pagesTreatment of Pre-Treated Textile Wastewater Using Moving Bed Bio-Film ReactorIna SitaNo ratings yet
- TC Owtu 502 PDFDocument288 pagesTC Owtu 502 PDFRon100% (1)
- MBR System Vs MBBR Reactor - SigmadafDocument11 pagesMBR System Vs MBBR Reactor - Sigmadafshakib nazmusNo ratings yet
- Membrane ProcessesDocument35 pagesMembrane ProcessesArie Ikhwan SaputraNo ratings yet
- Bio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological WastewaterDocument2 pagesBio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological Wastewaterglo lipaodNo ratings yet
- Removal of Heavy Metals From Wastewater A Review PDFDocument4 pagesRemoval of Heavy Metals From Wastewater A Review PDFSilambarasan SivalingamNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- 34 ST 25 35Document112 pages34 ST 25 35Arun GuptaNo ratings yet
- Digital Online TDS MeterDocument6 pagesDigital Online TDS MeterArun GuptaNo ratings yet
- Weighing SystemDocument151 pagesWeighing SystemArun GuptaNo ratings yet
- Sugar Storage in SilosDocument5 pagesSugar Storage in SilosArun GuptaNo ratings yet
- S. N Description QTY Mtrs Unit Price Rs Total Amount RsDocument1 pageS. N Description QTY Mtrs Unit Price Rs Total Amount RsArun GuptaNo ratings yet
- Static Mixer DataDocument6 pagesStatic Mixer DataArun GuptaNo ratings yet
- Dehumid Prod ListDocument9 pagesDehumid Prod ListArun GuptaNo ratings yet
- JVK Filter Elements enDocument16 pagesJVK Filter Elements enArun GuptaNo ratings yet
- Traffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesDocument1 pageTraffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesArun GuptaNo ratings yet
- RFP For Co-Gen at Palwal Sugar Mills LTDDocument32 pagesRFP For Co-Gen at Palwal Sugar Mills LTDArun GuptaNo ratings yet
- RPM IndicatorDocument2 pagesRPM IndicatorArun GuptaNo ratings yet
- Ship DesignDocument247 pagesShip DesignArun Gupta0% (1)
- Rpm/Rate Indicator With Alarms: SpecificationsDocument2 pagesRpm/Rate Indicator With Alarms: SpecificationsArun GuptaNo ratings yet
- Exercise - GREEN SKILLS - IDocument5 pagesExercise - GREEN SKILLS - Iriddhi totlaniNo ratings yet
- Abd 7 Dindoli TTP Detailed Project ReportDocument82 pagesAbd 7 Dindoli TTP Detailed Project ReportVishesh MistryNo ratings yet
- 147 - Ic-P&id-05 (Biological Reactorl 1-2&3)Document1 page147 - Ic-P&id-05 (Biological Reactorl 1-2&3)Fun TonNo ratings yet
- Pengolahan Air Limbah Menjadi Air Minum Dengan MenDocument8 pagesPengolahan Air Limbah Menjadi Air Minum Dengan MenNurul FarhanyNo ratings yet
- Sewer and Water Line Layout: P 7 7 Froilan S. Florendo, JRDocument1 pageSewer and Water Line Layout: P 7 7 Froilan S. Florendo, JRRA CruzNo ratings yet
- Research Paper On Fuel Cell PDFDocument8 pagesResearch Paper On Fuel Cell PDFc9sf7pe3No ratings yet
- Environmental, Health, and Safety Guidelines For AquacultureDocument19 pagesEnvironmental, Health, and Safety Guidelines For Aquacultureaqua FishNo ratings yet
- Unit 7 Grade 8 Practice 4Document4 pagesUnit 7 Grade 8 Practice 4Khôi Nguyên ĐặngNo ratings yet
- 2SBR REACTOR - 550CMD-MAHA POLICE - XLSXDocument5 pages2SBR REACTOR - 550CMD-MAHA POLICE - XLSXHemant KaleNo ratings yet
- Septic Systems and Their MaintenanceDocument7 pagesSeptic Systems and Their Maintenancepersona100% (1)
- UltrafiltrationDocument5 pagesUltrafiltrationVel MuruganNo ratings yet
- Swing Water CorporationDocument14 pagesSwing Water CorporationArvinthran Raja KumaranNo ratings yet
- Central and State Pollution Control Boards - Constitution, Powers and Functions - Penalties and ProcedureDocument12 pagesCentral and State Pollution Control Boards - Constitution, Powers and Functions - Penalties and ProcedureBinithaNo ratings yet
- Republic Act 9275 Clean Water ActDocument9 pagesRepublic Act 9275 Clean Water ActkaiNo ratings yet
- ECESR Water Polllution enDocument9 pagesECESR Water Polllution enMohamed MansourNo ratings yet
- WASSER Project Final PresentationDocument38 pagesWASSER Project Final PresentationJowsi Abdul JabbarNo ratings yet
- Module I BTCVPE 604 A Industrial Waste Treatment 27 Feb2023Document47 pagesModule I BTCVPE 604 A Industrial Waste Treatment 27 Feb2023atharva jadhavNo ratings yet
- Success Stories Login: Buy A Course BYJU'S GiveDocument9 pagesSuccess Stories Login: Buy A Course BYJU'S GiveCumar MaxamuudNo ratings yet
- STP 2X1000m3 MBBRDocument23 pagesSTP 2X1000m3 MBBRAlhussain KamelNo ratings yet
- G030 Septic Tank and Aqua Privy Design OnlineDocument20 pagesG030 Septic Tank and Aqua Privy Design OnlineshemksNo ratings yet
- EE Lab Viva QuestionsDocument3 pagesEE Lab Viva QuestionsRamaswamy Koodalloor Parasuraman67% (3)
- Adsorption of Methylene Blue Dye From Aqueous Solution by Nano Nickle Oxide CatalystDocument31 pagesAdsorption of Methylene Blue Dye From Aqueous Solution by Nano Nickle Oxide Catalyst4 Aya AshrafNo ratings yet
- Air PolutionDocument18 pagesAir PolutionNur Atikah AbdullahNo ratings yet
- Libro de DesalacionDocument5 pagesLibro de Desalacioneleuterio poncepancaNo ratings yet
- Hitachi Compact MBRDocument11 pagesHitachi Compact MBRYasin ArafathNo ratings yet
- EcosphereDocument160 pagesEcosphereusama aliNo ratings yet
- Hazelo Lab EIA ReportDocument41 pagesHazelo Lab EIA ReportakhileshguptamnreNo ratings yet
- Sludge Management Fog Management Land Discharge of WastewaterDocument18 pagesSludge Management Fog Management Land Discharge of WastewaterNeil RyanNo ratings yet
- References For Dr. WilcoxDocument20 pagesReferences For Dr. Wilcoxpraiseodah16No ratings yet
- Ebook Modular Treatment Approach For Drinking Water and Wastewater PDF Full Chapter PDFDocument67 pagesEbook Modular Treatment Approach For Drinking Water and Wastewater PDF Full Chapter PDFjames.rasmussen912100% (36)