Download as pdf or txt
You might also like
- 94.cold Forging Cost Estimation SheetDocument5 pages94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNo ratings yet
- 2005 Polaris Sportsman 400 500 Service Manual NoPWDocument312 pages2005 Polaris Sportsman 400 500 Service Manual NoPWMike Haden100% (2)
- Machine Hour RateDocument9 pagesMachine Hour RateSoumya Ranjan SahooNo ratings yet
- How To Calculate Machine Hour RateDocument7 pagesHow To Calculate Machine Hour RateShami Kant86% (7)
- How To Calculate Machine Hour RateDocument4 pagesHow To Calculate Machine Hour Rateprasad_kcpNo ratings yet
- LeanBooklet in OrderDocument32 pagesLeanBooklet in OrderioanchiNo ratings yet
- Grove RT700E: Product GuideDocument20 pagesGrove RT700E: Product GuidecherifNo ratings yet
- Calculation of Machine RatesDocument11 pagesCalculation of Machine RatesAjithkumarNo ratings yet
- Target Costing: Ludwigsburg VMDocument11 pagesTarget Costing: Ludwigsburg VMkashi3027No ratings yet
- Add: Purchases Net of Scheme Cost (Including F. Goods Purchases)Document12 pagesAdd: Purchases Net of Scheme Cost (Including F. Goods Purchases)rinku10431No ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- BreakdownDocument1 pageBreakdownFrank SantNo ratings yet
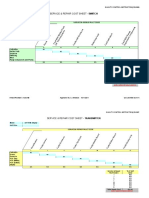
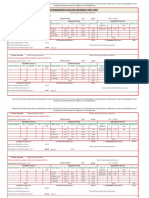
- Service & Repair Cost Sheet - Switch: D P Ar Ts Te M S E NC Lo Su Re Au LT Ith M Ec H TW Ith R An Ge NT C Om Po Ne NT SDocument3 pagesService & Repair Cost Sheet - Switch: D P Ar Ts Te M S E NC Lo Su Re Au LT Ith M Ec H TW Ith R An Ge NT C Om Po Ne NT SAzhar KhanNo ratings yet
- Part/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryDocument13 pagesPart/Material Inputs: Injection Molding Technical Cost Model MIT - Materials Systems LaboratoryEmba MadrasNo ratings yet
- MHR Calculation 1Document13 pagesMHR Calculation 1RamNo ratings yet
- Blanking Process Cost CalculationDocument3 pagesBlanking Process Cost CalculationVenkateswaran venkateswaran100% (1)
- Machine Hour RateDocument8 pagesMachine Hour RateArshad BashaNo ratings yet
- Machine Hour RateDocument19 pagesMachine Hour RateSurender Pal SharmaNo ratings yet
- A Small Report On The Steel Melting Shop at Bokaro Steel PlantDocument4 pagesA Small Report On The Steel Melting Shop at Bokaro Steel PlantSrikant Mahapatra0% (1)
- Costing Machine Hour RateDocument27 pagesCosting Machine Hour RateAjay SahooNo ratings yet
- 04 421 40033 Clutch CoverDocument1 page04 421 40033 Clutch CoverPress TechNo ratings yet
- GPI - Cost Sheet For Cap Prodcution-2Document54 pagesGPI - Cost Sheet For Cap Prodcution-2Narayana MugalurNo ratings yet
- 34 Machine Hour Rate FormatDocument1 page34 Machine Hour Rate Formatprasad_kcpNo ratings yet
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Unit-Iv Production Cost EstimationDocument58 pagesUnit-Iv Production Cost EstimationmechgokulNo ratings yet
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Body ModelDocument145 pagesBody ModelDipika PandaNo ratings yet
- Tip Speed Calculation: RPM CalculationDocument13 pagesTip Speed Calculation: RPM CalculationNishant InamdarNo ratings yet
- Abs - Injection Mould Component Cost EstimationDocument7 pagesAbs - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Cost EstimationDocument6 pagesCost Estimationnath81No ratings yet
- Calculation of Weight of Product: RD GroupDocument3 pagesCalculation of Weight of Product: RD GroupKamal ElumalaiNo ratings yet
- 110 KG CastingsDocument4 pages110 KG CastingsGurudutta MishraNo ratings yet
- Road Working Seg C 2 SHF 1 RB Rev-1Document21 pagesRoad Working Seg C 2 SHF 1 RB Rev-1IrsyadTejaKurniawanNo ratings yet
- NEA Engineering Company: Kathmandu District: - . F.Y: - .. Rate of Labours S.N. Labour Type Unit Rate RemarksDocument162 pagesNEA Engineering Company: Kathmandu District: - . F.Y: - .. Rate of Labours S.N. Labour Type Unit Rate RemarksbadriNo ratings yet
- Unit 3 MCQ MPDocument11 pagesUnit 3 MCQ MPSandip AwaghadeNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- Value Engineering WhitepaperDocument3 pagesValue Engineering WhitepaperPaulanthonyGeorgeNo ratings yet
- GD & T Tolerance Stack UpDocument19 pagesGD & T Tolerance Stack UpHemantNo ratings yet
- Casting Cost EstimationDocument3 pagesCasting Cost EstimationSreenath S KallaaraNo ratings yet
- 6.cost BreakdownDocument98 pages6.cost BreakdowngirumNo ratings yet
- Tipos de Tratamientos PDFDocument1 pageTipos de Tratamientos PDFJose PerezNo ratings yet
- Jasa Per Dealer 1 Oktober 2021 - Sumber Baru Aneka MobilDocument1 pageJasa Per Dealer 1 Oktober 2021 - Sumber Baru Aneka MobilbagasNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- Fixtures Cost Break UpDocument23 pagesFixtures Cost Break UpAshok AroraNo ratings yet
- 2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeDocument1 page2) in STN-2 Cycle Time Is OUT As Loading Time Is More in Both Fixture Than Welding TimeKARTICK PRASADNo ratings yet
- Cost SequenceDocument6 pagesCost SequenceCharanjeet SinghNo ratings yet
- Steel and Pipes For Africa Price ListDocument1 pageSteel and Pipes For Africa Price ListLazuardhy Vozika Futur100% (1)
- Microsoft Word - Molding Notes Rev 03Document43 pagesMicrosoft Word - Molding Notes Rev 03Panir Selvam Periannan100% (1)
- Cost Working of Mechanical Press: Description General Formula CostDocument4 pagesCost Working of Mechanical Press: Description General Formula Costazadsingh1No ratings yet
- How To Calculate The Tonnage of Die Casting MachineDocument2 pagesHow To Calculate The Tonnage of Die Casting MachineRafał LesiczkaNo ratings yet
- Machining Line Quote-NewDocument1 pageMachining Line Quote-NewJimmyNo ratings yet
- TML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeDocument7 pagesTML Norms For Existing Supplier: SL No Part Name Process M/C T Cost No of Strokes Rate/ StrokeChandrajeet ShelkeNo ratings yet
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- Costing Sheet 500632403736Document6 pagesCosting Sheet 500632403736Sourabh PradhanNo ratings yet
- Cost-Benefit AnalysisDocument2 pagesCost-Benefit AnalysisNISREEN WAYANo ratings yet
- AirdeckingDocument81 pagesAirdeckingJennifer GordonNo ratings yet
- Cupola Melting CostDocument3 pagesCupola Melting CostnirevievNo ratings yet
- TesiDocument113 pagesTesiDimitris PlotasNo ratings yet
- The Prehistoric Background of Illyrian A PDFDocument11 pagesThe Prehistoric Background of Illyrian A PDFioanchiNo ratings yet
- Ussr Germany NDocument110 pagesUssr Germany NioanchiNo ratings yet
- Materials SelectionDocument3 pagesMaterials SelectionioanchiNo ratings yet
- Afghanistan 1979, The War That Changed The World: Director(s) : Gulya MIRZOEVA Writer(s) : Gulya MIRZOEVADocument2 pagesAfghanistan 1979, The War That Changed The World: Director(s) : Gulya MIRZOEVA Writer(s) : Gulya MIRZOEVAioanchiNo ratings yet
- Bucket ElevatorsDocument36 pagesBucket Elevatorsioanchi100% (1)
- COG VT Operating ManualDocument7 pagesCOG VT Operating ManualioanchiNo ratings yet
- BosDocument29 pagesBosioanchiNo ratings yet
- Twelve Systems Engineering RolesDocument12 pagesTwelve Systems Engineering RolesioanchiNo ratings yet
- Laser and Waterjet CapabilitiesDocument5 pagesLaser and Waterjet CapabilitiesioanchiNo ratings yet
- GT&C Canadian ConstructionDocument34 pagesGT&C Canadian ConstructionioanchiNo ratings yet
- Materials & FinishesDocument7 pagesMaterials & FinishesioanchiNo ratings yet
- Initial Design ConsiderationsDocument8 pagesInitial Design ConsiderationsioanchiNo ratings yet
- OSHA Risk Assessment Toolchecklist For Hazard and Sectors Part 3 and 4Document69 pagesOSHA Risk Assessment Toolchecklist For Hazard and Sectors Part 3 and 4ioanchiNo ratings yet
- Sample-Risk Assessment & Safe Work Method StatementDocument4 pagesSample-Risk Assessment & Safe Work Method StatementioanchiNo ratings yet
- Automotive Study RO-SBDocument69 pagesAutomotive Study RO-SBioanchiNo ratings yet
- Mechanical Design Standards: Bending Guidelines 1Document9 pagesMechanical Design Standards: Bending Guidelines 1ioanchiNo ratings yet
- Bin and Hopper Design LectureDocument73 pagesBin and Hopper Design LectureGanesh.MahendraNo ratings yet
- Tool Steel SeminarDocument23 pagesTool Steel SeminarioanchiNo ratings yet
- Honda Entering AustraliaDocument2 pagesHonda Entering AustraliaTyStimpertNo ratings yet
- Literature Review of Pipe Bending MachineDocument7 pagesLiterature Review of Pipe Bending Machinec5pbp8dk100% (1)
- TMDocument31 pagesTMMadiha KhanNo ratings yet
- Manitou MI 40 50 (EN)Document24 pagesManitou MI 40 50 (EN)ManitouNo ratings yet
- DiagramDocument3 pagesDiagramRajan MullappillyNo ratings yet
- Grind Master Corporate BrochureDocument12 pagesGrind Master Corporate BrochurevikrantathavaleNo ratings yet
- 5series Touring Brochure April14Document34 pages5series Touring Brochure April14Somebod_ENo ratings yet
- Case Study Alto 800Document6 pagesCase Study Alto 800gvivekjNo ratings yet
- BP Toyota Case 04-061-2011-4Document16 pagesBP Toyota Case 04-061-2011-4Usman KhalidNo ratings yet
- West Auctions-Catalog PDFDocument4 pagesWest Auctions-Catalog PDFbelchior alvaroNo ratings yet
- Deck Equipment HY02 8047 UKDocument2 pagesDeck Equipment HY02 8047 UKMuhammad FerialNo ratings yet
- IMI Level 2 Assessment CriteriaDocument89 pagesIMI Level 2 Assessment CriteriaTrevorNo ratings yet
- Wefunder Investor Presentation v2Document39 pagesWefunder Investor Presentation v2Sharvin GhodekarNo ratings yet
- Curled Metal Inc. Engineered Product DivisionDocument11 pagesCurled Metal Inc. Engineered Product DivisionPaul Campbell100% (2)
- Corporate Governance Bajaj Auto LimitedDocument24 pagesCorporate Governance Bajaj Auto LimitedItachi27No ratings yet
- 04 CatalogueDocument389 pages04 CatalogueFredy Hernan100% (1)
- 3c7f664e-d03c-4b0b-ae07-659f328f5a72Document16 pages3c7f664e-d03c-4b0b-ae07-659f328f5a72viktormarioNo ratings yet
- Self Driving Cars Next RevolutionDocument36 pagesSelf Driving Cars Next RevolutionSile M Mani100% (1)
- 930e-4 Cebm017908Document1,100 pages930e-4 Cebm017908alberto100% (2)
- 2020 FMC Catalogue PDFDocument197 pages2020 FMC Catalogue PDFsergio melgarejoNo ratings yet
- Error Proofed Production: Five Steps To Achieve Zero Fault FasteningDocument52 pagesError Proofed Production: Five Steps To Achieve Zero Fault Fasteningkalite gurusuNo ratings yet
- Container DesignDocument13 pagesContainer Designmdk50100% (10)
- Full Toyota.Document9 pagesFull Toyota.tting_12No ratings yet
- Leilões: Jornal Primeiro Lance - Ano XIX - Nº 1109, Página 8 - BRASIL, São Paulo, 04 A 10/04/2022Document2 pagesLeilões: Jornal Primeiro Lance - Ano XIX - Nº 1109, Página 8 - BRASIL, São Paulo, 04 A 10/04/2022Herovini rogerio vinicius souzaNo ratings yet
- 1988 Cadillac Seville STS ReviewDocument3 pages1988 Cadillac Seville STS ReviewAutoweekUSANo ratings yet
- Isuzu Trooper 1990Document20 pagesIsuzu Trooper 1990toktor toktor100% (5)
- APODocument82 pagesAPOamandp83No ratings yet
- Publ-6576 Prod Cat 11Document298 pagesPubl-6576 Prod Cat 11safinditNo ratings yet