Download as pdf or txt
You might also like
- Periodic Table Scavenger HuntDocument7 pagesPeriodic Table Scavenger Huntapi-31851400014% (7)
- Pci 389Document2 pagesPci 389ZitaPNo ratings yet
- Chris Marine Surface Grinder Type CPLDocument22 pagesChris Marine Surface Grinder Type CPLSamer Saliba100% (1)
- M551 M552Document96 pagesM551 M552Игорь100% (1)
- F 1980 - 99 Rje5odatukveDocument9 pagesF 1980 - 99 Rje5odatukvesbiasotoNo ratings yet
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94zbkt07No ratings yet
- Service Bulletin RTA-46Document12 pagesService Bulletin RTA-46Christopher Garcia100% (1)
- MM - Rta48t 2008 10Document458 pagesMM - Rta48t 2008 10Евгений СавченкоNo ratings yet
- WartsilaDocument16 pagesWartsilaRicardo AzevedoNo ratings yet
- 1 ManualDocument441 pages1 ManualMaksym KovalchukNo ratings yet
- G90me-C10 5Document618 pagesG90me-C10 5GeorgeNo ratings yet
- Internal IM PAAE044210-11Document496 pagesInternal IM PAAE044210-11Julia KusovaNo ratings yet
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- V222TI Operation & Maintenance ManualDocument294 pagesV222TI Operation & Maintenance ManualLisandroNo ratings yet
- Cyl Liner Upper O-Ring PDFDocument2 pagesCyl Liner Upper O-Ring PDFDimitrijs SilinsNo ratings yet
- Manual Motor Diesel 1135386, 1135389, 1135411, 1135412, 1135413, 1135414, 1135415, 1135416 - 2Document316 pagesManual Motor Diesel 1135386, 1135389, 1135411, 1135412, 1135413, 1135414, 1135415, 1135416 - 2Lasse HansenNo ratings yet
- Maintenance Manual ZAL40S Int UseDocument313 pagesMaintenance Manual ZAL40S Int UseRocknRollerNo ratings yet
- Technical Data D2842LE301 1999 07 13Document2 pagesTechnical Data D2842LE301 1999 07 13scrollock0428No ratings yet
- Leaflet H Cegielski-SERVICE New General LeafletDocument10 pagesLeaflet H Cegielski-SERVICE New General Leafletvangeliskyriakos8998No ratings yet
- Manual de Partes Miller W-46Document491 pagesManual de Partes Miller W-46Romeo Vijil100% (1)
- Service Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Document3 pagesService Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Gaetano MuccioNo ratings yet
- Rta 15Document7 pagesRta 15George DomusciuNo ratings yet
- Mak Engine Maintenance ManualDocument5 pagesMak Engine Maintenance ManualBadla full movie ,amitabh bacchan 2018 in hdNo ratings yet
- Ss-đã Chuyển ĐổiDocument10 pagesSs-đã Chuyển ĐổiTrần Hoài VinhNo ratings yet
- RT Flex 05Document12 pagesRT Flex 05George Domusciu100% (1)
- Deutz 628 Bearing Repair Size TB628-99-224Document2 pagesDeutz 628 Bearing Repair Size TB628-99-224D.Poljachihin100% (1)
- Wartsila O E RT Flex68 D MIM Part 2.Document331 pagesWartsila O E RT Flex68 D MIM Part 2.Uhrin Imre100% (2)
- Services by Wartsila BangladeshDocument2 pagesServices by Wartsila Bangladeshakhi5000No ratings yet
- Wartsila Spare PartDocument6 pagesWartsila Spare Partbalakn marineNo ratings yet
- Adjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"Document25 pagesAdjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"JavierNo ratings yet
- Wartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based EnginesDocument9 pagesWartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based Enginesswiatekpiotrwp.plNo ratings yet
- Service Bulletin - (SN628!07!7004) - Piston With Modified SkirtDocument2 pagesService Bulletin - (SN628!07!7004) - Piston With Modified Skirtps_visjehotmailcom100% (1)
- RTA-55 Exhaust Valve Seat and Exhaust Valve SpindleDocument10 pagesRTA-55 Exhaust Valve Seat and Exhaust Valve SpindleCatalin CataNo ratings yet
- Camshaft Vibration Damper ''D 63''Document36 pagesCamshaft Vibration Damper ''D 63''AlexDor100% (1)
- RT Flex 11 PDFDocument4 pagesRT Flex 11 PDFMarijaŽaperNo ratings yet
- RT-92 - Issue3 Valve Control UnitDocument12 pagesRT-92 - Issue3 Valve Control UnitcataNo ratings yet
- Rta 54 PDFDocument8 pagesRta 54 PDFAnonymous d00A9zetNo ratings yet
- Thermostatic Valve For LT Water: Wärtsilä 32 Spare Parts List 196-001Document1 pageThermostatic Valve For LT Water: Wärtsilä 32 Spare Parts List 196-001Alexander100% (1)
- WS A25 Specifications of Plungers TB00-5501-07Document5 pagesWS A25 Specifications of Plungers TB00-5501-07DPNo ratings yet
- GE L250 BrochureDocument6 pagesGE L250 BrochureMartin KratkyNo ratings yet
- Wartsila 50 DFDocument96 pagesWartsila 50 DFimant197812gmail.comNo ratings yet
- WS S20 New Fuel Pump Element TBS20-5501-03Document2 pagesWS S20 New Fuel Pump Element TBS20-5501-03DP100% (1)
- Piston Assembly Instruction For Watsila 20 Engines - 20-09-2012Document2 pagesPiston Assembly Instruction For Watsila 20 Engines - 20-09-2012NorelkysbucanNo ratings yet
- No-Go Criteria For Engine Parts: Fkpqor'qflkDocument11 pagesNo-Go Criteria For Engine Parts: Fkpqor'qflkRonald Bienemi PaezNo ratings yet
- 701 Me DoosanDocument37 pages701 Me DoosanRonald Sol Salen JordasNo ratings yet
- MV " Angela": Sietas Type 168a-Open Top Container VesselDocument2 pagesMV " Angela": Sietas Type 168a-Open Top Container VesselMery100% (1)
- SW280 SW28 Cylinder Head OverviewDocument2 pagesSW280 SW28 Cylinder Head OverviewD.Poljachihin100% (1)
- Service Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Document4 pagesService Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Diego ReggianiniNo ratings yet
- BookDocument28 pagesBookFebrian Wardoyo100% (1)
- MAN Marine Diesel Engine - enDocument1,566 pagesMAN Marine Diesel Engine - enYacine GhanemiNo ratings yet
- BulletinD17E DaihatsuDocument5 pagesBulletinD17E DaihatsuMunawar Sher MuhammadNo ratings yet
- Improved Locking of Nozzle Rings in KBB ST Series TurbochargersDocument17 pagesImproved Locking of Nozzle Rings in KBB ST Series TurbochargersNorelkysbucanNo ratings yet
- Wartsila OEM Engine Manufacturer ApprovalsDocument8 pagesWartsila OEM Engine Manufacturer ApprovalsSivakumar SelvarajNo ratings yet
- FLUCHING LUB SYSTEM NOHAB W25 W25SG W25DF 9197400200eDocument2 pagesFLUCHING LUB SYSTEM NOHAB W25 W25SG W25DF 9197400200eLIVIANo ratings yet
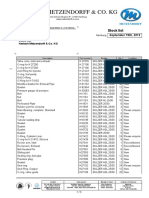
- Herbert Metzendorff & Co. KGDocument3 pagesHerbert Metzendorff & Co. KGbeu catalin0% (2)
- L32-40 GenSet TierIIDocument262 pagesL32-40 GenSet TierIINurettin Savruk100% (1)
- IM PAAE044212 13 InternalDocument496 pagesIM PAAE044212 13 InternalJulia KusovaNo ratings yet
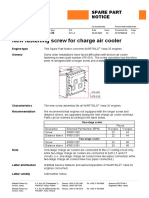
- New Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BDocument2 pagesNew Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BAlexander100% (1)
- M32 L-Vee - 2001 PDFDocument91 pagesM32 L-Vee - 2001 PDFMischa CHO100% (1)
- Typical Problems Found On Pneumatic Maneuvering SystemDocument9 pagesTypical Problems Found On Pneumatic Maneuvering Systemcengiz kutukcuNo ratings yet
- Cb-Rta76 2004Document506 pagesCb-Rta76 2004Tansu MavunacıNo ratings yet
- Service Bulletin RTA-43.3 RT-flex-05Document12 pagesService Bulletin RTA-43.3 RT-flex-05Gaby CrisNo ratings yet
- W32 PinDocument2 pagesW32 Pinzbkt07100% (1)
- Service Bulletin A - 3.1: Technical Information To All The Owners of Sulzer A Type Diesel Engines 22.03.96Document8 pagesService Bulletin A - 3.1: Technical Information To All The Owners of Sulzer A Type Diesel Engines 22.03.96zbkt07No ratings yet
- Service Bulletin RN-7.1: Technical Information To All The Owners of Sulzer RN, RN..M and RL Type Engines 08.02.93Document3 pagesService Bulletin RN-7.1: Technical Information To All The Owners of Sulzer RN, RN..M and RL Type Engines 08.02.93zbkt07No ratings yet
- Service Bulletin A - 5: Technical Information To All The Owners of Sulzer A-Type Diesel Engines 11.07.85Document7 pagesService Bulletin A - 5: Technical Information To All The Owners of Sulzer A-Type Diesel Engines 11.07.85zbkt07100% (1)
- Service Bulletin 4S-1: Technical Information To All The Owners of Sulzer 4-Stroke Diesel Engines 18.11.94Document3 pagesService Bulletin 4S-1: Technical Information To All The Owners of Sulzer 4-Stroke Diesel Engines 18.11.94zbkt07No ratings yet
- Service Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94Document9 pagesService Bulletin A - 2.2: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 30.11.94zbkt07No ratings yet
- Service Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000Document20 pagesService Bulletin RN-6.1: Technical Information To All Owners / Operators of Sulzer RN and RN..M Engines 25.02.2000zbkt07100% (1)
- Service Bulletin RT-18.4: Technical Information To All Owners / Operators of Wärtsilä RTA and RT-flex EnginesDocument14 pagesService Bulletin RT-18.4: Technical Information To All Owners / Operators of Wärtsilä RTA and RT-flex Engineszbkt07No ratings yet
- Service Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel EnginesDocument20 pagesService Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel Engineszbkt07100% (1)
- RN - 3 Service Bulletin: 27.07.77 Technical Information To All The Owners of Sulzer RN and RN - . M Type EnginesDocument2 pagesRN - 3 Service Bulletin: 27.07.77 Technical Information To All The Owners of Sulzer RN and RN - . M Type Engineszbkt07No ratings yet
- Service Bulletin RN-4: Technical Information To All Owners of Sulzer RN and RND..M Type Engines 10.11.77Document4 pagesService Bulletin RN-4: Technical Information To All Owners of Sulzer RN and RND..M Type Engines 10.11.77zbkt07No ratings yet
- RL - 5 Service Bulletin: 25.01.89 Technical Information To All The Owners of Sulzer RL Type Diesel EnginesDocument10 pagesRL - 5 Service Bulletin: 25.01.89 Technical Information To All The Owners of Sulzer RL Type Diesel Engineszbkt07No ratings yet
- G 08Document7 pagesG 08zbkt07No ratings yet
- G 09Document10 pagesG 09zbkt07No ratings yet
- Three Distinct Parts: The KernelDocument22 pagesThree Distinct Parts: The Kernelzeeshan farooqNo ratings yet
- PrescriptionDocument3 pagesPrescriptionMurali KrishnaNo ratings yet
- Hua - 2003 - Determination of Sulfur-Containing Compounds in Diesel Oils byDocument9 pagesHua - 2003 - Determination of Sulfur-Containing Compounds in Diesel Oils byryan sandiNo ratings yet
- PharmacopoeiaDocument41 pagesPharmacopoeiaBoris Nafurani Mali FazlinovicNo ratings yet
- 1f. Aqa Chy3f W QP Jan08Document16 pages1f. Aqa Chy3f W QP Jan08LouiseflemingNo ratings yet
- Simulating The Cooling of A PlugDocument2 pagesSimulating The Cooling of A Plugashfaq_a1No ratings yet
- Laboratory Result Proteolytic EnzymeDocument2 pagesLaboratory Result Proteolytic EnzymeWinter SnowNo ratings yet
- Dec 2012 UnsolvedDocument24 pagesDec 2012 UnsolvedAamerNo ratings yet
- Irc Gov in 090 2010Document96 pagesIrc Gov in 090 2010Elumalai Srinivasan86% (7)
- Understanding and Producing ChrysanthemumsDocument6 pagesUnderstanding and Producing ChrysanthemumsManu MandaNo ratings yet
- Modeling and Analysis of Rocket Outer Shell PDFDocument11 pagesModeling and Analysis of Rocket Outer Shell PDFabraham alejandroNo ratings yet
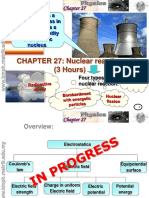
- Chapter 27Document32 pagesChapter 27hafizszul AmirushamNo ratings yet
- Ezybuild-Light Structural MemberDocument4 pagesEzybuild-Light Structural MemberArvind SinghNo ratings yet
- Shivering: Specific Types of CracksDocument2 pagesShivering: Specific Types of CracksAsad SaeedNo ratings yet
- US20130344550A1Document18 pagesUS20130344550A1Lourence Albert Moreno MoleñoNo ratings yet
- Anti Stain Nsl30 Super - Msds - SdsDocument8 pagesAnti Stain Nsl30 Super - Msds - SdsS.A. MohsinNo ratings yet
- The Most Expensive Materials in The World PDFDocument10 pagesThe Most Expensive Materials in The World PDFAnonymous gL38AGom29100% (2)
- 6.01 MAS3000 Carbon Steel Pipe FittingsDocument17 pages6.01 MAS3000 Carbon Steel Pipe FittingsPaul StuttNo ratings yet
- A Sample of Aluminum Metal Absorbs 9Document13 pagesA Sample of Aluminum Metal Absorbs 9Abdullah AltwirqiNo ratings yet
- PreviewpdfDocument37 pagesPreviewpdfsalsabila hafizhaNo ratings yet
- Load Break SwitchDocument32 pagesLoad Break SwitchMatijaDebogović0% (1)
- Exer. 1Document7 pagesExer. 1SureshNo ratings yet
- Update Creamino Behn MeyerDocument14 pagesUpdate Creamino Behn Meyerprishix100% (1)
- Emulgade Se-Pf PdsDocument3 pagesEmulgade Se-Pf PdsKirk BorromeoNo ratings yet
- Uses and Applications Radiation ProcessingDocument11 pagesUses and Applications Radiation ProcessingNurul Fatia JannahNo ratings yet
- Presentation 3d Printing (Applications)Document32 pagesPresentation 3d Printing (Applications)Abu Saleh El-KhairNo ratings yet
- Textile Fibre NotesDocument25 pagesTextile Fibre NotesZafar AzamNo ratings yet
- Journal in Medication ErrorDocument8 pagesJournal in Medication ErrorShantaNo ratings yet