
Apparel Internship
Apparel Internship
You might also like
- BR Knauf Ceiling Solutions Mineral Solutions ND MEDocument94 pagesBR Knauf Ceiling Solutions Mineral Solutions ND MEsacdawoodNo ratings yet
- Defect Analysis in Garment IndustryDocument47 pagesDefect Analysis in Garment Industrythegodkannan89% (9)
- Final Report PDFDocument204 pagesFinal Report PDFES MaxternNo ratings yet
- Mansi, Shweta PDFDocument68 pagesMansi, Shweta PDFAnoop100% (1)
- Scap Assignment 2: Submitted To: Submitted byDocument12 pagesScap Assignment 2: Submitted To: Submitted bySurmayee UmatheNo ratings yet
- Traning ReportDocument80 pagesTraning ReportAmar Nath Prasad100% (1)
- The Travels of Sir John Mandeville by Mandeville, John, Sir, 1300-1399?Document107 pagesThe Travels of Sir John Mandeville by Mandeville, John, Sir, 1300-1399?Gutenberg.orgNo ratings yet
- Summer Internship: Shahi Exports LTDDocument48 pagesSummer Internship: Shahi Exports LTDneil926No ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Apparel Internship Report-HopDocument88 pagesApparel Internship Report-HopSakshi YadavNo ratings yet
- Internship at ARVIND APPARELSDocument84 pagesInternship at ARVIND APPARELSNeetek SahayNo ratings yet
- Apparel Internship ReportDocument36 pagesApparel Internship ReportKanchan Chaudhary100% (1)
- Apparel Inntern JuryDocument61 pagesApparel Inntern JurypriyalNo ratings yet
- Swati Shukla PDFDocument74 pagesSwati Shukla PDFkvNo ratings yet
- Shahi Exports Private LimitedDocument10 pagesShahi Exports Private LimitedResiNo ratings yet
- SCAP End Term Jury Assignment by Ashutosh Shukla and Karma NegiDocument7 pagesSCAP End Term Jury Assignment by Ashutosh Shukla and Karma Negikarma negiNo ratings yet
- APPAREL INTERNSHIP Final PDFDocument107 pagesAPPAREL INTERNSHIP Final PDFAnonymous EPCN6WNo ratings yet
- Vastram ExportsDocument40 pagesVastram ExportsHarsha DuraiNo ratings yet
- A Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)Document128 pagesA Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)BhawanaNo ratings yet
- Apparel Production BRFLDocument112 pagesApparel Production BRFLStanley GeorgeNo ratings yet
- GP Report QC 1Document50 pagesGP Report QC 1Rohan JetlingNo ratings yet
- Report On Apparel Internship at Orient Craft Limited (9K Unit)Document147 pagesReport On Apparel Internship at Orient Craft Limited (9K Unit)Sanya MohindraNo ratings yet
- SPG DenimDocument15 pagesSPG DenimnidhisanjeetNo ratings yet
- Arvind Textiles Internship ReportDocument107 pagesArvind Textiles Internship Reportsakshi kaul0% (1)
- Section - I Company Overview: Aquarelle India Pvt. LTDDocument79 pagesSection - I Company Overview: Aquarelle India Pvt. LTDShivasrri SethuramanNo ratings yet
- Apparel Internship CollgDocument135 pagesApparel Internship CollgHanish SinglaNo ratings yet
- Sonal Apparel Pvt. LTD Apparel Document FinalDocument160 pagesSonal Apparel Pvt. LTD Apparel Document FinalAkanksha GuptaNo ratings yet
- Department StudyDocument131 pagesDepartment StudyAnkita Ranjan100% (2)
- Dnls MMDocument19 pagesDnls MMpriyal100% (1)
- Apparel Internship at Orient Craft LimitedDocument81 pagesApparel Internship at Orient Craft LimitedBaabul Singh50% (6)
- Merchandising Problems in Apparel IndustryDocument82 pagesMerchandising Problems in Apparel IndustryPrabhat Malik100% (1)
- University of South Asia: Apparel MerchandisingDocument14 pagesUniversity of South Asia: Apparel MerchandisingSHAKEEL AKHTARNo ratings yet
- Main Doc GP JuryDocument66 pagesMain Doc GP JuryVishwanath KrNo ratings yet
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDocument50 pagesArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaNo ratings yet
- Balancing Simulation-2008 PDFDocument12 pagesBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNo ratings yet
- Shahi Exports PVTDocument23 pagesShahi Exports PVTSaurabh SumanNo ratings yet
- Apparel PROJECTDocument156 pagesApparel PROJECTpriyalNo ratings yet
- Textile Internship Alok IndustriesDocument31 pagesTextile Internship Alok IndustriesAditya DevNo ratings yet
- Internship Report ON Marketing Merchandising in Garments IndustryDocument78 pagesInternship Report ON Marketing Merchandising in Garments IndustrySharif IftekharNo ratings yet
- Apparel Internship Report - HeadingsDocument7 pagesApparel Internship Report - Headingsanishi_ahuja20% (5)
- Garment Operator Training InitiativesDocument4 pagesGarment Operator Training InitiativesAiswarya sNo ratings yet
- Research Mthodology - NIFTDocument17 pagesResearch Mthodology - NIFTSaumya RayalNo ratings yet
- QC Tools in Apparel Industry Submitted by Priyanka KumariDocument22 pagesQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royNo ratings yet
- RM JuryDocument48 pagesRM JurynikitaNo ratings yet
- Quality Control in Garment IndustryDocument4 pagesQuality Control in Garment IndustryOnlineClothing Study100% (1)
- Internship ReportDocument20 pagesInternship Reportveenaos0% (1)
- GP MidtermDocument41 pagesGP MidtermSharvari Shankar50% (2)
- Nift MFM Placement PDFDocument40 pagesNift MFM Placement PDFAastha BattuNo ratings yet
- Technova 2010: Department of Fashion TechnologyDocument36 pagesTechnova 2010: Department of Fashion TechnologyKunal Singh Gour100% (1)
- Apparel Internship Report at Richa Global GurgaonDocument51 pagesApparel Internship Report at Richa Global GurgaonSwapnilNo ratings yet
- SHAHI Exports PVTDocument2 pagesSHAHI Exports PVTSharon FernandesNo ratings yet
- Session 3a - Role of A Merchandiser in Buying HouseDocument24 pagesSession 3a - Role of A Merchandiser in Buying HousePuja PrasadNo ratings yet
- Shahi Exports PVT LTD FaridabadDocument12 pagesShahi Exports PVT LTD FaridabadShreya Agarwal0% (1)
- Apparel Merchandising & Sourcing and Costing of Apparel ProductsDocument34 pagesApparel Merchandising & Sourcing and Costing of Apparel Productssrishty dhanukaNo ratings yet
- Sourcing and Costing of Apparel ProductsDocument9 pagesSourcing and Costing of Apparel ProductsVaisistha BalNo ratings yet
- H&M AQL Table RequirementDocument4 pagesH&M AQL Table RequirementMoklesur RahmanNo ratings yet
- Denim Bottom: Textile Merchadising and Marketing Akmal JavedDocument9 pagesDenim Bottom: Textile Merchadising and Marketing Akmal JavedAkmal JavedNo ratings yet
- Apparel Internship at DressmasterDocument121 pagesApparel Internship at DressmasterRiya Jaiswal100% (1)
- Sanya Kapoor - Pre - Production Process AssignmentDocument7 pagesSanya Kapoor - Pre - Production Process AssignmentsanyaNo ratings yet
- ISO Care Labels ReportDocument8 pagesISO Care Labels Reportvishnushrinet100% (1)
- Metenace GroupDocument50 pagesMetenace Groupdawit solomonNo ratings yet
- Unit 1 - Planning and Designing Garment Collection For A SeasonDocument30 pagesUnit 1 - Planning and Designing Garment Collection For A Seasonmaya_muth100% (1)
- Request Letter Bill Statement Earthing CertificateDocument4 pagesRequest Letter Bill Statement Earthing CertificatePraveen PrabhakarNo ratings yet
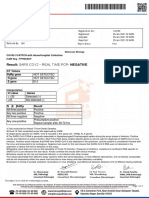
- Sars Cov2 - Real Time Pcr-Negative: ResultDocument2 pagesSars Cov2 - Real Time Pcr-Negative: ResultPraveen PrabhakarNo ratings yet
- Presented By: Pawan Kumar ShrivasDocument20 pagesPresented By: Pawan Kumar ShrivasPraveen PrabhakarNo ratings yet
- Prabhakar, Praveen Kumar: From: Sent: ToDocument2 pagesPrabhakar, Praveen Kumar: From: Sent: ToPraveen PrabhakarNo ratings yet
- Report SDMDocument16 pagesReport SDMPraveen PrabhakarNo ratings yet
- Heat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthDocument6 pagesHeat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthPraveen PrabhakarNo ratings yet
- Efficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Document1 pageEfficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Praveen PrabhakarNo ratings yet
- Run For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghDocument1 pageRun For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghPraveen PrabhakarNo ratings yet
- Graduation Project, Shahi ExportsDocument38 pagesGraduation Project, Shahi ExportsPraveen Prabhakar100% (1)
- Industry Analysis For Plesico Pharma: Industry Rivalry: Very HighDocument1 pageIndustry Analysis For Plesico Pharma: Industry Rivalry: Very HighPraveen PrabhakarNo ratings yet
- OB Assignment: Student LeadershipDocument4 pagesOB Assignment: Student LeadershipPraveen PrabhakarNo ratings yet
- History: Domino's Pizza IsDocument16 pagesHistory: Domino's Pizza IsPraveen PrabhakarNo ratings yet
- Marketing IntroductionDocument95 pagesMarketing Introductionsdfsadfdsas223No ratings yet
- SpottingDocument63 pagesSpottingPraveen Prabhakar100% (1)
- BS BuzzDocument8 pagesBS BuzzBS Central, Inc. "The Buzz"No ratings yet
- Cross 1987 Catecholamines LympohcytesDocument7 pagesCross 1987 Catecholamines LympohcytesMartin BadovNo ratings yet
- The Complete Book of Hairstyling - NodrmDocument63 pagesThe Complete Book of Hairstyling - Nodrmrvf1No ratings yet
- Eurydice GuideDocument14 pagesEurydice GuideAlcindorLeadon100% (1)
- 1-MEPs-ELECT-LTG-B4&7-0001 (SH 1-1) - R-2 (FND Reviewed) - LTG-B4-0001Document1 page1-MEPs-ELECT-LTG-B4&7-0001 (SH 1-1) - R-2 (FND Reviewed) - LTG-B4-0001muzeek306No ratings yet
- Aircraft Vehicle Systems Modelling and Simulation Under UncertaintyDocument64 pagesAircraft Vehicle Systems Modelling and Simulation Under Uncertaintyjakub_gramolNo ratings yet
- XII BIOLOGY Practical 2023-24 NewDocument28 pagesXII BIOLOGY Practical 2023-24 Newpranjal.goswami1830No ratings yet
- L 10 Boolean AlgebraDocument24 pagesL 10 Boolean AlgebraAlexaNo ratings yet
- Waste Collectors in Sri LankaDocument32 pagesWaste Collectors in Sri Lankasameera jayalathNo ratings yet
- 4.3 Bone TissueDocument80 pages4.3 Bone TissueManjunathNo ratings yet
- T Rec G.984.7 201007 I!!pdf eDocument14 pagesT Rec G.984.7 201007 I!!pdf eEduardo LanchiNo ratings yet
- NITIN Rdbms AssignmentDocument131 pagesNITIN Rdbms Assignmentnitinsingaur.bizNo ratings yet
- Application of Digital RadiographyDocument13 pagesApplication of Digital RadiographyFred LeviNo ratings yet
- Fracture CrurisDocument44 pagesFracture CrurisAnonymous turPUJtErNo ratings yet
- Kiwi Automation Company Aurora Shows Off Its Palletizing RobotDocument3 pagesKiwi Automation Company Aurora Shows Off Its Palletizing RobotPrimanedyNo ratings yet
- Candle Making: Grace P. TeaňoDocument19 pagesCandle Making: Grace P. TeaňoNoeson TecsonNo ratings yet
- Analytical Method ValidationDocument55 pagesAnalytical Method ValidationMohammed S.Gouda67% (3)
- IBPS PO Combined Day 11 (Eng) 165990856827Document55 pagesIBPS PO Combined Day 11 (Eng) 165990856827canasNo ratings yet
- Emissivity Measurement of Radiating SurfacesDocument4 pagesEmissivity Measurement of Radiating Surfacesashish100% (1)
- Project Report GodrejDocument92 pagesProject Report Godrejshubham SaxenaNo ratings yet
- DILO SF6 Catalogue 2021 ENDocument214 pagesDILO SF6 Catalogue 2021 ENBadraa BatorgilNo ratings yet
- Preflight After Takeoff: Normal ChecklistDocument1 pagePreflight After Takeoff: Normal ChecklistAriq RaihanNo ratings yet
- Rodan and Fields Product GuideDocument17 pagesRodan and Fields Product GuideSusy MariaNo ratings yet
- Mobile SPM & DF 2020.ppt (Compatibility Mode)Document18 pagesMobile SPM & DF 2020.ppt (Compatibility Mode)Sambo BenerNo ratings yet
- Bodybuilder Wiring Cummins IslDocument16 pagesBodybuilder Wiring Cummins IslHamilton MirandaNo ratings yet
- Fault Level CalculationDocument1 pageFault Level Calculationpb21No ratings yet
- Cells of Immune System Notes 2Document70 pagesCells of Immune System Notes 2Sudeeksha Ravikoti100% (1)
- 16 RMM Spring Edition 2020 Solutions CompressedDocument83 pages16 RMM Spring Edition 2020 Solutions CompressedKhokon GayenNo ratings yet






































































































Download as pdf or txt
You might also like
- BR Knauf Ceiling Solutions Mineral Solutions ND MEDocument94 pagesBR Knauf Ceiling Solutions Mineral Solutions ND MEsacdawoodNo ratings yet
- Defect Analysis in Garment IndustryDocument47 pagesDefect Analysis in Garment Industrythegodkannan89% (9)
- Final Report PDFDocument204 pagesFinal Report PDFES MaxternNo ratings yet
- Mansi, Shweta PDFDocument68 pagesMansi, Shweta PDFAnoop100% (1)
- Scap Assignment 2: Submitted To: Submitted byDocument12 pagesScap Assignment 2: Submitted To: Submitted bySurmayee UmatheNo ratings yet
- Traning ReportDocument80 pagesTraning ReportAmar Nath Prasad100% (1)
- The Travels of Sir John Mandeville by Mandeville, John, Sir, 1300-1399?Document107 pagesThe Travels of Sir John Mandeville by Mandeville, John, Sir, 1300-1399?Gutenberg.orgNo ratings yet
- Summer Internship: Shahi Exports LTDDocument48 pagesSummer Internship: Shahi Exports LTDneil926No ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Apparel Internship Report-HopDocument88 pagesApparel Internship Report-HopSakshi YadavNo ratings yet
- Internship at ARVIND APPARELSDocument84 pagesInternship at ARVIND APPARELSNeetek SahayNo ratings yet
- Apparel Internship ReportDocument36 pagesApparel Internship ReportKanchan Chaudhary100% (1)
- Apparel Inntern JuryDocument61 pagesApparel Inntern JurypriyalNo ratings yet
- Swati Shukla PDFDocument74 pagesSwati Shukla PDFkvNo ratings yet
- Shahi Exports Private LimitedDocument10 pagesShahi Exports Private LimitedResiNo ratings yet
- SCAP End Term Jury Assignment by Ashutosh Shukla and Karma NegiDocument7 pagesSCAP End Term Jury Assignment by Ashutosh Shukla and Karma Negikarma negiNo ratings yet
- APPAREL INTERNSHIP Final PDFDocument107 pagesAPPAREL INTERNSHIP Final PDFAnonymous EPCN6WNo ratings yet
- Vastram ExportsDocument40 pagesVastram ExportsHarsha DuraiNo ratings yet
- A Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)Document128 pagesA Summer Internship Report at Shahi Exports PVT LTD, Bengaluru (UNIT-7A)BhawanaNo ratings yet
- Apparel Production BRFLDocument112 pagesApparel Production BRFLStanley GeorgeNo ratings yet
- GP Report QC 1Document50 pagesGP Report QC 1Rohan JetlingNo ratings yet
- Report On Apparel Internship at Orient Craft Limited (9K Unit)Document147 pagesReport On Apparel Internship at Orient Craft Limited (9K Unit)Sanya MohindraNo ratings yet
- SPG DenimDocument15 pagesSPG DenimnidhisanjeetNo ratings yet
- Arvind Textiles Internship ReportDocument107 pagesArvind Textiles Internship Reportsakshi kaul0% (1)
- Section - I Company Overview: Aquarelle India Pvt. LTDDocument79 pagesSection - I Company Overview: Aquarelle India Pvt. LTDShivasrri SethuramanNo ratings yet
- Apparel Internship CollgDocument135 pagesApparel Internship CollgHanish SinglaNo ratings yet
- Sonal Apparel Pvt. LTD Apparel Document FinalDocument160 pagesSonal Apparel Pvt. LTD Apparel Document FinalAkanksha GuptaNo ratings yet
- Department StudyDocument131 pagesDepartment StudyAnkita Ranjan100% (2)
- Dnls MMDocument19 pagesDnls MMpriyal100% (1)
- Apparel Internship at Orient Craft LimitedDocument81 pagesApparel Internship at Orient Craft LimitedBaabul Singh50% (6)
- Merchandising Problems in Apparel IndustryDocument82 pagesMerchandising Problems in Apparel IndustryPrabhat Malik100% (1)
- University of South Asia: Apparel MerchandisingDocument14 pagesUniversity of South Asia: Apparel MerchandisingSHAKEEL AKHTARNo ratings yet
- Main Doc GP JuryDocument66 pagesMain Doc GP JuryVishwanath KrNo ratings yet
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDocument50 pagesArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaNo ratings yet
- Balancing Simulation-2008 PDFDocument12 pagesBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNo ratings yet
- Shahi Exports PVTDocument23 pagesShahi Exports PVTSaurabh SumanNo ratings yet
- Apparel PROJECTDocument156 pagesApparel PROJECTpriyalNo ratings yet
- Textile Internship Alok IndustriesDocument31 pagesTextile Internship Alok IndustriesAditya DevNo ratings yet
- Internship Report ON Marketing Merchandising in Garments IndustryDocument78 pagesInternship Report ON Marketing Merchandising in Garments IndustrySharif IftekharNo ratings yet
- Apparel Internship Report - HeadingsDocument7 pagesApparel Internship Report - Headingsanishi_ahuja20% (5)
- Garment Operator Training InitiativesDocument4 pagesGarment Operator Training InitiativesAiswarya sNo ratings yet
- Research Mthodology - NIFTDocument17 pagesResearch Mthodology - NIFTSaumya RayalNo ratings yet
- QC Tools in Apparel Industry Submitted by Priyanka KumariDocument22 pagesQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royNo ratings yet
- RM JuryDocument48 pagesRM JurynikitaNo ratings yet
- Quality Control in Garment IndustryDocument4 pagesQuality Control in Garment IndustryOnlineClothing Study100% (1)
- Internship ReportDocument20 pagesInternship Reportveenaos0% (1)
- GP MidtermDocument41 pagesGP MidtermSharvari Shankar50% (2)
- Nift MFM Placement PDFDocument40 pagesNift MFM Placement PDFAastha BattuNo ratings yet
- Technova 2010: Department of Fashion TechnologyDocument36 pagesTechnova 2010: Department of Fashion TechnologyKunal Singh Gour100% (1)
- Apparel Internship Report at Richa Global GurgaonDocument51 pagesApparel Internship Report at Richa Global GurgaonSwapnilNo ratings yet
- SHAHI Exports PVTDocument2 pagesSHAHI Exports PVTSharon FernandesNo ratings yet
- Session 3a - Role of A Merchandiser in Buying HouseDocument24 pagesSession 3a - Role of A Merchandiser in Buying HousePuja PrasadNo ratings yet
- Shahi Exports PVT LTD FaridabadDocument12 pagesShahi Exports PVT LTD FaridabadShreya Agarwal0% (1)
- Apparel Merchandising & Sourcing and Costing of Apparel ProductsDocument34 pagesApparel Merchandising & Sourcing and Costing of Apparel Productssrishty dhanukaNo ratings yet
- Sourcing and Costing of Apparel ProductsDocument9 pagesSourcing and Costing of Apparel ProductsVaisistha BalNo ratings yet
- H&M AQL Table RequirementDocument4 pagesH&M AQL Table RequirementMoklesur RahmanNo ratings yet
- Denim Bottom: Textile Merchadising and Marketing Akmal JavedDocument9 pagesDenim Bottom: Textile Merchadising and Marketing Akmal JavedAkmal JavedNo ratings yet
- Apparel Internship at DressmasterDocument121 pagesApparel Internship at DressmasterRiya Jaiswal100% (1)
- Sanya Kapoor - Pre - Production Process AssignmentDocument7 pagesSanya Kapoor - Pre - Production Process AssignmentsanyaNo ratings yet
- ISO Care Labels ReportDocument8 pagesISO Care Labels Reportvishnushrinet100% (1)
- Metenace GroupDocument50 pagesMetenace Groupdawit solomonNo ratings yet
- Unit 1 - Planning and Designing Garment Collection For A SeasonDocument30 pagesUnit 1 - Planning and Designing Garment Collection For A Seasonmaya_muth100% (1)
- Request Letter Bill Statement Earthing CertificateDocument4 pagesRequest Letter Bill Statement Earthing CertificatePraveen PrabhakarNo ratings yet
- Sars Cov2 - Real Time Pcr-Negative: ResultDocument2 pagesSars Cov2 - Real Time Pcr-Negative: ResultPraveen PrabhakarNo ratings yet
- Presented By: Pawan Kumar ShrivasDocument20 pagesPresented By: Pawan Kumar ShrivasPraveen PrabhakarNo ratings yet
- Prabhakar, Praveen Kumar: From: Sent: ToDocument2 pagesPrabhakar, Praveen Kumar: From: Sent: ToPraveen PrabhakarNo ratings yet
- Report SDMDocument16 pagesReport SDMPraveen PrabhakarNo ratings yet
- Heat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthDocument6 pagesHeat Stroke (Causes, Effects & Prevention) : Pankaj Kumar Ray OH&S Team NorthPraveen PrabhakarNo ratings yet
- Efficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Document1 pageEfficiency Sheet (LOGISTICS) Greater Noida: Parameter Target T. Achieved Eff. %Praveen PrabhakarNo ratings yet
- Run For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghDocument1 pageRun For A Cause... Run For The Girl Child.... : With Padmashri Milkha SinghPraveen PrabhakarNo ratings yet
- Graduation Project, Shahi ExportsDocument38 pagesGraduation Project, Shahi ExportsPraveen Prabhakar100% (1)
- Industry Analysis For Plesico Pharma: Industry Rivalry: Very HighDocument1 pageIndustry Analysis For Plesico Pharma: Industry Rivalry: Very HighPraveen PrabhakarNo ratings yet
- OB Assignment: Student LeadershipDocument4 pagesOB Assignment: Student LeadershipPraveen PrabhakarNo ratings yet
- History: Domino's Pizza IsDocument16 pagesHistory: Domino's Pizza IsPraveen PrabhakarNo ratings yet
- Marketing IntroductionDocument95 pagesMarketing Introductionsdfsadfdsas223No ratings yet
- SpottingDocument63 pagesSpottingPraveen Prabhakar100% (1)
- BS BuzzDocument8 pagesBS BuzzBS Central, Inc. "The Buzz"No ratings yet
- Cross 1987 Catecholamines LympohcytesDocument7 pagesCross 1987 Catecholamines LympohcytesMartin BadovNo ratings yet
- The Complete Book of Hairstyling - NodrmDocument63 pagesThe Complete Book of Hairstyling - Nodrmrvf1No ratings yet
- Eurydice GuideDocument14 pagesEurydice GuideAlcindorLeadon100% (1)
- 1-MEPs-ELECT-LTG-B4&7-0001 (SH 1-1) - R-2 (FND Reviewed) - LTG-B4-0001Document1 page1-MEPs-ELECT-LTG-B4&7-0001 (SH 1-1) - R-2 (FND Reviewed) - LTG-B4-0001muzeek306No ratings yet
- Aircraft Vehicle Systems Modelling and Simulation Under UncertaintyDocument64 pagesAircraft Vehicle Systems Modelling and Simulation Under Uncertaintyjakub_gramolNo ratings yet
- XII BIOLOGY Practical 2023-24 NewDocument28 pagesXII BIOLOGY Practical 2023-24 Newpranjal.goswami1830No ratings yet
- L 10 Boolean AlgebraDocument24 pagesL 10 Boolean AlgebraAlexaNo ratings yet
- Waste Collectors in Sri LankaDocument32 pagesWaste Collectors in Sri Lankasameera jayalathNo ratings yet
- 4.3 Bone TissueDocument80 pages4.3 Bone TissueManjunathNo ratings yet
- T Rec G.984.7 201007 I!!pdf eDocument14 pagesT Rec G.984.7 201007 I!!pdf eEduardo LanchiNo ratings yet
- NITIN Rdbms AssignmentDocument131 pagesNITIN Rdbms Assignmentnitinsingaur.bizNo ratings yet
- Application of Digital RadiographyDocument13 pagesApplication of Digital RadiographyFred LeviNo ratings yet
- Fracture CrurisDocument44 pagesFracture CrurisAnonymous turPUJtErNo ratings yet
- Kiwi Automation Company Aurora Shows Off Its Palletizing RobotDocument3 pagesKiwi Automation Company Aurora Shows Off Its Palletizing RobotPrimanedyNo ratings yet
- Candle Making: Grace P. TeaňoDocument19 pagesCandle Making: Grace P. TeaňoNoeson TecsonNo ratings yet
- Analytical Method ValidationDocument55 pagesAnalytical Method ValidationMohammed S.Gouda67% (3)
- IBPS PO Combined Day 11 (Eng) 165990856827Document55 pagesIBPS PO Combined Day 11 (Eng) 165990856827canasNo ratings yet
- Emissivity Measurement of Radiating SurfacesDocument4 pagesEmissivity Measurement of Radiating Surfacesashish100% (1)
- Project Report GodrejDocument92 pagesProject Report Godrejshubham SaxenaNo ratings yet
- DILO SF6 Catalogue 2021 ENDocument214 pagesDILO SF6 Catalogue 2021 ENBadraa BatorgilNo ratings yet
- Preflight After Takeoff: Normal ChecklistDocument1 pagePreflight After Takeoff: Normal ChecklistAriq RaihanNo ratings yet
- Rodan and Fields Product GuideDocument17 pagesRodan and Fields Product GuideSusy MariaNo ratings yet
- Mobile SPM & DF 2020.ppt (Compatibility Mode)Document18 pagesMobile SPM & DF 2020.ppt (Compatibility Mode)Sambo BenerNo ratings yet
- Bodybuilder Wiring Cummins IslDocument16 pagesBodybuilder Wiring Cummins IslHamilton MirandaNo ratings yet
- Fault Level CalculationDocument1 pageFault Level Calculationpb21No ratings yet
- Cells of Immune System Notes 2Document70 pagesCells of Immune System Notes 2Sudeeksha Ravikoti100% (1)
- 16 RMM Spring Edition 2020 Solutions CompressedDocument83 pages16 RMM Spring Edition 2020 Solutions CompressedKhokon GayenNo ratings yet